Как развернуть трубу в лист?
Расчет развертки трубы при гибке. Длина развертки. Формула расчета развертки трубы.
Расчет развертки трубы при гибке. Длина развертки. Формула расчета развертки трубы.
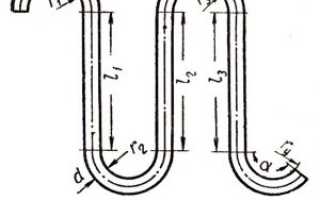
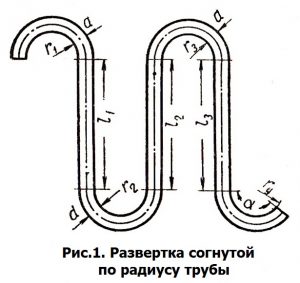
При определении общей длины развертки необходимо трубу разбить на прямые и гнутые участки. Для определения границы прямых и гнутых участков трубы из центров окружностей согнутых участков проводятся радиусы r1; r2; r3; r4 в точку их сопряжения с прямой. Тогда общая длина развертки гнутой трубы (рис. 1) будет:
L общее = l + s,
l — сумма длин прямых участков трубы;
s — сумма длин согнутых по радиусу участков трубы.
На рис. 1 видно, что:
l = l1 + l2 + l3.
Длина развертки согнутой трубы рассчитывается по средней линии. За среднюю линию принимается ось симметрии трубы. Поэтому длина согнутых частей трубы рассчитывается по радиусам:
r1; r2; r3; r4 – внутренние радиусы гибки трубы;
d — наружный диаметр трубы.
Длина развертки гнутой трубы в соответствии с правилами геометрии равняется:
s = (2·π·R·α)/360,
R — радиус средней линии трубы;
α —угол загиба гнутой трубы.
Для угла в 180° s = π·R;
Для угла в 90° s = (π·R)/2.
Сумма длин гнутых частей трубы в данном случае равняется:
s2 = π·R2;
s3 = π·R3;
s4 = (2π·R4·150)/360 = 5/6·π·R4.
s1 = π·(R1 + R2 + R3 + 5/6·R4),
L общее = (l1 + l2 + l3) + π·(R1 + R2 + R3 + 5/6·R4).
Точно так же производится расчет разверток металла кругового профиля.
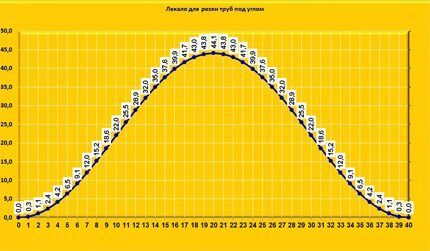
Как отрезать трубу под 45 градусов с помощью лекала из листа бумаги

Чтобы ровно отрезать круглую металлическую трубу под 45 градусов (например, для дальнейшего ее соединения под прямым углом), можно использовать простое лекало, изготовленное из листа бумаги.
С помощью самодельного лекала можно быстро разметить трубу, а затем отрезать ее болгаркой.
Приступаем к изготовлению лекала. В первую очередь отрезаем лист бумаги (можно использовать для этого обычный белый лист формата А4) по диаметру трубы.

После этого линейкой или рулеткой замеряем наружный диаметр круглой трубы — в данном случае он составляет 60 мм.

Советуем вам также прочитать статью: как быстро округлить деревянный брусок без токарного станка .
Основные этапы работ
На следующем этапе складываем лист бумаги пополам. С торца откладываем две отметки на расстоянии 6 см от края. Через эти две точки чертим линию.


С боковых сторон листа откладываем четыре отметки на расстоянии 3 см от края. Потом чертим две линии (они должны быть перпендикулярны первой линии). В результате у нас получилось три прямоугольника.


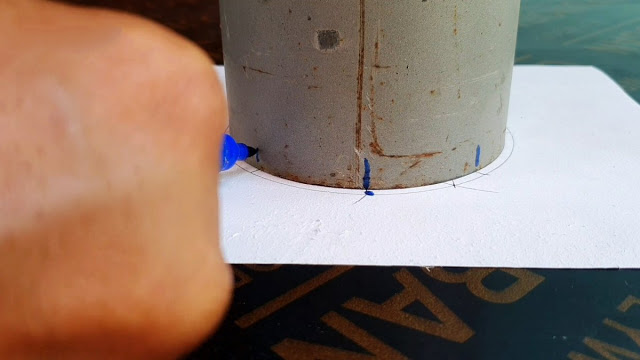
Прикладываем торец круглой трубы к крайним прямоугольникам, как показано на фото ниже, и обводим карандашом.


С помощью линейки соединяем две полуокружности линией. Берем ножницы и отрезаем крайнюю часть листа.



В результате у нас получился шаблон для разметки круглой трубы под 45 градусов.

Разворачиваем лист бумаги на всю ширину. Прикладываем к трубе, и обводим карандашом. Затем вырезаем болгаркой по разметке.

После реза получаем две заготовки, которые можно соединить вместе под прямым углом, и обварить.

Подробнее о том, как изготовить бумажное лекало, можно посмотреть в видеоролике ниже. Своим опытом поделился автор YouTube канала Mr Technic.
Резка труб под углом: преимущества и недостатки разных способов + пример выполнения работ

Трубы – широко распространенный строительный материал. Их применяют в монтаже разных систем. В процессе монтажа случают ситуации ситуация, когда трубы необходимо стыковать под углом. Технология производства таких работ не является стандартной, но знать о ней нужно.
Чтобы создать сложную конфигурацию соединения, требуется резка труб под углом. Мы расскажем, как выполняются такие операции и какие существуют методы резки.
Приёмы резки труб под углом
Рассматривая приёмы работы – реза прямо или под углом – следует учитывать разный материал изделий, подвергаемых обработке. Так, рукава, изготовленные из полипропилена или тонкой меди, резать легче и проще, чем толстостенные стальные трубы.
Пластиковые изделия малых диаметров обрезаются под нужным углом с помощью специальных ножниц. При этом контролировать угол можно обычным транспортиром. Резка полимерных труб также производится обычной ножовкой с мелкозубчатым полотном.

Наиболее частой потребностью в монтаже становится резка водопроводных, канализационных и вентиляционных труб под углом 45º.
Выясним, какие приспособления можно использовать для реза под различными углами.
Бумажное лекало для трубы
Для исполнения относительно точного реза можно применить несложную методику, где в качестве своеобразного лекала выступает обычный лист бумаги. Например, удачно подходит для создания лекала бумага принтерная формата А4.
Предварительно лист размечается под квадрат с помощью линейки. Размер диагонали квадрата должен быть равен длине окружности трубы, которую нужно отрезать. Лишние части листа обрезаются.

Далее следующие действия:
- Согнуть лист по диагонали, совместив противоположные углы.
- Полученный треугольник повернуть так, чтобы линия гипотенузы была перпендикулярна оси трубы.
- В таком положении обернуть бумагой трубную поверхность, совместив вместе крайние точки гипотенузы.
- Нанести маркером метку реза по линии любого из катетов треугольника.
- Обрезать трубу по намеченной линии.
Этим способом вполне удобно размечать и резать трубы под углом 45º в диапазоне диаметров от 32 до 63 мм. Для большего удобства разметки рекомендуется брать толстую, но мягкую бумагу. Также можно использовать паронит и похожие материалы.
Как грамотно подобрать труборез для пластиковых труб и как его применять на деле, подробно описано в предложенной нами статье.
Грамотно сделанные лекала для фигурного раскроя трубы позволяют с предельно высокой точностью выполнить срезы. При этом зазор между подготовленными заготовками все же не исключен. В соединении металлических труб он “закрывается” сварным швом, при соединении пластиковых деталей используется специализированный шнур для пайки.
Программы расчёта углов реза
Технология резки по лекалам позволяет получать разные углы среза. Но для формирования лекала на углы, отличные от 45º, уже потребуется выполнять математические расчёты и по расчётным данным вырезать шаблон из бумаги или подобных материалов.
Правда существуют компьютерные программы, призванные избавить мастера от производства расчётов. Лекала под резку труб такие программы распечатывают на принтере.
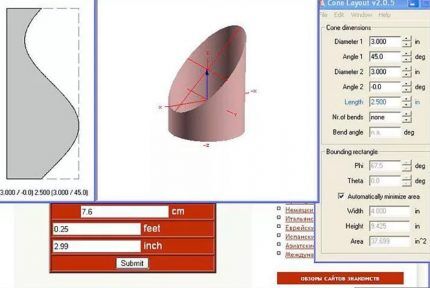
Простая программа расчета, созданная на базе приложения MS Excel, позволяет рассчитать и составить лекало практически для любых значений диаметров труб и требуемых углов реза.
Всё, что необходимо сделать пользователю, – это завести в ячейки «Наружного диаметра» и «Угла среза» соответствующие значения. По этим параметрам сформируется лекало, которое можно отправить на печать.
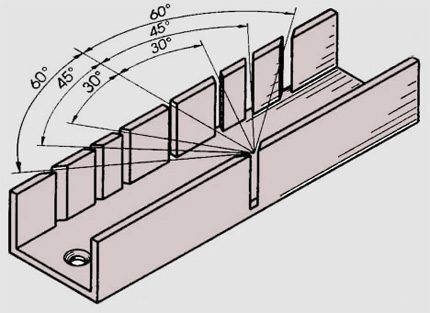
Стусло для резки труб
Есть несложный инструмент, часто используемый в быту, в основном для работ с деревом. Называется – стусло. Так вот, это же приспособление подходит для резки труб, причём под разными углами.
Стусло имеется в продаже, но при желании его всегда можно сделать своими руками и подогнать конструкцию под нужный диаметр трубы:
- Взять деревянную доску шириной, равной диаметру трубы, длиной 400-500 мм.
- Взять ещё две доски тех же размеров, но по ширине увеличенных на толщину первой доски.
- Из трёх досок собрать конструкцию в виде перевёрнутой буквы «П», где в качестве основания установлена первая доска.
- В центральной части конструкции разметить прямоугольник, две стороны которого проходят по внутренним границам боковых досок.
- Разделить прямоугольник диагоналями и по линиям, полученным на верхних гранях боковых досок, сделать пропилы вниз до основания.
Таким способом изготавливается шаблон для резки под углом 45º. Но с помощью транспортира можно разметить практически любой угол и сделать пропилы под рез трубы для конкретного угла.
Преимущество стусла – инструмент пригоден для неоднократного применения. Работа с инструментом допустима до такой степени износа стенок прорезей, пока они смогут обеспечивать высокую точность реза. Рекомендуется изготавливать стенки инструмента из материала более высокой прочности, чем дерево.
Преимущества способа очевидны – простота, лёгкость изготовления инструмента (стусла), экономичность, универсальность. Недостатки работы с таким вариантом оснастки – необходимость подгонки размеров стусла под трубный диаметр при условии выполнения точного реза. То есть для каждой трубы придётся делать свой инструмент.
Также с помощью стусла резать трубу можно только ножовкой по металлу или секатором (для пластиковых изделий). Для работы с толстостенными металлическими трубами под рез болгаркой этот инструмент не подойдёт.
Простая оснастка под резку
Металлические изделия круглой и прямоугольной форм, имеющие достаточно толстые стенки, удобно резать под углом при помощи незамысловатой оснастки электромеханического действия.
Режущим элементом такого инструмента выступает отрезной диск или дисковая пила, закреплённые на валу электродвигателя. В свою очередь, электродвигатель с резаком является частью всей оснастки, куда входят рабочий стол, маятниковая опора, струбцина.

Для установки трубы под нужным углом с последующим её креплением используются обычная струбцина и два металлических уголка. Один уголок (короткий) прикреплён к основанию поворотного механизма – маятника. Второй уголок (длинный) находится в свободном состоянии.
Процедура закладки трубы и резки:
- Поворотным механизмом устанавливается требуемый угол реза (например, с помощью линейки и транспортира).
- Найденное положение фиксируется прижимными винтами.
- Между коротким и длинным уголками закладывается труба и прижимается винтом струбцины.
- Подаётся напряжение на электродвигатель.
- Прилагая слабое усилие нажима к диску резака, трубу режут в нужном месте.
Преимущества такой методики – быстрая работа, аккуратный срез, возможность обработки большого количества труб за короткий промежуток времени.
Недостатки: ограничения к применению в бытовых условиях, повышенный шум, работа с трубами только малых и средних диаметров. К тому же процесс резки оснасткой выполняется стационарно на удалении от места монтажа, что не всегда приемлемо.
Если вы собираетесь сделать дома медный трубопровод, то потребуются особые труборезы, с правилами подбора которых советуем ознакомиться.
Нюансы работы с прямоугольным сечением
Для выполнения резки изделий прямоугольного сечения рекомендуется заблаговременно подготовить шаблонные отрезы уголков. Их легко сделать из металлического уголка, предварительно разметив тем же транспортиром.

Разметку можно выполнить под разные значения углов. Для использования в деле шаблона, его достаточно приложить к прямоугольной трубе в нужном месте и отметить линию реза. Затем любым подходящим инструментом выполнить рез по намеченной линии.
Аппараты точной резки
Среди фирменных аппаратов, которые могли бы использоваться в быту для выполнения реза под углом, можно обратить внимание на технику итальянского производства.
Ленточнопильный станок Mini Cut от компании «MASS» – малогабаритное устройство с ручным прижимом, для работы не только с трубами, но также уголками, прутками, профильными элементами.

На станке поддерживается установка угла среза от 0 до 45º. Процедура осуществляется при помощи ленточного полотна со скоростью 45 возвратно-поступательных движений в минуту. Аппарат оснащается электродвигателем мощностью 370 Вт, который питается от бытовой сети. Максимально допустимый диаметр обрезаемой круглой трубы – 65 мм.
В промышленных масштабах для резки трубы разработаны многочисленные установки с электромеханическим и электрическим приводом. Технически сложные аппараты позволяют с высокой точностью производить термическую, кислородную и плазменную резку:
Как сварить трубы разного диаметра — лепестковый переход
Один из сложных видов сварочных работ, требующий привлечения опытного сварщика – сварка труб малого диаметра с трубопроводами большего сечения. В статье мастер сантехник расскажет, как можно сварить между собой две трубы с разным диаметром.
Изготовление сварных переходов для труб
Переходы необходимы для изменения пропускной способности трубы с большего диаметра на малый и наоборот. Переходы изготавливаются при помощи штамповки, а также сварки (лепестковые переходы). Изготовление при помощи штамповки применяется в серийном производстве на заводах, изготовить такой переход в домашних условиях не является возможным.
Переходы с одного диаметра трубы на другой можно изготовлять кузнечным способом (путем осадки труб при красном калении) или путем вырезки клиньев.
Прежде чем браться за работу, следует сначала приготовить все необходимое для предстоящей операции:
- Сварочный аппарат;
- Болгарка;
- Резиновая лента;
- Линейка;
- Маркер;
- Бумага;
- Циркуль.
Как сделать лепестковый переход на трубе
Первым делом края свариваемых труб нужно отторцевать максимально ровно.


Далее необходимо разделить окружность большей из труб на восемь абсолютно равных частей. Лучше всего сначала произвести все расчёты и разметку на бумаге.
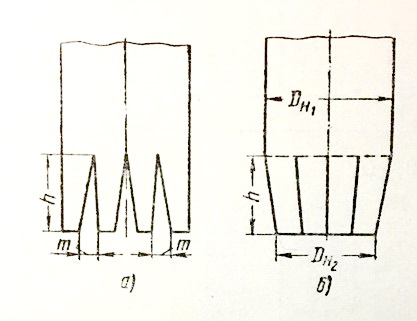
При изготовлении переходов из труб путем вырезки клиньев величина m определяется по формуле:
- m – наибольшая ширина вырезаемого клина в мм;
- DH1 – наибольший наружный диаметр перехода в мм;
- DH2 – наименьший наружный диаметр в мм;
- n – число клиньев;
- с – величина, равная 2 – 2.5 мм при электродуговой сварке и 3 – 4 мм при газовой сварке.
Когда план будет готов, переносим разметку с масштабного чертежа с бумаги на саму трубу.
Размеченные клинья аккуратно вырезаются при помощи болгарки.

Полученные выступы стягиваются тугой резиновой лентой до нужно диаметра.

В таком состоянии трубы с разным диаметром соединяются и свариваются. По мере надобности бандаж отпускается.

Также завариваются продольные разрезы.


В сюжете — Сварка 2х труб разного диаметра
В сюжете — Как очень просто изготовить плавный переход на любую трубу самостоятельн
В продолжение темы посмотрите также наш обзор Как разрезать трубу под углом
Как сделать идеальную трубу из оцинковки своими руками: пошаговая инструкция
Доброго времени суток, дорогой гость!
Первый лист с гальваническим покрытием сошел с конвейера одного из британских заводов еще в 1867 году. Правда в то время металл покрывали исключительно золотом и серебром. Но перед первой мировой войной на поток было поставлено производство деталей с защитным слоем из цинка, и с тех пор они невероятно популярны.
Это и не удивительно — цинк продлевает жизнь железа в 20-30 раз. Изделия, выполненные из оцинковки – прочны, не поддаются ржавчине, и ведут себя в быту не хуже нержавейки, хотя стоят на порядок дешевле.
В сегодняшней статья я предлагаю уделить больше внимания этому скромному материалу и расскажу, как сделать трубу из оцинковки своими руками.
Преимущества и недостатки такой трубы
Оцинковка – это в первую очередь сталь, материал, имеющий много неоспоримых достоинств.

К ним относятся:
- Прочность;
- Способность выдерживать высокие температуры;
- Превосходная теплопроводность;
- Низкая стоимость по сравнению с другими материалами.
Но без защитного покрытия черный металл подвержен коррозии, быстро ржавеет и приходит в негодность. Цинкование с успехом решило эту проблему. И, несмотря на то, что трубы из оцинковки и стали по форме одинаковы, оцинкованное изделие имеет ряд преимуществ.
Дополнительные плюсы оцинкованного изделия:
- Коррозионностойкость, способность противостоять негативным воздействиям окружающей среды;
- Увеличенный срок службы;
- Повышенная прочность;
- Широкий диапазон рабочих температур;
- Высокая сопротивляемость механическим воздействиям;
- Оцинкованная труба выдерживает высокое внутреннее и наружное давление;
- Простота и удобство монтажа;
- Высокая стойкость к возгоранию;
- Цинк убивает все патогенные микроорганизмы;
- Оцинковка практически не уступает в качестве низколегированной нержавейке, но стоит на порядок дешевле.
Но, как любое инженерное решение, трубопровод из оцинкованного железа неидеален.
- Не очень привлекательный дизайн;
- Дороговизна по сравнению с обычной сталью;
- Цинк усложняет процесс сварки;
- В отличие от пластика, при наличии выступов на стенах, обеспечить плавный переход в конструкции из оцинкованных труб, практически невозможно.
Сделать самому или заказать
Что же лучше, купить оцинкованный лист нужной толщины и согнуть трубу самостоятельно, либо пойти в магазин и купить готовое изделие?
Советы по выбору и примерная цена
Как обычно – начнем с цены. Готовая труба диаметром 100мм и длиной 3 метра обойдется нам с вами примерно в 500 рублей.
Себестоимость материала в данном случае — 150 рублей, остальное — трудозатраты и наценка продавца.

А если планируется организация целой системы водостока? Сами видите, переплатить за готовые изделия придется в 2.5-3 раза. Самостоятельное изготовление труб значительно облегчит финансовую нагрузку.
К тому же заводские изделия имеют строго определенные размеры, и иногда подобрать нужный именно для вашей системы – сложно. Да и толщина готовой трубы обычно не превышает 1мм.
Обязательно следует помнить — любое заводское изделие, в отличие от самодельного, проходит строгий контроль ОТК, имеет идеально круглую поверхность и точность сварного шва.
Сможет ли домашний мастер обеспечить соблюдение всех этих условий — далеко не факт.
Какой материал выбрать
Если было принято решение изготовить деталь своими силами, начать следует с выбора материала, в нашем случае – оцинкованного листа необходимой толщины.
Характеристики материала
Тонколистовая сталь, покрытая цинком в заводских условиях, должна соответствовать ГОСТ14918-80. Основные характеристики, на которые следует обратить внимание при выборе:
- Толщина листа
Самые распространенные толщины оцинковки – от 0.35 до 3мм. Чем лист тоньше, тем он легче обрабатывается, что немаловажно для изготовления изделий в домашних условиях. Но не стоит забывать – меньше толщина — меньше прочность.
- Толщина цинкового покрытия
Различают 3 класса материала, в соответствии с толщиной слоя нанесения цинка. Сведем данные в таблицу для удобства.
| Класс стали по толщине цинкового слоя | Масса защитной прослойки, имеющейся с обеих сторон (гр) | Толщина покрытия (мкм) |
| П (Повышенный) | 570 — 855 | 40-60 |
| I | 258-570 | 18-40 |
| II | 142.5-258 | 10-18 |
ГОСТ допускает некоторые отклонения по толщине и наличие некоторых дефектов
- НР – нормальная разнотолщинность;
- УР – уменьшенная разнотолщинность.
Варианты внешнего вида листа:
- КР – С узорами кристаллизации (некоторыми трещинками и потемнениями);
- МТ – без узоров.
Немаловажной характеристикой для изготовления труб является способность металлического листа к вытяжке:
- Н – нормальной вытяжки;
- Г – глубокой вытяжки;
- ВГ – весьма глубокой вытяжки.
Стали маркировки ВГ имеют самую высокую пластичность, Н — соответственно самую низкую.
Что понадобится для работы
После приобретения листа с необходимыми характеристиками, следует запастись нужным инвентарем.

- Ножницы по металлу. Выбирайте удобный инструмент для резки широкого листа металла;
- Молоток ручной отбойный (он же киянка) с резиновым или деревянным наконечником. Киянка должна быть твердой, тяжелой, но без острых краев;
- Стальная трубная заготовка для формовки тела трубы («пушка»). Длина ее — не менее 1 метра, диаметр — зависит от необходимого диаметра готового изделия;
- Линейка;
- Инструмент для разметки оцинковки (острый металлический стержень);
- Верстак. На углу стола-верстака должен располагаться металлический уголок, длиной не менее 1м. Он будут использоваться для загиба краев трубы, поэтому закреплен должен быть очень надежно;
- Плоскогубцы.
Пошаговая инструкция по изготовлению оцинкованной трубы своими руками
Расчет размеров
Стандартный лист из оцинкованной жести имеет размеры 1000×2000мм, либо 1250×2500мм, хотя можно найти и другие раскрои.
Ширина заготовки рассчитывается по формуле:
L (длина окружности, она же ширина заготовки) = 2*3.14*R (R –необходимый радиус трубы, мм).
Таким образом, для изготовления трубы диаметром 100мм понадобиться заготовка шириной
К полученной чистовой длине прибавляем загиб 15мм и получаем необходимую величину для раскроя -300мм.
Важный момент – ширина заготовки — величина не постоянная. С одной стороны она равна 330мм, с другой 340 (для трубы и даметром100мм). Делается это для удобства последующего монтажа труб друг с другом либо с другими элементами системы .
Чертеж и схема
Рис. 1. Выкройка листа для трубы диаметром 100мм.

Схема формирования фальца выглядит следующим образом:

Выкраивание заготовки
После вычисления необходимых размеров выкраивается заготовка будущего изделия. Для этого:
- Лист жести раскладывается на горизонтальной поверхности, наносится разметка ровными линиями, строго по размерам полуфабриката.
Для трубы диаметром 100мм по одному краю листа отмеряются друг за другом отрезки 340 и 330мм (см.рис.1). Такие же отрезки, но в противоположной последовательности размечаются на противоположной стороне. Все перпендикулярные линии следует проводить с помощью угольника.
Не забывайте прибавлять 15-20мм к ширине изделия на загиб!
- Жесть режется на прямоугольники согласно чертежу.
Формирование профиля
Полученные прямоугольные заготовки необходимо «превратить» в трубу. Для этого сформируем ее профиль.

Этапы формирования профиля:
- По всей длине заготовки, с отступом 5мм с одного края и 10мм – с другого , проводятся две линии. Эти линии – границы загиба фальцев.
Под фальцем или фальцевым замком в нашем случае подразумевается вид соединения краев трубы;
- Загибаем края по отмеченной линии, строго под углом 90 0 . Используем для этого металлический уголок, совмещая линию сгиба с ребром уголка. Начинаем плоскогубцами, продолжаем киянкой;
- Проходим молотком по всей длине, постепенно формируя будущий шов;
- На сгибе шириной 10мм делаем еще один загиб в форме буквы Г. Ширина верхней планки 5мм, расположение – строго параллельно заготовке;
- После формирования фальцев переходим к корпусу трубы. Заготовку укладываем на пушку и с помощью молотка придаем листу круглую форму.
Обработка стыковочного шва
Финальный этап — обработка (обжим) стыковочного шва. Для этого следует верхнюю часть Г образного фальца загнуть вниз, оборачивая ей противоположный край. В результате получается складка из нескольких слоев металла, которую необходимо прижать к трубе по всей длине.
В заводских условиях дополнительную прочность шву придают специальными металлическими заклепками.
Для изделий, изготовленных вручную, дополнительная обработка не требуется.
Видео изготовления
Ознакомьтесь с полезными видео по теме.
Врезка трубы в плоскость:
Советы специалистов
Для удобства соединения готовой трубы с другими элементами системы необходимо сделать на конце изделия раструб.
Как сделать раструб на металлической трубе оцинкованной
Раструб -технологическое расширение, предназначенное для удобства монтажа элементов коммуникации друг с другом и врезки в плоскости. Раструб на готовой трубе делается по широкому краю, методом развальцовки края на глубину 15-20мм. В заводских условиях для развальцовки используется специальный инструмент -вальцовочный конус.
В домашних условиях расширить край трубы можно самостоятельно, с помощью плоскогубцев. В идеале – установить на концы заготовки специальные кольца — ребра жесткости.
Рис.3. Схема развальцовки:

Особенности работы с жестью
Оцинкованная жесть – материал недорогой и надежный. Его основная особенность – небольшая толщина (чаще всего в домашних условиях используют лист толщиной от 0.3 до 1мм) и пластичность. Благодаря мягкости, работать с оцинковкой удобно и изготовить нужное изделие самостоятельно даже начинающему жестянщику не представит особого труда.
В тоже время, несмотря на мягкость стали, полученный фальцевый шов весьма надежен и способен выдержать значительные механические воздействия.
Заключение
Область применения оцинкованных труб обширна. Они используются для водостока, дымоотвода, систем вентиляции, поэтому умение самостоятельно изготовить детали однозначно не будет лишним.
Лично я считаю, что любой освоенный навык всегда полезен. Именно поэтому жду вас в нашей группе и сообществах. Уроки, обучающие видео, советы специалистов — там есть все. Присоединяйтесь!