Порошковая проволока для пайки алюминия
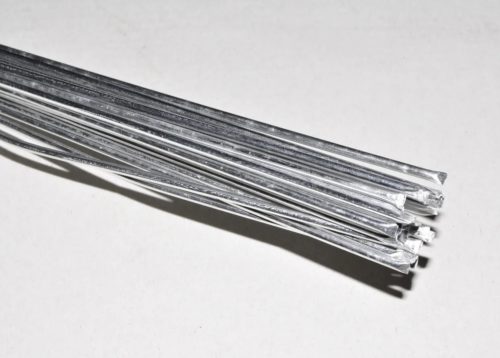
Пруток для пайки алюминия в домашних условиях
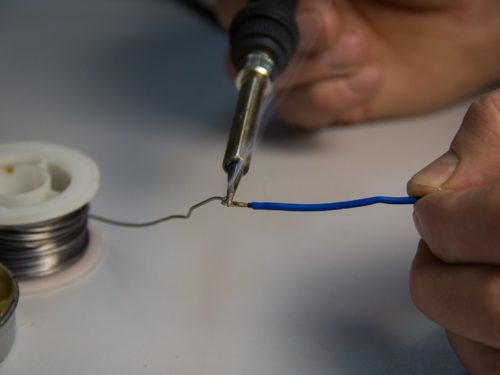
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Содержание
- Характеристики
- Распаковка и внешний вид
- Тестирование
- Итоги
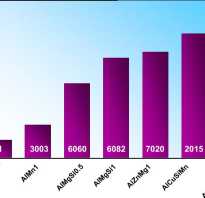
Характеристики
B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
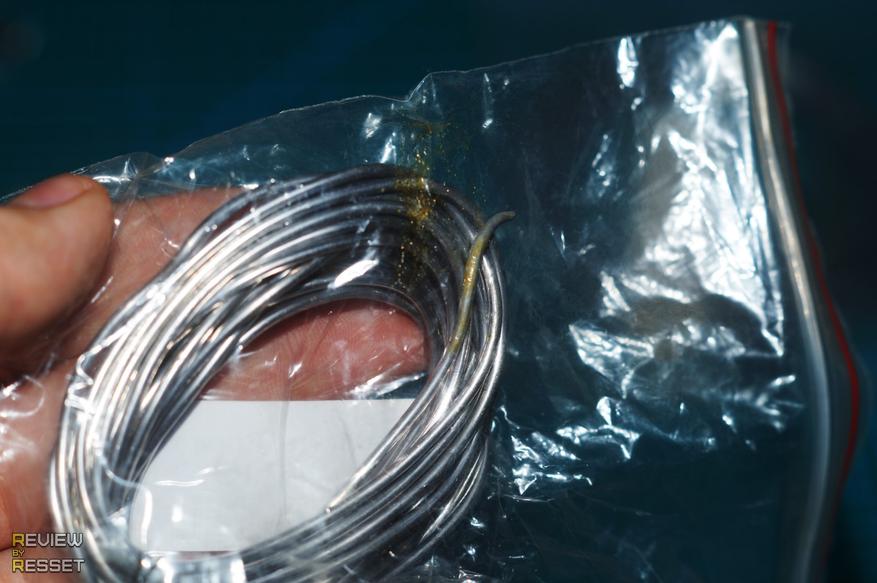
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
Пруток дополнительно упакован в прозрачный зип-пакет.

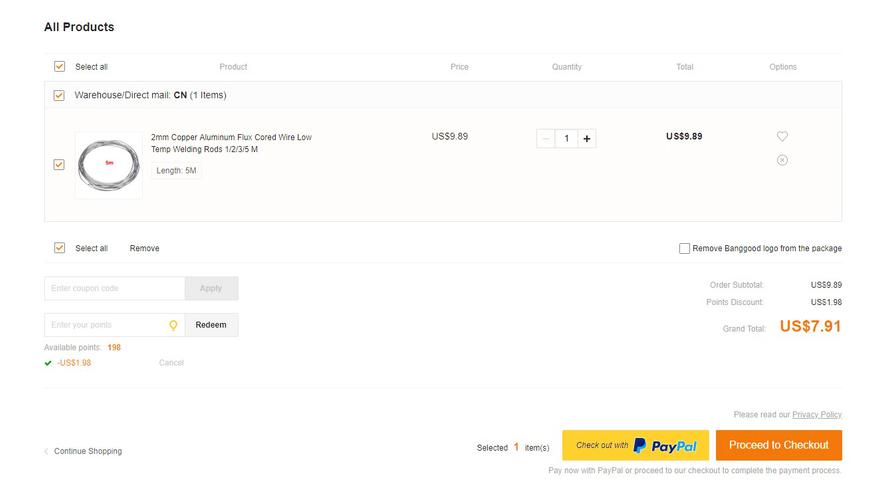
5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления

Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3

Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1

Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.

Проверка на излом показывает хороший результат — разрыв происходит не по шву

Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.

Работать неудобно из-за вони и необходимости контролировать температуру.

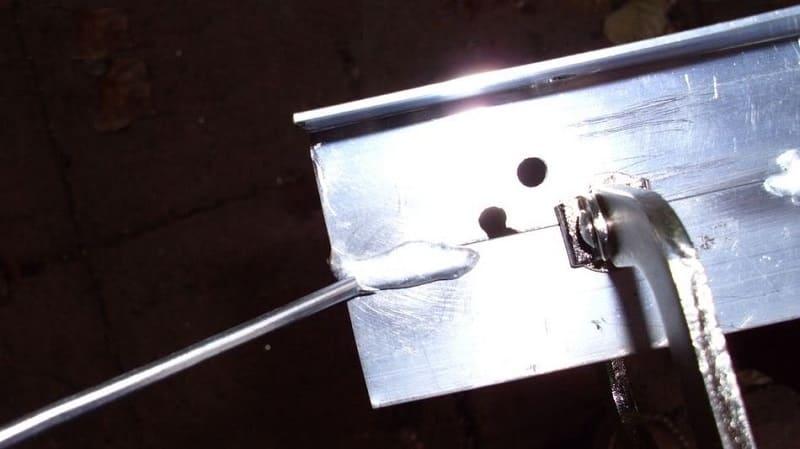
Образец №3. Решил спаять трубки внешними стенками

Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок

Но есть фото результата на котором видно, что шов не пострадал.

Ну и напоследок срастим алюминиевую трубку с куском «дюральки»

Тест на разрыв так же прошел успешно

Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
Порошковая проволока с флюсом
Найдено 46 товаров
Категория
- 24
- 48
- 96

Аналоги: Е71TGS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)

Аналоги: E71T-GS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)

Материал: порошковая (с флюсом)

Материал: порошковая (с флюсом)

Аналоги: E71T-GS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)

Материал: порошковая (с флюсом)
Вес нетто: 0.45 кг

Аналоги: E71T-GS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)
Вес нетто: 0.9 кг

Материал: порошковая (с флюсом)
Материал: порошковая (с флюсом)

Аналоги: E71T-GS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)

Аналоги: Е71TGS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)
Материал: порошковая (с флюсом)

Материал: порошковая (с флюсом)
Аналоги: E71T-GS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)

Аналоги: E71T-GS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)
Вес нетто: 0.45 кг

Аналоги: E71T-GS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)
Вес нетто: 0.8 кг

Материал: порошковая (с флюсом)

Аналоги: E71T-GS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)
Вес нетто: 0.9 кг

Материал: порошковая (с флюсом)

Материал: порошковая (с флюсом)

Материал: порошковая (с флюсом)

Материал: порошковая (с флюсом)
Вес нетто: 0.8 кг

Аналоги: E71T-GS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)
Вес нетто: 0.9 кг

Материал: порошковая (с флюсом)
Вес нетто: 0.8 кг
Проволока порошковая представляет собой тонкую металлическую оболочку, внутри которой заключен порошок-наполнитель. Сердечник проволоки состоит из смеси ферросплавов, руд и минерального порошка, которые обеспечивают стабильное ведение процесса сварки. Оболочка проволоки для работы с чугуном и сталью изготавливается из низкоуглеродистой стали, а цветные металлы требуют соответствующего мягкого сплава. Для дуговой сварки под флюсом применяют проволоку, способную поддерживать высокую скорость плавления материала. Для этого в сердечник добавляются микролегирующие компоненты, которые позволяют точно контролировать присутствие кислорода и оптимизируют структуру шва. Порошковая проволока с флюсом в процессе работы отличается минимальными потерями на разбрызгивание, увеличенной глубиной проплавления и отсутствием дыма и излучения от дуги.
Как запаять алюминий с помощью паяльника своими руками
К числу одних из самых распространенных металлов относится алюминий. Он встречается не только на производстве, но и в домашних условиях. И иногда возникает необходимость соединить между собой некоторые детали из алюминия или его сплавов. Однако сделать это, не имея специального оборудования, не так уж и просто. Поэтому следует рассмотреть варианты, как паять алюминий паяльником в домашних условиях, и что для этого потребуется.
Алюминий относится к числу трудноспаиваемых металлов
Почему возникают проблемы с пайкой алюминия
Данный металл отличается легкостью, гибкостью, а благодаря образуемой на его поверхности оксидной пленке, он не вступает в реакцию с продуктами и агрессивными компонентами. Но именно эта особенность алюминия и создает трудности при спайке этого металла.
Однако существует несколько вариантов для решения проблемы. И, чтобы узнать, как припаять алюминий к меди оловом паяльником, или детали из других металлов, нужно рассмотреть их более детально.
Подготовка к пайке алюминиевых деталей
На этапе подготовки нужно провести качественную зачистку поверхностей от краски, если она есть, и загрязнений. Затем следует обезжирить детали бензином, ацетоном или другим подходящим растворителем.
А также следует обязательно удалить оксидную пленку, которая всегда появляется на поверхности металла после контакта с воздухом.
Важно! Без предварительной подготовки к пайке добиться качественного сцепления между деталями не удастся.
Как удалить оксидную пленку
Снять оксидную пленку с алюминия дома можно механическим путем. Для этого рекомендуется использовать углошлифовальную машину, щетку по металлу, наждачку, специальную сетку из нержавеющей проволоки.
Также провести зачистку можно химическим способом при помощи кислоты. Но в домашних условиях он применяется крайне редко.
Важно! После удаления оксидная пленка полностью не исчезнет, но станет значительно тоньше, что позволит провести качественную спайку.
Используемые в работе материалы
Для качественной пайки алюминия следует использовать специально подобранные флюсы и припои. Это позволит провести качественно работу.
Флюсы для пайки алюминия
Флюсом называется вспомогательный компонент, который препятствует образованию оксидной пленки во время пайки. Также его функция заключается в обеспечении хорошего смачивании поверхности жидким припоем, что обеспечивает надежное сцепление.
Но при отсутствии флюса его можно заменить трансформаторным маслом, предварительно зачистив поверхности наждачной бумагой. Это позволит замедлить процесс образования оксидной пленки.

Действие флюса зависит от его состава
Канифоль
Этот вид флюса является самым востребованным. Канифоль можно применять для пайки любых металлов. Но в случае с алюминием работу следует выполнять без доступа воздуха, что значительно осложняет ее проведение. В итоге время на выполнение пайки требуется больше, а эффективность низкая.
Важно! При использовании канифоли качество соединения алюминия не отличается особой прочностью.
Порошковый флюс
Для пайки алюминия можно применять порошковые флюсы вместе с газовой горелкой. При проведении работ нельзя добавлять к пламени кислород, так как это вызывает окисление алюминия.
Наиболее распространенные порошковые флюсы:
- бура (смесь натриевой соли и борной кислоты);
- активный флюс Ф-34А (содержит хлориды калия, лития, цинка и хлорид цинка);
- ацетилсалициловая кислота;
- активный паяльный жир.
Жидкий флюс
Эту разновидность флюсов можно наносить на поверхность тонким слоем. Но при этом они испаряются намного быстрее и способны выделять обжигающие пары.
Наиболее популярные виды:
- флюс Ф-61— рекомендован для низкотемпературной пайки;
- флюс Ф-64 — разрушает даже достаточно прочную оксидную пленку;
- Castolin Alutin 51 L — подходит для работы при температуре от 160 градусов.
Припой для пайки алюминия и его сплавов
С целью пайки данного металла рекомендуется применять припои из таких материалов, как алюминий и цинк. При этом они могут содержать различные добавки, что улучшает их функциональность.
Самые популярные импортные припои для алюминия:
- HTS-2000;
- Castolin 192FBK;
- Castolin 1827;
- Chemet Aluminium 13;
- Chemet Aluminium 13-UF.
Важно! Припой должен хорошо смачивать поверхности деталей, иначе провести качественную пайку не удастся.
Отечественные припои и их качество
Использовать для работы с алюминиевыми деталями в домашних условиях можно и отечественные припои. Они не уступают по эффективности импортным, но стоят на порядок дешевле.
Самые популярные из них:
- ПОС-61;
- марки А;
- 34А;
- SUPER A+.
Сравнение припоев для пайки алюминия
При сравнении импортных припоев HTS-2000 с Castolin 192fbk, а также отечественного «алюминиевого огурца» многие профессионалы отмечают, что последний отличается высокой прочностью пайки, так как состоит из алюминия. Но недостаток его в том, что работу нужно проводить в печке.
А что касается HTS-2000, то отзывы в основном негативные, так ка припой отличается тягучей консистенцией и для его разравнивания на поверхности следует прибегать к стальным инструментам.
Castolyn 192FBK также характеризуется высокой текучестью. Он идеально подходит для того, чтобы запаять небольшие отверстия, а при использовании его для больших дыр может проваливаться внутрь алюминиевых деталей.
При выборе припоя нужно учитывать режим пайки
Порошковая проволока
Этот материал можно применять только при сварке алюминия, а не пайке. Поэтому нельзя путать эти два совершенно разных вида работ по соединению деталей. Применение порошковой проволоки дает возможность проводить сварку без газа.
Источники нагрева
Чтобы правильно спаивать детали, нужно не только знать какие флюсы и припои можно применять, но и как паять дома алюминий паяльником, используя разные источники нагрева.
Паяльник для пайки алюминия
При использовании паяльника нужно учитывать размер деталей для соединения. Количества тепла от источника должно поступать больше, чем будет его рассеиваться. Примерно на 1 тыс. кв. см алюминия рассеивается около 50 Вт тепловой мощности. Значит, для спаивания деталей с такой суммарной площадью, нужно использовать паяльник мощностью 90-100 Вт.
Горелки для пайки алюминия
Если нужно спаять толстые алюминиевые листы, то лучше использовать газовые горелки. Преимущество такого источника в том, что он бесконтактно доносит тепло и характеризуется высокой скоростью разогрева.
Важно! При использовании горелки детали могут даже не успеть нагреться, как уже будут спаяны.
Спаивание компонентов из алюминия
Спаять алюминий в домашних условиях паяльником можно, как при высокой, так и низкой температуре. Но процесс проведения работ в этих случаях несколько отличается.
Пайка алюминия в высокотемпературном режиме
Этот метод применяется для соединения элементов крупного размера. К этой категории относятся алюминиевые детали с толстой стенкой и повышенной массой. В этом случае температура разогрева должна быть в пределах 550-650 °С. В качестве источника тепла следует использовать горелку, работающую на газу.
Пайку нужно проводить после нагрева деталей до нужной температуры, что приведет к плавлению твердого припоя.
Пайка алюминия в низкотемпературном режиме
Такой метод пайки больше подходит для сцепления мелких деталей, алюминиевых проводов, кабелей. В этом случае достаточно температуры 250-450 °С. Для этого режима проведения работ нужно применять жидкие припои.

При низкотемпературном режиме шов получается ровным и аккуратным
Что лучше: сварка или пайка алюминия
Однозначно сказать, что лучше сварка или пайка алюминия нельзя. Это зависит от предназначения деталей и профессионализма человека. Для опытного сварщика естественно более приемлемым вариантом является сварка, а мастеру с паяльником подходит больше пайка.
При необходимости починить радиатор лучше использовать пайку, так как это намного дешевле, а для проведения более ответственных работ больше подойдет сварка.
Пайка алюминия процесс сложный, но выполнить его можно самостоятельно в домашних условиях. Однако проведения работы без использования специальных материалов не дает гарантии качественного сцепления деталей. Это приведет только к бесполезно потраченному времени и усилиям. Поэтому нужно сразу подготовиться к процедуре, чтобы провести ее качественно и быстро.


Коровин Сергей Дмитриевич
Магистр архитектуры, закончил Самарский Государственный Архитектурно-Строительный Университет. 11 лет опыта в сфере проектирования и строительства.
 Как обычная пластиковая бутылка может справиться с засором в ванной или туалете?
Как обычная пластиковая бутылка может справиться с засором в ванной или туалете?- Как рассчитать, сколько кубов бетона нужно на фундамент?
 Как обычная пластиковая бутылка может справиться с засором в ванной или туалете?
Как обычная пластиковая бутылка может справиться с засором в ванной или туалете? Как рассчитать, сколько кубов бетона нужно на фундамент?
Как рассчитать, сколько кубов бетона нужно на фундамент?—>
Припой алюминиевый в Москве
Castolin 192FBK — это твердый припой на основе цинк-алюминий с низкой рабочей температурой, высокой прочностью и относительным удлинением. Хорошие смачивающие свойства. Прутки припоя Castolin 192FBK содержат флюс в своем объеме и обычно не требуют дополнительного флюса.
Припой предназначен для качественной пайки алюминия при температуре всего 220°С, что позволяет выполнять паяльные работы обыкновенным бытовым электропаяльником
Castolin 192 FBK Для пайки меди алюминия металла. Есть отправка почтой, по всей России, бесплатно. Низкотемпературный припой на основе цинк-алюминий с оптимально подобранной рабочей температурой, высокой прочностью и относительным удлинением. Хорошие смачивающие свойств.

Алюминиевая сварочная проволока Wester ALW применяется для полуавтоматической сварки профилей и металлоконструкций из сплавов Al-Mg, содержащих Mg, таких как AlMg3, AlMg4, AlMg5, AlMg6 с аналогичными материалами. Сварка на постоянном токе DC Pulse. Защитный газ — Ar. Со.

Набор для пайки, 6 мл, диаметр 0.80 мм, гель, ПОС-70
1 шт — 6,7 гр Длина: 500 мм Пайка алюминия Алюминий и его сплавы благодаря своим свойствам находят широкое применение во многих отраслях промышленности. Особенности пайки алюминиевых сплавов определяются такими факторами, как высокая стойкость оксидной пленки, низкая те.
Припой пруток предназначен для создания механически прочного и герметичного соединения деталей между собой или для их фиксирования на плате
Припой для пайки алюминия. Содержит флюс, удобен в работе, имеет низкую температуру плавления, можно работать с этим припоем используя обычный газ. Удобен для устранения небольших трещин в магистрали или для соединения элементов магистрали. Цена указана за 1 метр
Производитель: AlmitТип: припойВес: 100 г
Тип: Припой. Вес: 500г(Катушка). Производитель: Германия
HTS-2000 — припой ф2мм для бесфлюсовой пайки алюминия, меди, цинка, титана и сплавов на их основе, а так же литых деталей из этих металлов. Во многих случаях полностью заменяет сварку и позволяет существенно сэкономить на сварочном оборудовании и аргоне. Дает возможност.
Припой для пайки алюминия и его сплавов. Припой позволяет выполнять качественную пайку. Производите пайку только под местной вытяжкой и в хорошо проветриваемом помещении. Подготовленное к пайке соединение очищают от жира, окислов и наносят специализированный флюс для па.

флюс, 30 мл, жидкий
Оловянно-свинцовый сплав для пайки (соединения в расплавленном состоянии металлических деталей). Рекомендуется применять для пайки тонких проводов в связи с высоким содержанием олова, снижающим температуру плавления припоя. Для удобства использования скручен в спираль и.
Припой предназначен для качественной пайки алюминия при температуре всего 220°С, что позволяет выполнять паяльные работы обыкновенным бытовым электропаяльником
Castolin 192FBK — это твердый припой на основе цинк-алюминий с низкой рабочей температурой, высокой прочностью и относительным удлинением. Хорошие смачивающие свойства. Прутки припоя Castolin 192FBK содержат флюс в своем объеме и обычно не требуют дополнительного флюса.
Припой Castolin 192 FBK для пайки алюминия. Применяется для пайки алюминия и его сплавов. Припой на основе цинк-алюминий с флюсовым сердечником. Остатки флюса не коррозионные. Состав: Алюминий 2%, Цинк 97%. Температура пайки 380С

паяльная кислота, 30 мл
Оловянно-свинцовый сплав для пайки (соединения в расплавленном состоянии металлических деталей). Рекомендуется применять для пайки тонких проводов в связи с высоким содержанием олова, снижающим температуру плавления припоя. Для удобства использования скручен в спираль и.
Производитель: REXANTТип: флюсКоличество: 1 шт
Высококачественный серебряный фосфорсодержащий твердый припой, качество гарантировано в соответствии с DIN 8513, соответствует высоким требованиям к монтажу медных трубопроводов, идеально подходит для капиллярно-щелевой пайки и пайки швов в водопроводных, отопительных с.
Оловянно-свинцовый сплав для пайки (соединения в расплавленном состоянии металлических деталей). Рекомендуется применять для пайки тонких проводов в связи с высоким содержанием олова, снижающим температуру плавления припоя. Для удобства использования проволока припоя на.

флюс, 30 мл, жидкий
Припой для пайки алюминия, не требует специализированных навыков. Диаметр припоя 2 мм. Назначение: низкотемпературная пайка алюминия и его сплавов. Состав: олово, свинец, цинк, кадмий
Припой с канифолью REXANT представляет собой проволоку (диаметром 0,8 мм) из сплава олова (60%) и свинца (40%). Используется в пайке для соединения деталей между собой и позволяет создать герметичный, механически прочный (устойчивый) шов. Нагреваясь до температуры плавл.
Тип: Припой. Вес: 500г(Катушка). Производитель: Германия
Производитель: Castolin EutecticТип: припой
Применяют для пайки: алюминия с алюминием, алюминия с медью, алюминия со сталью (железом). Пруток этой марки наиболее часто применяться в качестве припоя для пайки алюминиевых сплавов. Для пайки потребуется флюс. При пайке припоем AL S-ALSi12 применяют флюс: TLA-1 (темп.



диаметр: 1.20 мм, материал: алюминий, вид проволоки: сплошное сечение, упаковка: бобина, вес: 0.50 кг, относительное удлинение: 26%, предел текучести: 120 МПа, временное сопротивление разрыву: 265 МПа; атмосфера для сварки: инертный газ; подходит для сварки алюминия
RB 5283 Самофлюсующийся припой с высоким содержанием серебра с максимальной текучестью и капиллярностью. Роторы моторов, криогенное оборудование, охладители Особенности и преимущества Максимальная текучесть Высокая надежность Хорошая коррозионная стойкость Не требуется.

материал: алюминий, диаметр: 2 мм, вес: 5 кг, длина: 100 см; подходит для сварки алюминия

набор для пайки, жидкий, ПОС-61
Припой для алюминия/медь 1уп.= (20гр., 10прутков, диам.2мм, длина 250мм) — Артикул: 143875

материал: алюминий, диаметр: 4 мм, вес: 5 кг, длина: 100 см
Производитель: Castolin EutecticТип: припой

материал: алюминий, диаметр: 2.40 мм, вес: 5 кг, длина: 100 см, режим сварки: AC, относительное удлинение: 26 %, предел текучести: 120 МПа, временное сопротивление разрыву: 265 МПа
Производитель: Castolin EutecticТип: припой
Припой предназначен для качественной пайки алюминия при температуре всего 220°С, что позволяет выполнять паяльные работы обыкновенным бытовым электропаяльником и не требует специализированных навыков. Выпускается следующих диаметров: 1,5мм; 2,0мм; 3,0мм Назначение: Низк.
Производитель: AlmitТип: припойВес: 100 г
Sn40Pb60, D 1мм в пластмассовой тубе
Припой для низкотемпературной пайки алюминия для качественной пайки алюминия при температуре всего 220°С, что позволяет выполнять паяльные работы обыкновенным бытовым электропаяльником и не требует специализированных навыков. Диам. проволоки 3,0мм. Состав: олово, свинец.
Припой Сплав Розе 50 гр в виде гранул серебристого цвета — применяется для пайки деталей, которые чувствительны к перегреву, а также для пайки алюминия с медью, сплавов алюминия между собой, никеля, латуни, бронзы, медных и медно-никелевых сплавов с посеребренной керами.
Производитель: ConnectorТип: флюсОбъем упаковки: 100 мл
Припой Castolin 1827 для соединения алюминия и меди, применяется совместно с флюсом Alutin 51L. Особенности Температура плавления: 270-280°С; Упаковка 5 прутков. Область прим
Производитель: SaldfluxТип: припой

Припой POS61 предназначен для пайки электронных схем, электрических изделий и электропроводки
Флюс для пайки алюминия Ф-64 с кисточкой 20 мл Connector Ф-64 F64-KIS-20
Припой предназначен для качественной пайки алюминия при температуре всего 220°С, что позволяет выполнять паяльные работы обыкновенным бытовым электропаяльником и не требует специализированных навыков. Выпускается следующих диаметров: 1,5мм; 2,0мм; 3,0мм Назначение: Низк.
Оловянно-свинцовый сплав для пайки (соединения в расплавленном состоянии металлических деталей). Рекомендуется применять для пайки тонких проводов в связи с высоким содержанием олова, снижающим температуру плавления припоя. Для удобства использования скручен в спираль и.
Припой-пруток пос-18 d-8мм 165г
Флюс для пайки REXANT Ф-61А предназначен для удаления оксидов с поверхности при пайке алюминия и алюминиевых сплавов, кроме того флюс способствует лучшему растеканию жидкого припоя. Из всей группы соединений для пайки флюс REXANT Ф-61А значительно выделяет тот факт, что.
Основной функционал: для пайки микросхем Содержание олова (Sn): 63% Содержание флюса: 1,8% Диаметр: 1 мм Вес: 500 г
Объем упаковки: 15 мл
Высокоактивный флюс для пайки. Используется прежде всего при работе с алюминием, и его сплавами (дюраль, авиаль, алудур и другие). Требует хорошего разогрева спаиваемых деталей. Работать обязательно в проветриваемом помещении. Хорошо смывается водой и удалителями флюса.
Сплав Розе является сплавом легкоплавких металлов и обладает ярко выраженным свойством легкоплавкости. По своим характеристикам очень похож на сплав Вуда, но отличается от него меньшей токсичностью, так как не содержит кадмия. Внешний вид сплава Розе – гранулы серебрист.
Флюс Ф-61А REXANT предназначен для удаления оксидов с поверхности под пайку, улучшения растекания жидкого припоя при пайке алюминия и алюминиевых сплавов. Применяется при пайке деталей или поверхностей припоями оловянно-свинцовой группы в температурном диапазоне 250-350.
Припой — крайне необходимая вещь для пайки. Без нее крайне сложно собрать остатки припоя, и с помощью него спаять два провода, или припаять один из проводов к плате. Припой является связующим элементом, который нагревается от теплоты паяльника, наносится на два провода.
Твердый припой Felder L-Ag40Sn, изготавливается в виде прутков на серебряной основе с содержанием серебра 40%, офлюсованный качества „NanoTech“. В результате специального производственного процесса включения фосфора в припое контролируемо распределены на определенные ми.
Припой для низкотемпературной пайки алюминия Припой предназначен для качественной пайки алюминия при температуре всего 220°С, что позволяет выполнять паяльные работы обыкновенным бытовым электропаяльником и не требует специализированных навыков. Выпускается следующих ди.
Припой для пайки алюминия

Чаще всего пайка алюминия бывает необходима в промышленных областях для соединения различных деталей. Правильно проделать это самостоятельно в бытовых условиях достаточно сложно. Причиной возможных проблем являются свойства самого алюминия.
Не каждый стандартный припой для стали может справиться с пайкой деталей из алюминия и его сплавов. В процессе подготовки на зачищенных поверхностях возникает тонкий слой оксида алюминия, препятствующий созданию прочного и качественного соединения. Поэтому рекомендуется использовать специальный припой для пайки алюминия.
Каким припоем паять алюминий
Детали из алюминия отличаются прочностью, стойкостью к коррозии и малым весом. Благодаря этим свойствам данный металл нашел применение во всех отраслях промышленности.
Стоит отметить, что при соединении деталей при помощи пайки важно не допустить перегрева поверхностей.
Существует два типа припоев для алюминия:
- Тугоплавкие – основным компонентом служит алюминий, поэтому припой легко соединяется с основной деталью;
- Легкоплавкие – в основе лежат металлы с температурой плавления ниже, чем у алюминия (кадмий, олово, цинк), припой плавится раньше и алюминий не успевает перегреться.
Где купить
Наша компания предлагает приобрести припой для пайки алюминия разных видов. К каждому товару в обязательном порядке прилагается сертификат качества. Итоговая цена зависит от объема заказа и адреса доставки. Скидки предоставляются постоянным клиентам и оптовым закупщикам.
Заявку на покупку товара можно оформить по телефону. Контактные данные указаны на сайте.
rnt
u041du0435 u043au0430u0436u0434u044bu0439 u0441u0442u0430u043du0434u0430u0440u0442u043du044bu0439 u043fu0440u0438u043fu043eu0439 u0434u043bu044f u0441u0442u0430u043bu0438 u043cu043eu0436u0435u0442 u0441u043fu0440u0430u0432u0438u0442u044cu0441u044f u0441 u043fu0430u0439u043au043eu0439 u0434u0435u0442u0430u043bu0435u0439 u0438u0437 u0430u043bu044eu043cu0438u043du0438u044f u0438 u0435u0433u043e u0441u043fu043bu0430u0432u043eu0432. u0412 u043fu0440u043eu0446u0435u0441u0441u0435 u043fu043eu0434u0433u043eu0442u043eu0432u043au0438 u043du0430 u0437u0430u0447u0438u0449u0435u043du043du044bu0445 u043fu043eu0432u0435u0440u0445u043du043eu0441u0442u044fu0445 u0432u043eu0437u043du0438u043au0430u0435u0442 u0442u043eu043du043au0438u0439 u0441u043bu043eu0439 u043eu043au0441u0438u0434u0430 u0430u043bu044eu043cu0438u043du0438u044f, u043fu0440u0435u043fu044fu0442u0441u0442u0432u0443u044eu0449u0438u0439 u0441u043eu0437u0434u0430u043du0438u044e u043fu0440u043eu0447u043du043eu0433u043e u0438 u043au0430u0447u0435u0441u0442u0432u0435u043du043du043eu0433u043e u0441u043eu0435u0434u0438u043du0435u043du0438u044f. u041fu043eu044du0442u043eu043cu0443 u0440u0435u043au043eu043cu0435u043du0434u0443u0435u0442u0441u044f u0438u0441u043fu043eu043bu044cu0437u043eu0432u0430u0442u044c u0441u043fu0435u0446u0438u0430u043bu044cu043du044bu0439 u043fu0440u0438u043fu043eu0439 u0434u043bu044f u043fu0430u0439u043au0438 u0430u043bu044eu043cu0438u043du0438u044f.rn rn
rnt
u041au0430u043au0438u043c u043fu0440u0438u043fu043eu0435u043c u043fu0430u044fu0442u044c u0430u043bu044eu043cu0438u043du0438u0439rn rn
rnt
u0414u0435u0442u0430u043bu0438 u0438u0437 u0430u043bu044eu043cu0438u043du0438u044f u043eu0442u043bu0438u0447u0430u044eu0442u0441u044f u043fu0440u043eu0447u043du043eu0441u0442u044cu044e, u0441u0442u043eu0439u043au043eu0441u0442u044cu044e u043a u043au043eu0440u0440u043eu0437u0438u0438 u0438 u043cu0430u043bu044bu043c u0432u0435u0441u043eu043c. u0411u043bu0430u0433u043eu0434u0430u0440u044f u044du0442u0438u043c u0441u0432u043eu0439u0441u0442u0432u0430u043c u0434u0430u043du043du044bu0439 u043cu0435u0442u0430u043bu043b u043du0430u0448u0435u043b u043fu0440u0438u043cu0435u043du0435u043du0438u0435 u0432u043e u0432u0441u0435u0445 u043eu0442u0440u0430u0441u043bu044fu0445 u043fu0440u043eu043cu044bu0448u043bu0435u043du043du043eu0441u0442u0438.rn rn
rnt
u0421u0442u043eu0438u0442 u043eu0442u043cu0435u0442u0438u0442u044c, u0447u0442u043e u043fu0440u0438 u0441u043eu0435u0434u0438u043du0435u043du0438u0438 u0434u0435u0442u0430u043bu0435u0439 u043fu0440u0438 u043fu043eu043cu043eu0449u0438 u043fu0430u0439u043au0438 u0432u0430u0436u043du043e u043du0435 u0434u043eu043fu0443u0441u0442u0438u0442u044c u043fu0435u0440u0435u0433u0440u0435u0432u0430 u043fu043eu0432u0435u0440u0445u043du043eu0441u0442u0435u0439. rn rn
rnt
u0421u0443u0449u0435u0441u0442u0432u0443u0435u0442 u0434u0432u0430 u0442u0438u043fu0430 u043fu0440u0438u043fu043eu0435u0432 u0434u043bu044f u0430u043bu044eu043cu0438u043du0438u044f:rn rn
rnt
rn rn
- rnt
- rnttu0422u0443u0433u043eu043fu043bu0430u0432u043au0438u0435 u2013 u043eu0441u043du043eu0432u043du044bu043c u043au043eu043cu043fu043eu043du0435u043du0442u043eu043c u0441u043bu0443u0436u0438u0442 u0430u043bu044eu043cu0438u043du0438u0439, u043fu043eu044du0442u043eu043cu0443 u043fu0440u0438u043fu043eu0439 u043bu0435u0433u043au043e u0441u043eu0435u0434u0438u043du044fu0435u0442u0441u044f u0441 u043eu0441u043du043eu0432u043du043eu0439 u0434u0435u0442u0430u043bu044cu044e;rnt rnt
- rnttu041bu0435u0433u043au043eu043fu043bu0430u0432u043au0438u0435 u2013 u0432 u043eu0441u043du043eu0432u0435 u043bu0435u0436u0430u0442 u043cu0435u0442u0430u043bu043bu044b u0441 u0442u0435u043cu043fu0435u0440u0430u0442u0443u0440u043eu0439 u043fu043bu0430u0432u043bu0435u043du0438u044f u043du0438u0436u0435, u0447u0435u043c u0443 u0430u043bu044eu043cu0438u043du0438u044f (u043au0430u0434u043cu0438u0439, u043eu043bu043eu0432u043e, u0446u0438u043du043a), u043fu0440u0438u043fu043eu0439 u043fu043bu0430u0432u0438u0442u0441u044f u0440u0430u043du044cu0448u0435 u0438 u0430u043bu044eu043cu0438u043du0438u0439 u043du0435 u0443u0441u043fu0435u0432u0430u0435u0442 u043fu0435u0440u0435u0433u0440u0435u0442u044cu0441u044f.rnt rn rn
rnt
u0413u0434u0435 u043au0443u043fu0438u0442u044crn rn
rnt
u041du0430u0448u0430 u043au043eu043cu043fu0430u043du0438u044f u043fu0440u0435u0434u043bu0430u0433u0430u0435u0442 u043fu0440u0438u043eu0431u0440u0435u0441u0442u0438 u043fu0440u0438u043fu043eu0439 u0434u043bu044f u043fu0430u0439u043au0438 u0430u043bu044eu043cu0438u043du0438u044f u0440u0430u0437u043du044bu0445 u0432u0438u0434u043eu0432. u041a u043au0430u0436u0434u043eu043cu0443 u0442u043eu0432u0430u0440u0443 u0432 u043eu0431u044fu0437u0430u0442u0435u043bu044cu043du043eu043c u043fu043eu0440u044fu0434u043au0435 u043fu0440u0438u043bu0430u0433u0430u0435u0442u0441u044f u0441u0435u0440u0442u0438u0444u0438u043au0430u0442 u043au0430u0447u0435u0441u0442u0432u0430. u0418u0442u043eu0433u043eu0432u0430u044f u0446u0435u043du0430 u0437u0430u0432u0438u0441u0438u0442 u043eu0442 u043eu0431u044au0435u043cu0430 u0437u0430u043au0430u0437u0430 u0438 u0430u0434u0440u0435u0441u0430 u0434u043eu0441u0442u0430u0432u043au0438. u0421u043au0438u0434u043au0438 u043fu0440u0435u0434u043eu0441u0442u0430u0432u043bu044fu044eu0442u0441u044f u043fu043eu0441u0442u043eu044fu043du043du044bu043c u043au043bu0438u0435u043du0442u0430u043c u0438 u043eu043fu0442u043eu0432u044bu043c u0437u0430u043au0443u043fu0449u0438u043au0430u043c.rn rn
Особенности пайки алюминия газовой горелкой
Существует несколько способов соединить детали из алюминия. Одним из таких способов является пайка алюминия газовой горелкой. При использовании этого метода можно надёжно скрепить заготовки различной толщины. Пайка алюминия газовой горелкой широко применяется как в промышленных условиях, так и в быту. Как и другие методы соединения, пайка имеет определённые преимущества и недостатки.
Плюсы и минусы пайки
Спаивание алюминия при помощи газовой горелки имеет ряд достоинств. К ним относятся:

- Качество работ. Использование горелки даёт возможность получить качественный шов, соединяющий между собой металлические детали.
- Простота в использовании. Осуществлять прогрев поверхностей газовой горелкой сможет даже человек, не имеющий определённого опыта.
- Универсальность. Возможность регулировки интенсивности пламени исключает необходимость использовать одновременно несколько паяльников.
- Мобильность. В отличие от пайки алюминия электрическим паяльником, нет необходимости подключать оборудование к сети питания.
- Равномерный прогрев. Можно осуществлять прогрев поверхностей заготовок одновременно с флюсом и припоем.
- Экономия времени на подготовку оборудования. Пайку алюминия можно выполнять сразу после подключения приспособления к газовому баллону.
 Строение атмосферной газовой горелки
Строение атмосферной газовой горелки
При всех этих достоинствах такой метод спайки алюминия имеет и определённые недостатки:
- Высокая стоимость. Для пайки алюминия газовой горелкой применяется дорогостоящее оборудование.
- Риск возникновения пожара. Открытое пламя, при нарушении техники безопасности во время работы, может привести к возгоранию.
- Низкая скорость выполнения работ (по сравнению со сваркой алюминия).
- Необходимость в индивидуальных средствах защиты.
- Высокая взрывоопасность. Утечка газа может привести к взрыву.
Технология процесса во время выполнения работ
При спаивании алюминия на поверхностях деталей образуется оксидная плёнка. Если выполнять пайку, не удалив предварительно оксидную плёнку, шов не будет иметь необходимую прочность. Плёнка образуется на поверхности металла очень быстро, поэтому от неё не удастся избавиться путём механической очистки заготовки.
 Угол наклона горелки во время пайки алюминия
Угол наклона горелки во время пайки алюминия
Для удаления оксидной плёнки применяются специализированные флюсы. Они блокируют доступ кислорода к месту пайки. Флюсы, применяемые при пайке алюминия, способствуют быстрому расплавлению присадочной проволоки и лучшему её сцеплению с деталями. Существует возможность подготовить металл к спаиванию при помощи химических веществ. В таком случае предварительно изготавливают раствор и наносят его на заготовки.
После механической очистки и химической обработки алюминия заготовки нагреваются до высокой температуры. Степень нагрева регулируется интенсивностью пламени. На разогретое место соединения подаётся присадочная проволока. Её температура ниже, чем у спаиваемого металла. Припой расплавляется, и заполняет все неровности и микропоры, находящиеся на поверхности. По мере остывания припой отвердевает, создавая при этом прочный шов.
Оборудование и материалы
Для выполнения работ по спаиванию алюминия необходимо определённое оборудование и расходные материалы. От качества материалов, применяемых при пайке, зависит прочность соединения. Приспособления и материалы, которые понадобятся при работе, перечислены ниже.
Газовая горелка
Одним из главных приспособлений при проведении процесса является газовая горелка. Может применяться как мощное устройство, так и небольшое устройство. Приспособление осуществляет подачу газа под высоким давлением. Содержимое баллона на выходе из устройства смешивается с воздухом и воспламеняется. С помощью регулировки давления на выходе из приспособления можно задавать необходимую температуру пламени.
Приспособление осуществляет нагрев поверхностей металла. Оказывая температурное воздействие, пламя расплавляет присадочную проволоку и позволяет припою растечься в месте соединения деталей.
 Портативная многофункциональная газовая горелка
Портативная многофункциональная газовая горелка
Газовый баллон
Газовый баллон является герметичной ёмкостью для хранения газообразных веществ. Для проведения процесса можно использовать баллоны различного объёма. Во избежание взрыва, ёмкость следует устанавливать на безопасном расстоянии от места проведения работ.

Шланг и зажимы
Для подачи вещества из баллона к устройству используется гибкий резиновый шланг. Он должен отвечать требованиям безопасности. Запрещается использовать шланги с нарушенной герметичностью, так как это может привести к утечке вещества. Шланг крепится к горелке и баллону специализированными хомутами.

Редуктор
Для обеспечения безопасности во время проведения процесса необходимо подключать оборудование к баллону через редуктор. Он предотвращает возникновение обратного удара пламени. Редуктор устанавливается на выходе из баллона, и является обязательным приспособлением при подключении.
 Пропановый редуктор для газовой горелки
Пропановый редуктор для газовой горелки
Для получения качественного соединения следует использовать специализированный флюс. Его состав может отличаться, в зависимости от разновидности выполняемых работ. Это вещество способствует быстрому расплавлению присадочной проволоки и очищению поверхности от оксидной плёнки.
 Флюс для пайки
Флюс для пайки
Присадочная проволока (припой)
Применяемый припой может быть различным, в зависимости от вида работ. Состав и диаметр присадочной проволоки определяется исходя из физических характеристик металла заготовок. При выборе припоя следует обратить внимание на температуру его плавления. Она должна быть ниже, чем у металлической детали.

Средства защиты
Во избежание получения травм, нужно использовать средства индивидуальной защиты. К ним относятся перчатки и защитные очки. Перчатки защищают руки оператора от ожогов. Защитные очки применяются для защиты глаз работника от попадания мелких абразивных частиц.

Подготовка и выполнение процесса
Подготовка заготовок
Перед началом процесса места спаивания необходимо очистить от грязи, окислений и других посторонних наслоений. Сделать это можно механическим способом, применяя наждачную бумагу или металлическую щётку. Затем, используя специализированные химические составы, материал очищается от жирового налёта и оксидной плёнки. В качестве очистителя можно применять ацетон или растворитель.
 Восстановление деталей пайкой
Восстановление деталей пайкой
Пайка
Первым шагом при спаивании деталей на места соединения наносится флюс. Затем, при помощи газовой горелки, заготовки нагреваются до необходимой температуры. Степень нагрева должна быть такой, чтобы можно было расплавить присадочную проволоку до жидкого состояния.
На нагретые детали подаётся припой. Он должен полностью расплавиться и растечься, заполнив все неровности и поры на поверхностях. При необходимости накладываются несколько швов. После растекания припоя деталям следует дать время полностью остыть. Остывшее соединение пригодно для использования.
 Пайка алюминиевой трубы газовой горелкой
Пайка алюминиевой трубы газовой горелкой
Итак, пайка является одним из способов соединения алюминиевых деталей. При правильной подготовке поверхностей заготовок и выполнении технологических требований этот метод позволяет получить шов высокой прочности с применением минимального количества оборудования. Производить процесс спайки, таким образом, без труда можно в бытовых условиях.