Отпуск металла что это такое?
Особенности и виды отпуска стали как способа термообработки металла
 Отпуском металла называется технологический процесс термообработки закалённого стального сплава. Он даёт возможность завершить фазовые превращения в микроструктуре (мартенсите), которая приобретает наиболее устойчивое состояние. Дело в том, что в процессе закалки в металле возникают внутренние напряжения — осевые, радиальные, тангенциальные. Чтобы устранить их негативные последствия такие как хрупкость и низкая пластичность, изделия нагревают в печах при различных температурах (от 250 °C до 650 °C), выдерживают заданное время (от 15 минут до 1,5 часа), а потом медленно охлаждают.
Отпуском металла называется технологический процесс термообработки закалённого стального сплава. Он даёт возможность завершить фазовые превращения в микроструктуре (мартенсите), которая приобретает наиболее устойчивое состояние. Дело в том, что в процессе закалки в металле возникают внутренние напряжения — осевые, радиальные, тангенциальные. Чтобы устранить их негативные последствия такие как хрупкость и низкая пластичность, изделия нагревают в печах при различных температурах (от 250 °C до 650 °C), выдерживают заданное время (от 15 минут до 1,5 часа), а потом медленно охлаждают.
- Виды отпуска стали
- Явление отпускной хрупкости
- Термообработка инструментальных сплавов
Комплекс этих мероприятий приводит к выделению лишнего углерода, перестройке и упорядочиванию структуры металла, устранению дефектов его кристаллического строения. Обработанные материалы приобретают заданный комплекс механических свойств, среди которых основные — увеличение пластичности и снижение хрупкости при сохранении достаточного уровня прочности.
Виды отпуска стали
- Низкий.
- Средний.
- Высокий.
Понятие низкого отпуска.
 Для снижения внутренних напряжений низкий отпуск стали обычно проводят нагреванием до 250 °C в течение от 1 до 2,5 часа. Из металла в процессе диффузии выделяется часть излишков углерода, из них образуются карбидные частицы в виде пластин и стержней. Неравновесная структура мартенсита закалки превращается в равновесный отпущенный мартенсит. Этим достигается стабилизация размеров изделий, повышаются вязкость и прочность, а показатели твёрдости практически не изменяются.
Для снижения внутренних напряжений низкий отпуск стали обычно проводят нагреванием до 250 °C в течение от 1 до 2,5 часа. Из металла в процессе диффузии выделяется часть излишков углерода, из них образуются карбидные частицы в виде пластин и стержней. Неравновесная структура мартенсита закалки превращается в равновесный отпущенный мартенсит. Этим достигается стабилизация размеров изделий, повышаются вязкость и прочность, а показатели твёрдости практически не изменяются.
Низкотемпературному отпуску подвергают железоуглеродистые и низколегированные стали для производства режущего и измерительного инструмента, который не испытывает динамических нагрузок. В основном его выполняют для сталей, закалённых токами высокой частоты, а также для сплавов, поверхность которых ранее насыщалась углеродом и азотом.
Особенности среднего отпуска.
Он проводится при температурах от 350 °C до 500 °C и обеспечивает высокую упругость и релаксационную стойкость. Из стали выделяется весь избыточный углерод, а карбид переходит в цементит. Мартенсит уже полностью разложился, а перестройка структуры металла (полигонизация) и её совершенствование (рекристаллизация) ещё не начались. Новая комбинация называется троостомартенсит и характеризуется ускорением процессов диффузии. Кристаллическая решётка сплава при этом превращается в кубическую, а внутренние напряжения ещё больше уменьшаются.
Охлаждение металла осуществляют в воде, что тоже увеличивает предел выносливости. Среднетемпературный отпуск необходим при производстве упругих деталей: рессор, ударного инструмента и пружин.
Технология высокого отпуска.
 При температурах свыше 500 °C в углеродистых сплавах происходят структурные преобразования, которые уже не относятся к фазовым превращениям. Претерпевают изменения конфигурация и габариты частиц кристаллов, их зёрна укрупняются, а форма стремится к равноосной. Комплексная термообработка, включающая закалку и высокий отпуск стали, в материаловедении называется улучшением, а кристаллическая структура металла после этого — сорбитом отпуска. Она считается наиболее эффективной, так как достигается идеальное сочетание вязкости, пластичности и прочности сплава. Однако несколько снижается твёрдость, поэтому не приходится надеяться на улучшение износостойкости.
При температурах свыше 500 °C в углеродистых сплавах происходят структурные преобразования, которые уже не относятся к фазовым превращениям. Претерпевают изменения конфигурация и габариты частиц кристаллов, их зёрна укрупняются, а форма стремится к равноосной. Комплексная термообработка, включающая закалку и высокий отпуск стали, в материаловедении называется улучшением, а кристаллическая структура металла после этого — сорбитом отпуска. Она считается наиболее эффективной, так как достигается идеальное сочетание вязкости, пластичности и прочности сплава. Однако несколько снижается твёрдость, поэтому не приходится надеяться на улучшение износостойкости.
Продолжительность высокого отпуска варьируется в пределах от 1 до 6 часов и зависит от размеров зубчатых передач, опор, коленчатых валов, втулок, болтов и винтов, изготовленных из конструкционных и среднеуглеродистых сталей. Эти изделия в процессе эксплуатации воспринимают ударные нагрузки и работают на сжатие, растяжение и изгиб, а к их прочности, выносливости, текучести и ударной вязкости предъявляются особые требования.
Явление отпускной хрупкости
Изучая сущность процесса, можно было бы сделать вывод, что при любом увеличении температуры отпуска станет повышаться и ударная вязкость. Но при обработке стальных сплавов в определённых температурных интервалах возникает внезапное падение ударной вязкости без изменения прочих механических характеристик. Это явление обозначается термином «отпускная хрупкость» и объясняется следующим образом:
 Отпускная хрупкость Ι рода — необратимый процесс. При температурах от 250 °C до 300 °C карбиды из мартенсита начинают выделяться неравномерно, что приводит к резкому различию прочности на поверхности зёрен кристаллов и внутри их. Этому подвержены все виды стальных сплавов вне зависимости от состава и скорости охлаждения по окончании отпуска. Это явление невозможно устранить и для его предотвращения стараются просто не выполнять обработку при данных температурах.
Отпускная хрупкость Ι рода — необратимый процесс. При температурах от 250 °C до 300 °C карбиды из мартенсита начинают выделяться неравномерно, что приводит к резкому различию прочности на поверхности зёрен кристаллов и внутри их. Этому подвержены все виды стальных сплавов вне зависимости от состава и скорости охлаждения по окончании отпуска. Это явление невозможно устранить и для его предотвращения стараются просто не выполнять обработку при данных температурах.- Отпускная хрупкость ΙΙ рода — обратимый процесс. Возникает при замедлении охлаждения некоторых легированных хромом, марганцем и никелем сталей, которые отпускались при температурах выше 500 °C. Причиной опять является выделение и диффузное перераспределение карбидов, а также фосфидов и нитридов. Чтобы подавить развитие обратимой хрупкости, применяют повторный отпуск с масляным охлаждением, при этом скорость последнего должна быть как можно более высокой. Добавки в легированную сталь до 1% вольфрама или до 0,3% молибдена тоже помогают решить эту проблему. Интересно, что если во время эксплуатации детали будут снова подвергаться нагреву до температуры выше 500 °C, отпускная хрупкость возникнет повторно, почему она и получила название обратимой.
 Отпускная хрупкость Ι рода — необратимый процесс. При температурах от 250 °C до 300 °C карбиды из мартенсита начинают выделяться неравномерно, что приводит к резкому различию прочности на поверхности зёрен кристаллов и внутри их. Этому подвержены все виды стальных сплавов вне зависимости от состава и скорости охлаждения по окончании отпуска. Это явление невозможно устранить и для его предотвращения стараются просто не выполнять обработку при данных температурах.
Отпускная хрупкость Ι рода — необратимый процесс. При температурах от 250 °C до 300 °C карбиды из мартенсита начинают выделяться неравномерно, что приводит к резкому различию прочности на поверхности зёрен кристаллов и внутри их. Этому подвержены все виды стальных сплавов вне зависимости от состава и скорости охлаждения по окончании отпуска. Это явление невозможно устранить и для его предотвращения стараются просто не выполнять обработку при данных температурах.Термообработка инструментальных сплавов
 Практически для всех металлов справедливо утверждение: с повышением температуры отпуска снижается прочность и увеличивается пластичность. Исключение составляют только быстрорежущие стали, применяющиеся в производстве инструментов. Для обеспечения лучших характеристик теплостойкости и износостойкости их легируют карбидообразующими элементами: молибденом, кобальтом, вольфрамом и ванадием. А для закалки используют нагрев до температур свыше 1200 °C, что позволяет наиболее полно растворить образовавшиеся карбиды.
Практически для всех металлов справедливо утверждение: с повышением температуры отпуска снижается прочность и увеличивается пластичность. Исключение составляют только быстрорежущие стали, применяющиеся в производстве инструментов. Для обеспечения лучших характеристик теплостойкости и износостойкости их легируют карбидообразующими элементами: молибденом, кобальтом, вольфрамом и ванадием. А для закалки используют нагрев до температур свыше 1200 °C, что позволяет наиболее полно растворить образовавшиеся карбиды.
Теплопроводности самого железа и легирующих его элементов значительно различаются, поэтому для предотвращения деформации и растрескивания при нагреве следует выполнять температурные паузы. Это происходит при достижении 800 °C и 1050 °C, а для больших предметов первый интервал назначают при температуре 600 °C. Длительность остановки лежит в пределах от 5 до 20 минут, что позволяет обеспечить наилучшие условия для растворения карбидов. Охлаждение чаще всего проводят в масле.
Существенно уменьшить деформацию позволяет ступенчатая термообработка стали в расплавах солей, где закалка выполняется при температуре около 500 °C. Для увеличения твёрдости изделий далее следует двукратный отпуск при 570 °C. Длительность процесса составляет 1 час, а на его режим влияют химические свойства легирующих элементов и температура, определяющая скорость выделения карбидов.
Что такое отпуск стали
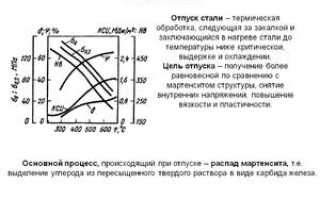
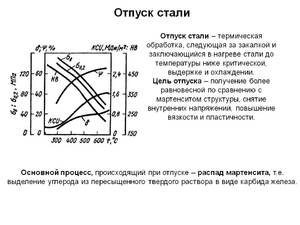
Отпуском принято называть заключительную стадию термической обработки стали с целью устранения внутреннего напряжения, нарушения кристаллической структуры металла (сопровождается неравномерным распределением углерода, легирующих веществ). Также эта технология позволяет снизить избыточную твердость и хрупкость, благодаря чему изделие становится более устойчивым к нагрузкам (в том числе термическим), коррозии, прочным и достаточно пластичным.
Процесс отпуска заключается в постепенном нагреве металла до 727 °C с последующим его медленным остужением на заданной скорости. Температура разогрева влияет на фазовое состояние и структуру металла. Для отпуска стали зачастую используют температуры, превышающие отметки закалки в несколько раз. Чем выше температура, тем менее хрупким и более гибким становится изделие.
На качество получаемого металла в рамках отпуска сталей влияет также:
- Длительность нагрева — в среднем он занимает около 3 часов, при этом основные процессы завершаются к 40 минуте. Далее сталь продолжают накалять, чтобы атомы углерода, железа, легирующих добавок распределились как можно равномернее по всей толщине заготовки.
- Скорость остывания — наиболее качественным изделие становится при максимально медленном остывании. Достичь этого удается за счет использования масляных, селитровых или щелочных сред, в которые помещают раскаленный металл.
В случае с заготовками отпуск сталей проводят обычно сразу после закалки, штамповки, глубокой вытяжки. Данный метод термической обработки подходит для сталей:
- легированных;
- углеродистых (с различным содержанием углерода);
- конструкционных;
- специальных;
- инструментальных;
- любого качества.
Виды отпуска стали
С учетом температуры нагрева отпуск сталей может быть низким, средним и высоким. Каждый вид отпуска обладает характерными свойствами и используется для обработки конкретных изделий.
Высокий отпуск
Такой способ предусматривает нагрев до 500-680°С — температурные показатели, максимально приближенные к критической точке плавления. Данный вид обработки придает стали пластичности, повышает ее:
- относительное удлинение;
- сужение;
- ударную вязкость.
В рамках высокого отпуска стали приобретается структура сорбита. Она полигонизуется, рекристаллизируется, избавляясь от внутреннего напряжения, вызванного закалкой. Длительность высокого отпуска составляет 2-3 часа, если конструкция сложная — это время увеличивается до 6 часов.
При высокотемпературном отпуске отмечается снижение прочности материала. По этой причине методику не применяют для обработки деталей, которые во время эксплуатации будут подвергаться сверхвысоким нагрузкам. Также при отпуске некоторых легированных сталей можно столкнуться с так называемой обратимой высокотемпературной хрупкостью.
Высокий отпуск получил популярность при обработке большинства деталей машин, изготавливаемых из углеродистых, легированных сталей (называются улучшаемыми):
- валы;
- оси;
- шатуны;
- шпиндели;
- зубчатые колеса, испытывающие повышенные нагрузки при невысоких скоростях и др.

Что такое отпуск среднетемпературный
Данный способ термообработки сталей осуществляется в температурном диапазоне 350–500 °С. Его основная особенность заключается в активной диффузии углерода, при этом полигонизация и рекристаллизация сплава отсутствует. Материал становится более упругим, с повышенной релаксационной стойкостью. Процедура среднего отпуска стали осуществляется в течение 2-4 часов с применением маслянистой или щелочной среды (может использоваться вода). Выбирать температуру среднего отпуска следует так, чтобы избежать необратимой отпускной хрупкости.
С помощью среднего отпуска проводят обработку:
- рессор;
- пружин;
- ударных конструкций.
Низкий отпуск
Стальную заготовку или готовое изделие нагревают до 100-250°С. Процедура длится от 1 до 3 часов (зависит от типа детали и ее размеров). Низкий отпуск сталей сопровождается частичной диффузией частиц углеродистых составляющих, при этом полигонизация и рекристаллизация атомарной решетки не происходит. Мартенсит закалки заменяется отпущенным мартенситом, что способствует достижению:
- прочности;
- пластичности;
- твердости;
- химической инертности.
При этом закаленная сталь сохраняет прежнюю твердость, что в целом обеспечит получение достаточно износостойкого изделия. Однако важно учитывать тот факт, что нагрузки динамического характера будут оказывать разрушающее воздействие на сталь низкого отпуска.
Эта технология характеризуется универсальностью, но преимущественно ее применяют для работы с низколегированными и высокоуглеродистыми сталями. К примеру, низкому отпуску подвергаются:
- ножи и прочие режущие детали;
- посуда;
- детали подшипников качения;
- цементованные, нитроцементованные элементы;
- детали, которые обрабатывают посредством закалки ТВЧ.

Часто применяют низкий отпуск в отношении сталей, прошедших термообработку высокочастотными токами.
В случае проведения низкого и среднего отпуска важно избегать попадания в температурный промежуток 250-300С, который называется островком хрупкости первого рода (возникает необратимая порча металла).
Особенности работы с инструментальными сплавами
Для высокого, среднего и низкого отпуска подходит только сталь, содержащая максимум 0,7% углерода. Металлы с большим содержанием этого вещества, также называемые инструментальными сплавами, обрабатываются другими способами.
Поскольку такой материал используют для производства износоустойчивых инструментов, важно обеспечить его правильную термообработку. Прежде чем наступит этап отпуска стали, проводят закалку — процесс нагрева материала до температуры изменения кристаллической решетки (около 500С) с использованием расплавов солей. Это приводит к увеличению растворимости легирующих материалов, что выражается приобретением кристаллической решетки (связано с избытком легирующего элемента) игольчатой формы.
Применение закалки и отпуска стали используют для обычных инструментальных сплавов. Чтобы каление оказалось максимально эффективным, важно обеспечить высокую скорость охлаждения стали, для чего используют:
- воду;
- соляные растворы на основе воды;
- техническое масло;
- инертные газы.
К примеру, охлаждение заготовок с температуры 600°С на воздухе происходит в 6 раз медленнее, чем в воде. Растворенные в воде соли способствуют повышению закаливающих свойств металла, но такой способ имеет главный недостаток — в местах образования мартенсита возникают трещины. Для металлов, использующихся при изготовлении медицинских инструментов, используют охлаждение в разряженном воздухе, благодаря чему на поверхности изделий не образуется оксидная пленка.
Быстрорежущие инструментальные сплавы не рекомендуется обрабатывать отпуском, поскольку они содержат дополнительные легирующие присадки в виде:
- вольфрама;
- молибдена;
- ванадия;
- кобальта.
Такие элементы обладают термоустойчивостью, а, значит, неспособны менять физико-химические свойства при рабочих температурах отпуска стали. По этой причине основной способ термообработки заключается в многоступенчатой закалке. Она представляет собой поэтапное нагревание металла до 800, 1050 и 1200°С. После этого сплав резко охлаждают в масляной среде. Между первым и вторым нагревом необходимо соблюдать выдержку от 5 до 20 минут. Она позволяет карбидам раствориться в допустимых пределах.
Что называют отпускной хрупкостью
В отношении практически всех металлических деталей действует правило зависимости пластичности и вязкости от температуры нагрева при отпуске стали — чем она выше, тем изделия пластичнее. Однако это правило не действует в случае с некоторыми марками сталей — при повышении температуры их физические характеристики снижаются, а жесткость и хрупкость — увеличиваются. Такое явление назвали отпускной хрупкостью. Оно характерно для углеродистых, легированных сталей и бывает двух видов, которые проявляются в следующих температурных диапазонах:
- 250-400°С — отпускная хрупкость I рода, которой могут подвергаться все типы сталей, избавиться от нее не удастся, даже раскалив повторно деталь, кроме того, металл теряет твердость, такую хрупкость называют еще необратимой, т.е. испорченный материал подлежит только повторной переплавке;
- 500-550°С — отпускная хрупкость II рода, возникает в легированных сталях в результате медленного охлаждения после нагрева до указанного интервала, является обратимой, ее возникновение провоцируют выделяющиеся карбиды, нитриды, фосфиды на границах бывших аустенитных зерен.
Нейтрализовать подобную проблему позволяет быстрое охлаждение, однако при повторном нагреве можно снова столкнуться с отпускной хрупкостью. Чтобы этого не произошло, для повторного нагрева стоит использовать масляную среду. Другим способом борьбы с хрупкостью II рода становится обогащение сталей небольшим количеством молибдена или вольфрама. Он больше подходит при отпуске крупногабаритных деталей, поскольку быстрое охлаждение чревато появлением деформаций и чрезмерных внутренних напряжений.

Возможен ли отпуск стали в условиях домашней мастерской
Домашнее использование данной технологии становится возможным, когда необходимо снять внутреннее напряжение металла. В данном случае марка стали не играет роли — нагрев необходимо производить до 200°С (не выше), и выдерживать в таких условиях до 1 часа. Если нужно снизить твердость и повысить вязкость, тогда важно знать марку стали (чтобы определить температурные режимы отпуска). Информацию подобного рода можно отыскать в интернете или в учебниках по термообработке, где представлены таблицы с марками стали, изделиями и температурными режимами закалки и отпуска стали.
В качестве источника тепла для нагрева детали может послужить самодельный горн, кухонная плита или газовая горелка. При этом температуру нагрева определяют по цветовым таблицам побежалости — минусом этого древнего метода является субъективность восприятия цвета и его зависимость от внешних источников освещения. Новичкам рекомендуется пользоваться терморегуляторами плиты или мультимером с термопарой.
Обычно домашний отпуск стали применяют в отношении ножей, вилок, металлических чашек, автомобильных деталей и др. При этом можно столкнуться некоторыми достаточно распространенными проблемами:
- сложность достижения высоких температур — большинство бытовых печей неспособны сильно раскалять металл, в результате остается доступен только низкий или средний отпуск стали;
- небезопасность — термическая обработка подразумевает применение масла, щелочей, с селитры, которые характеризуются своими температурными особенностями, к примеру, селитросодержащие смеси взрываются при сильном нагреве;
- риск ухудшения свойств металла при отсутствии защитной среды — без применения масла, щелочи нарушается скорость остывания стали, что может повысить ее хрупкость, сделать уязвимой перед коррозией, неустойчивой к деформациям;
- риск столкнуться с низкотемпературной хрупкостью I рода — применение неподходящего температурного режима грозит полным разрушением сплава.

В заключение
Отпуск стали входит в категорию востребованных технологических процедур, которые позволяют придать металлу недостающих физико-химических свойств, например, прочности, пластичности. Материал нагревают до определенной температуры, затем остужают в защитной среде.
В зависимости от того, какая именно температура используется, отпуск стали бывает высоким, средним, низким. Наиболее востребованным и эффективным считается высокотермический вид обработки, с помощью которого удается достичь полной диффузии углерода, рекристаллизации, полигонизации стали.
На втором месте по качеству и свойствам исходного изделия низкотермический вид обработки— он подходит для работы с низкокачественными сплавами. Менее востребована технология среднего отпуска стали, что связано с особенностями использования печей — слабые не рассчитаны на нагрев до 350°С, а более сильные разогреваются выше допустимого диапазона. Из-за этого средний отпуск стали характеризуется непрактичностью.
В отношении инструментальных стальных сплавов нельзя использовать стандартный отпуск. Его рекомендуется заменить многоступенчатой закалкой.
Какие технологии отпуска стали существуют?
При закалке металлов образуется внутреннее напряжение. Если его не устранить, готовое изделие будет иметь высокий показатель хрупкости. Пластичность будет значительно ниже нормы. Для устранение этих проблем используется отпуск стали. Это один из нескольких процессов термической обработки металлов.
 Отпуск стали
Отпуск стали
Что такое отпуск?
Отпуск металла — термический процесс, который применяется для всех закалённых деталей. Многие начинающие мастера не понимают, насколько для материала важна совокупность этапов термической обработки. Термообработка металлов позволяет улучшить характеристики металлической детали. В ходе подобной обработки изменяется структура стали. Из-за этого ухудшаются или улучшаются отдельные свойства материала.
Такая термообработка позволяет снять внутреннее напряжение, образующееся после закалки стали. Если этого не сделать материал будет хрупким и не выдержит серьёзных нагрузок. Помимо снятия внутренних напряжений, этот процесс увеличивает твердость стали. Это важная особенность при изготовлении инструментов и деталей для промышленного оборудования.
Температурный режим выбирают в зависимости от того, какую марку материала будут обрабатывать. Исходя из этого металл можно охлаждать в разных растворах:
- в емкостях, заполненных расплавленной щелочью;
- в ваннах, заполненных селитрой;
- в емкостях с маслом или водой.
На производстве металлические детали охлаждают в печах. При этом на оборудование устанавливается система принудительной вентиляции.
Температура отпуска стали считается самым главным параметром при проведении этого технологического процесса. Существует три вида термической обработки отпуском. Особенности проведения технологического процесса зависят от типа термообработки.
Низкий
Термообработка подразумевает под собой охлаждение закаленной стали до температур ниже критической. Скорость охлаждения при этом зависит от марки материала. Металл разогревается до температуры в 250 градусов по Цельсию. Низкий отпуск используется для обработки деталей, прошедших цементацию или нитроцементацию. Мастера могут проводить данный вид термообработки при проведении токов высокой частоты через заготовку.
Средний
Процесс среднего отпуска проходит в температурном режиме от 350 до 400 градусов по Цельсию. При проведении этого метода, уменьшается размер зёрен в структуре материала. Снижается внутреннее напряжение. Если не «отпустить» заготовку, механические нагрузки быстро выведут её из строя. Это необходимая процедура при обработке упругих деталей.
Высокий
Высокий отпуск представляет собой технологию нагрева закалённых сталей до высоких температур. Температурный диапазон, при котором протекает этот процесс — 450–550 градусов по Цельсию. Заготовки из углеродистых сталей могут разогреваться до больших температур. При этом изменяется структура материала. Может меняться форма заготовки и размер зёрен.
В процессе разогревания, увеличиваются частицы цементита. Благодаря этому зёрна приобретают форму сфер. Применяется эта технология для конструкционных металлов. Такая обработка считается обязательной при изготовлении износоустойчивых деталей.
 Высокий отпуск стали
Высокий отпуск стали
Явление отпускной хрупкости
Отпускная хрупкость — процесс изменение ударной вязкости материала. Он становится более хрупким, неустойчивым к физическим нагрузкам. При этом другие характеристики не меняются. Появляться такие изменения могут при температурном диапазоне 250–550 градусов.
Чтобы повысить показатель прочности, нужно провести дополнительную термическую обработку. Однако на втором этапе нагревания и остужения необходимо быстро отсудить заготовку. Для этого её погружают в воду или масло.
Термообработка инструментальных сплавов
Инструментальные сплавы или быстрорежущие металлы, использующиеся для изготовления износоустойчивых инструментов, обязательно подвергаются термообработке. При повышении температур у них не увеличивается показатель пластичности и не снижается прочность.
Чтобы улучшить характеристики инструментальных сплавов, в их состав добавляют легирующие присадки — вольфрам, молибден, ванадий или кобальт. Далее заготовки закаляются при температуре в 1200 градусов.
Отпуск считается одним из ключевых этапов термообработки. Он позволяет снять внутреннее напряжение, повысить прочность металла. Важно подобрать правильный температурный режим и скорость охлаждения заготовки. Для охлаждения применяются емкости с различными растворами.
Отпуск сталей
Отпуск — это процесс термической обработки, заключающийся в нагреве закаленной стали до температур ниже точки Ас1, c целью получения равновесной структуры и заданного комплекса механических свойств.
Содержание
После закалки сталь имеет структуру на основе мартенсита с тетрагональной искаженной кристаллической решеткой и остаточного аустенита, количество которого зависит от химического состава стали. При нагреве закаленной стали в ее структуре происходят фазовые превращения, которые можно показать в виде схемы.
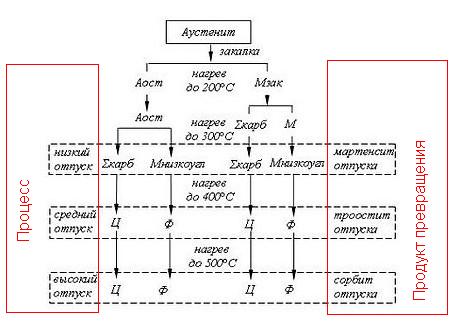
Схема фазовых превращений при отпуске сталей
Низкий отпуск сталей
Низкий отпуск стали делают при температуре до 250°С. При этом процессе из мартенсита выделяется часть избыточного углерода с образованием мельчайших карбидных частиц (ε-карбидов). ε-карбиды выделяются в виде пластин или стержней и они когерентно связаны с решеткой мартенсита. Распад остаточного аустенита при низком отпуске происходит по механизму бейнитного превращения: образуется гетерогенная смесь кристаллов низкоуглеродистого мартенсита и дисперсных карбидов. Продуктом низкого отпуска является мартенсит отпуска, который отличается от мартенсита закалки меньшей концентрацией углерода и наличием в нем карбидов (ε-карбидов), которые когерентно связаны с решеткой мартенсита.
При температуре около 250°С начинается превращение карбида в цементит; при этом когерентность решеток α-твердого раствора мартенсита и карбидов нарушается.
Низкому отпуску подвергают инструментальные железоуглеродистые материалы (режущий и мерительный инструмент), а также стали, которые подвергались цементации, нитроцементации. Часто низкий отпуск делают для сталей после термообработки токами высокой частоты.
Средний отпуск
Средний отпуск проводится при температурах 350–400 °С. При этом из мартенсита выделяется весь избыточный углерод с образованием цементитных частиц. Тетрагональность (степень тетрагональности) решетки железа уменьшается, она становится кубической. В результате вместо мартенсита остается феррит. Такая феррито-цементитная смесь называется трооститом отпуска, а процесс, приводящий к таким изменениям, среднетемпературным отпуском. При среднем отпуске снижается плотность дислокаций и уменьшаются внутренние напряжения в стали.
Средний отпуск применяется при термообработке упругих деталей: рессор, пружин и др.
Высокий отпуск
Во время высокого отпуск (450-550°С и выше) в углеродистых сталях происходят изменения структуры, не связанные с фазовыми превращениями: изменяются форма, размер карбидов и структура феррита. С повышением температуры происходит коагуляция – укрупнение частиц цементита. Форма кристаллов постепенно становится сферической – этот процесс называется сфероидизацией.
Коагуляция и сфероидизация карбидов начинают происходить более интенсивно с температуры 400°С. Зерна феррита становятся крупными, и их форма приближается к равноосной. Феррито-карбидная смесь, которая образуется после отпуска при температуре 400–600 °С, называется сорбитом отпуска. При температуре, близкой к точке А1, образуется достаточно грубая феррито-цементитная смесь – перлит.
Высокий отпуск с температур 450-550°С применяется для большинства конструкционных сталей. Его широко используют при термообработке различных втулок, опор, крепежных изделий, работающих на растяжение-сжатие и других изделий, которые испытывают статические нагрузки.
Явление отпускной хрупкости
При отпуске некоторых сталей возможно протекание процессов, которые снижают ударную вязкость стали не меняя остальные механические свойства. Такое явление называется отпускной хрупкостью и наблюдается в температурных интервалах отпуска при 250–400ºС и 500–550ºС. Первый вид хрупкости называется отпускной хрупкостью Ι рода и является необратимым, поэтому стоит избегать отпуска сталей при этих температурах. Данный вид присущ практически всем сталям, легированным хромом, магнием, никелем и их сочетанием, и обусловлен неоднородным выделением карбидов из мартенсита. Второй вид отпускной хрупкости — отпускная хрупкость ΙΙ-го рода является обратимым. Отпускная хрупкость ΙΙ-го рода проявляется при медленном охлаждении легированной стали при температуре 500–550°С. Данная хрупкость может быть устранена повторным отпуском с большой скоростью охлаждения (в воде или масле). В этом случае устраняется причина этой хрупкости – выделение карбидов, нитридов, фосфидов по границам бывших аустенитных зерен. Устранение отпускной хрупкости легированных сталей возможно введением в них малых добавок молибдена (0,2–0,3 %) или вольфрама (0,5–0,7 %).
Графически эти виды хрупкости выглядят, как показано на рисунке.
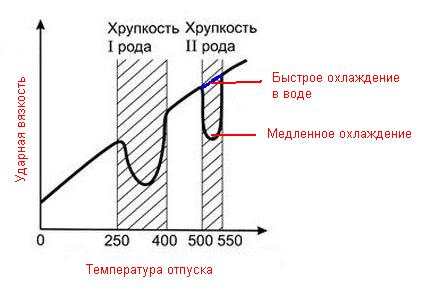
Проявление отпускной хрупкости в сталях при отпуске
Практически все стали подчиняются закону: повышение температуры отпуска — снижение прочностных характеристик и повышение пластических, как показано на рисунке ниже.
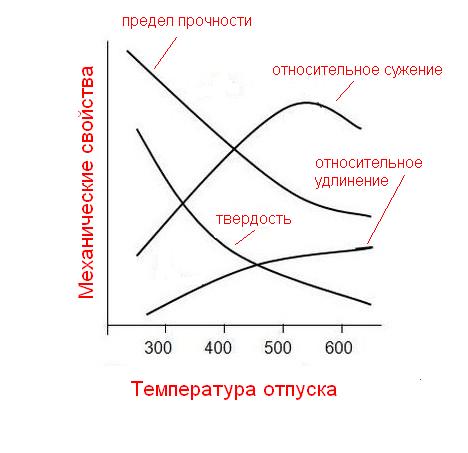
Влияние температуры отпуска на механические свойства стали
Такая закономерность не касается быстрорежущих инструментальных легированных карбидообразующими элементами сталей.
Отпуск быстрорежущих инструментальных сталей
Основными легирующими элементами быстрорежущих сталей (Р18, Р6М5 и др.) являются вольфрам, молибден, кобальт и ванадий — элементы, обеспечивающие теплостойкость и износостойкость при эксплуатации. Быстрорежущие стали относятся к карбидному (ледебуритному) классу. Под закалку эти стали нагревают до температуры выше 1200°С (Р18 до температуры 1270°С, Р6М5 — до 1220°С). Высокие температуры закалки необходимы для более полного растворения вторичных карбидов и получения аустенита высоколегированного хромом, молибденом, вольфрамом, ванадием. Это обеспечивает получение после закалки теплостойкого мартенсита. Даже при очень высоком нагреве растворяется только часть карбидов. Для этих сталей характерно сохранение мелкого зерна при высоких температурах нагрева.
Железо и легирующие элементы «быстрорезов» имеют сильно отличающиеся свойства теплопроводности, поэтому при нагреве, для избежания трещин, следует делать температурные остановки. Обычно при 800 и 1050°С. При нагреве крупного инструмента первую выдержку делают при 600°С. Время выдержки составляет 5-20 мин. Выдержка при температуре закалки должна обеспечить растворение карбидов в пределе их возможной растворимости. Охлаждение инструмента чаще всего делают в масле. Для уменьшения деформации применяют ступенчатую закалку в расплавах солей с температурой 400-500°С. Структура «быстрорезов» после закалки состоит из высоколегированного мартенсита, содержащего 0,3-0,4%С, нерастворенных избыточных карбидов и остаточного аустенита. Чем выше температура закалки, тем ниже положение точек Мн, Мк и тем больше остаточного аустенита. В стали Р18 присутствует примерно 25-30% остаточного аустенита, в стали Р6М5 — 28-34%. Для уменьшения аустенита можно сделать обработку холодом, но как правило этого не требуется.
После закалки следует отпуск при 550 — 570°С, вызывающий превращение остаточного аустенита в мартенсит и дисперсионное твердение за счет частичного распада мартенсита и выделения дисперсных карбидов легирующих элементов. Это сопровождается увеличением твердости (вторичная твердость). В процессе выдержки при отпуске из остаточного аустенита выделяются карбиды, что уменьшает его легированность, и поэтому при последующем охлаждении он претерпевает мартенситное превращение (Мн
150°С). В процессе однократного отпуска только часть остаточного аустенита превращается в мартенсит. Чтобы весь аустенит перешел в мартенсит применяют двух и трехкратный отпуск. Время выдержки обычно составляет 60 минут.
При назначении режима нужно учитывать химические свойства элементов и периодичность выделения карбидов в зависимости от температуры. Например максимальная твердость стали Р6М5 получается за счет 3-х стадийного отпуска. Первый отпуск при температуре 350°С, последующие два при температуре 560-570°С. При температуре 350°С выделяются частицы цементита, равномерно распределенные в стали. Это способствует однородному выделению и распределению спецкарбидов М6С при температуре 560-570°С.
Закалка и отпуск стали. Цвета каления и побежалости
Возможно, вам не раз приходилось слышать эти термины, когда речь шла о кованых ножах, да и вообще о сталях. Настало время разобраться, что же они означают.
Закалка, по своей сути – это нагрев готового изделия до определенной температуры с последующим охлаждением с определенной скоростью, а отпуск – это следующий за закалкой дополнительный нагрев до более низких температур с иных режимом охлаждения; каким именно, зависит от марки стали. Скорость регулируется т.н. «закалочной средой» – жидкостью, в которой клинок охлаждается с определенной скоростью: машинное масло, солевые растворы, поток воздуха с и т.п. Например, масло охлаждает со скоростью примерно в 6 раз меньшей, чем циркулирующая вода.
Чтобы перейти к конкретным цифрам, нужно понять, зачем вообще нужны эти два процесса.
Что улучшает правильная закалка стали
Если спросить среднестатистического человека, который не имеет отношения к ковке ножей, на вопрос «Что дает закалка?» он первым делом скажет о прочности. В целом, он будет прав, хотя из нескольких качеств, которые улучшает закалка, лидировать будет все-таки твердость. Но обо всем по порядку.
- Твердость клинковых сталей, как правило, измеряется по шкале Роквелла (HRC); европейские ножи чуть не дотягивают до показателя в 60 HRC, азиатские чуть переваливают за эту отметку. Если мы будем царапать друг о друга два одинаковых сплава различной твердости, следы останутся на том, что мягче; таким образом, твердость дает нам понятие о том, как хорошо сплав сопротивляется механическим повреждениям.
- Прочность обычно подразумевает стойкость стали к разрушению (на изгиб, на удар и т.д.) – для ножа это важно, когда мы, к примеру, проверяем его «на изгиб». Если сталь сыровата, то клинок после сгибания частично останется деформированным. Правда, если сталь перекалена, будет еще хуже – клинок сломается; поэтому при закалке важно соблюдать золотую середину.
- Упругость. Это как раз то, о чем мы говорили чуть выше – способность возвращать исходную форму после снятия нагрузки. Если закалка сделана по всем правилам, с этим показателем все будет в порядке: при изгибе примерно на 10 градусов (а для тонких кухонных ножей и до 30) клинок вернет изначальную форму.
- Износостойкость. Правильный режим закалки улучшает все показатели, которые входят в это понятие: способность сопротивляться механическому и абразивному износу, способность держать заточку и стойкость к ударным нагрузкам.
Главное в погоне за всеми этими качествами – достичь закалкой такого компромисса всех вышеуказанных свойств, чтобы нож и резал хорошо, и был прочен.
Как делают закалку и отпуск
После того, как заготовке клинка придали необходимую форму, ее закаляют. Конечно, все очень индивидуально для разных марок сталей, для конкретных изделий, но в среднем мастера называют температурой нагрева под закалку около 700–800 градусов Цельсия. Оптимальный цвет изделия в таком случае будет алым или вишневым. Если краснота уходит, уступая место оранжевым и желтым оттенкам, температура, скорее всего, перевалила за отметку 1 100 градусов – это для большинства сталей уже многовато. Белый цвет говорит о том, что температура достигла как минимум 1 300 градусов, и для закалки она не подходит – при ней произойдет перекал; в этом случае вернуть стали прочность будет невозможно.
Именно эти цвета и называются цветами каления. Мы встретимся с ними еще раз – когда будем рассматривать отпуск.

Цвета каления показывают нам температуру, которой достигла заготовка. Их не следует путать с цветами побежалости – оттенками окислов
Когда клинок закален, он приобретает высокую твердость, но теряет при этом в прочности. Теперь прочность необходимо вернуть: этой цели и служит отпуск. Отпуск, как мы помним, это повторное нагревание до более низких температур с последующим охлаждением; добавим к этому, что между повторными нагреваниями следует и полное остывание клинка – естественным путем или же путем охлаждения его в солевом растворе или масле. Температуру нагрева для отпуска выбираем следующим образом.
- Высокотемпературный отпуск, скорее всего, нам не нужен – он делается для деталей, которые подвергаются не столько деформациям, сколько ударным нагрузкам, а это явно не относится к ножам. Тем не менее, скажем о нем, что его температурные границы – это 500–680 градусов.
- Среднетемпературный отпуск – это прогрев до 350–500 градусов; это тоже много, подойдет разве что для метательных ножей.
- Низкотемпературный отпуск – то, что нужно. Прогрев здесь идет до 250 градусов. Конечно, нож не будет таким стойким к боковым ударным нагрузкам, но ведь это нам и не нужно: мы уже достигли необходимой твердости при закалке, а сейчас нас интересует прочность. При такой температуре она получится в самый раз.
Нужную температуру снова покажут цвета каления: оптимальным в данном случае (для ножа) будет светло-желтый цвет.
После каждого этапа, на котором появляются продукты окисла (цвета побежалости), изделие следует охлаждать в соленой воде или масле. В чистой воде заготовку не следует охлаждать ни после закаливания, ни во время отпуска – из-за слишком высокой скорости охлаждения изделие может дать трещины. Ни вода, ни масло полностью не соответствуют необходимым требованиям к закалке углеродной стали: быстрое охлаждение до 550 °С и более медленное с 300 °С до 200 °С. Поэтому воду используют в комбинации с маслом: сперва в воду, а потом в масло. Такой способ применяют на инструментальных сталях и именуют «в масло через воду». А вот легированные стали можно закалять только в масле.

Цвета побежалости на клинке коллекционного ножа «Зомби»– неудаленные после отпуска окислы
Выбор стали для закалки
Для начала условно разделим все стали на высокоуглеродистые и легированные. Все стали – это сплавы железа с углеродом и различными легирующими элементами; от того, преобладает ли в ней один углерод или в значительном количестве присутствуют и легирующие элементы, и будет зависеть название стали. Нельзя сказать, что та или иная группа хуже или лучше поддается закалке; у них изначально очень разные характеристики и разные задачи, поэтому мы просто расскажем о закаливании тех и других сталей.
Закалка углеродистых сталей
С этой сталью, как и с изделиями из нее, накоплен огромный опыт работы. Сама по себе она требует меньших температур закалки, чем легированная различными элементами – у нее и без этого довольно высокие показатели твердости и прочности, которые так ценятся на рынке.
- Низкоуглеродистые стали закаливают при температурах от 727 до 950 °С.
- Средне- и высокоуглеродистые стали закаливают при температурах от 680 до 850 °С.
Нужно помнить, что стали с совсем низким содержанием углерода закалке вообще не поддаются.
Если мы желаем изготавливать и закалять в домашних условиях клинок из углеродистых сталей, нам подойдут следующие марки.
- У7 – У10;
- 65 Г.
- О1;
- 1095.
Эти марки при правильной термообработке характеризуются большой прочностью и твердостью, хотя и низкой устойчивостью к коррозии.
Закалка легированных сталей
Помимо железа и углерода в таких сталях содержится значительное количество различных легирующих элементов, которые придают сплаву особые свойства, нужные в той или иной сфере.
- Хром превращает сталь в коррозионностойкую, если его содержание превышает 12–16 %.
- Молибден и никель повышают прочность стали и ее способность выдерживать высокие нагрузки.
- Ванадий улучшает износостойкость сплава и придает клинкам из него способность держать необычайно острую заточку.
Ввиду наличия в сплаве этих элементов сталь обладает худшей теплопроводностью, чем чистая углеродистая, поэтому: 1) для нагрева и охлаждения ей понадобится больше времени – если ускорять процесс искусственно, то по сплаву могут пойти трещины; 2) для закалки ей нужна большая температура – от 850 до 1 100 °С.
К сожалению, правильная термообработка сложнолегированных сталей достаточно трудна, так как для придания клинку высоких рабочих свойств нужны и точная температура, и специальное оборудование для глубокого охлаждения. Поэтому закалить их качественно «на глазок» не получится.
К наиболее распространенным маркам относятся следующие:
- 420;
- 440А;
- D2;
- ATS34;
- CPM S320V.
О последнем образце можно сказать, что он исключительно износостоек.
Закалка ножевой стали в домашних условиях
Для простых углеродистых сталей даже в кустарных условиях можно сделать удовлетворительную закалку, главное – вооружиться правильными знаниями.
В качестве исходников можно использовать отслужившие инструменты, рессоры и напильники; следите, чтобы на них не было ржавчины. Заготовка из новенького переплавленного металла, конечно, лучше, так как детали, которые долго служили, имеют такое качество, как усталость, что снижает их прочность. Хотя для качественных материалов достаточно провести отжиг, который заключается в нагреве стали, выдержке при определенной температуре и последующем медленном охлаждении вместе с печью или в песке со скоростью два-три градуса в минуту. В результате отжига образуется устойчивая структура, свободная от остаточных напряжений.
И для отжига, и под нагрев детали под закалку можно использовать самодельный горн из ямы, обложенной кирпичами, из паяльной лампы и трубы. В идеале, конечно, пользоваться муфельной печью.
Проверить в домашних условиях, дошла ли закалка до нужной степени, просто: можно провести напильником по закаленному изделию – если закалка не прошла до конца, напильник просто прилипнет к ножу. Перекал проверятся в кустарных условиях сильным ударом заготовки по твердому предмету – камню или рельсу: перекаленный клинок разлетается при таком ударе на части.