Изготовление алюминиевых форм для литья из свинца
Формы для грузил — svoimirukami.org
Покупать у нас выгодно. Вы оплачиваете заказ любой картой на сайте при оформлении заказа из любой точки мира без комиссии!

Мы размещаем новые формы, сделанные под заказ, в нашей группе в VK, заходите:
Выберите подкатегорию
- НОВИНКИ (6)
- РАЗБОРНЫЕ ГРУЗА ПОД УХО-СКРЕПКУ (16)
- ДЖИГИ (6)
- КАРПОВЫЕ ГРУЗА (6)
- ГРУЗА С УХОМ (15)
- ГРУЗА С ВЕРТЛЮГОМ (10)
- СКОЛЬЗЯЩИЕ ГРУЗА (11)
- ЛОЖКИ (4)
- УТЯЖЕЛИТЕЛИ ДЛЯ ПЛАСТИКОВЫХ КОРМУШЕК (3)
- ПОРОЛОНОВЫЕ РЫБКИ (1)
- ЛИТЬЕВЫЕ ФОРМЫ. АКЦИЯ! (6)
- ДОПОЛНИТЕЛЬНАЯ КОМПЛЕКТАЦИЯ (5)

Кольцо с прорезью
Веса 80-100-120-140 г. Кольцо с прорезью под карповое ухо представлена в нескольких ва..

Комплект (2 шт) латуневых вставок для формы пули 18-40 г
Две латуневые вставки с отверстием для отливки груза пуля скользящая.

Маркер ухо+вертлюг/только вертлюг
Веса 40-50-60-70-80-90-100-120 г. Форма маркерный груз представлена в нескольких вариа..


Чебурашка разборная. Акция!
Веса 4-5-6-7-8-10-12-14-16-18-20-22-24-26-28-30 г. Форма для литья грузил чебурашка&nb..

Мина 20-70 г.
Веса 20-30-40-50-60-70 г. Форма выполнена на станке с ЧПУ. Чем отличается форма ЧПУ от “..

Ракета четырехкрылая ухо+вертлюг
Веса 50-60-70-80-100-120-140-160100-120-140-160 г. Форма для грузила ракета остроносая ..

Горизонт ухо+вертлюг
Веса 60-70-80-90-100-110-120-130-150-180 г. Форма из карповой линейки, для грузила горизонт с ухо..

Чебурашки разборные

Колокол с ухом
4-6-8-10-12-14-15-16-18-20-25-22-24-26-28-30-35-40-45 г. Форма для грузила колокол с ухом 4-30 гр..

Макушатник ложка скользящая
Веса 70-90-105-120-135-150 г. Форма для грузила макушатник «ложка» для изготовления осн..

Чебурашка разборная приплюснутая
Веса 4-5-7-8-10-12-14-16-18-20-22-24-26-28-30-32-34-36-38-40-43-46-50-55-60 г. Форма для лит..

Банан с вертлюгом

Трилоб с ухом и вертлюгом
Веса 70-80-90-100-110 г. Форма из карповой линейки, для грузила трилоб с ухом и вертлюг..

Трехгранка ухо+вертлюг
Веса 40-50-60-70-80-90-100-120 г. Форма для грузила трехгранка Форма выполнена на станке..

Макушатница
Веса 40-60-90-120 г. Форма для грузила макушатница. Данная форма предназначена для изготовления г..

Сапожок разборный
Веса 4-6-8-10-12-14-16-18-20-22-24-26-28-30-32-34-36-38-40-42-46-50-56-60 г. Форма пре..

Кегля разборная
Веса 12-14-16-18-20-22-24-26-28-30-32-34-37-40-43-46-50 г. Форма кегля разборная представлен..

Кегля разборная скошенная
Веса 6-8-1012-14-16-18-20-22-24-26-28-30-32-34-37-40-45-50 г Форма для грузила кегля р..

Ромб скользящий
Веса 20-30-50-60-80-100-120-150-200г. Форма для литья грузила ромб представленая в нескольки..

Ромб ухо+вертлюг
Веса 30-40-60-80-100-120-140-150-160-180-200-220 г. Форма для литья грузила ромб представлена в н..

Эксцентрик разборный таблетка
Веса 4-6-8-10-12-14-16-18-20-22-24-26-28-30-32-34-36-38-40-43-46-50-55-60 г Форма для ..

Эксцентрик разборный вытянутый
Веса 4-6-8-10-12-14-16-18-20-22-24-26-30-34-38-42-46-50-54-60 г. Форма для грузила экс..

Дроп-шот вертлюг
Веса 4-5-6-7-8-10-12-14-16-18-20-22-24-26-28-30-32-34-38-40-42-45-50-55-60-65-70-75-80 г Форма дл..

Дроп-шот ухо/ухо+вертлюг
Веса 20-25-30-35-40-45-50-55-60-65-70-75-80-90-100-110-120 г. Форма для отливки грузил..
- 1
- 2
- 3
- >
- >|
 Рыболовный спорт набирает все большую популярность среди людей разного возраста, рода деятельности и социального статуса. Его развитие привело к тому, что за последние несколько лет значительно расширился ассортимент рыболовных снастей, в том числе и грузил. Сами рыбаки начали развивать творческий потенциал, изготавливая с помощью специальных форм грузила разных размеров и конфигураций. Они подбираются с учетом особенностей водоема, типа приманки, интенсивности течения.
Рыболовный спорт набирает все большую популярность среди людей разного возраста, рода деятельности и социального статуса. Его развитие привело к тому, что за последние несколько лет значительно расширился ассортимент рыболовных снастей, в том числе и грузил. Сами рыбаки начали развивать творческий потенциал, изготавливая с помощью специальных форм грузила разных размеров и конфигураций. Они подбираются с учетом особенностей водоема, типа приманки, интенсивности течения.
В нашем интернет-магазине вы можете формы для литья грузил купить по выгодным оптовым и розничным ценам. Они классифицируются на следующие типы:
пресноводные (используются при ловле рыбы в речках, озерах, прудах);
По способу изготовления формы для грузил бывают штампованными или выфрезерованными. Первый вариант отличается доступной стоимостью, что привлекает большинство рыболовов. Низкая цена обусловлена поточным производством. Производитель предлагает формы для грузил разного веса формы, которые наиболее популярны сегодня на рынке. Выфрезерованные матрицы изготавливаются на заказ. Клиент в этом случае определяет количество форм, заливной канал, способ открывания и закрытия.
Ассортимент форм.
 Мы следим за тенденциями на рыболовном рынке, поэтом предлагаем актуальные модели. Все формы для грузил из свинца, представленные в нашем каталоге, изготовлены в заводских условиях. Они отличаются удобством в использовании, надежностью и долговечностью. Для удобства их использования в комплекте идут:
Мы следим за тенденциями на рыболовном рынке, поэтом предлагаем актуальные модели. Все формы для грузил из свинца, представленные в нашем каталоге, изготовлены в заводских условиях. Они отличаются удобством в использовании, надежностью и долговечностью. Для удобства их использования в комплекте идут:
Мы собрали самые популярные варианты в одном каталоге, поэтому вы можете самостоятельно изготовить грузила нужного вам размера, формы и веса. Легкие грузила, общий вес которых не превышает 20 грамм, идеально подходят для ловли на поплавок. Если вы собираетесь на ловлю живца, тогда используйте грузила до 80 грамм. Тяжелые изделия, вес которых может достигать 250-300 грамм, служат как донки при большом течении.
 Вы также можете купить формы для грузил маркерного типа. Они предназначены для изучения дна. Посредством этого снаряжения можно найти перспективные места для ловли. Особенность груза заключается в специальной форме, которая позволяет чувствовать малейшее изменение донного ландшафта. Вы можете купить формы для свинцовых грузил и изготавливать их по мере необходимости в нужном количестве.
Вы также можете купить формы для грузил маркерного типа. Они предназначены для изучения дна. Посредством этого снаряжения можно найти перспективные места для ловли. Особенность груза заключается в специальной форме, которая позволяет чувствовать малейшее изменение донного ландшафта. Вы можете купить формы для свинцовых грузил и изготавливать их по мере необходимости в нужном количестве.
При вываживании рыбы или ее вытягивании из воды, чтобы исключить волочение, стоит использовать грузы-самолеты. При донной ловле отлично показали себя на практике рамочные грузы. Кубическая оснастка гарантирует отличную самозасечку, так как грани исключают зарывание в ил. При дальних забросах в воду хорошие аэродинамические показатели продемонстрируют стреловидные грузила. В нашем интернет-магазине вы сможете купить форму для грузил из свинца всех перечисленных выше видов. Выбирайте товар в соответствии со своими запросами.
Почему стоит остановиться на свинцовых грузилах?
 Грузила из свинца по праву считаются самым популярным видом оснастки, поэтому в нашем интернет-магазине представлен большой выбор форм для их изготовления. Свинец – это уникальный по своим характеристикам материал, выполненное из него снаряжение для ловли обладает рядом достоинств:
Грузила из свинца по праву считаются самым популярным видом оснастки, поэтому в нашем интернет-магазине представлен большой выбор форм для их изготовления. Свинец – это уникальный по своим характеристикам материал, выполненное из него снаряжение для ловли обладает рядом достоинств:
экологичность и безопасность для окружающей среды;
при небольших размерах обеспечивается достаточный вес;
возможность оформления в любой цвет;
Условия заказа и доставки товара.
Формы для изготовления грузил из свинца купить в интернет-магазине можно по выгодным ценам. Для вашего удобства весь ассортимент представлен в одном каталоге. Здесь вы найдете описание каждой товарной  позиции с указанием точной стоимости. В других разделах нашего магазина можно купить крючки , ушки и прочее снаряжение для рыбалки. Не забудьте посетить наш раздел Нестандартные формы , который мы постоянно пополняем теми формами, которые у нас заказывают покупатели с учетом своих пожеланий. При крупном заказе дополнительно предоставляется скидка. Для ее расчета обратитесь к нашим менеджерам.
позиции с указанием точной стоимости. В других разделах нашего магазина можно купить крючки , ушки и прочее снаряжение для рыбалки. Не забудьте посетить наш раздел Нестандартные формы , который мы постоянно пополняем теми формами, которые у нас заказывают покупатели с учетом своих пожеланий. При крупном заказе дополнительно предоставляется скидка. Для ее расчета обратитесь к нашим менеджерам.
Мы предлагаем для покупки формы для грузил, изготовленные как не ЧПУ, так на ЧПУ. Первый вариант отличается более низкой ценой. Изделия выпускаются посредством литья под давлением. На станках с числовым программным управлением изготавливаются формы, в которых по желанию покупателя можно что-нибудь подправить.
Стать нашими клиентами и воспользоваться всеми преимуществами сотрудничества могут клиенты из любого региона страны. Мы готовы отправить товар в сжатые сроки по всему миру почтой и ТК СДЭК. Точные сроки прибытия заказа уточняйте у наших специалистов. Они бесплатно проводят персональные консультации, помогают с выбором продукции, рассчитывают размер дополнительной скидки. Вы можете подписаться на сайте, чтобы быть в курсе последних новостей. Вам будут приходить уведомления о появлении нового товара в продаже, начале акций.
Как изготовить формы для литья грузил своими руками
Грузило относится к числу расходных составляющих снасти и часто пропадает вместе с крючком при поклевке крупной и сильной добычи. В магазинах стоимость грузил растёт прямо пропорционально их весу. Поэтому если ловля крупной рыбы осуществляется на несколько снастей, то приобретение грузил становится довольно накладным.
При этом данный элемент оснастки является достаточно простым в изготовлении и практически не требует тщательной обработки и сложной подготовки к использованию.
- Простые варианты ↓
- Изготовление простых одноразовых форм ↓
- Формы для регулярного использования ↓
- Изготовление многоразовой формы из цемента ↓
- Формы для отливки нескольких грузил ↓
- Блиц-советы ↓
Материал для грузила также достаточно распространен и доступен, поэтому даже сложные грузила вполне можно изготовить и самостоятельно, используя соответствующие заготовки.

Простые варианты
Самое простое – это изготовление грузил из свинца при помощи гипсовой или песчаной формы. Такой способ имеет ряд несомненных плюсов:
 доступность и распространенность материала;
доступность и распространенность материала;- свинец плавится при относительно небольшой температуре – 320°С;
- простота изготовления.
 доступность и распространенность материала;
доступность и распространенность материала;Использование свинца и гипса при самостоятельной выплавке грузил имеет несколько существенных нюансов:
- при температуре около 200°С из гипса начинает активно испаряться вода, что приводит к разрушению его структуры и раскалыванию изделия;
- свинец при застывании впрессовывается в гипс, что делает практически невозможным извлечение грузила без разрушения формы;
- заготовка из гипса имеет большое количество микропор, что приводит к необходимости полировки готового изделия.
При использовании вместо гипса песка значительно упрощается процесс подготовки формы, однако повышаются требования к материалу короба, в котором будет находиться заготовка при заливке свинца, желательно использовать опору из металла. Само изделие будет несколько менее эстетичным и потребует серьезной полировки.
Изготовление простых одноразовых форм
Хрупкость, разрушение структуры гипса при испарении воды делает затруднительным использование этого материала для многоразового использования. Однако в качестве одноразовой и простой в изготовлении пресс-формы, гипс подходит как нельзя лучше.
Чтобы сделать форму для простого грузила нужно:
- Подготовить короб для заливки формы, он должен состоять из двух частей, плотно монтирующихся друг на друга, можно использовать небольшие дощечки, скрепленные винтами;
- Развести гипс до сметанообразного состояния, при этом нужно стараться, чтобы в полученной смести не было пузырьков воздуха, так как на их месте потом появляются пустоты;
- В нижнюю часть короба заливается первый слой гипса, который должен немного застыть;
- В гипс до половины погружается нужное грузило и с помощью сверла, сбоку от заготовки, в гипсе делается отверстие для заливки свинца (в эти отверстия лучше вставить подходящие по размеру цилиндрики);
- Поверхность застывшего слоя смазывается растительным маслом, чтобы после можно было легко разделить половинки формочки;
- Сверху устанавливается вторая часть короба, в которую заливается гипс;
- После застывания всей конструкции короб разбирается, разделяются обе части формы и вынимается грузило и цилиндрики заливных каналов;
- Форма зачищается и покрывается изнутри слоем сажи при помощи копоти от горящей свечки;
- Закрепляются ушки и петли для грузила, формочка собирается и закрепляется проволокой;
- Готовая форма должна хорошо просохнуть, для этого её нужно поместить в сухое место на 1-2 дня или использовать духовку.
 Подготовить короб для заливки формы, он должен состоять из двух частей, плотно монтирующихся друг на друга, можно использовать небольшие дощечки, скрепленные винтами;
Подготовить короб для заливки формы, он должен состоять из двух частей, плотно монтирующихся друг на друга, можно использовать небольшие дощечки, скрепленные винтами;Самым же простым способом изготовления конусовидного грузила является использование бумажного конуса в песке:
- Бумажная заготовка (свернутый в конус кусок бумаги) вставляется в любую посуду, плотно заполненную песком, в острый конец конуса вставляется металлическая петля для грузила;
- Свинец расплавляется и заливается в бумажный конус;
- Часть конуса сгорает, но за это время свинец успевает немного остыть и начать затвердевать;
- Остывшую заготовку вынимают из песка и обрабатывают напильником.
Вместо бумаги можно использовать алюминиевую фольгу.

Материал для грузила также достаточно распространен и доступен, поэтому даже сложные грузила вполне можно изготовить и самостоятельно, используя соответствующие заготовки
Формы для регулярного использования
Гипсовая форма, даже очень хорошо сделанная и высушенная, рано или поздно разрушится и придется делать новую или использовать изделие, подходящее для частого использования.
Конечно же, для многократного использования лучше всего подойдут формы из жаростойкой стали или чугуна, но сделать такие самостоятельно практически невозможно. А вот цемент неплохо подходит для создания плавильной формы, правда для этого потребуется немного потрудиться.
Материалы и инструменты для многоразовой формы:
- материал для опалубки (деревянные доски);
- жидкое мыло;
- цемент;
- круглый надфиль;
- мелкая наждачная бумага;
- струбцина;
- цилиндрики для закладки в заливное отверстие;
- проволока для изготовления петель для грузила.

Для многократного использования лучше всего подойдут формы из жаростойкой стали или чугуна, но сделать такие самостоятельно практически невозможно
Изготовление многоразовой формы из цемента
Создание цементной формы довольно затратное по времени, это связано с относительно долгим застыванием смеси.
Сам процесс создания формы выглядит примерно так:
- Изготавливается опалубка, желательно разборная;
- Внутренняя поверхность опалубки покрывается жидким мылом и устанавливается на ровную поверхность, также обработанную мыльным раствором;
- Опалубка наполняется раствором цемента;
- В ещё не затвердевший цемент, наполовину погружается нужная заготовка;
- Цемент должен полностью застыть, на это может потребоваться 1-2 дня;
- После полного высыхания цемента, опалубка разбирается и снова собирается для следующего заполнения;
- Первая, застывшая половина, вместе с торчащей заготовкой смазывается мылом;
- Заготавливается вторая половинка формы, в неё заливается цемент;
- Первая половина с поверхностью, покрытой мыльным раствором, устанавливается на вторую часть формы;
- Цемент снова застывает;
- После высыхания цемента в обеих половинах формы, круглым надфилем растачиваются центральные конусовидные отверстия в каждой половине для заливки свинца, также делается два боковых канала для отвода воздуха;
- Поверхность формы для грузила обрабатывается наждачкой;
- Перед заливкой половинки формы плотно скрепляются струбциной.

Формы для отливки нескольких грузил
Для более быстрой работы можно изготавливать формы сразу на несколько грузил. Для опалубки можно использовать решетку от неоновых ламп.
При подготовке формы для нескольких заготовок может потребоваться дополнительная помощь, так как можно не успеть разместить все заготовки до отвердевания используемого материала.
Литье свинца
Свинец и его сплавы широко используют для изготовления шрифтов, подшипников скольжения и множества небольших деталей. Кроме того, свинец является основным компонентом аккумуляторных батарей разной емкости.

В быту свинец используют для получения рыболовных снастей, грузов для балансировки колес и пр.
Большая часть деталей машин и узлов, изготавливаемых с использованием свинца, производят, применяя литейные технологии.
Технологический процесс литья из свинца
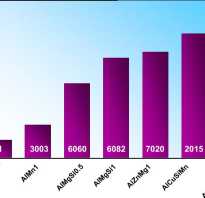
Свинцовые сплавы — это многокомпонентные составы, которые могут содержать в своем составе до 10% меди. Ее наличие существенно повышает температуру плавления. Второй по значимости компонент – сурьма. Основное достоинство свинцовых сплавов является то, что для работы с ними можно использовать формы практически любой конфигурации, при довольно небольших давлениях. Температура плавления свинца довольно небольшая – 325-350 градусов и это позволяет отливать свинцовые детали в домашних условиях.
Для литья свинца применяют технологию литья под давлением. В качестве печей для расплава применяют оборудование, работающее на различных видах топлива – газа, мазута, кокса и электрической энергии. Это оборудование должно обеспечивать выполнение следующих требований:
1. Минимальное время, затрачиваемое на плавку.
2. Минимальные потери материала.
3. Минимальный расход топлива.
4. Безопасную и комфортную работу.
Для получения расплава свинца и его сплава температуры обеспечиваемой в печах достаточно для плавления свинца.
Обработку свинца производят в тигельных печах. Главное отличие этого класса оборудования заключается в том, что расплав не входит в контакт с продуктами сгорания топлива. Свинец и его сплава плавят в печах с металлическими или графитовыми тиглями, которые могут работать на нескольких видах топлива.
Тигельные печи выпускают в двух исполнениях:
• стационарное;
• поворотное.
Печи с графитовыми тиглями для литья позволяют выполнять плавку различных металлов – и свинец, и олово, и алюминий. Причем переход с одного металла на другой происходит с минимальными затратами. Но тигли, выполненные из графита, обладают невысокой стойкостью и поэтому чаще применяют тигли, выполненные из чугуна.

Процесс литья свинца
Процедура получения свинцовых деталей выглядит следующим образом. Свинцовые чушки или лом погружают, где и происходит переход свинца из твердого состояния в жидкое. После этого жидкий материал разливают по подготовленным моделям.
Принцип отливок в промышленности и домашнем хозяйстве одинаков, ключевые различия заключаются только в масштабах.
Формы для выплавки свинца
Как уже отмечалось ранее, свинец для получения деталей отливают в формы. Формы для литья изготавливают из разных материалов – в промышленности используют сталь, чугун, графит, алюминиевые сплавы. В домашних условиях используют песок, гипс, силикон и другие материалы.
Форма свинцовой отливки может быть изготовлена руками, но чаще всего применяют механизированное оборудование. Тем более что во многих домашних мастерских можно встретить хоббийное механическое оборудование.
Конструктивно форма для отливки свинцовых изделий состоит из нескольких частей:
1. Собственно форма, как правило, включающая в свой состав две части.
2. Плавкие или неплавкие стержни, направляющие и замки.
Для изготовления гипсовой формы необходимо подготовить две коробки, выполненные из дерева. Затем, гипс, разведенный до сметанообразного состояния гипс, заливают в деревянную коробку. После того как через некоторое время гипс начнет застывать, в это время можно в него установить будущее изделие. При этом оно, должно быть, погружено в гипс наполовину. Так будет сформирована первая половина формы. Аналогичную операцию необходимо выполнить для получения второй формы. После того как гипс высохнет форма будет готова. Для того, что бы можно было заливать расплавленный свинец во время изготовления формы необходимо сформировать литьевое отверстие.

Формы для литья цинковых изделий
Перед тем как залить в форму ее рабочую поверхность необходимо смазать маслом. Это облегчит в дальнейшем разборку формы. После того как заготовка готова ее достают из формы и подвергают механической обработке.
Детали можно получать, применяя различные виды материалов для изготовления форм. Например, литье в металлические формы, это самый распространенный вид, применяемый на производстве. Для изготовления форм применяют чугун, сталь и алюминий. В промышленных масштабах изготовление литейных форм из металла не составляет особого труда. Вся документация, необходимая для изготовления форм, разрабатывается в конструкторском бюро и передается в производство, где и происходит ее изготовление.

Силиконовая форма для литья свинца
Один из способов получения свинцовых отливок — это литье свинца в силиконовую форму. Изготовление литьевой формы из силикона, пожалуй, самое длительное по времени. Дел в том, что практически все операции по созданию формы производят вручную, нанося силикон на макет слоями и тщательно его, выравнивая руками. Кроме того, надо учитывать, что нанесенный слой должен просохнуть, а это 10 – 15 минут. Но в этом случае результат оправдывает ожидания и на выходе будет получена многооборотная форма.
Литье свинца под давлением
Технологию литья под давлением применяют в том случае, если стоит задача производства небольших отливок с тонкими стенками.
Эта технология имеет определенные преимущества:
1. Высокая точность отливок.
2. Высокое качество поверхности.
3. Отсутствие необходимости проведения дальнейшей механический обработки отлитых изделий.
4. Возможность изготовления заготовок со сложной конфигурацией.
5. Высокая производительность комплекса литья под давлением.
6. Низкое количество некондиционных изделий.
7. Экономия средств и ресурсов при изготовлении крупных партий отливок.
Область применения литья из свинца
Свинец входит в первую пятерку используемых в быту и промышленности цветных металлов. Он уступает только алюминию, меди и цинку.
Свойства свинца и определили сферу его применения. Основной потребитель этого металла предприятия по производству аккумуляторных батарей. Это вызвано тем, что свинец обладает высокой стойкостью к воздействию щелочей. Для установки в аккумуляторы используют решетки, выполненные из сплава свинца и сурьмы.
Определенные объемы свинца применяют для нужд электротехники, его используют для производства кабельно-проводниковой промышленности. Производство топлива также не обходится без свинца. Из него производят тетраэтилсвинц, используемый для повышения эксплуатационных характеристик топлива.

Область применения литья из свинца
Использование ядерной энергии породило множество технических проблем и одна из них – защита от радиации. Свинец поглощает гамма-лучи именно это свойство, позволило использовать свинец для защиты от радиации.
Лакокрасочная промышленность потребляет большое количество свинца, из его оксида производят сурик.
Литье из свинца в домашних условиях
Литье свинца в домашних условиях вполне осуществимо. Для получения расплава свинца достаточно обеспечить его разогрев до температуры 327 градусов. Для этого можно использовать газовую плиту, горелку. Некоторые умельцы умудряются использовать промышленные фены, способные разогреть воздух до 500 градусов.

Область применения свинца в домашних условиях
Как правило, литье в домашних условиях производят с целью получений рыболовной оснастки – грузил, блесен. Кроме того, из свинца отливают фигурки солдатиков, части ювелирных изделий и пр.
Литье алюминия в домашних условиях: изготовление форм, технологический процесс
В детстве многие пробовали плавить свинец. Материал можно было найти в отработанных аккумуляторах. Он быстро плавился в костре и хорошо выливался в простые формы. Литье алюминия в домашних условиях также возможно. Этот металл более практичен и представляет определенный интерес для самобытных мастеров. Однако для литья необходимо обеспечить в два раза большую температуру, и пламени костра для этого будет недостаточно.
Алюминий: характеристики
Этот металл до открытия и внедрения доступного способа промышленного получения считался драгоценным. На определенном историческом этапе он был дороже золота. Его свойства могли быть использованы во многих отраслях. Алюминий – легкий и пластичный материал. Он поддается штамповке, гнется, хорошо льется в сложные формы, особенно под давлением. Температура его плавления составляет 660 °C, ее можно достигать и без промышленного оборудования. А значит, литье алюминия в домашних условиях вполне возможно.
Кому это пригодится? Алюминий – материал проверенный. Из него изготавливали и посуду, и детали для авиационной и космической промышленности. Отливки, обладающие хорошей теплопроводностью, коррозионной стойкостью и приемлемой прочностью, ценят любители мастерить. Материал подойдет для изготовления сувениров, декоративных элементов утвари, для ремонта или восстановления деталей и узлов в технике.
Литье алюминия в домашних условиях
Достичь температуры плавления без использования промышленных технологий можно различными способами. В старину кузнецы ковали сталь и разогревали ее энергией сжигаемого угля. Это первый вариант, но для его реализации понадобится печь с принудительной подачей воздуха.
Второй вариант – использование природного, или сжиженного газа. Процесс можно организовать в самодельной печи. Есть и другая возможность, если объемы плавки незначительны. В этом случае можно использовать бытовую газовую плиту.
Литье алюминия в домашних условиях также можно организовать, если в хозяйстве имеется ацетиленовый генератор и резак. Подойдет и вариант с электрической муфельной печью. Такое оборудование уже можно отнести к промышленному. Но если нет желания изготавливать печь, его вполне реально взять напрокат и заказать услугу оператора.
Технологический процесс
В принципе, должна моделироваться ситуация промышленного литья с оговоркой на домашние условия. В любом случае необходимо подготовить сырье. Лом алюминия очищают от грязи, сторонних примесей, всевозможных наполнителей. Крупные части измельчают до нужного размера.
Технология литья алюминия состоит из нескольких этапов. Подготовленный лом плавят выбранным способом. При достижении текучей фазы с поверхности расплава снимается шлак. На завершающей фазе форма заполняется жидким металлом. Одноразовая форма разбивается после остывания.
Предварительно нужно определиться, что предстоит отлить. Даже если это пробная попытка плавки, есть смысл подготовить хоть какую-то форму. А вдруг удастся достичь нужной температуры? Интересно же увидеть результат плавки и оценить результаты: внешний вид, пористость, чистоту. Любой опыт, даже неудачный, пойдет на пользу.
Условия и необходимое оборудование
При плавке вторичного сырья обгорает покрытие, выделяются испарения, есть задымленность. Работать в условиях закрытого помещения без интенсивно функционирующей вытяжки проблематично. Лучший вариант – открытое пространство.
Даже в этом случае будет полезен дополнительный источник вентиляции. Формовочное литье алюминия в пенопласт сопровождается интенсивным выделением продуктов горения. Вентилятор с боковым обдувом рабочего места будет удалять едкий дым, что обеспечит нормальные условия для литья.
Оборудованное и хорошо продуманное в организационном плане рабочее место также важно. Желательно иметь в качестве основы на столе листовой металл или другую поверхность, не поддающуюся воздействию высокой температуры расплавленного алюминия. Вероятность брызг и пролива жидкой массы высока. Помня это, следует задуматься о необходимости проведения работ в условиях жилого помещения.
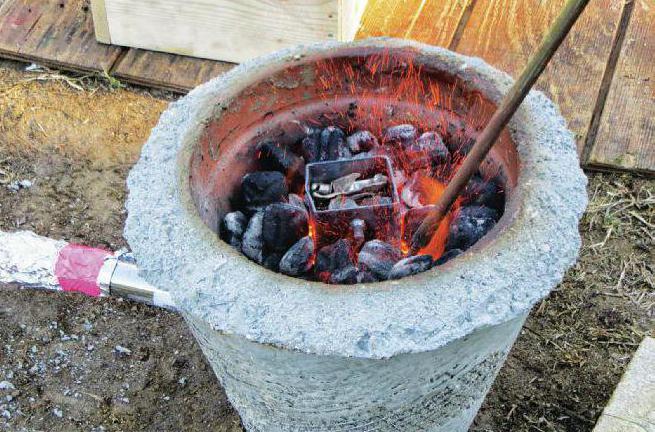
Самодельная печь для плавки
Проще всего взять несколько огнеупорных кирпичей и выложить из них очаг. Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Внутрь закладывается древесный (каменный) уголь. Разжигается огонь, включается подача воздуха. Сосуд, где будет плавиться алюминий, устанавливается внутрь печи. С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.
В идеале топливник делают цельным с овальным сводом. Используют специальные смеси для кладки жаропрочного кирпича и футеровки печей. Такую конструкцию вполне можно соорудить из старого ведра. Внутренний свод формируют, используя пластмассовые цветочные горшки подходящего размера. Внутрь массы для армирования можно вмуровать металлическую сетку. После застывания смеси получится добротная печь, способная выдержать не одну плавку.
Использование кухонной плиты
Штучное литье из алюминия можно организовать без изготовления специальной печи. Необходимая температура достигается с использованием бытового газа. Сам процесс плавки занимает около получаса, если объем алюминия не превышает 100-150 грамм.
В качестве емкости используют жестяную банку из-под сгущенки, например. В нее засыпают очищенный и измельченный лом алюминия. Но расплавить его, поставив жестяную банку на решетку над горелкой, не получится – не хватит температуры. Чтобы уменьшить потери тепловой энергии, изобретатели придумали хитрую конструкцию.
Банка с сырьем для плавки помещается внутрь другой жестянки и устанавливается на распорках таким образом, чтобы снизу до дна и с боков до стенок был зазор 5-10 мм. Вторая банка, соответственно, должна быть большего диаметра. В ней снизу проделывается отверстие (диаметром 3-4 см) для подвода струи пламени. Рассекатель с горелки газовой плиты снимается.
Поджигается пламя. Конструкция устанавливается строго над его фитилем. Пламя должно проходить внутрь и греть только жестянку с ломом. Банка большего диаметра играет роль оболочки и удерживает тепло внутри. Сверху проем прикрывается, оставляется лишь зазор для выхода продуктов горения. Интенсивность горения регулируется.
Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Простые формы
Какие есть способы литья алюминия? Проще всего вылить расплавленный металл в металлическую форму: старую кружку, сковородку, консервную банку. После остывания болванку извлекают. Проще это сделать, если обстучать еще не остывшую форму. Если на ней были рифленые бортики или обратные углы, каркас придется разрезать. Можно вылить слегка остывшую каплю металла просто на подготовленную несгораемую поверхность. Такие способы называют открытыми.
Если есть необходимость сделать особую отливку, сначала нужно приготовить для нее форму по размеру. Чтобы металл после остывания приобрел четкие очертания, делают закрытые формы из двух или более составных частей. Одна из них является основной, а другая обычно формирует свод или боковую поверхность. В ней делают отверстия. Часто сверху над ними добавляют еще одну часть формы – воронкообразные летники для удобства.
Материал
Формы для литья алюминия в зависимости от способа можно изготавливать по разной технологии. Есть несколько простых вариантов. Для открытой заливки в простую форму часто используют просеянную землю (кремнезем). Ее укладывают слоями и трамбуют. После извлечения формирующего элемента земля держит форму и выдерживает заливку. Такой материал простой и дешевый в использовании.
Есть мастера, которые льют алюминий в песок. При замешивании используют жидкое стекло (силикатный клей). Есть информация об использовании цемента. Смесь замешивается, как ни странно, на тормозной жидкости. Разминается руками и протирается через сито, чтобы не было комков. Консистенция должна быть такая, чтобы при сжимании в кулаке формировался комок. При трамбовке песок и цемент хорошо удерживаются внутри опоки и повторяют даже мелкие детали формы заготовки.
Изготовление сложных форм
Отливки сложной конфигурации делают по другой методике. Чаще всего материалом служит гипс (алебастр). Формы без обратных углов и поднутрений могут быть разборными и состоять из двух или более частей. Долго они не прослужат, но несколько отливок вполне реально получить.
Сложный узел или декоративную объемную модель можно изготовить один раз, при этом форму придется разбивать. Есть два метода в работе. Можно изготовить восковую (парафиновую) модель, залить ее гипсом. Позже в процессе интенсивной сушки этот материал расплавится и выльется через летники.
Литье алюминия в гипсовую форму по пенопласту предполагает изготовление из этого материала макета будущей отливки. Он заливается подготовленной смесью и уже не извлекается. Расплавленный алюминий заливается поверх. Температура металла плавит пенопласт, он испаряется в процессе, а жидкий алюминий заполняет освободившееся при этом пространство.
Ошибки при литье
Изготовление форм из гипса – удобный и недорогой способ. Но в материале имеется влага. При естественной сушке она остается. При заливке расплавленного металла влага начинает интенсивно испаряться. Даже интенсивная сушка в духовке не гарантирует ее полное отсутствие. В зависимости от количества оставшейся влаги в форме отливка алюминия может иметь мелкие раковины или большие застывшие пузыри и кратеры.
Если металл был недостаточно разогрет или перед заливкой он успел остыть, алюминий плохо выливается и не заполняет объем формы. Фактически образуется капля, которая не имеет достаточной текучести. То же самое может случиться и при использовании небольшого объема металла в холодной форме. Алюминий быстро отдает тепло и не успевает растечься.
Бывалые мастера не рекомендуют погружать отливку в воду для ускорения ее остывания. В таком материале возможно нарушение внутренней структуры и появление микротрещин. Для последующей токарной обработки такие заготовки могут не подойти.
Безопасность
Технологический процесс предполагает использование открытого огня, что накладывает дополнительные ограничения. Есть смысл проверить наличие средств пожаротушения, исправность газовых приборов, вентиляцию в помещении.
Работа с расплавленным металлом – опасный технологический процесс. Все операции должны проводиться с соблюдением правил техники безопасности. Обязательны спецодежда и средства защиты органов дыхания и зрения.
Изготовление алюминиевых форм для литья из свинца

Формы для литья металла могут быть выполнены из любого материала. Одними из самых первых и используемых сегодня остаются земляные формы для литья алюминия. Процесс отливки таким способом заключается в создании литейной формы из песка и глины по указанному шаблону, в которую заливается расплавленный металл.
Прочность формовочного вещества определяется процентом наличия глины: чем глины больше, тем вещество дольше не разрушается от толчков в процессе изготовления, при переносе и во время заливания металлического сплава.
Глина также влияет на пластичность формовочной смеси – способность во влажном состоянии воспроизводить в мельчайших подробностях отпечаток изготавливаемой модели и сохранять точную форму детали при литье алюминия.
Литье алюминия по выплавляемым моделям в гипсовые формы.
Такой способ дает возможность применять направленное затвердение, получать отливки мелкого и среднего размера высокого качества по более низкой цене. Гипсовая форма не коробится от горячего металла заливки и не восприимчива к перепадам температуры, что повышает точность выплавляемой отливки и дает возможность выпускать сложные и тонкостенные детали.
Литье алюминиевых деталей высокой точности выполняют под давлением с помощью автоматических машин и специального оборудования. В таком случае используют металлические пресс-формы, отличающиеся высокой прочностью и идеальностью поверхности. В форме для литья алюминия должны находиться подвижные стальные стрежни, которые участвуют в образовании внутренних полостей заготовок.
Выплавляемым изделиям в таких формах можно задавать любую конфигурацию.
Использовать в домашних условиях литейную технику не только экономически не выгодно, но и неудобно. Такое оборудование имеет крупные размеры, а технологический процесс сам по себе трудоемкий.
Придают изделиям нужную форму с помощью метода литья алюминия в формы из земли и цемента. Можно создавать отливки различной конфигурации, так как формы можно создать из подручных средств.
Заданную деталь можно получить путем литья алюминия в цемент. Только выплавляемым заготовкам нужно будет придать форму квадрата или прямоугольника.
Для домашнего литья часто используют гипсовые формы. Моделям придается любая форма, главным показателем является усадка, которая должна быть минимальной при застывании.
Выполнить сложную конфигурацию деталей можно из воска, но модели при этом одноразовые.
С помощью литья можно создать деталь, в основе которой будет находиться материал дюраль, представленный в виде сплава из алюминия и некоторых определенных компонентов. Заготовки из дюраля будут иметь один недостаток – необходимо время на этапе застывания.
Совсем не сложно наладить дома изготовление деталей из алюминия, не тратясь на покупку дорогостоящего оборудования. Моделям под литье стоит пройти предварительную подготовку – очистить поверхность и нанести на него масло. При литье алюминия в цементную форму тоже необходима подготовка. Следует обратить внимание, чтобы усадка расплавленного алюминия была минимальной. В противном случае, параметры полученной детали не будут соответствовать заданной.
Для плавки металла используется стальная емкость и печь, которую также можно изготовить самостоятельно из кастрюли, бака, дискового колеса и других атрибутов хозяйства.
При литье алюминия в цемент и землю, при литье алюминия в гипсовые формы рекомендуется не забывать о технике безопасности, например, надевать спецодежду для защиты кожного покрова от возможных ожогов.
Типовые цены
| Изделие | Срок изготовления | Цена |
|---|---|---|
| Бронзовая заготовка 3 кг | 2-3 дня | 1620 руб. |
| Литые заготовки подставок | 5 дней | 450 руб. |
| Литье из чугуна | 5 дней | 90 руб/1 кг |
| Литье из алюминия | 5 дней | 290 руб/ 1 кг |
| Литье из бронзы | 5 дней | 540 руб/ 1 кг |

Старший специалист. Помощь в оценке стоимость и сроках производства изделий из бронзы, алюминия и чугуна.
Из чего сделать форму для отливки силумина?
Тема раздела Общие вопросы в категории Модельные технологии; Нужно сделать довольно точную, многоразовую форму для отливки силуминовых деталей. Ну на ум приходит селикон. но есть ли такой кторый .
Опции темы
- Версия для печати
- Отправить по электронной почте…
- Подписаться на эту тему…
Из чего сделать форму для отливки силумина?
Нужно сделать довольно точную, многоразовую форму для отливки силуминовых деталей.
Ну на ум приходит селикон. но есть ли такой кторый выдержит такую температуру?

Если деталь не сложная попробуй гипс.
Вообще, какова теппература плавления?
А сулумин разве не прессуется? это ж вроде стружка спресованная.

Вообще-то силуминов много.
Это литьевые сплавы.
Весьма хрупкие, кстати. (те, что мне попадались)
Гипсовая форма на многоразовую увы никак не тянет  в гипс я много лил в свое время. думаю что температура расплава будет не больше 600 градусов.
в гипс я много лил в свое время. думаю что температура расплава будет не больше 600 градусов.
Я возможно не корректно использовал термин силумин. скажем это будет некий алюминеевый сплав.
для небольших размеров посмотрите информацию на сайтах ювелиров (у них есть все нужные составы и рецепты)
в гипс — забудьте.
в гипс ничего вылить нельзя что имеет температуру плавления выше 200 градусов, а иначе у вас при заливке произойдет высвобождение воды из CaSO4×2H2O . она закипит и выплеснет вам все наружу.
Вы, таки, это точно знаете? 
Надо мужикам рассказать.
Они-то не знают. Льют себе свинец в гипс. 
мой друг для американского лодочного мотора поршень отливал в графитовую форму.. — прекрасно получилось.. саму форму тож нагревал примерно до 300 градусов обычной паяльной лампой., кроме того высота литника должна быть примерно в 2 раза выше формы, что бы получилось как бы литье под давлением..
 поршень после отливки потребовал минимальной обработки.. форма делалась из 4х частей.
поршень после отливки потребовал минимальной обработки.. форма делалась из 4х частей.
Нужно сделать довольно точную, многоразовую форму для отливки силуминовых деталей.
Ну на ум приходит селикон. но есть ли такой кторый выдержит такую температуру?
Многоразовая форма для литья называется кокиль. Для алюмининеых сплавов делается из жаростойкой стали, чугуна или графита. Металлический кокиль покрывают специальными силикатными красками, для предотвращения прилипания отливки к кокилю. Для небольшой партии даталей подойдет графитовый кокиль. Перед заливкой кокиль надо прогреть, тепература расплава около 700 градусов. Кокильное литье требует больших знаний и опыта, поэтому с первого раза может ни чего толкового не получиться.
Немного из своего опыта. Лил силумин в гипс. Но форма выдержывала 4-6 отливок. Заставила необходимость. В далекие застойные времена была острая проблема с гребными винтами для моделей FSR V. Прищлось немного освоить литейное дело. Но при первых попытках литья в гипс ни чего не получилось. Но по совету дедушки термиста что у нас работал добавить в воду при разведении гипса обычной повареной соли на 1литр 1-2 соловых ложки. Как он объяснил это повысит термостойкость, прочность и сделает поверхность формующей гладкой. В чем в последствии я и убедился. Потом это подтверждение нашел в книжке Б.Н. Зотова «Художественое литьё». И еще перед отливкой форму нужно прогреть до температуры 300-320 градусов. И ещё чем выше литник тем выше качество проливки металла.
Материал кокиля зависит от сложности и тиража отливок. Покрытие кокиля силикатными красками заменял простым покрытием сажи. Брал обрезок оргстекла, поджигал и коптящим пламенем проводил по поверхности кокиля и оседал плотный слой сажи.
Вы, таки, это точно знаете?
Надо мужикам рассказать.
Они-то не знают. Льют себе свинец в гипс.
я пробовал свинец в гипс лить (форму просушил в духовке) когда заливал — она забурлила все равно.
это мой конкретный опыт.
еще — когда прогревал гипсовую форму до 600 градусов (на паяльной лампе).
она стала пористой и непрочной (проще рассыпалась).
свинец в свое время прекраснейшим образом и в спичечные коробки лил))) не велика проблемма, но свинец имеет температуру плавления в районе 200-300 градусов (точно не помню)
в то время как алюминий — 650-700 (опять таки точно не помню)
и то что я бы делал для этих вещей — это топал в магазин ювелиров, и узнавал сколько стоят смеси для форм.
знаю есть технология литья по выплавляемой (выжигаемой) модели, где какую то керамику сначала разводят в спирте,
потом пулевизатором наносят на форму.
потом спирт высыхает — форму заливают соответствующим раствором.
следом выплавляют модель, и обжигают (спекают) форму.
результат — оооочень хорошая точность литья.
алюминий имеет большую усадку, и обьемные детали из него лить без давления не получится (вылил цилиндр 5 см диаметром и 8 длиной — при обработке на токарном станке обнаружил кучу мелких каверн внутри отливки (типа такие точки/звездочки))