
Порошковая проволока для сварки алюминия
Алюминиевая проволока для сварочного полуавтомата — виды и применение
 Алюминий и его сплавы очень широко применяются как для изготовления промышленного оборудования, так и для производства товаров широкого потребления. Очень часто требуется ремонт этих изделий, и с точки зрения параметров цена-качество наиболее подходящим техпроцессом остается только сварка или наплавка. Делается это с помощью сварочного аппарата и сварочной алюминиевой проволоки для полуавтомата.
Алюминий и его сплавы очень широко применяются как для изготовления промышленного оборудования, так и для производства товаров широкого потребления. Очень часто требуется ремонт этих изделий, и с точки зрения параметров цена-качество наиболее подходящим техпроцессом остается только сварка или наплавка. Делается это с помощью сварочного аппарата и сварочной алюминиевой проволоки для полуавтомата.
Виды алюминиевой проволоки и правила ее применения

Сварочная алюминиевая проволока для полуавтомата представляет собой отдельные прутки или катушки определенного диаметра. В любом случае они герметично упакованы. С этим связана первая особенность использования данного материала.
- Электроды для работы по алюминию не рекомендуется использовать при проведении важных и требующих высокого качества работ. Они уместны не в производственных, а в домашних, бытовых целях
 Дело в том, что алюминий в обычных условиях покрыт прочной и эластичной оксидной пленкой. Температура ее плавления — около 2500º С. В это же время плавление чистого алюминия не выше 600º С. Для сплавов ситуация не сильно отличается.
Дело в том, что алюминий в обычных условиях покрыт прочной и эластичной оксидной пленкой. Температура ее плавления — около 2500º С. В это же время плавление чистого алюминия не выше 600º С. Для сплавов ситуация не сильно отличается.
- Для эффективного очищения и обезжиривания алюминия и его сплавов рекомендуется дополнить механическую очистку использованием химических веществ (например, уайт-спирита, ацетона или особой горячей щелочной ванны)
 Следствием этой особенности алюминия и его сплавов является необходимость предварительного удаления оксидной пленки с поверхности соединяемых деталей (например, механическим или ручным инструментом). Сам же электрод должен быть чист от оксида изначально.
Следствием этой особенности алюминия и его сплавов является необходимость предварительного удаления оксидной пленки с поверхности соединяемых деталей (например, механическим или ручным инструментом). Сам же электрод должен быть чист от оксида изначально.
- Если упаковка электродов не израсходована до конца — ее нужно снова герметично упаковать с добавлением внутрь силикагеля для поглощения проникшей влаги
 Алюминиевая проволока для полуавтомата
Алюминиевая проволока для полуавтомата
При выборе проволоки для сварки алюминиевых сплавов нужно учитывать какие качества требуются от будущего сварного шва:
- Сопротивляемость шва на разрыв.
- Пластичность соединения.
- Стойкость к коррозии.
- Стойкость к растрескиванию от нагрева.
- Диаметр алюминиевой проволоки для сварки полуавтоматом без газа должен быть больше толщины свариваемых ею деталей на 0.3-0.5 мм

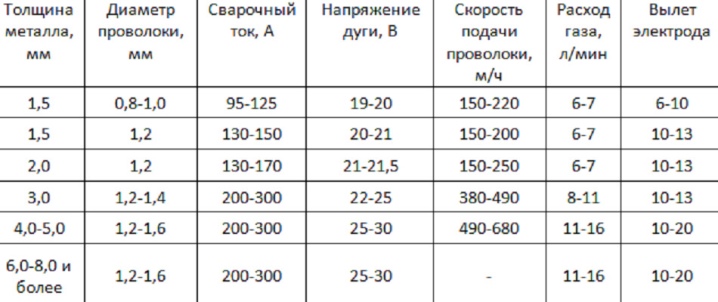
Удобнее всего воспользоваться приводимой ниже таблицей.

При использовании сварочных электродов нужно помнить о необходимости их предварительной подготовки. В специальной покупной или самодельной печи проводится предварительный равномерный нагрев электродов и их так называемая прожарка. Это позволит формировать очень качественный шов.
- Алюминий при нагреве не меняет своего цвета, в отличии от многих других металлов, поэтому нужно быть особенно осторожным при работе с ним — легко довести до прожига
Кроме предварительной подготовки электродов всегда нужно подготовить и соединяемые детали. Их нужно заранее равномерно прогреть. И следить за сохранением этого равномерного прогрева все время формирования шва.
- Щелочная ванна — это наиболее эффективный способ комплексной очистки от оксидной пленки и обезжиривания алюминиевых деталей. Для нужно составить особый раствор из 2 литров чистой воды, 100 г тринатрийфосфата, 100 г соды и 50 г жидкого стекла. Раствор должен быть нагрет до температуры 60-70º С
Нужно учитывать и то, что алюминий склонен неравномерно остывать и, как следствие, трескаться. Конечно, это компенсируется пластичностью этого металла. Но если сварные швы расположить слишком близко друг от друга (около 10-15 мм ), то обязательно появятся трещины.
- Расплавленный алюминий и его сплавы очень текучи. Именно поэтому все швы делаются в один слой за один проход. При возможности рекомендуется использовать ограничивающие расплавленный металл вкладыши
Особенности подающих механизмов для алюминиевой сварочной проволоки
 Для сварки алюминия всегда применяют защитный газ. Наиболее часто применяется аргон или его смесь с гелием. Отдельным вариантом может быть использование порошковых электродов — они способны сами генерировать защитное газовое облако. Но из-за довольно высокой цены и требовательности к профессионализму сварщика использование таких электродов не всегда уместно.
Для сварки алюминия всегда применяют защитный газ. Наиболее часто применяется аргон или его смесь с гелием. Отдельным вариантом может быть использование порошковых электродов — они способны сами генерировать защитное газовое облако. Но из-за довольно высокой цены и требовательности к профессионализму сварщика использование таких электродов не всегда уместно.
 Без защитного газового облака алюминий невозможно качественно сварить или наплавить. Его оксидная пленка загрязняет шов, ее высокая температура плавления приводит к деформации самих соединяемых деталей, к их прожегу.
Без защитного газового облака алюминий невозможно качественно сварить или наплавить. Его оксидная пленка загрязняет шов, ее высокая температура плавления приводит к деформации самих соединяемых деталей, к их прожегу.
 К сварочному аппарату при работе с алюминием появляется несколько дополнительных требований:
К сварочному аппарату при работе с алюминием появляется несколько дополнительных требований:
- Подающий кабель не должен быть длиннее 3 метров. Идеальным будет кабель с внутренним каналом, покрытым тефлоном. Это минимизирует риск деформации проволоки и заторов при подаче. Последнее не редкость при использовании для сварки полуавтоматом алюминиевой проволоки диаметром 0.8 мм.
- Использование стандартного наконечника горелки неприемлемо. Нужно заменить его в соответствии с диаметром используемой проволоки — больше ее на 1.5-2 мм. Например, если используется алюминиевая проволока для полуавтомата диаметром 1.0 мм, то диаметр отверстия в наконечнике должен быть около 2.5-3 мм.
- Тормозное устройство бобины с проволокой должно быть надежным и проверенным непосредственно перед началом работ. Оно должно обеспечивать моментальную остановку бобины и не допускать ее самопроизвольные поворот.
- Стандартный для большинства полуавтоматических сварочных аппаратов подающий механизм нужно заменить на специальный для алюминиевой проволоки. Его отличие в большем числе подающих роликов — их четыре. А также в том, что рабочая поверхность каждого из роликов имеет особую канавку. Из-за этого алюминиевая проволока для полуавтомата не сможет деформироваться и застревать.
- Помните о необходимости соблюдения рекомендованных для свариваемых типов металла показателей тока и полярности его подключения. В противном случае неизбежен прожег или непровар
Алюминиевая сварочная проволока
Алюминиевая сварочная проволока, применяемая для полуавтоматической сварки ответственных конструкций из Al — Mg сплавов, содержащих > 3% Mg, таких как AlMg3, AlMg4, AlMg5, AlMg6, с аналогичными.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Сварочная проволока применяется для полуавтоматической сварки литейных Аl — Si; Аl — Si — Mg сплавов типа АД31, АДЗЗ, АД35 (блоки ДВС, опорные плиты, рамы и т.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Проволока сплошная алюминиевая.
Сварочная проволока применяется для полуавтоматической сварки профилей и металлоконструкций из Аl — Мg сплавов, содержащих > 3% Мg, таких, как АlМg3, АlМg 4, АlМg 5, АlМg 6 с аналогичными материалами.
Проволока для алюминия ∅ 1,0 мм, 0,45 кг
Проволока сплошная алюминиевая.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Основное применение сварочной проволоки из сплава ALMg5Mn — cварка и наплавка деталей из алюминиевых бронз. Возможна также наплавка медных и латунных деталей. Хорошие антифрикционные свойства позволяют использовать его для наплавки износостойких и коррозионностойких покрытий на низкоуглеродистые и низколегированные стали, а также никелевые сплавы.
Алюминиевая сварочная проволока, применяемая для полуавтоматической сварки ответственных конструкций из Al — Mg сплавов, содержащих > 3% Mg, таких как AlMg3, AlMg4, AlMg5, AlMg6, с аналогичными.
Алюминиевая проволока широко применяемая для сварки профилей и металлоконструкций из AlMg сплавов, содержащих не менее 3% Mg, таких, как АМг3, АМг4, АМг5, АМг6 с аналогичными.
Сварочная проволока применяется для полуавтоматической сварки профилей и металлоконструкций из Аl — Мg сплавов, содержащих > 3% Мg, таких, как АlМg3, АlМg 4, АlМg 5, АlМg 6 с аналогичными материалами.
Алюминиевая сварочная проволока, применяемая для полуавтоматической сварки профилей и металлоконструкций из Al — Mg сплавов, содержащих > 3% Mg, таких как AlMg3, AlMg4, AlMg5, AlMg6, с аналогичными.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Проволока для алюминия ∅ 0,8 мм, 0,45 кг
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Основное применение сварочной проволоки из сплава AlSi5 — cварка и наплавка деталей из алюминиевых бронз. Возможна также наплавка медных и латунных деталей. Хорошие антифрикционные свойства позволяют использовать его для наплавки износостойких и коррозионностойких покрытий на низкоуглеродистые и низколегированные стали, а также никелевые сплавы.
Алюминиевая сварочная проволока, применяемая для полуавтоматической сварки профилей и металлоконструкций из Al — Mg сплавов, содержащих > 3% Mg, таких как AlMg3, AlMg4, AlMg5, AlMg6, с аналогичными.
Проволока сплошная алюминиевая.
Основное применение сварочной проволоки из сплава ALMg2,7Mn — cварка и наплавка деталей из алюминиевых бронз. Возможна также наплавка медных и латунных деталей. Хорошие антифрикционные свойства позволяют использовать его для наплавки износостойких и коррозионностойких покрытий на низкоуглеродистые и низколегированные стали, а также никелевые сплавы.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Основное применение сварочной проволоки из сплава ALMg5Cr — cварка и наплавка деталей из алюминиевых бронз. Возможна также наплавка медных и латунных деталей. Хорошие антифрикционные свойства позволяют использовать его для наплавки износостойких и коррозионностойких покрытий на низкоуглеродистые и низколегированные стали, а также никелевые сплавы.
Алюминиевая проволока, широко применяемая для сварки и пайки литейных AlSi, AlSiMg сплавов типа АД31, АД33, АД35 (блоки ДВС, опорные плиты, рамы и т.
Алюминиевая сварочная проволока, широко применяемая для полуавтоматической сварки литейных Al — Si; Al — Si — Mg сплавов типа АД31, АД33, АД35 (блоки ДВС, опорные плиты, рамы и т.
Алюминиевая сварочная проволока, широко применяемая для полуавтоматической сварки литейных Al — Si; Al — Si — Mg сплавов типа АД31, АД33, АД35 (блоки ДВС, опорные плиты, рамы и т.
Алюминиевая сварочная проволока, применяемая для полуавтоматической сварки профилей и металлоконструкций из Al — Mg сплавов, содержащих > 3% Mg, таких как AlMg3, AlMg4, AlMg5, AlMg6, с аналогичными.
Алюминиевая сварочная проволока, применяемая для полуавтоматической сварки профилей и металлоконструкций из Al — Mg сплавов, содержащих > 3% Mg, таких как AlMg3, AlMg4, AlMg5, AlMg6, с аналогичными.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Алюминиевая сварочная проволока, применяемая для полуавтоматической сварки ответственных конструкций из Al — Mg сплавов, содержащих > 3% Mg, таких как AlMg3, AlMg4, AlMg5, AlMg6, с аналогичными.
Сварочная проволока применяется для полуавтоматической сварки профилей и металлоконструкций из Аl — Мg сплавов, содержащих > 3% Мg, таких, как АlМg3, АlМg 4, АlМg 5, АlМg 6 с аналогичными материалами.
Проволока сплошная алюминиевая.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
OK Autrod 4047 была разработана как твердый припой, чтобы воспользоваться преимуществами ее низкой температуры плавления и узким диапазоном застывания.
Сварочная проволока применяется для полуавтоматической сварки литейных Аl — Si; Аl — Si — Mg сплавов типа АД31, АДЗЗ, АД35 (блоки ДВС, опорные плиты, рамы и т.
Проволока сплошная алюминиевая.
Проволока сплошная алюминиевая.
Проволока сплошная алюминиевая.
Проволока сплошная алюминиевая.
Основное применение сварочной проволоки из сплава AlSi5 — cварка и наплавка деталей из алюминиевых бронз. Возможна также наплавка медных и латунных деталей. Хорошие антифрикционные свойства позволяют использовать его для наплавки износостойких и коррозионностойких покрытий на низкоуглеродистые и низколегированные стали, а также никелевые сплавы.
Основное применение сварочной проволоки из сплава ALMg5Mn — cварка и наплавка деталей из алюминиевых бронз. Возможна также наплавка медных и латунных деталей. Хорошие антифрикционные свойства позволяют использовать его для наплавки износостойких и коррозионностойких покрытий на низкоуглеродистые и низколегированные стали, а также никелевые сплавы.
Основное применение сварочной проволоки из сплава ALMg5Mn — cварка и наплавка деталей из алюминиевых бронз. Возможна также наплавка медных и латунных деталей. Хорошие антифрикционные свойства позволяют использовать его для наплавки износостойких и коррозионностойких покрытий на низкоуглеродистые и низколегированные стали, а также никелевые сплавы.
Алюминиевая проволока Сварочная порошковая в Москве
Стоимость товарной позиции зависит от её качества, способа и технической сложности производства, метода обработки, веса и размера.
Также, на стоимость товара напрямую влияет закупочный объем, благодаря которому даже небольшой опт обходится значительно дешевле, чем розница.
- проволока алюминиевая гост 14838 78
- АТ 3.5 мм
Алюминиевая проволока Сварочная порошковая цена от поставщика в Москве
Справочная информация:
- Условия приобретения, описание товара
- Условия доставки
- Контакты в Москве

Условия приобретения, описание товара.
Клиентам компании НПК «Специальная металлургия» возможно приобрести товар от поставщика в Москве по следующим условиям:
- Покупка партии оптом, либо в розницу;
- Приобрести товар в рассрочку;
- Оплата по безналичному счёту, либо при помощи наличных средств;
- Купить по предоплате.
Многолетний опыт работы с металлопрокатом (мы на рынке металлоизделий с 2015 года), собственные производственные комплексы, отлаженный отдел продаж и логистики позволяют нам дать нашему клиенту качественный товар по выгодной цене.
Сварочная порошковая алюминиевая проволока
Содержание:
- Описание
- Применение
Описание
Сварочная порошковая алюминиевая проволока – это проволочное изделие, изготавливающееся из алюминия. По своему внешнему виду изделие напоминает металлическую нить светлого оттенка цвета. Для конкретного продукта характерна гибкость и способность принимать необходимую форму, при этом сохраняя целостность структуры. Продукция поставляется в катушках, мотках, бухтах разного веса. Измеряется изделие в миллиметрах (мм).
В роли сырьевого материала используется металл алюминий. Он является очень востребованным сырьём. Для него свойственны характерные отличительные особенности, которыми так же обладает изготавливаемая из него продукция. К ним относятся:
- Пластичность;
- Низкий удельный вес;
- Защита от коррозии.
Маркой, применяемой для создания этого метиза, является E71T-GS. Эти три параметра являются самыми важными для изделий данной разновидности. У нас вы сможете купить флюсовую проволоку алюминиевую, изготавливаемую по ГОСТ. Мы тщательно следим за производственным процессом. Главной целью для нас является то, чтобы наши клиенты могли приобретать качественный продукт без наценок и переплат.
Производится изделие путём электролитического или термального восстановления из порошкового сырья. Это осуществляется при помощи специальных печей, в которые помещаются формы с материалами. Весь производственный процесс регламентируется ГОСТ, а технические аспекты соответствуют ТУ.
Применение
Такой продукт пользуется большим спросом. В наше время строительная отрасль постоянно растёт и развивается, а поэтому и растёт количество строящихся объектов. Алюминиевая сварочная проволока переназначается для осуществления соединения металлических объектов путём сваривания их. Уникальные физико-химические свойства продукта позволяют не ограничивать себя в выборе способа сваривания, что позволяет использовать изделие в широком спектре. Он подойдёт для аргонодуговой сварки, полуавтоматической сварки и дуговой, сварки под флюсом. Цена сварочной порошковой алюминиевой проволоки носит договорных характер, поэтому мы сможем подобрать оптимальный вариант для вас.
Метиз подойдёт для стройки, для осуществления ремонтных работ, создания крепких соединительных швов, изготовления металлопродукции и многого другого. Уточняйте наличие и актуальность цен или получите бесплатную консультацию по товарам у наших специалистов.

Условия доставки в Москве
Доставка приобретенной продукции возможна тремя способами:

Контакты в Москве
Для вашего удобства, связаться с нами можно несколькими способами:
- Удобные формы заказа на нашем сайте. (К примеру, нажав на кнопку «онлайн заявка» в самом верху сайта, или же написав в онлайн-чат и пообщаться со специалистом отдела продаж здесь и сейчас);
- Отправить заявку на электронную почту: [email protected]
- Позвонить по телефону: +7(495)120-13-92 , отдел продаж работает с 9:00 до 18:00;
- Обратиться на горячую линию по любому интересующему вас вопросу: 8-800-500-17-53. Бесплатный звонок по всей России.
- Порадовать нас своим личным визитом по адресу: 115280, г.Москва, ул. Ленинская Слобода, д. 26, строение 5, офис 5203.
Также рекомендуем ознакомиться со следующими разделами нашего сайта: география поставок и рекомендации от наших партнеров.
Алюминиевая проволока для сварки и особенности ее использования
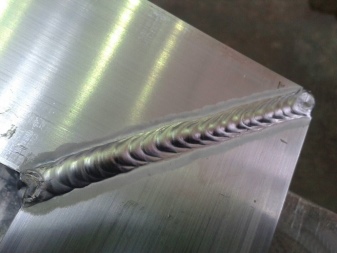
Для сварки деталей, выполненных из алюминия и сплавов на его основе, используется алюминиевая проволока, с помощью которой также выполняется наплавка заготовок из данного металла. Все работы с использованием такой проволоки осуществляются в среде защитного газа, в качестве которого чаще всего применяется аргон. Алюминиевая сварочная проволока, если она подобрана правильно, способна обеспечить высокое качество и надежность формируемого сварного шва, стабильность его механических характеристик.

Катушка алюминиевой сварочной проволоки
Алюминий, как известно, является одним из самых сложных металлов в плане выполнения сварочных работ. Этот факт, который может подтвердить любой опытный сварщик, объясняется свойствами данного металла: на его поверхности всегда присутствует тугоплавкая окисная пленка. Сам же алюминий, если не брать во внимание упомянутую пленку, имеет невысокую температуру плавления, что также вносит сложности в процесс выполнения сварки.
Оптимальным способом получения надежных соединений деталей, выполненных из алюминия и его сплавов, является механизированная дуговая сварка. Для ее осуществления используется алюминиевая проволока.
Виды алюминиевой проволоки и правила ее применения
Присадочная проволока, которая используется для соединения деталей, изготовленных из алюминия и его сплавов, может относиться к одной из двух категорий:
- Алюминиевая проволока, применяемая для выполнения технологической операции холодной высадки (требования к качественным характеристикам такой присадочной проволоки оговариваются в ГОСТ 14838-78).
- Проволока для сварки алюминия, а также сплавов на основе данного металла.
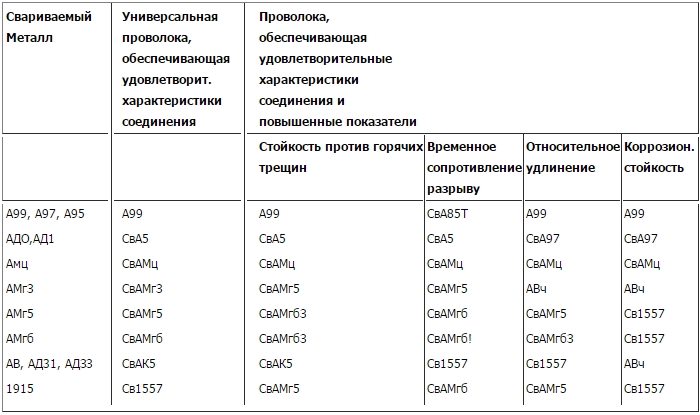
Рекомендуемые марки проволок для сварки алюминиевых сплавов
Выбирая сварочную проволоку для сварки алюминиевых сплавов с различным химическим составом, лучше остановить свой выбор на универсальных типах такого расходного материала. Кроме высокой надежности получаемого соединения, такая проволока позволяет обеспечить:
- устойчивость сварного шва к образованию горячих трещин;
- высокую прочность формируемого шва;
- пластичность полученного соединения;
- способность сварного шва успешно противостоять коррозионным процессам.
Специальная порошковая проволока позволяет сваривать заготовки без газа. Предлагаемый видеоролик поможет разобраться в целесообразности использования этой технологии.
Правильно подобранная алюминиевая проволока – не единственное условие, позволяющее получить качественное и надежное сварное соединение. Очень большое значение также имеет правильная подготовка соединяемых деталей, которая заключается в тщательной очистке их поверхностей и удалении с них тугоплавкой оксидной пленки. Важно выполнить такую процедуру непосредственно перед началом сварки, так как алюминиевая поверхность под воздействием окружающей среды быстро покрывается оксидной пленкой.
По этой же причине проволока, предназначенная для сварки алюминия, после вскрытия упаковки, в которой она поставляется с завода, должна быть использована достаточно быстро. Иначе ее поверхность будет подвергнута активному окислению. В этом случае качественные характеристики проволоки будут значительно ухудшены, что скажется и на характеристиках формируемого с ее помощью сварного соединения.

Временное хранение вскрытой катушки с алюминиевой проволокой
Проволока, которая применяется для сварки алюминиевых деталей полуавтоматом, может иметь различный химический состав. Для такой сварки используются в основном проволоки, изготовленные на основе алюминия в сочетании с марганцем, кремнием и магнием. Выбор конкретного типа зависит от того, какие элементы входят в химический состав свариваемых деталей.
Особенности подающих механизмов для алюминиевой сварочной проволоки
Стандартный подающий механизм полуавтомата не слишком подходит для работы с алюминиевой проволокой. Объясняется это такими характеристиками данного металла, как высокая пластичность и теплопроводность.
Подающий механизм стандартного полуавтомата для сварки, в котором применяются два ролика, может смять мягкую алюминиевую проволоку, что приведет к ее застреванию в механизме. Именно поэтому при использовании в полуавтомате алюминиевой проволоки необходимо оснащать его подающим механизмом, состоящим из 4 роликов, каждый из которых имеет U-образный профиль рабочей канавки.

Механизм подачи проволоки с четырьмя роликами
Для работы с полуавтоматом, в котором будет использоваться проволока из алюминия, необходимо оснащать его подающим шлангом минимальной длины (до 3 метров). В противном случае мягкая проволока будет просто застревать в длинном подающем шланге. Данную проблему помогает решить использование подающего канала из тефлона, что даст возможность значительно уменьшить трение проволоки о стенки такого канала.
Чтобы избежать застревания алюминиевой проволоки, которая отличается высоким коэффициентом теплового расширения, в наконечнике полуавтомата для сварки, следует подбирать наконечник таким образом, чтобы отверстие в нем было несколько больше (на 1–2 мм), чем диаметр самой проволоки.

Комплект различных наконечников облегчает подбор нужного отверстия для проволоки
Подающий механизм полуавтомата, на котором планируется использовать проволоку из алюминия, должен работать без перебоев, которые являются частой причиной застревания проволоки в канале подачи. Перебои в работе такого механизма чаще всего возникают по причине нестабильной работы тормозного устройства катушки. Чтобы в процессе выполнения сварки таких проблем не возникало, необходимо отрегулировать усилие, создаваемое катушкой: оно должно иметь возможность уменьшения до минимума. В то же время такого усилия должно быть достаточно для того, чтобы предотвращать поворот катушки.
Правильный выбор проволоки для выполнения полуавтоматической сварки алюминиевых деталей в среде аргона, а также параметров выполнения такого технологического процесса позволяет не только получать качественные, надежные и красивые сварные швы, но и минимизировать риск возникновения брака при их выполнении. К таким параметрам относятся не только диаметр используемой проволоки и ее химический состав, но и скорость ее подачи, а также значения сварочного тока и полярность его подключения.
Объем сварочных работ в домашней мастерской обычно не требует большого расхода алюминиевой проволоки, но маленькие катушки подходят не ко всем аппаратам. Установить бобину небольшого размера поможет смекалка, как показано на видео.
Особенности использования алюминиевой проволоки для полуавтомата
 Алюминиевая сварочная проволока – присадочный материал для получения неразъемных соединений из соответствующего металла. Соединение алюминия, а также сплавов на его основе – трудоемкий процесс, требующий от мастера хороших навыков и внимания в работе.
Алюминиевая сварочная проволока – присадочный материал для получения неразъемных соединений из соответствующего металла. Соединение алюминия, а также сплавов на его основе – трудоемкий процесс, требующий от мастера хороших навыков и внимания в работе.
Технология применения данного электродного материала связана с использованием защитного газа, в роли которого обычно выступает аргон. При условии грамотной регулировки параметров, сварочный шов будет очень надежным, не уступая по своим характеристикам монолитной поверхности.
[stextbox работы с алюминием обусловлена наличием на поверхности тугоплавкой оксидной пленки, в то время как сам металл обладает низкой температурой плавления.[/stextbox]
Виды и правила применения
Данный продукт делят на две основные категории, согласно области применения:
- Для работ по холодной высадке. Производство продукции выполняется с соблюдением требований межгосударственных стандартов ГОСТ. Кроме того, данную проволоку используют в производстве кабельно-проводниковой продукции, систем заземления, а также для металлизации различных поверхностей.
- Для выполнения сварочных работ, в качестве электродного материала.
[stextbox правило, алюминиевая проволока имеет круглое сечение, однако некоторым отраслям промышленности необходим продукт прямоугольного или круглого сечения. Ее широко применяют в электротехническом производстве.[/stextbox]
Последняя категория является наиболее распространенной. Она отличается по виду поставки, в зависимости от технологии соединения:
- В прутках длиной до 1000 мм. Предназначена для аргонодуговой сварки в среде защитного газа. Вес упаковки составляет 5-10 кг.
- В кассетах международного образца. Применяют для сварки в полуавтоматическом режиме. Диаметр барабана и величина сечения зависит от характеристик сварочного оборудования и типа соединяемой поверхности.
Особого внимания заслуживает порошковая проволока. Ее главная особенность – возможность выполнять соединения без защитного газа. Специальный порошок представляет собой флюсовый материал, который защищает зону соединения от контакта с атмосферным воздухом.
Для соединения сплавов на основе алюминия, рекомендуем выбирать универсальный присадочный материал. Грамотный выбор электродной проволоки позволяет получить качественный и надежный шов, обладающий следующими качествами:
- отсутствие трещин;
- прочность;
- пластичность;
- стойкость к коррозии.
Правильный подбор расходных материалов и настройка работы сварочного оборудования – половина дела. Вторая часть заключается в подготовительных работах, во время которых необходимо удалить оксидную пленку.
[stextbox Интервал между подготовкой и сваркой должен быть минимальным – процесс образования новой пленки протекает очень быстро.[/stextbox]

Заводская упаковка защищает проволоку от реакции с кислородом, поэтому ее рекомендуют вскрывать непосредственно перед работой, во избежание окисления.
Для соединения алюминиевых сплавов в состав проволоки добавляют различные элементы, улучшающие качественные характеристики шва. В качестве дополнительных компонентов выступают марганец, кремний, магний и прочие химические элементы.
Физико-химические свойства
Алюминий является серебристо-белым металлом, который встречается в природе только в виде соединений с другими химическими элементами. В чистом виде его получают путем электролиза растворенного глинозема, полученного из бокситов.
Данный металл отличается относительно невысокой плотностью. Его температура плавления составляет 658 Сº. Обладая высоким сродством к кислороду, благодаря чему способен восстанавливать большинство металлов из оксидов.
При взаимодействии с атмосферным воздухом металл быстро покрывается пленкой, защищающей его от дальнейшего взаимодействия с окружающей средой. Оскидная пленка обеспечивает высокую устойчивость при взаимодействии с влажной средой, азотной кислотой, а также большинством кислот органического происхождения.
Технические характеристики

Сварочной проволоке для алюминия присущи следующие качества:
- низкая масса;
- прочность;
- гибкость;
- влагостойкость;
- легкоплавкость;
- устойчивость к агрессивной среде;
- низкие магнитные качества;
- длительный период хранения при условии целостности упаковки;
- низкая биологическая активность;
- высокая тепло- и электропроводность.
Согласно требованиям межгосударственного стандарта, алюминиевая проволока для полуавтомата может иметь следующие обозначения:
- АМ – мягкая.
- АТП – полутвердая.
- АТ – твердая.
- АТп – повышенной прочности.
Особенности выбора
 При сварке деталей из алюминиевых сплавов особенно важен грамотный выбор электродной проволоки – это залог получения долговечного соединения. Для каждого сплава существует свой тип проволоки, рекомендуемый производителями расходным материалов, как оптимальный. Например, для сварки деформируемых сплавов АМг3, АМг4, АМг5 рекомендуют использовать соответствующую проволоку – ER 5336, которая обладает следующими хааркетристиками:
При сварке деталей из алюминиевых сплавов особенно важен грамотный выбор электродной проволоки – это залог получения долговечного соединения. Для каждого сплава существует свой тип проволоки, рекомендуемый производителями расходным материалов, как оптимальный. Например, для сварки деформируемых сплавов АМг3, АМг4, АМг5 рекомендуют использовать соответствующую проволоку – ER 5336, которая обладает следующими хааркетристиками:
- основа – алюминий;
- максимальная прочность – 120 МПа;
- максимальная прочность – 265 МПа;
- удлинение – 26 %;
Массовая доля добавочных элементов:
- Mg – 4,9;
- Mn – 0,15;
- Fe – Особенности сварки алюминия проволокой на полуавтомате
При работе с данным металлом необходимо тщательно контролировать стабильность дуги, длина которой должна быть в пределах 12-15 мм. Сокращение длины гарантированно приведет к прожогу. Длинная дуга не способна нормально сплавить детали. Правильный размер зависит от нескольких факторов:
- Толщина соединяемых элементов;
- Химический состав сплава;
- Теплопроводность.
Наибольшая трудность заключается в заварке кратера по окончанию работ. Это связано с тем, что алюминий очень быстро кристаллизируется. Успешно решить данную задачу поможет лишь опыт, хотя использование четырехтактной горелки существенно облегчит работу, благодаря сварке на малом токе на завершающем этапе.
Особенности подающих механизмов

Классические механизмы для подачи проволоки плохо справляются с пластичными материалами.
Для мягкого металла рекомендуют использовать систему из четырех роликов, поскольку они не деформируют проволоку при подаче.
Длина подающего рукава не должна превышать 3 метра. В противном случае проволока не будет доходить до горелки.
Диаметр отверстия наконечника должен быть на 2 мм больше сечения алюминиевой проволоки, поскольку при температурном воздействии электродный металл расширяется.
[stextbox использовании рукава из тефлона можно увеличить рабочую длину на 50 %, за счет меньшего коэффициента трения.[/stextbox]
Заключение
 Проволока для сварки алюминия – электродный материал, обладающий уникальными характеристиками. Соединение алюминия требует от сварщика высоких профессиональных навыков, поэтому не следует доверять эту работу новичкам.
Проволока для сварки алюминия – электродный материал, обладающий уникальными характеристиками. Соединение алюминия требует от сварщика высоких профессиональных навыков, поэтому не следует доверять эту работу новичкам.
При выборе проволоки обращайте внимание на химический состав рабочей поверхности. При работе тщательно контролируйте стабильность и величину дуги.
[stextbox 6-го разряда Гаврилюк Сергей Михайлович Опыт работы – 17 лет: «Я работаю на АТП слесарем-сварщиком. По долгу службы часто сталкиваюсь с алюминиевыми деталями, в виде различных крышек и поддонов. Поначалу мы пользовались обычной универсальной проволокой, но результат был не особо хорош – латки начинали протекать через несколько сотен километров. Машины у нас ходят далеко, поэтому с ремонтом на расстоянии были большие проблемы. После этого стали подбирать проволоку под конкретный элемент – это расширило ассортимент присадочных материалов, зато сократило расходы на внеплановых ремонтах в дороге».[/stextbox]
Выбор проволоки для сварки алюминия
- Особенности
- Виды
- Как выбрать?
- Нюансы использования
Сварка алюминия – сложный технологический процесс. Металл плохо поддаётся свариванию, ввиду чего выбирать расходные материалы для работы необходимо с особой тщательностью. Из материала данной статьи вы узнаете, как выбрать проволоку для сварки алюминия, какой она бывает, какими особенностями обладает.

Особенности
Проволока для сварки алюминия – присадочная алюминиевая проволока с малым сечением, поставляемая в виде прутков либо в катушках. Её вес измеряется в килограммах, она используется для сварки алюминия, что под силу только опытным сварщикам. Данный расходный материал применяют для сварки на полуавтоматах.
На поверхности алюминия есть тугоплавкая окисная плёнка, которая мешает качественной сварке. Высоколегированная сварочная проволока нуждается во вспомогательной защите.

Ввиду этого используется аргоновая дуговая сварка, уменьшающая негативный эффект, связанный с влиянием среды из-за изоляции.
В ходе сварки приходится следить за присадочным материалом. Во время манипуляций мастера расходнику необходима защита. Поэтому приходится использовать специализированный материал, который автоматически подаётся в зону сварки с одинаковой скоростью. Причём скорость её подачи выше, чем, например, меди.
Алюминий – мягкий металл с низкой температурой плавления. Присадочный материал для его сварки передаёт сварному шву свои характеристики. Чем он прочней, тем прочней сам шов. При этом сварной материал бывает разным, благодаря чему его можно подобрать под конкретный сплав с алюминием (изделия из него обычно имеют разные присадки, повышающие его прочность).

Обычно такая проволока не меняет своих свойств при смене температуры. Она не ржавеет, отличается широким ассортиментом номенклатуры. Благодаря этому можно максимально точно выбрать присадочный материал необходимого диаметра. При этом проволока подходит, как для ручной, так и для автоматической сварки.
Однако у неё есть несколько недостатков. Например, на ней тоже образуется оксидная плёнка, ввиду чего она нуждается в предварительной обработке.

Если этого не делать, это отражается на качестве сварочных швов. Плохо и то, что большой ассортимент усложняет выбор, когда точно не известно, какой материал придётся сваривать.
Свои основные свойства присадочная проволока получает от алюминия. Ввиду большой скорости её плавления, важно следить за точностью регулировки скорости подачи проволоки в рабочую зону сварки. При работе с ней нет потребности в высоких температурах. Причём в ходе работы проволока не меняется в цвете, что может усложнить контроль нагрева. Она не уменьшает электропроводность алюминия.


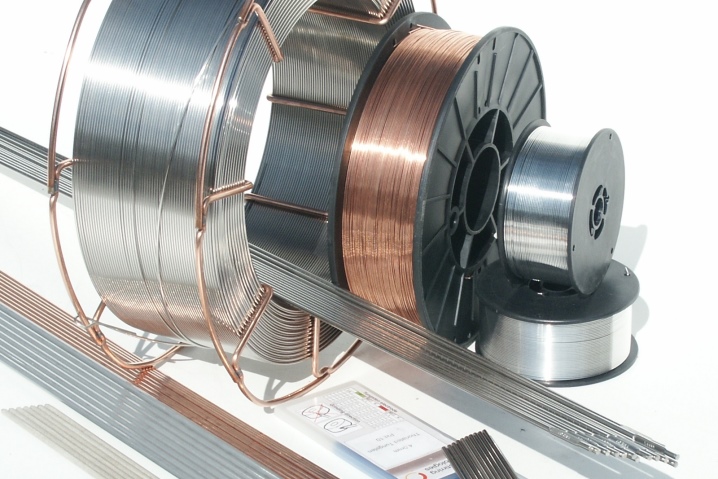
Сварочная проволока имеет диаметр в диапазоне от 0,8 до 12,5 мм. Помимо катушек, её продают в форме бухт и пучков. Зачастую её пакуют в герметичные мешки из полиэтилена вместе с силикагелем. Диаметр тянутой разновидности не превышает 4 мм. Прессованная варьируется в пределах 4,5-12,5 мм.
Химические свойства проволоки для сварки алюминиевых сталей полуавтоматом без газа определяются её составом. Исходя из этого можно выделить несколько типов расходного сварочного материала. При этом маркировка указывает на содержание в составе проволоки алюминия или иных присадок:
- для работы с чистым алюминием (металлом с минимальным числом присадок) подходит присадочная проволока марки СВ А 99, которая состоит из практически чистого алюминия;

- когда планируется работа с алюминием с небольшой долей присадок, используют проволоку марки СВ А 85Т, в состав которой помимо 85% алюминия входит 1% титана;

- в работе с алюминиево-магниевым сплавом применяют сварочную проволоку марки СВ АМг3, в которой содержится 3% магния;

- когда запланирована работа с металлом, в котором преобладает магний, в работе используют специально предназначенную для этого проволоку с маркировкой СВ АМг 63;

- для металла, в состав которого входит кремний, разработана сварочная проволока СВ АК 5, состоящая из алюминия и 5% кремния;

- СВ АК 10 отличается от предыдущего типа расходного проволочного сырья большим процентом кремниевой присадки;

- разновидность СВ 1201 предназначена для работы с алюминиевым сплавом, содержащим медь.

Присадочную проволоку для сварки алюминия производят с ориентацией на 2 основных стандарта.
ГОСТ 14838-78 говорит о том, что данная продукция разработана для холодной высадки из алюминия и его сплавов, в которых он доминирует. ГОСТ 7871-75 – стандарт проволоки, применяемой исключительно для сварки алюминия и его сплавов.
Помимо сочетаний алюминий/кремний, алюминий/магний в продаже встречается проволока из алюминия с присадкой марганца. В большинстве случаев для работы приобретают расходное сырьё универсального назначения. Несмотря на то что универсальность считается относительной, данная проволока обеспечивает высокое качество сварных швов. Она не магнитится, является уникальным электродом особого типа.

Как выбрать?
Выбирать алюминиевую проволоку для сварки необходимо правильно. От этого зависят качество и надёжность формируемых сварочных швов, а кроме того, стабильность их механических характеристик. Чтобы приобрести действительно качественный расходник, нужно учитывать такие параметры:
- сопротивление шва на разрыв;
- пластичность сварного соединения;
- устойчивость к ржавлению;
- устойчивость к появлению трещин.
Подбирать сварочную проволоку нужно с учётом свариваемого объекта. Диаметр расходника должен быть чуть меньше толщины металла. К примеру, для листового алюминия толщиной 2 мм подойдёт пруток с диаметром 2-3 мм.
Кроме того, необходимо знать состав объекта, для которого покупают расходник. В идеале его состав должен быть идентичным составу металла.
Такой компонент, как кремний, придаёт проволоке прочность. В иных модификациях в её состав могут входить никель и хром. Данное расходное сырьё используют не только в машиностроении, пищевой, нефтяной и лёгкой промышленности, но и судостроении. Высококачественная сварочная проволока для алюминия является незаменимым элементом дуговой сварки.
Если точно не известно, что входит в состав имеющегося материала для сварки, лучше купить универсальную присадочную проволоку для работы с алюминием с маркировкой СВ 08ГА. При этом необходимо учитывать объём расходного сырья. Если планируется небольшой объём работы, нет смысла покупать большие катушки проволоки.
Если же запланирована длительная и однотипная работа, не обойтись без большого запаса материала. В таком случае выгодней покупать бухты, отличающиеся максимальной длиной проволочного расходника. Чтобы не ошибиться в выборе, стоит обратить внимание на температуру плавления металла и самой проволоки. Работать придётся быстро, чтобы не прожечь металл. Поэтому нужно, чтобы она была идентичной.

Отличается же она преимущественно из-за наличия в составе примесей. Чем больше разнятся составы проволоки и металла, тем хуже качество сварочного шва.
Вспомогательные присадки в составе сплавов могут стать причиной того, что металл перегреется, а проволока так и не достигнет необходимого состояния для сварки.
Чтобы не сомневаться, можно обратить внимание на марку. В идеале марка проволоки и свариваемого металла должна быть идентичной. Если она не совпадёт, это может сказаться на качестве сварочных швов.
Купить качественный проволочный материал можно у проверенных производителей. К таким брендам относятся ESAB, Aisi, Redbo и «Искра».

При выборе присмотренного варианта нельзя забывать ключевое правило. Использование материала должно быть своевременным. После вскрытия упаковки время хранения необходимо свести к минимальному значению. Чем дольше будет храниться проволока, тем быстрее она придёт в негодность. Максимальную осторожность следует соблюдать при хранении материала в условиях повышенной влажности.
При покупке стоит учесть, что маленькие катушки с намотанной проволокой для сварки алюминия подходят далеко не ко всем аппаратам. Если при подборе того или иного варианта возникают сомнения, можно посоветоваться с продавцом-консультантом.

Ещё лучше зайти на сайт производителя и поинтересоваться у него, какой именно вид проволоки подойдёт для работы с конкретным металлом.
Нюансы использования
Пользоваться расходником для сварки алюминия не так просто. Присадочный материал отличается склонностью к короблению, у него высокий коэффициент линейного расширения. Металл не упругий, что может осложнить проведение сварки. Ввиду этого необходимо обеспечить жёсткость фиксации свариваемого предмета, для чего можно использовать разные грузы.
Непосредственно перед самим процессом сварки проводят предварительную подготовку металла. Поверхность самого объекта и проволоки очищают от плёнки посредством химического растворителя. Это позволит минимизировать вероятность образования кристаллических трещин. Упростить работу и избежать появления трещин поможет предварительный нагрев заготовок до температуры 110 градусов.

О том, как выбрать присадочный пруток, смотрите далее.

