
Завальцовка трубы на токарном станке
Вальцовка (вальцевание) труб и металла: особенности технологии
Вальцовка, или вальцевание, как еще называют эту технологическую операцию, подразумевает пластическую деформацию металлических заготовок для формирования из них изделий требуемой конфигурации. При этом может выполняться как вальцовка труб (для изменения формы их поперечного сечения), так и обработка листового металла, в процессе которой создаются изделия цилиндрической, конической и овальной конфигурации.

Формовка профиля на трехвалковом станке
Вальцовка выполняется на специальном оборудовании, оснащенном валками, которые и отвечают за пластическую деформацию заготовок из металла в нужном направлении, поэтому данная технологическая операция и получила такое название.
Проходя прокатку между вальцами, размеры и расстояние между которыми подбираются в зависимости от геометрических параметров заготовки и готового изделия, обрабатываемая деталь приобретает требуемые размеры и форму. В отдельных случаях вальцевание металла может предполагать не только прокатку заготовок из него, но и их ковку.
Вальцевать можно не только заготовки, изготовленные из металла, но и изделия из полимерных материалов и резиновых смесей, которые также отличаются высокой пластичностью. Если говорить о металле, то вальцовке можно подвергать заготовки, изготовленные из:
- отдельных марок нержавеющей стали;
- меди, алюминия и сплавов данных металлов;
- углеродистых стальных сплавов;
- оцинкованной стали.
Кроме вальцовки, различают такие технологические операции, как развальцовка и завальцовка кромок, в результате которых пластической деформации (и, соответственно, изменению геометрической формы) подвергаются концы трубок, изготовленных из различных металлов. Для этого используется инструмент, в конструкции которого вальцы могут отсутствовать. С помощью развальцовки и завальцовки выполняется подготовка концов трубок для их дальнейшего соединения. Рабочие вальцы миниатюрного размера можно увидеть в инструменте, который используется для завальцовки трубы, то есть уменьшения ее изначального диаметра.
Завальцевать трубу можно и с помощью токарного станка. Видео с примером выполнения такой операции можно посмотреть ниже.
Основные инструменты
Хотя это и не совсем верно, под понятием вальцовки металла часто подразумевают целый перечень технологических операций, при помощи которых осуществляют изменение формы металлической заготовки. К таким операциям, в частности, относятся:
- формирование из узкой металлической полосы трубного изделия круглого, квадратного или прямоугольного профиля (при помощи данного метода производят трубопрокат сварного типа; по похожей технологии выполняется вальцовка металлического уголка);
- изменение формы поперечного сечения, наружного диаметра и толщины стенок готового трубного изделия – вальцовка труб (по такой технологии обработке могут подвергаться как бесшовные, так и сварные трубные изделия);
- формирование на отдельных участках трубного изделия изгибов с требуемыми параметрами – гибка труб;
- изготовление из листового металла изделий цилиндрической (вальцовка обечаек), конической (вальцовка конусов) и овальной формы;
- увеличение диаметра (расширение) обрезанного конца металлической трубы – развальцовка (при помощи данной технологии выполняется подготовка металлических изделий к их соединению между собой; в частности, именно таким образом подготавливают к монтажу трубки для кондиционеров);
- уменьшение диаметра (сужение) обрезанного конца трубного изделия – завальцовка труб.

Вальцовка профильной трубы на трубогибочном станке
Для завальцовки мягких медных трубок могут быть использованы обычные клещи, а для их развальцовки – инструмент, рабочим органом которого является конусный элемент, разжимающий конец трубы на требуемую величину. На самом деле называться вальцовкой могут только те технологические операции, которые выполняются при помощи оборудования и инструмента, в конструкции которых присутствуют вальцы.
В зависимости от типа заготовки и результата, которого необходимо добиться, для выполнения вальцовки может использоваться различное оборудование и инструменты, которые чаще всего являются достаточно универсальными.

Промышленная вальцовочная машина способна изгибать листовой материал больших размеров с высокой точностью
Процесс вальцевания металлических листов, в результате которого из них формируют изделия цилиндрической, конической или овальной формы, осуществляется на специальном оборудовании, оснащенном двумя, тремя или даже четырьмя рабочими валками. Обработка на станке трехвалкового типа заключается в том, что металлический лист, прижимаясь к двум вращающимся нижним валкам третьим – упорным, также начинает вращаться вокруг него, постепенно превращаясь в изделие цилиндрической формы. Регулировать радиус изгиба металлического листа при вальцовке позволяет подбор валков соответствующего диаметра, а также расстояния между нижними рабочими элементами. Поскольку валки в процессе работы испытывают значительные механические нагрузки, для их изготовления используют высокопрочные сорта стальных сплавов.
Для гибки труб, которую часто называют вальцовкой, применяется оборудование, также оснащенное системой валков. Огибаясь вокруг рабочих валков в процессе вращения, изделие приобретает требуемый угол или радиус изгиба. На таком оборудовании, которое отличается высокой универсальностью, можно также выполнять вальцовку уголка.

Станок трехвалковый предназначен для вальцовки профильных труб по дуге любого радиуса
Назначение и методы
Обработка трубопроката методом вальцовки, как уже говорилось выше, может выполняться с целью изменения формы профиля поперечного сечения, а также для того, чтобы изменить начальные параметры готовой трубы – наружный и внутренний диаметры, толщину стенки, форму конечной части. Для изменения формы поперечного сечения выполняют прокатку через систему валков специального оборудования, которые, оказывая значительное давление на стенки трубы, формируют требуемый профиль.

В предназначенном для вальцовки оборудовании используются различные типы валков, которые формируют заданную форму и определенный размер заготовки
Если для расширения конечной части мягких трубок для кондиционеров эффективны простейшие приспособления, то для вальцовки трубных изделий, изготовленных из стальных сплавов, необходимо применение специальных инструментов. Последние в зависимости от параметров и материала изготовления трубопроката, который необходимо подвергнуть вальцовке, делятся на следующие категории:
- Т – для обработки труб с внутренним диаметром в диапазоне 5,6–12,5 мм (особенностью инструмента данной серии является то, что с его помощью вальцевать можно на ограниченную глубину);
- СТ – для вальцовки сварных изделий, внутренний диаметр которых находится в интервале 6–11 мм (также имеет ограниченную глубину вальцевания);
- Р – для обработки трубопроката диаметром 1,2–4 см (максимальная величина развальцовки при использовании такого инструмента составляет 4,87 см);
- РТ – для работы с трубами диаметром 0,55–1,15 см (при этом увеличиваться внутренний диаметр изделия может до 1,29 см);
- СР – для вальцовки на более значительную глубину (максимальная величина развальцовки инструментами данной серии составляет 3,23 см);
- 5Р – для обработки тонкостенного трубопроката из нержавеющих стальных сплавов.

Фотографии некоторых моделей инструмента для развальцовки
На современном рынке представлено еще несколько серий инструмента для вальцовки, но мы перечислили наиболее популярные из них.
Специализированный инструмент для выполнения развальцовки труб чаще всего используется при монтаже теплообменников, в которых устанавливаются трубные решетки. Рабочий орган такого приспособления, который и оказывает механическое воздействие на стенки трубы, подвергается специальной обработке, позволяющей наделить его высокой прочностью.
Развальцовка труб при монтаже теплообменного оборудования
Монтаж труб в теплообменных системах, выполняемый при помощи вальцовочной операции, является достаточно распространенной процедурой, поэтому лучше познакомиться с ней более подробно. Использование такой технологии и качественного инструмента позволяет получить надежные соединения труб со стенками отверстий, выполненных в трубном барабане.
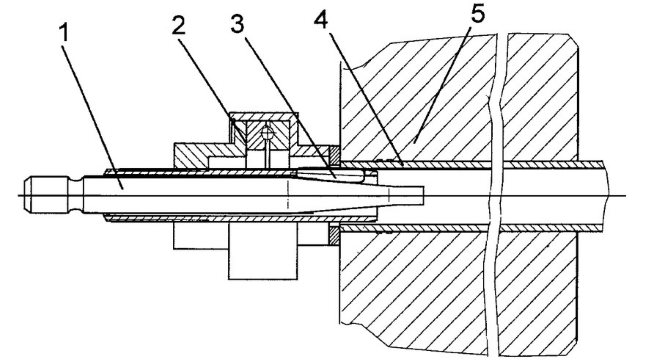
Схема вальцовки трубы роликовым инструментом: 1 – веретено с рабочим конусом; 2 – обойма с подшипником; 3 – ролики; 4 – труба; 5 – решетка трубная
Итак, необходимо выполнить следующие действия.
- Отрезок трубы устанавливают в отверстие, диаметр которого меньше, чем ее наружный диаметр.
- Рабочий орган инструмента вводят во внутреннюю часть трубы и начинают выполнять ее расширение. Ее диаметр под действием пластической деформации начинает увеличиваться, и зазор между ее наружной стенкой и стенкой отверстия, в которое она вставлена, исчезает. После выборки зазора деформироваться начинают и стенки отверстия в трубном барабане, на которые оказывает давление расширяющаяся труба. Таким образом, формируется плотное и надежное соединение.
- Когда вальцуешь при помощи такого инструмента, следует быть очень аккуратным и следить за тем, чтобы стенки трубы под воздействием значительного давления не разрушились. Это может произойти, если ее диаметр увеличивается выше допустимого технологией предела. Избежать таких негативных последствий позволяет не только строгое следование технологическим рекомендациям, но и правильный выбор инструмента.
Итак, под вальцовкой подразумевается достаточно большой перечень технологических операций, для качественного выполнения которых необходимо правильно подбирать соответствующие инструменты и оборудование.
Основные способы завальцовки труб
Завальцовка — это процесс пластической деформации торцевой части трубы, который предпринимается с целью формирования неразъемной заглушки.

Завальцовка — это процесс пластической деформации торцевой части трубы (преимущественно небольшого диаметра), который предпринимается с целью формирования неразъемной заглушки. Операция часто необходима в быту при разнообразных ремонтных работах с трубками кондиционеров или бытовых холодильников. Используют завальцовку и в ремонтных мастерских.
Сущность операции
По сути завальцовка является завершающей частью обжима трубчатых заготовок, когда выполняется уменьшение диаметра детали. Однако, если при обжиме этим все и ограничивается, то результатом завальцовки является образование глухого торца, причем иногда и без изменения диаметра изделия.
С точки зрения пластического деформирования, завальцовка трубы — весьма непростая операция. Дело в том, что при этом на металл действуют усилия в двух противоположных направлениях — в продольном, когда выполняется первичный обжим поперечного сечения трубы, и в радиальном, когда сдвигаемая часть металла заготовки смещается не внутрь, а наружу, к противоположной стенке, и формирует глухой торец.
Такие, противоположные по знаку напряжения изгиба и среза, ограничиваются следующими факторами:
- Пластичностью металла трубы.
- Допустимым уровнем коэффициента утонения стенки после завальцовки изделия.
- Пределом прочности металла на изгиб.
- Предельными значениями радиуса перехода от боковой стенки к торцу.
- Качеством поверхности исходной заготовки.
Исходя из этого, беспроблемная завальцовка возможна для достаточно тонкостенных труб из пластичных металлов — меди, низкоуглеродистой стали, алюминия. При этом для ликвидации нежелательного упрочнения металла при его деформировании завальцовываемый участок желательно подогреть. Пластичность металла в этот момент возрастает, а риск разрыва трубки в месте ее завальцовки снижается.
Еще одним технологическим приемом, позволяющим добиться качественного завальцовывания, считается изменение скорости деформирующего инструмента, при помощи которого выполняется данная операция.
В случае нагретой заготовке это должно происходить следующим образом. В начальный момент деформации, когда пластичность металла — наибольшая, скорость деформирования необходимо увеличить, обеспечивая изгиб сечения по естественному радиусу гиба. В конечный момент, при остывании заготовки, скорость снижают. При этом жертвуют нарастающим усилием операции, зато обеспечивают качественное соединение двух частей заготовки холодной пластической сваркой.
Разновидностью завальцовки является технологическая операция соединения двух трубок, когда внешнюю трубу равномерно обжимают по всему периметру зоны соединения. Подобную завальцовку труб выполняют обычно без гарантии последующей герметичности.
Ручная завальцовка труб

Как завальцевать трубку в домашних условиях, притом — быстро и качественно? Обжимная завальцовка механизированным способом возможна, если применить специальные клещи. Стоят они недешево, поэтому их можно изготовить и самостоятельно, используя в качестве заготовки изношенный трубный ключ по ГОСТ 18981 рычажного типа. Для этого губку подвижного рычага снимают, а вместо нее приваривают вставку под съемное полукольцо (для повышения универсальности можно изготовить несколько таких полуколец под наиболее употребительные диаметры трубок). Такое полукольцо должно быть установлено и на подвижном рычаге. При изготовлении таких клещей необходимо соблюсти максимальную соосность обоих полуколец, иначе качественной завальцовки не произойдет, более того, можно испортить обе соединяемых трубки.
- Зевом клещей охватить (не менее, чем половиной периметра обжимного кольца) внешний диаметр обжимаемой трубы;
- Подвести гайку вплотную к поводку инструмента;
- Повернуть подвижный рычаг до полного охвата им второго полупериметра трубки;
- Сильно сжать оба рычага, и провернуть клещи на угол не более 25-30 0 , после чего все предшествующие переходы повторить.
В зависимости от предельного диаметра соединяемым таким образом труб, можно использовать:
- Для трубок диаметром 10-36 мм — ключ №1;
- Для трубок диаметром 20-50 мм — ключ №2;
- Для трубок диаметром 30-63 мм — ключ №3.
Завальцовку труб большего диаметра выполнить таким способом не удастся. Разве что применить рычажный удлинитель, который увеличит момент, развиваемый клещами. Метод непригоден, если требуется завальцевать трубку с образованием дна на торце.
Механическая завальцовка труб

Как завальцевать изделие на токарном станке? Заготовка закрепляется в патроне станка, при этом необходимо точно рассчитать глубину установки заготовки в патрон, чтобы ход рукоятки совпадал с местом формирования глухого отверстия. После включения станка рукоятку подводят к поверхности трубы, и , нажимая на заготовку, производят завальцовку. При этом материал интенсивно нагревается, что снижает усилие, повышая одновременно и пластичность заготовки.Рукоятка должна иметь ход не менее 180 0 , причем для обеспечения качества деформирования, в резцедержателе стоит предусмотреть фиксирующие отверстия под штифты, количество и расположение которых будут соответствовать чаще всего употребляемым типоразмерам завальцовываемых труб.
Завальцовка на токарном станке обеспечивает полную герметизацию дна трубки. Вследствие этого завальцованное изделие может применяться в трубопроводах, предназначенных для прокачки практически любых жидких и газообразных сред.
Что такое вальцовка металла
Вальцовка как технологическая операция получила широкое распространение в разных сферах промышленности благодаря точности и удобству. Череповецкий завод металлоконструкций использует этот процесс в своей деятельности, применяя современное оборудование. Что это такое, для чего нужна технология, где она применяется и чем характеризуется можно узнать из данной статьи.
Понятие вальцовки
Вальцовка (также называют вальцеванием) — технологическая операция, при которой происходит деформация металлических листов. Это формоизменяющая операция холодной штамповки, которая может применяться как в промышленных, так и в бытовых условиях. Такая обработка позволяет получить заготовки или готовые детали высокого качества без заусениц и трещин. В зависимости от настроек оборудования листы в результате операции получают конусообразную, цилиндрическую или другую фигурную форму. Вальцовку могут применять и к трубам: в случаях, когда необходимо изменить форму их поперечного сечения. В зависимости от потребностей производства вальцовка может заключаться в:
- формировании трубного изделия квадратного или круглого профиля из металлической полосы;
- изменении конфигурации поперечного сечения, диаметра или толщины стенок трубы;
- увеличении диаметра металлической трубы (развальцовка) или его уменьшении (завальцовка);
- изготовлении из металлических листов цилиндрических, конических, овальных деталей;
- формировании изгибов с определенными параметрами на некоторых участках труб.

Вальцевать можно сталь, жесть, медь и разнообразные полимерные композитные материалы. В большинстве случаев обрабатывают холодный металл, однако, если объемы работы большие или толщина материала значительная, в процессе может потребоваться параллельный нагрев.
Для полноценной вальцовки на производстве используется специальное оборудование. Суть вальцевания состоит в том, что листы пропускаются через специальные ролики. Эти ролики, они же вальцы, равномерно вращаются, придавая заготовке из металла нужную форму.
Именно вальцовочные станки, их тип и мощность определяют основные параметры обработки материалов. В частности, с какой скоростью будет происходить вальцовка, какие детали будут производиться.
Сфера применения вальцовки
Вальцевание — широко распространенный производственный процесс, так как при своем удобстве не расходует много энергии. Такую деформацию применяют в разных целях и для разных материалов. В частности, методом холодной штамповки работают с:
- листовым металлом, включая оцинкованную сталь, отдельные виды нержавеющей стали, медь, алюминий и их сплавы;
- трубами;
- прутками;
- изделиями из резиновых смесей;
- изделиями из пластмасс.
В условиях большого производства процесс осуществляют при помощи специального вальцовочного станка, тогда как ремонтные мастерские для своих потребностей часто используют самодельные приспособления.

При помощи вальцевания с металлом можно проделать различные операции: уплотнить, сдавить или сплющить, придать деталям равномерную толщину. В результате изделия получает форму овала, цилиндра, конуса или другой фигуры. Свойства металлических деталей после такой холодной обработки только улучшаются, и это успешно используют при изготовлении:
- композитных панелей;
- широких ленточных пил;
- цилиндрических обечаек;
- швеллеров для кондиционеров;
- профилированных металлических уголков;
- декоративных элементов.
Обзор типов вальцовки
Так как разные сферы применения вальцовки предполагают работу с различными видами материала и для различных целей, сам процесс также имеет множество типов.
В зависимости от направления подачи листа в процессе обработки, необходимого для получения детали нужной конфигурации, выделяют три типа вальцевания:
- поперечное — длинные элементы незамкнутого трубного проката обрабатывают, подавая материал именно в таком направлении;
- продольное — обрабатывают короткие элементы и заготовки незамкнутых труб;
- винтовое — таким образом могут деформироваться изделия, не предназначенные для дальнейшей сварки стыка.

Для работы с различными по форме и структуре материалами используются разные типы оборудования. Они отличаются по типу конструкции, предназначению и техническим возможностям и включают три основных вида:
- Ручные станки — недорогое, простое в обслуживании мобильное оборудование. Обработка металла ручным способом возможна, только если его толщина не превышает 2 мм, но и для этого могут потребоваться существенные физические усилия.
- Электрические станки — эффективные установки, основные параметры которых зависят от мощности силового мотора. Сниженная мобильность компенсируется возможностью обрабатывать материалы толщиной 4-6 мм. Такие станки устанавливают в цехах крупных предприятий, так как значительные энергозатраты полностью окупаются лишь при условии массового производства.
- Гидравлические станки — самые мощные и габаритные из установок для вальцовки, поэтому применяются в условиях электрической, машиностроительной и судостроительной промышленности. Позволяют обрабатывать материалы до 10 мм толщиной. Вальцовка на таких станках осуществляется при помощи современного компьютерного управления.
Инструменты и приспособления для вальцовки
Для ручного вальцевания не всегда используется специальное оборудование. Часто для ремонтных и бытовых потребностей достаточно клещей для завальцовки труб из меди. Развальцовку осуществляют при помощи инструмента с конусным элементом, который разжимает конец трубы до нужного диаметра. Несмотря на это специалисты называют вальцовкой только те процессы, для выполнения которых требуются конструкции с вальцами.
Количество и типы валков могут разниться в зависимости от типа оборудования. Для ручных установок используют чаще всего три вальца, так как увеличение количества приводит к ситуации, когда физической силы недостаточно для обработки металлов. В то же время оптимальное количество валков на электрическом станке — 3 или 4. Это определяет размер и мощность двигателя.
Для удобства выполнения некоторых операций валки могут иметь специфические технологические характеристики. В частности чтобы работать не только с листовым металлом, но и с проволокой и прутками на поверхности валков должны быть рабочие канавки.
Вальцовочный станок обычно состоит из:
- электродвигателя;
- редуктора или клиномерной передачи;
- вала с основным валком;
- боковых стоек с узлами из подшипников качения или скольжения;
- пары нижних приводных валков;
- станины с парой опорных стоек;
- защитного кожуха;
- системы управления вальцами.
Это главные узлы механизма, технологические параметры которых могут изменяться вместе с размером зазора между валками. Такое регулирование осуществляется вручную или автоматически. Для ручной регулировки достаточно гаечного ключа конкретного размера. Использование других приспособлений или инструментов для настройки оборудования процесс вальцовки не предполагает.
Особенности данной техники обработки металла
Процесс вальцовки включает в себя последовательное выполнение нескольких операций:
- Подача листа в зону захвата рабочего инструмента.
- Ручная или автоматическая регулировка зазора между валками.
- Прокатка металлического листа в заданном направлении с последующей деформацией.
- Извлечение заготовки и закатка кромки с целью закрепления одинакового радиуса кривизны по всему диаметру детали.
Главная особенность вальцовки в сопоставлении с другими формовочными процессами заключается в том, что металлическое изделие деформируется равномерно по всей поверхности. Поскольку воздействие на деталь не предполагает нагревания, то характеристики металла не изменяются после обработки. Сохранение структурной целостности критично важно при работе со сплавами из разнородных металлов.

Благодаря этой особенности вальцевание обладает рядом преимуществ перед другими видами деформации металлических изделий, а именно:
- низкие расходы на эксплуатацию оборудования;
- высокая эффективность использования даже на мелкосерийных производствах;
- долговечность оборудования;
- минимизированные потери от брака;
- быстрая окупаемость оборудования благодаря высокой производительности;
- возможность изменения скорости деформации элементов во время процесса;
- сохранение изначальных характеристик материала после обработки.
Другие особенности процесса, которые необходимо учитывать при работе с различными материалами, включают:
- зависимость значений крутящего момента, производящего деформацию, от параметров обрабатываемого материала, размера валков, условий контактного трения;
- пропорциональное снижение рабочего усилия процесса при повышении скорости вращения валков;
- необходимость регулярной шлифовки в процессе эксплуатации валков для сохранения показателей трения на изначальном уровне;
- необходимость повторного деформирования некоторых металлов: высокоуглеродистых сталей и сплавов алюминия с марганцем.
Преимущества вальцевания делают его одной из востребованных операций с металлическими изделиями. На Череповецком заводе обработка металлических элементов при изготовлении металлоконструкций выполняется качественно и профессионально.
Как выполняется вальцовка труб – варианты и способы
Вальцовкой труб или вальцеванием принято называть процесс, результатом которого является деформация металлических изделий в разных направлениях. С помощью данного действия выполняют сгиб такого материала как металла. В промышленных условиях вальцовку обычно осуществляют при помощи ковочных вальцов.

Что такое процесс вальцовки
Чтобы разобраться с тем, что такое вальцовка труб, следует ознакомиться со всеми операциями, производимыми с трубной продукцией, которые подразумевают применение данной технологии:
- Заготовки, имеющие круглую или плоскую форму, превращаются в изделия, называемые трубами.
- Диаметр конца трубки увеличивают для того, чтобы произвести стыковку между нею и другой деталью или отрезком магистрали.
- Конец изделия подвергают обжиму, чтобы обеспечить герметичность места стыка, а также для уменьшения размера внешнего диаметра или для прочих целей.
- Производят профилирование труб – превращают их в прямоугольную, овальную или квадратную трубную продукцию.
- Загибают изделия относительно большого радиуса.
Производство трубной продукции
Благодаря вальцовке труб можно получить изделия:
- электросварные;
- бесшовные.
В первом случае из плоских листов, которые называют штрипсами, формируют заготовки круглой формы. После этого их сваривают с помощью индукционных токов и отправляют в вальцы. Когда происходит вальцовка трубок, будущие изделия после выравнивания становятся идеально круглыми в сечении и их потом калибруют относительно диаметра.

При производстве бесшовных труб основной технологической операцией является вальцевание. Их изготавливают из круглых заготовок, получаемых в результате литья или прессования разогретого металла. Начиная с момента попадания заготовки на стан, она подвергается обработке несколькими вальцами: ее вытягивают и утончают, далее у нее формируют стенки требуемой толщины. В завершении процесса продукцию калибруют.
В соответствии с величиной температуры, при которой из заготовок формируют изделия, трубы бывают горяче-, тепло- или холоднодеформированными.
Процесс развальцовки
Данную операцию можно выполнить при помощи ручного инструмента. Технология развальцовки труб не нуждается в обязательном использовании вальцов, хотя при желании их можно задействовать.
В качестве примера использования развальцованных труб в быту можно назвать их применение при сборке медного трубопровода. Чтобы соединить вместе два участка, нужно конец одного изделия вставить в гильзу другого, а получившийся между ними просвет запаять. Но дело в том, что трубы, имеющиеся в продаже, реализуют без гильз, с абсолютно гладкой поверхностью. Поэтому и требуется развальцевать конец изделия.

Простейшее приспособление для выполнения ручной вальцовки — это фиксатор, подходящий под разные диаметры, и конус, который ввинчивают в торец труб и тем самым расширяют их.
Существует еще один способ, позволяющий формировать гильзу – это использование экстендера, растягивающего изделие за одно действие. Его устройство аналогично патрону дрели, но его лапки не сжимают, а напротив, расширяют трубы. В движение экстендер приводят рычагом с большим плечом, что позволяет приложить повышенное усилие на расширительную головку сменного типа.
Кроме этого используют оборудование для вальцовки труб — вальцы. В них валик, перемещаясь по внутренней поверхности изделий, постепенно с каждым оборотом расширяет их конец.

Результат получается лучшим, чем при применении ручных приспособлений. Дело в том, что конус создает небольшое расширение, а не полноценную гильзу, а экстендер в процессе использования формирует стенки, имеющие разную толщину. Но в тоже время вальцы стоят дороже.
Специалисты рекомендуют задействовать ручной инструмент в тех случаях, когда трубная продукция сделана из мягких металлов. Например, когда выполняется вальцовка алюминиевых труб или изделий из меди (прочитайте: «Как выполнить вальцовку для медных труб – теория и практика от опытного мастера»).
Иногда возникает необходимость развальцевать тонкостенные стальные трубы, несмотря на то, что использование их при прокладке водопроводных магистралей нельзя назвать хорошей идеей, вне зависимости от способа сварки – с гильзами или встык. Срок службы таких изделий на холодной воде составляет около 5 лет, после чего начинаются коррозийные процессы.
Завальцовка
Необходимость в выполнении данного процесса возникает, когда требуется подготовить элементы будущего трубопровода к соединению – обжимают конец трубы, который будет входить в гильзу. Также уменьшают диаметр изделия с торца, когда нужно вручную нарезать резьбу и для обеспечения герметичности на месте стыка медной трубки со штуцером. Читайте также: «Способы развальцовки медных трубок и необходимые инструменты».

Ручной инструмент для завальцовки трубы — это клещи с большим плечом у рычага и небольшие вальцы с винтовой подачей. Одновременно для стальных изделий для прокладки водопроводов используют даже молоток.
Профилирование трубной продукции
Полный цикл изготовления профильных труб состоит из нескольких этапов:
- Стальные плоские заготовки разрезают на узкие полоски.
- Их сваривают встык с образованием длинной ленты и наматывают на барабан.
- По мере необходимости лента передается на прокатный стан, где сворачивается в заготовку круглой формы.
- Ее края сваривают, обычно при помощи индукционных токов.
- Заготовку пропускают через вальцы, которые придадут ей требуемую форму.

Чтобы снять у металла внутренние напряжения, профилированные изделия после холодной деформации прокаливают и оставляют остывать. В случае, когда запланировано задействовать в строительстве самодельные профтрубы, необходимо их прогревать. Допускается использование даже таких простых способов, как применение паяльной лампы или сварочного трансформатора.
Трубогибы
При помощи механических или электрических вальцов можно выгнуть трубную продукцию в дугу. Простейший станок для завальцовки труб состоит их двух опорных валов, рукоятки, которая приводит изделие в движение, и деформирующего вала, имеющего винтовую подачу. При этом такие устройства могут быть снабжены электромоторами.
Вальцовка труб как часть процесса формовки металлических изделий
Вальцовка труб – необходимая часть процесса частичного изменения формы труб, благодаря чему полым изделиям из металла придают требуемую конфигурацию или расширяют диаметр. Трубы можно вальцевать в разных направлениях, в зависимости от предполагаемого результата. Процесс изменения диаметра производится на станках в цеху или в домашних условиях – с помощью простейших приспособлений. При помощи метода вальцовки также доступно формирование изделий из металлического листа.

Для изменения первоначальной формы трубы применяют операцию вальцевания
Особенности процесса вальцовки
Вальцевание – доступный процесс изготовления всевозможных деталей из металла или отрезков труб необходимого формата. Каждое приспособление для развальцовки трубок имеет свою специфику, но этот процесс используется и для других целей – обработка металлического прута или тонкого листового металла.
Название процесса происходит от примитивного приспособления – специальные вальцы довольно просты по конструкции и в работе, зато дают обширный радиус закругления заготовок. Промышленное производство предполагает использование ковочных вальцов (валков), через которые проходит отрезок металла.
Правильное использование инструмента гарантирует качественную и равномерную деформацию по заданной окружности или под определенным углом. Например, можно получить заготовку правильной цилиндрической формы или завиток для кованых ворот, используя вальцы для профильной трубы своими руками.
Вальцы подбирают по толщине металлического изделия, нередко требуется вальцы большого радиуса. Не только сталь становится пластичной при обработке указанными выше приспособлениями. Подобным способом деформируют пластмассу, полимерные материалы и некоторые прутковые и листовые и металлы:
- алюминий;
- черный металл;
- мягкие сплавы;
- оцинковка.

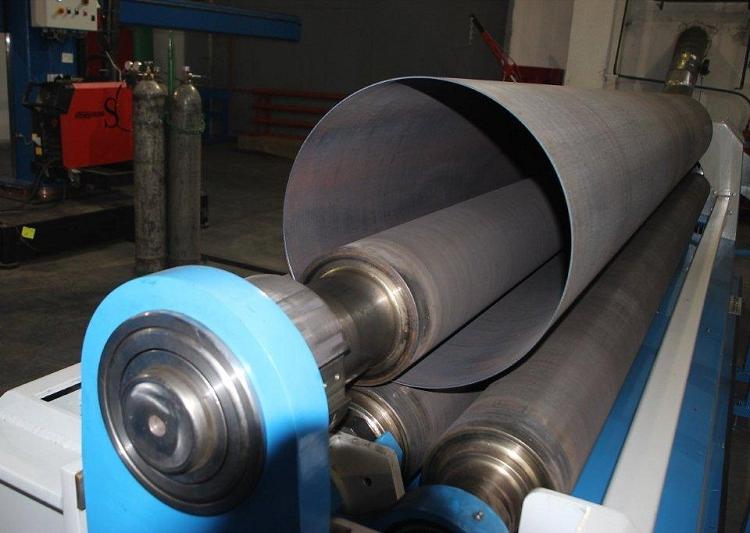
Вальцовкой также называют прокатку трубы на специальном станке с целью получения гнутой заготовки
Внимание! Сегодня гибка труб и вальцевание – распространенная услуга, но этот процесс можно освоить самостоятельно при наличии удобного в использовании приспособления. Такие навыки применимы в разных народных сферах и промышленном производстве, при изготовлении сварных конструкций – лестниц, ворот, мебели.
Наиболее распространенные способы формовки металлических изделий после прокатки профильной трубы:
- растяжение;
- гнутьё;
- наматывание;
- развальцовка отверстий.
Процесс предполагает закрепление трубы в просвете, используя расширение, и диаметр трубы должен быть меньше отверстия. Для надежности соединения применяется вальцовочное оборудование. Но это понятие подразумевает разные процессы:
- Вальцовку как способ изменения ширины входного отверстия, просвета или диаметра трубы при термической обработке и сварке.
- Вальцевание изгибов труб.
- Завальцовка как метод уменьшения диаметра.
- Вальцовка отрезка бесшовного трубопровода.
- Развальцовка заготовки для изменения диаметра трубы (увеличение).
Внимание! Без опыта вальцовка труб – непростая задача, и при чрезмерном усилии металл потеряет пластичность и может треснуть, появятся другие признаки разрушения.
Вальцовочные инструменты
Вальцовка труб и листовой заготовки не только отличается, но и производится на другом оборудовании. Чаще всего используют листогибочные или ковочные вальцы – листовой металл прокатывают между вальцами для равномерной обработки и получения отрезка в форме цилиндра. Вручную браться за такой процесс нецелесообразно – это требует много времени и опыта, даже если это просто вальцы для трубогиба. Станочным способом деформировать изделия проще, поэтому имеет смысл обратиться в цех, если нет навыков и своего оборудования, а легированная сталь сложна в работе.
Вальцовка труб из стальных листовых заготовок производится на специальном оборудовании, ручном или автоматическом
Прокатка листового металла между валками дает изгиб определённой формы. Вальцы и станочное оборудование имеет предел толщины и радиуса проводимого металла. Увеличение радиуса дает уменьшение радиуса гибки при формовке тонкого металлического листа на загибочных вальцах.
Используют также специальные машины под развальцовку труб и стального проката. Универсальный инструмент прост в применении, позволяет формовать изделия необходимой формы. Обкатка листовых заготовок проводят через окружность верхнего валика, но он может делать и обратное движение. После обработки листовой стали вальцами длина изделия немного увеличивается, а поперечное сечение становится чуть меньше, благодаря термической и механической обработке.
Наиболее востребованный инструмент для вальцевания:
- станок серии Р (изделия с диаметром до 40 мм);
- оборудование РТ (изделия с диаметром до 5,50-11,5мм);
- оборудование серии Т (изделия с диаметром в пределах 6-11мм);
- вальцы СТ (изделия с диаметром 6-11мм);
- оборудование серии СР (части толстых трубных решеток);
- инструментом серии 5Р (тонкостенные изделия).
Нередко для изменения изгиба трубы достаточно бытового трубогиба, управляемого посредством рукояти. При этом радиальная форма изделия формуется посредством регулирующего ролика при прокатывании.
Важно! Чтобы труба не уплощалась в месте ее изгиба, нужно в нее засыпать песок перед деформированием, чтобы максимально сохранить естественную форму стенок.
Трехваликовый трубогиб также подходит для вальцевания металлопроката. Его предназначение – работа с изделиями из нержавейки прямоугольной и квадратной формы. Этот инструмент хорошо сгибает такие заготовки в дугу. Трубогиб прорабатывает изделие с обеих сторон.
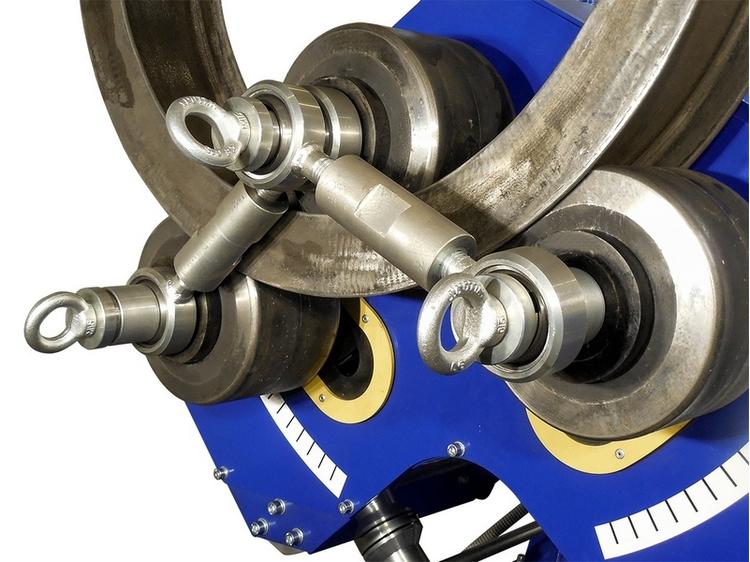
Трехвалковым трубогибом легко обрабатывать профильные трубы — квадратные или прямоугольные
Развальцовка трубок ручным инструментом производится по алюминию и меди, поскольку это самые мягкие металлы. Ограничивающий фактор у промышленного оборудования – мощность и толщина стенок, на которые рассчитано то или иное приспособление.
Совет! Не стоит использовать тонкостенные трубы для водопровода в частном доме. Получится несложная развальцовка и стыковка, но прослужит недолго – из-за коррозии металла.
Специфическая терминология разных методов вальцовки
Понятие «вальцовка труб» немного неверно с точки зрения лингвистических норм. Под этим термином кроется 2 противоположные операции, а части деформирования заготовок производится без вальцов.
Обобщая терминологию, стоит упомянуть, что вальцовка – это:
- изменение формы трубы (превращение в круглую, квадратную, овальную форму);
- гибка под углом или по радиусу;
- формование круглой или плоской заготовки в изделие в форме трубки;
- расширения торца или увеличение одного конца трубы, чтобы подготовить к стыковке с деталью или фрагментом трубопровода;
- обжим концовки конца трубы, чтобы создать герметичную состыковку (уменьшение диаметра);
- резка металла с приданием концовке трубы другой формы и диаметра.
Привальцовка. Начало процесса расширения после того, как труба вставлена в отверстие для формовки. При этом устраняется зазор между краями отверстия и трубогибом. Далее требуется применить усилие, чтобы запустить процесс деформации при более плотном сочленении.

Для развальцовки труб из мягких металлов используются ручные инструменты
Развальцовка стальных труб – наиболее распространенный способ деформации трубопровода и других изделий. Это метод расширения диаметра одного из фрагментов трубопровода – для качественного сочленения отрезков. После такой обработки участки коммуникации состыкуются телескопическим методом – концовка одной трубы максимально плотно входит в последующий фрагмент.
Часто используется развальцовка труб из меди при монтаже водопроводов и систем кондиционирования. Такая операция (как и для всех прочих металлических труб) производится таким оборудованием:
- зажим (экспандер);
- трещётка (регулирует силу нажатия);
- конус или воронка (меняет диаметр на большее значение).
Внимание! Конусообразное оборудование используется для податливых и пластичных металлов.
Завальцовка– обратный развальцовке процесс, уменьшение входного отверстия трубопровода. Нередко для сужения диаметра используют простейшие приспособления, такие как тиски и молоток. Также краям можно придать другую форму – по типу профилированных труб. Таким методом еще и устраняют дефекты на краях трубок, возникшие при нарезке.
Особенности вальцевания в домашних условиях
В быту вальцовка изделий из меди, алюминия, оцинковки и нержавейки выполняют на универсальных гибочных вальцах, способных заменить станки, трубогибы и специальное оборудование. Качество работ зависит от толщины стенок и соответствия оборудования поставленной задаче.
Качественный свой инструмент для вальцовки достаточно надежен, не требует ремонта, им пользуются многие годы. Для работы в домашних мини-цехах используют компактные станки группы РТ, Р, Т, СР, 5Р и СТ (упомянуты выше). Вальцовку профильной трубы сложнее делать, чем трансформировать заготовку округлой формы.
Совет! Многие изделия проще гнуть в домашних условиях после прогрева паяльной лампой – для большей пластичности.
При вальцовке медных или алюминиевых труб своими руками важно не спешить и следить за процессом деформирования. При чрезмерном давлении возможно расширение отверстия больше, чем требуется, и обратно «заделать» его весьма проблематично. Разрывы наиболее вероятны на медных и стальных трубах, поэтому все этапы требуется делать по технологии.

