
Какой газ применяется для сварки полуавтоматом?
Газ для полуавтоматической сварки: виды и особенности
Зачастую сварочный полуавтомат используют в связке с проволокой без защитной среды, которая свойственна электродам. При этом возникает опасность негативного влияния кислорода на сварочную ванну. Попадая из атмосферы кислород ухудшает качество сварного шва, а само соединение ненадежно и легко подвержено механическому воздействию.

Этих трудностей можно избежать путем изоляции сварочной ванны с помощью газа. Конечно, вы можете применить метод обмазки электрода и использовать его, но связка проволока+газ гораздо эффективнее. В этой статье мы подробно расскажем, какой газ применять при сварке полуавтоматом, где он применяется и какие достоинства есть у такого метода сварки.
Область применения защитного газа для сварки полуавтоматом
Область применения защитного газа широка: без него невозможно представить процесс сварки полуавтоматическим сварочным аппаратом (кроме тех случаев, когда используется самозащитная проволока), газ широко используется в авторемонтных мастерских, а также в цехах для сборки сложных конструкций из цветного металла. Кроме того, на большинстве металлургических предприятий и заводов используется полуавтоматическое сварочное оборудование, а где полуавтомат, там и газ.
Какой газ нужен для сварки полуавтоматом

Выбирая, какой газ использовать для полуавтоматической сварки, нужно заранее знать виды и свойства каждого из газов, используемых в работе сварщика. Зачастую используются следующие газы:
- Аргон. Используется чаще всего. Незаменим при применении аргонодуговой сварки (она же TIg-сварка). Аргон относится к инертным газам, поэтому его можно использовать для работы с химически активными и тугоплавкими металлами.
- Гелий. Еще один инертный газ, часто применяемый при сварке полуавтоматом. Позволяет получить широкие качественные швы.
- Углекислота. Углекислый газ активен, применяется для полуавтоматической сварки на короткой дуге. Его можно использовать как в чистом виде, так и смешивать с инертными газами.
- Смеси из этих газов в различной пропорции
Критерии выбора
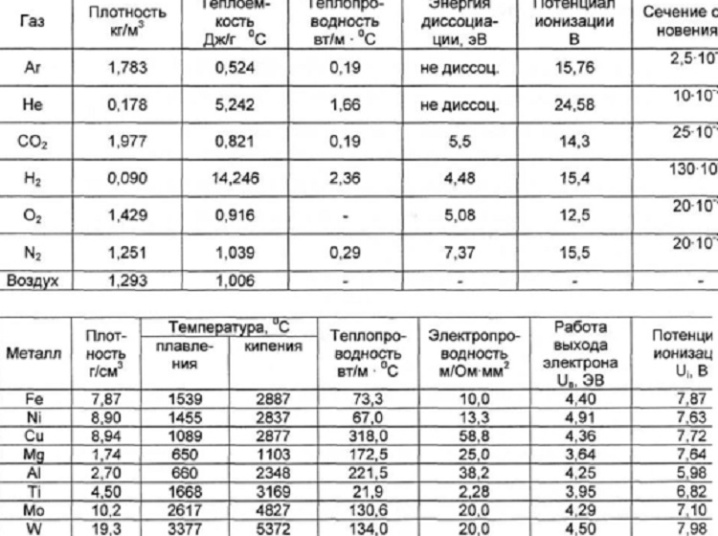
На какие критерии опираться при выборе газа для сварки? Прежде всего, обратите внимание на показатель температуры, который может обеспечить каждый вид газа. От этого показателя во многом и зависит выбор того или иного вещества. Также учитывайте количество тепла, выделяемое благодаря горению газа. В интернете можно легко найти таблицы с характеристиками каждого из видов газов.

Обратите внимание! Если вы выбираете вещество и знаете, что будете хранить его долго, то отдайте предпочтение готовым газам. Не добывайте газы с помощью генератора. Эта особенность неактуальна, если вы планируете недолго хранить выбранный газ.
Технология сварки
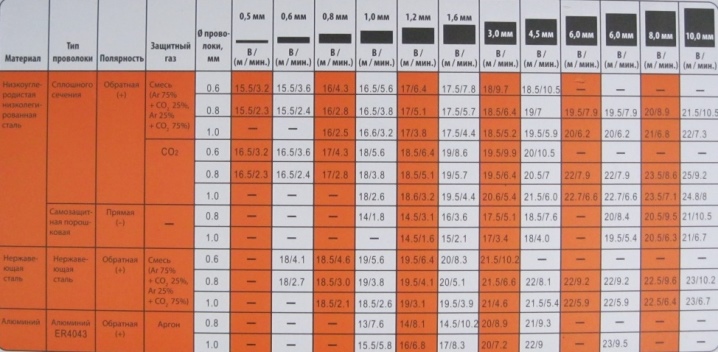
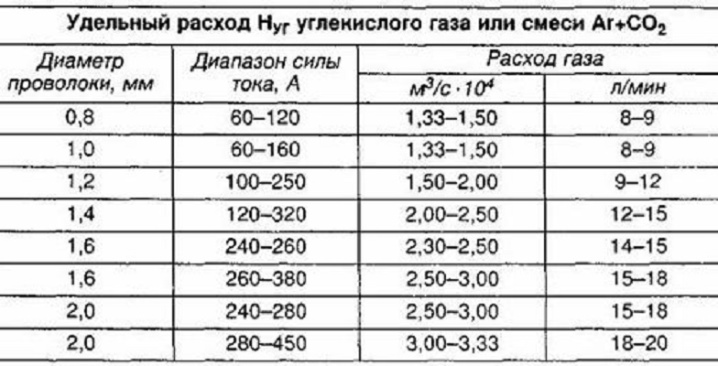
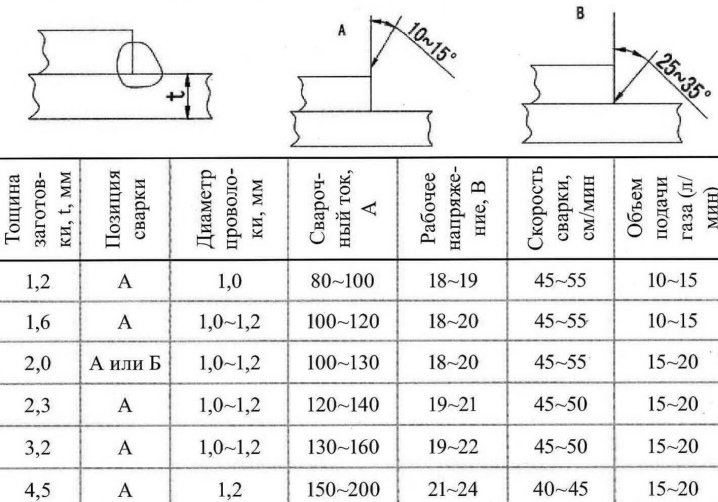
Технология сварки с помощью газа будет одинаковой и в случае с использованием сварочной смеси, и в случае с использованием углекислоты. Ниже вы можете видеть таблицу с рекомендуемыми режимами сварки в углекислоте.

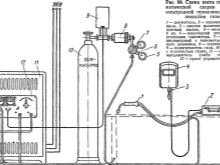
При газовой сварке крайне важно соблюдать технику безопасности. Перед работой обязательно проверьте все компоненты, их работоспособность и исправность. Особенно это касается клапана подачи газа для сварочного полуавтомата. Во время проведения сварочных работ газ должен полностью заполнять сварочную ванну, только в этом случае его применение даст нужный результат.
Особенности выполнения сварки под газом
Перед тем, как приступить к работе, учтите следующие важные особенности. Достичь наилучшего качества сварных швов можно лишь в том случае, если на сварочном аппарате правильно установлена мощность, проволока, защитный газ для сварки полуавтоматом и их подача подобраны в соответствии с той задачей, которую необходимо выполнить. Здесь не получится найти универсальный метод.
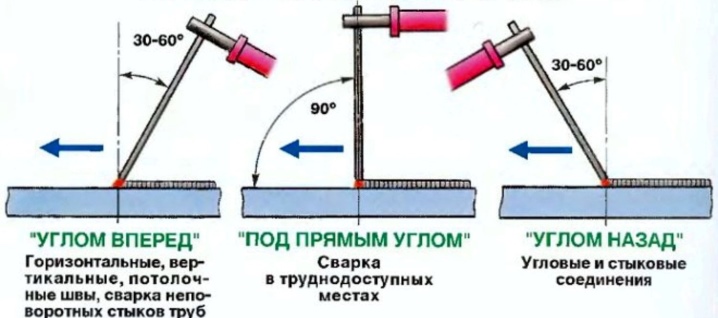
Учтите, что свариваемые поверхности будут довольно медленно нагреваться и охлаждаться. Поэтому нужно регулировать температуру пламени, если вы свариваете стальные или титановые детали. Температура регулируется в соответствии с положением пламени и изменяется вместе с углом наклона.

Для кузовных сварочных работ или сваривания трубопровода на улице лучше использовать баллоны с меньшим давлением, это упрощает сварку. В свою очередь, баллоны с высоким давлением максимально эффективны, если вы не перемещаетесь во время проведения сварочных работ.
При сварке с газом рекомендуется использовать проволоку с кремнием и марганцем в составе. В сварочных стандартах строго указаны марки проволок, используемых при сварке полуавтоматом. Расход проволоки нужно контролировать прямо во время работы и подавать одновременно вместе с газом. Это обеспечивает минимальное влияние кислорода на качество готового шва.
Преимущества сварки с помощью газа
Любой выбранный вами газ, используемый при сварке полуавтоматом, даст следующие дополнительные преимущества:
- Качество сварного шва станет заметно лучше, а его механическая надежность, пластичность и плотность увеличится в разы.
- Производительность труда сварщика увеличивается, а значит и эффективность сварочных работ становится выше.
- Любой металл начинает плавиться гораздо быстрее, экономя время и ресурсы, при этом практически не разбрызгивается в ходе работы.
- Сварщик получает стабильную дугу, благодаря чему работать легче.
- Практически нет задымления.
Вместо заключения
Сейчас полуавтоматическое сварочное оборудование используется практически повсеместно, начиная от частных умельцев и заканчивая крупными предприятиями. Мы уже выяснили, что газ идеален именно для полуавтоматической сварки, он улучшает характеристики готового шва и обеспечивает надежность сварного соединения. Но для положительного результата важно выбрать газ, подходящий именно для ваших сварочных работ. Также каждый сварщик должен знать нюансы хранения и применения газов, чтобы избежать несчастных случаев.
Использование сварочного полуавтомата в связке с газом обеспечивает высокое качество работы. Конечно, себестоимость сварочных работ с использованием газа может показаться завышенной, но учитывайте, что газ расширяет ваши возможности и позволяет сваривать практически любые металлы. Зачастую именно профессионалы используют в своей работе газ, потому что сварка с помощью полуавтомата требует высокой квалификации, но ничто не мешает новичку попробовать этот метод сварки. Желаем удачи!
Критерии выбора защитного газа для полуавтоматической сварки. Виды используемых газов
В отличие от ручной дуговой сварки использование полуавтомата в большинстве случаев предполагает проведение работ непокрытым плавящимся электродом, что требует постоянной защиты сварочной ванны от пагубного воздействия атмосферного воздуха. Кроме того, некоторые металлы, склонные к быстрому поверхностному окислению, предъявляют особые требования к количеству и качеству внешней среды вокруг стыка свариваемых заготовок.
Какие газы используются для сварки полуавтоматом
Надежную защиту сварочных ванн при полуавтоматической сварке обеспечивают активные газы (метод MAG) и инертные газы (метод MIG), а также их смеси. Они формируют среду, непроницаемую для атмосферного воздуха, и удерживают ее с момента начала плавления до кристаллизации ванны. Выбор конкретного защитного материала определяется составом и характеристиками заготовок, режимом сварки, требуемым качеством шва. Рассмотрим самые востребованные газы.
Аргон
Одноатомный инертный газ аргон (Ar) нашел широкое применение как в чистом виде, так и в составе газовых смесей. Он тяжелее воздуха, бесцветен, не пахнет и не ощущается в воздухе, но опасен в больших концентрациях. Чаще всего аргон используют для соединения заготовок из цветных металлов и их сплавов, в том числе хрупких и химически активных.
Среди достоинств газа:
- предотвращение всех посторонних химических реакций;
- глубокое проплавление при малой ширине шва;
- быстрый поджиг и стабильное горение дуги;
- относительно малый расход.
Главным недостатком аргона является его дороговизна. Кроме того, в некоторых случаях газ может способствовать повышенному разбрызгиванию металла из сварочной ванны, а также не всегда обеспечивает достаточную энергию дуги.
Так, соединение толстых заготовок из тугоплавких материалов чаще проводится не чистым аргоном, а аргоносодержащими смесями.
Гелий
«Главный инертный газ» гелий (He) намного легче воздуха, не имеет цвета и запаха. Чаще всего чистый гелий используют для ответственной сварки заготовок из алюминия и его сплавов. При работе с другими цветными металлами могут использоваться смеси Ar-He и Ar-He-CO2 с различными пропорциями компонентов. Применение чистого гелия в MIG- и TIG-сварке дает такие преимущества:
- высокая теплопроводность и, как следствие, возможность наложения широких швов;
- высокая энергия дуги, незначительно изменяющаяся при изменении ее длины;
- надежная изоляция сварочной ванны от любого химического воздействия.
Однако важно помнить, что гелий дорого стоит и быстро расходуется. Ему свойственно усиливать разбрызгивание расплавленного материала, а с поджигом дуги в гелиевой среде у неопытного сварщика могут возникнуть большие сложности.
Углекислый газ
Углекислота относится к активным газам, она в 1,5 раза тяжелее воздуха, бесцветна и имеет едва различимый запах. Является единственным неинертным газом, который можно применять в чистом виде. Чаще всего углекислый газ используют для защиты сварочной ванны при работе порошковыми электродами и/или на короткой дуге. Это связано с такими его преимуществами:
- крайне высокая энергия дуги;
- быстрое и глубокое проплавление;
- очень низкая стоимость.
Углекислый газ не полностью исключает посторонние химические реакции, поэтому не рекомендуется к использованию в чистом виде с активными металлами.
Кроме того, он делает дугу нестабильной и провоцирует разбрызгивание расплавленного вещества, что затрудняет сварку.
Пиролизный газ
При нагревании древесных и некоторых других волокон до температуры не менее 450℃ выделяется несколько газов (водород, метан, этан, пропилен и т. п.), которые, смешиваясь, образуют пиролизный газ с температурой горения до 1100℃. По сравнению с другими средами пиролизная обладает такими преимуществами:
- простота синтеза;
- относительная дешевизна;
- щадящая проработка сварочной ванны без риска прожогов заготовок.
При этом материал не исключает вероятность возникновения окислительных реакций при работе с химически активными металлами. Его совместное использование с другими газами не рекомендуется, а вот обеднение путем удаления лишних фракций может улучшить качество пиролизного газа.
Водород
Одноатомный газ водород – самое распространенное и самое легкое вещество в мире. При его горении выделяется до 140 кДж тепла на каждый грамм, что в 2,5 раза превышает энергоотдачу природного газа и в 1,5-2 раза – инертных веществ. При использовании в качестве защитной сварочной среды водород гарантирует:
- равномерное проплавление ванны;
- формирование относительно узкого аккуратного шва;
- легкий поджиг и стабильное горение дуги;
- защиту от подавляющего большинства окислительных реакций.
Газ дешев и легко синтезируется в промышленных условиях. Использовать его рекомендуется для сваривания толстых заготовок, в том числе из тугоплавких металлов.
Главный риск здесь связан со взрывоопасностью сжатого водорода и водородно-кислородной смеси (т. н. гремучий газ). Поэтому к условиям заполнения, хранения и использования водородных баллонов предъявляются особые требования.
Коксовый газ
Материал выделяется при нагреве каменного угля до температуры 900-1100℃. Его основными компонентами являются водород, метан и оксиды карбона, кроме того, могут содержаться смолы, сероводород, аммиак. Наличие этих примесей делает коксовый газ непригодным для сварки большинства цветных металлов. При работе со стальными заготовками коксовая среда гарантирует:
Для улучшения свойств шва проводится физико-химическое очищение коксового газа, в процессе которого частично улавливаются и связываются механические примеси, удаляются нежелательные газовые фракции.
Критерии и особенности выбора газа
Выбор типа защитной среды для полуавтоматической сварки осуществляется на основе сведений о виде и марке металла заготовок, что, в свою очередь, указывает на их физико-химические особенности. В случае сваривания разнородных материалов основным считается менее стабильный и/или более тугоплавкий. Кроме того, должны учитываться:
- Геометрические параметры заготовок и способ их подготовки под сварку.
- Наличие и вид термообработки заготовок.
- Технологические особенности сварочного процесса, требования к качеству шва.
- Технические характеристики используемого оборудования и расходных материалов.
- Внешние условия, в том числе: температура, влажность, наличие и сила ветра, удобство доступа к стыку.
- Экономические показатели (стоимость и расчетный расход газа).
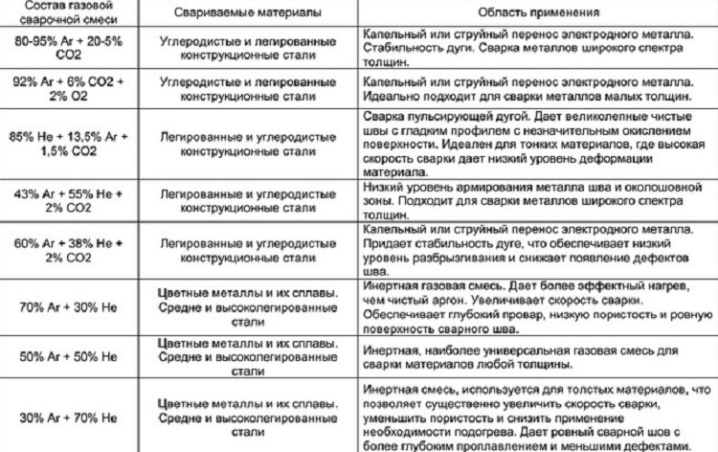
В таблице ниже приведены популярные виды металлов, а также газы и газовые смеси, рекомендуемые в качестве защитной среды для их сварки.
| Материал | Сталь низкоуглеродистая | Сталь легированная, средне- или высокоуглеродистая | Алюминий и алюминийсодержащие сплавы |
| Ar | Да | Да | Да |
| He | Нет | Нет | Да |
| CO2 | Да | Да, ограниченно | Нет |
| Ar+CO2 | Да | Да | Нет |
| Ar+O2 | Да | Да, ограниченно | Нет |
| Ar+He | Нет | Да | Да |
| Ar+CO2+O2 | Да | Да, ограниченно | Нет |
| Ar+H2 | Да, ограниченно | Да | Нет |
| Ar+He+CO2 | Да | Да | Нет |
| He+Ar+CO2 | Нет | Да | Нет |
Для MIG- и MAG-сварки подходят все указанные газы, для метода TIG рекомендуются аргон или гелий в чистом виде, а также их смесь. Иногда при работе с плавящимся электродом используют смесь аргона с водородом. Важно учитывать, что от правильного выбора защитного газа зависят:
- качество и аккуратность шва;
- безопасность проведения работ;
- финансовые и трудовые затраты.
Не допускается смена защитной среды в процессе сварки, даже если она проходит послойно с полной кристаллизацией. Подача газа должна начинаться за 15-30 секунд до поджига дуги и завершаться после затвердевания ванны.
Какой газ используется для сварки полуавтоматом

Сварочный полуавтомат дает возможность увеличить продуктивность и качество работы. Оборудование не предполагает использования традиционных электродов. Вместо них применяется специальная присадочная проволока, которая намотана на катушку. Преимущество такого подхода заключается в том, что специалисту не приходится разрывать шов, чтобы сменить стержень. Операция выполняется непрерывно, сохраняется целостность шва и экономится время.
Помимо этого, оборудование позволяет сваривать заготовки разной толщины: от 0,2 мм до нескольких сантиметров. При этом сварщик может работать с заготовками из разных материалов или их сплавов. Для того, чтобы воспользоваться всеми перечисленными преимуществами требуется газ для сварки полуавтоматом. Он будет препятствовать проникновению в сварочную ванну атмосферной влаги и содержащихся в воздухе других элементов.
- Какой газ нужен для сварки полуавтоматом
- Сварочная смесь для полуавтомата
- Технология выполнения работ
- Особенности сваривания под газом
- Основные преимущества сварки полуавтоматом с газом
Какой газ нужен для сварки полуавтоматом

Технологическим регламентом при работе полуавтоматической сваркой предусматривается применения инертного или активного газа в качестве флюса. Активный вступает в химическую реакцию во время сварки и меняет физико-химические показатели сварного шва. Защитный газ не реагирует, но защищает рабочую среду от окислительных процессов. Такой способ особенно актуален в случаях сваривания заготовок из алюминиевого сплава, которые быстро поддаются окислению.
Наиболее распространенными газами из числа инертных являются гелий и аргон. Активная группа состоит из распространенных элементов: углекислый газ (СО2), кислород, азот. Самые популярные соединения:
- смесь аргона с углекислотой. Инертно-активная среда минимизирует количество брызг;
- состав из гелия и аргона. Инертная среда, позволяющая повысить температуру дуги;
- аргоно-кислородная газовая среда. Инертно активное соединение, которое используется при работе с легированной и низколегированной сталью;
- углекислый газ в сочетании с кислородом. Активная среда, применяемая для повышения производительности полуавтоматического оборудования.
Сварочная смесь для полуавтомата

Выбирая смесь для полуавтомата, специалист учитывает такие критерии: тип материала заготовок, диаметр используемой проволоки, оптимальная толщина сварного шва. На практике для выбора смеси достаточно сопоставить приведенные в специальных таблицах данные. Здесь уже подобраны оптимальные варианты составов для работы с конкретными материалами с учетом технологических особенностей процесса.
Опытный сварщик учитывает и сопутствующие эффекты от использования той или другой газовой смеси. К примеру, применение углекислого газа дает возможность снизить разбрызгиваемость. Поэтому их часто выбирают для формирования потолочных швов.
Технология выполнения работ

Принципиального отличия от дуговой сварки нет, поскольку в основу положены те же физико-химические процессы. Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Нужно учитывать и особенности, которые характерны для полуавтоматической сварки:
- Присадочная проволока подается в рабочую зону непрерывно через специальный проводящий электричество мундштук. При этом расход материала можно отрегулировать вручную, придерживая или отпуская кнопку подачи.
- Вместо привычного флюса в твердой форме, от плавления которого образуется газовое облако, тут подается уже готовая газовая смесь или же чистая среда. Газ поступает все время: как при активной, так и потухшей электрической дуге.
Благодаря такому решению уменьшается количество брызг, показатели работы дуги более стабильны, повышается производительность труда сварщика и, соответственно, снижается трудоемкость сварочных процессов.
Особенности сваривания под газом
Техника сваривания полуавтоматическими устройствами практически ничем не отличается от приемов, которые применяются в традиционной электродуговой сварке. При помощи полуавтоматов можно формировать горизонтальные или вертикальные швы, делать «прихватку», делать стыки герметичными, делать сопряжения встык или внахлест.
Способы формирования остаются точно такими же, как и при использовании классических аппаратов ММА-серии. Более того, по общей схеме определяются оптимальная сила тока и режима сварки — на основе данных о толщине стыка и диаметре электрода.
Единственная особенность, которую отмечают практически все пользователи — простота соединения тонких листов металла. Поэтому чаще всего полуавтоматы используются в кузовном ремонте и при сваривании металлических конструкций из тонких листов.
Основные преимущества сварки полуавтоматом с газом

- Высокая температура воздействует на ограниченный участок заготовки. Поэтому металлы не меняют свих физических свойств.
- Нет дыма в рабочей зоне. Это существенно облегчает визуальный контроль над сварочным процессом.
- Универсальность. Технология отлично подходит для соединения разных металлов: от алюминия и титана до высоколегированной конструкционной стали.
- Нет ограничений относительно пространственного расположения заготовки. Достаточно отрегулировать мощность горелки для того, чтобы положить наклонный или потолочный шов.
- Отсутствуют ограничения по минимальной толщине. Технология дает возможность работать с листами толщиной от 0,2 мм. Максимальная толщина заготовки зависит от навыков специалиста.
- Не требуется постоянно зачищать швы даже при многослойной сварке. Газовый флюс улетучивается сразу после прекращения подачи смеси.
- Высокая производительность установки.
Какой газ используется для сварки полуавтоматом
Какой газ используется для сварки полуавтоматом?

- Особенности
- Обзор видов
- Выбор
- Советы по использованию
Для работы полуавтоматического сварочного оборудования используют различные газы. Виды, необходимые для работы, обладают определенными характеристиками, которые нужно обязательно учитывать перед использованием.
Особенности
Газ активно используется для полуавтоматической сварки для различных рабочих целей. Опытные специалисты, которые на протяжении многих лет работают с данным расходным материалом, отмечают следующие особенности сварки в сфере использования защитного газа.


Температура
В процессе сварки металлическая поверхность нагревается и после остывает. Это занимает длительный временной промежуток. В некоторых случаях работки может регулировать температурный режим, устанавливая необходимые параметры, например, при соединении несколько видом металла (сталь, медь и другие варианты). Делается это при помощи угла наклона дуги.
Рабочие параметры
Следующая особенность – возможность установить индивидуальные рабочие параметры. Благодаря этой функции можно настроить оборудование под конкретную ситуацию.
Чтобы получить надежное и прочное соединение, необходимо уметь правильно установить данные параметры.
Это такие характеристики, как скорость подачи газа, его расход, мощность, вариант используемой проволоки.
Выбор расходного сырья
Специалисты уверяют, что выполнять работу по сварке можно двумя способами. В одном случае необходимо сделать выбор в пользу углекислоты без каких-либо добавок. Также можно использовать различные примеси. Часто используют составы, разработанные на базе аргона.


Рабочий процесс
Данный вид расходника применяют для определенного характера работы. Этот материал используют для стационарной сварки в условиях закрытых помещений (мастерских). В некоторых случаях можно использовать баллоны под открытым небом, однако, такой вариант имеет множество неудобств.
Заметка: газ для полуавтомата используется в основном опытными работниками, которые имеют опыт обращения с такими расходными материалами.
Если знания в этой области отсутствуют, необходимо обязательно ознакомиться с особенностями газа каждого вида.
Обзор видов
В работе используются различные сварочные смеси. Чтобы точно определить, какой именно углекислый газ необходимо использовать для сварочного аппарата, необходимо знать его состав и свойства. Заправляют баллоны расходным сырьем, которое можно поделить на следующие категории.
- Активные газы.
- Инертные.
- Смеси.

Ацетилен
Вначале рассмотрим соединение, которое получилось самое широкое распространение среди всех. Главная особенность его заключается в весе, который легче воздуха. Газ не имеет цвета, но обладает резким запахом. Чаще всего ацетилен используют для резки различных металлов из-за высокой температуры горения.
При использовании этого газа в производственных масштабах, рабочие используют специальные генераторы. В емкостях содержится карбид калия, который взаимодействует с водой. Газ такого типа необходимо правильно хранить. Необходимо учитывать, что карбид углерода имеет свойства впитывать влагу из атмосферы, это создает определенные неудобства.

Водород
Следующий вид газа известен многим. Он обрел активное применение при работе с изделиями из алюминия. Также его часто используют для плазменной резки нержавеющей стали. Этот вид газа абсолютно бесцветен и не имеет запаха, поэтому при работе с ним нужно быть максимально осторожным. Это взрывоопасное вещество, которое образует гремучую смесь при соединении с водой или воздухом.
Получают водород при помощи синтеза воды. Молекулы жидкости разделяют на кислород и водород. Для этого процесса используют особые генераторы.
Водород строго запрещено хранить в баллонах под давлением, если его показатель превышает 15 МПа. Такое правило установлено нормативно-правовым актом техники безопасности.

Коксовый
Эта разновидность получила свое название за счет того, что газ представляет собой побочный продукт, получаемый в коксохимической сфере. Несложно догадаться, что он получается при изготовлении кокса. Основными характеристиками этого состава является резкий запах и полное отсутствие цвета.
Специалисты не предъявляют особых требований к хранению баллонов с таким расходным сырьем, при этом данный вид также считается взрывоопасным. При перевозке баллонов пользуются трубопроводными магистралями. Этот вид не используется так активно, как его собратья. Основная сфера использования – промышленность.

Природный
Это органический вид газа, который получается путем смешивания таких составляющих: бутан, метан и пропан. Природный газ полностью соответствует всем параметрам сварочных газовых смесей. Газ получил широкое применение за счет уникальных качеств и доступной стоимости.
Баллоны с таким газом разрешается хранить под открытым небом. Отсутствие строгих требований также сыграло важную роль в распространении газа. Создать данный вид путем синтеза нельзя. Добыча в природных месторождениях – единственный способ получить сырье.

Пиролизный
Данный вид имеет особые преимущества, которые выделяет его от остальных вариантов. Пиролизный газ не нужно генерировать. Этот вид получается в процессе распада нефтепродуктов.
Перед тем как использовать газ для сварки, его нужно тщательно очистить от лишних химических примесей.
Если этого не сделать, горелка может покрыться ржавчиной. Расходный материал активно используется при резке металлических конструкций, но также для сварочных работ различного вида.
Выбор
Для сварки различных металлоконструкций применяется множество видов газа. Не существует точного вопроса на ответ, каким газом лучше варить. Все зависит от характера работы, используемого оборудования и прочих параметров. Работником, которые не имеют большого опыта обращения с полуавтоматическими сварочными аппаратами, сложно выбрать подходящий баллон и его содержимое. При выборе опытные мастера советуют обращать особое внимание на следующие два показателя.
- Количество тепла, выделяемое во время горения расходного материала.
- Максимальный температурный показатель.
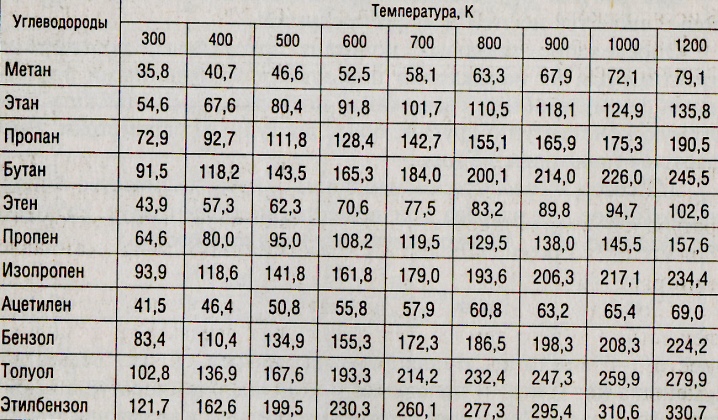
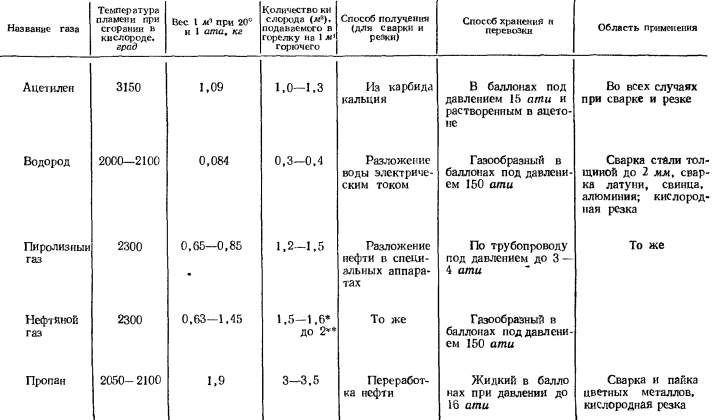
На просторах всемирной сети можно найти множество таблиц, в которых сравнивают сварочные газы. Данная информация находится в открытом доступе. Предлагаем вашему вниманию одну из таких таблиц.
Также обратите внимание на эту сравнительную характеристику.
Заметка: Если вы закупаете газ в крупном объеме или собираетесь долго хранить расходный материал, опытные специалисты рекомендуют выбрать готовые смеси.
Самостоятельно выполнять процедуру синтеза газа опасно. Для этого нужно специальное оборудование, инструменты и умения.
Также при выборе газообразного расходного материала необходимо обязательно учитывать тип рабочей поверхности. К примеру, для работы с медными деталями необходимо использовать чистый азот. Этот газ подойдет идеально за счет особых свойств.

Советы по использованию
Независимо от того, какой газ вы выбрали для работы, необходимо обязательно соблюдать правила техники безопасности. Первым делом нужно обязательно защитить органы зрения и лицо. Для этого используются специальные маски и очки. Они изготовлены из износостойких материалов, которые не боятся высоких температур, ударов и прочих механических повреждений. Также не забывайте о рабочей одежде, основной задачей которой является защита туловища.

Внимательно проверьте рабочее оборудование на исправность и наличие дефектов. Использование поврежденного инструмента чревато последствиями. Также нужно проверить баллоны с газом, они должны быть герметичными. Помните, что некоторые виды расходного материала взрывоопасны, некоторые виды представляют опасность даже при смешивании с воздухом. Если вы обнаружили повреждение, необходимо безопасным способом опустошить баллон.
При выборе газа для сварочного аппарата учитывайте его расход. Узнать необходимую информацию можно в специальных таблицах. Храните баллоны в безопасном месте.

Лучше всего подойдет стандартное складское помещение закрытого типа. Между баллонами нужно оставить минимальное расстояние в один метр. Запрещается устанавливать рядом с баллонами отопительные или нагревательные приборы. Также следите, чтобы на них не попадали прямые солнечные лучи, во избежание нагрева.
Наглядно демонстрируем вам одну из таких таблиц.
Также необходимая информация может быть оформлена в таком виде.
Какой газ используется для сварки полуавтоматом смотрите далее.
Газ для полуавтоматической сварки

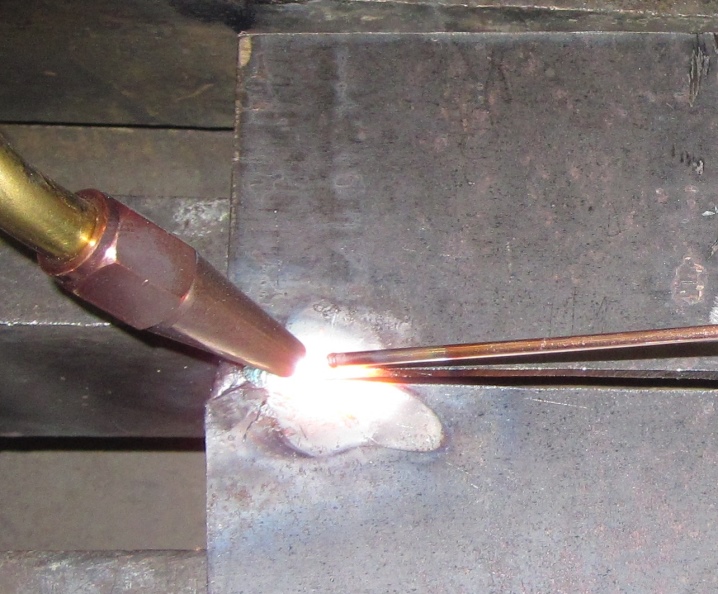
Полуавтоматическая сварка – это процесс, который обеспечивает соединение металлов между собой. Она выполняется с помощью сварочного аппарата – механического прибора с проволокой внутри, выполняющей функцию электрода. Благодаря наличию специального механизма проволока подается в автоматическом режиме.
Для сваривания металлов используются защитные газы, такие как: аргон, углекислый газ, гелий и прочие. Их основная цель, защищать сварочный шов металла от окисления, за счет так называемой сварочной ванны, что обеспечивает прочность, надежность и долговечность сварки. Для достижения необходимого результата рекомендуется подготовить металл и очистить его от возможной ржавчины и загрязнений щеткой по металлу или наждачной бумагой. После настройки оборудования и подготовки поверхности приступают к процессу сварки. Дуга зажигается после открытия вентиля подачи газа. Для запуска процесса используется проволока, которая подается при нажатии на кнопку Пуск. Проволока должна находиться в перпендикулярном положении к свариваемому металлу, что обеспечит качественную сварку. В процессе работ рекомендуется выдерживать зазор, показатель которого зависит от толщины свариваемого металла. Свариваемые детали должны находиться в горизонтальном положении на металлической подкладке.
Дальнейший сварочный процесс с применением защитного газа может осуществляться в двух формах:
- Точечное нанесение. Заключается в соединении металлов сварочными точками, которые ставят равномерно определенными промежутками. Такой подход позволяет ускорить процесс и нести ощутимую экономию сварочных материалов, при снижении прочности соединения.
- Цельный сварочный шов. Его наносят по всей длине свариваемой поверхности, по сути получается монолитное соединение металла.
При использовании определенного газа в полуавтоматической сварке, достигается улучшение качества шва. Так каждый вид газа позволяет по-своему получить дополнительную механическую надежность, высокую плотностью или необходимую пластичность. Применение газа обеспечивает ускоренный процесс расплавления металла, благодаря использованию газа получают стабильную дугу, а также снижают уровень задымления.
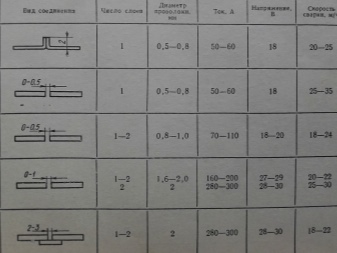
Технология сварки
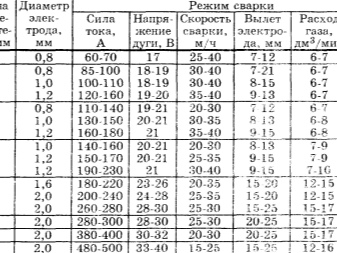
| Диаметр проволоки, мм | Толщина детали, мм | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин |
| 0,8 | 1. 2,5 | 70. 150 | 17. 21 | 20. 35 | 7. 9 | 6. 7 |
| 1,0 | 1. 3 | 100. 180 | 18. 23 | 25. 40 | 8. 10 | 6. 8 |
| 1,2 | 2. 4 | 140. 300 | 20. 28 | 30. 45 | 9. 24 | 7. 9 |
Правильный подбор газа
 Для обеспечения качественной сварки рекомендуется научиться подбирать горелки для полуавтоматической сварки, а также газ, исходя из знаний об его свойствах. Специалисты советуют отдавать предпочтение природным вариантам газа:
Для обеспечения качественной сварки рекомендуется научиться подбирать горелки для полуавтоматической сварки, а также газ, исходя из знаний об его свойствах. Специалисты советуют отдавать предпочтение природным вариантам газа:
- Углекислый газ. С его применением проводится полуавтоматическая сварка с короткой дугой и сварка с порошковой проволокой. Газ используется в чистом виде, без смесей, поэтому металл глубоко проплавливается. В ходе работ, возможно, осуществлять выбор режима полуавтомата, в зависимости от толщины металла. Недостаток его применения – нестабильность дуги, поэтому в процессе работы могут появляться брызги.
- Аргон. С применением газа проводится аргонодуговая сварка разнообразных металлов. Благодаря химической инертности газа свариваются тугоплавкие и химически активные металлы. Материал обладает низкой теплопроводностью, что обеспечивает получение глубокого и тонкого сварочного шва.
- Гелий. Это одноатомный инертный газ, с применением которого осуществляется аргонодуговая сварка. Благодаря высокой теплопроводности и потенциалу ионизации получается широкий сварочный шов.
Для получения сварочной смеси газов используется кислород, водород, азот, коксовыеили пиролизные газы. Кислород является двухатомным защитным газом, который обеспечивает широкий сварочный шов и неглубокое проплавление металла. Кислород, как правило, смешивают с аргоном или углекислым газом, что гарантирует высокий уровень «смачиваемости» и струйный перенос.
Азот применяется в сварке для повышения коррозийной стойкости дуплексных сталей. Водород относится к категории двухатомных защитных компонентов, с помощью которых удаляется оксид и повышается тепловложение. При его использовании на поверхности появляется широкий сварочный шов и увеличивается проплавление металла.
Коксовый газ – это бесцветное вещество, которое имеет ярко выраженный сероводородный запах. Это безопасный состав, который применяется редко для сварки, так как имеет специфические характеристики. Пиролизный газ нуждается в постоянной генерации. С его применением свариваются тонкие стали. При использовании в генерации газа элементов нефтепродукта на горелке появляется коррозия.
Так же в сварочных работах возможно применение газов метана, бутана, пропана. Самым распространенным сварочным газом является ацетилен, который имеет высокую температуру горения. С его применением проводится резка и сваривание металлов. Ацетилен – это прозрачный состав, который имеет специфический запах.

