
Каким сварочным аппаратом варить алюминий?
Виды оборудования для сварки алюминия
Каким требованиям должен отвечать аппарат для сварки алюминия, какие оборудования виды существуют, обо всем подробно в нашем материале.

Алюминий — очень «капризный» металл при сварочных работах. Малейшее несоблюдение в технологии или неправильно подобранное оборудование с расходниками и результатом становиться некачественное соединение с испорченным изделием.
Каким требованиям должен отвечать аппарат для сварки алюминия, существующие виды оборудования и нужные функции в работе с «крылатым» металлом, обо всем подробно в нашем материале.
Требования алюминия к технологии
Проблема алюминия скрывается в его химических и физических свойствах. Этот металл даже без нагрева постоянно окисляется под воздействием кислорода из окружающего воздуха, то есть на его поверхности находиться пленка с окисла. Такое свойство одновременно и плюс, и минус для вещества. Положительный момент — это защита от коррозионных разрушающих процессов.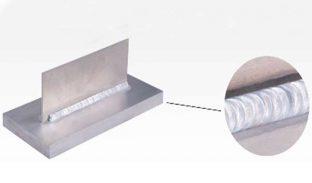
Минусы проявляются при попытке соединить алюминиевые детали сварочным способом. Образующаяся пленка имеет более высокую температуру плавления, чем сам металл и, покрывая сварочную ванну, она попросту не позволяет качественно проварить заготовки.
Выходов может быть два. Первый — сварочное оборудование должно во время работы перекрыть доступ кислорода к зоне варки. А второй — нужна способность, которая будет разрушать пленку окислов при наложении шва. Если не соблюдать эти технологические требования, то шов будет некачественным или вообще не получиться.
На этих принципах и построен сварочный аппарат по алюминию. Он либо использует защитную атмосферу, которая перекрывает поступление кислорода к расплавленному алюминию (аргонодуговое сваривание), или же разрушает оксидную пленку путем выставления правильного режима (постоянный ток, обратная полярность) оборудования.
Итак, чем варится алюминий и какие должны быть требования к оборудованию?
Аппараты аргонодуговой сварки
Технология соединения металлов под защитой газа (аргона или гелия) позволяет сделать «чистый» от окислов шов. Аргон попросту вытесняет атмосферный воздух из зоны сваривания и металл кристаллизируется в чистом виде.
Однако, кроме защиты, используются дополнительные процессы по разрушению пленки окислов. Чаще всего — это применение неплавящихся вольфрамовых электродов с соответствующими токовыми настройками или полуавтоматическая сварка.
Рассмотрим каждый из этих видов аппаратов по отдельности.
Ручная аргонодуговая (TIG) сварка
Наиболее распространенными являются сварочные инверторы с возможностью подключения газового оборудования.
Аппарат можно использовать в обычной комплектации для электродуговой сварки, но, подключив горелку с подачей аргона и вольфрамовым электродом, он превращается в оборудование для сварки алюминия. Кроме этого нужны соответствующие регулировки, чтобы настроить прибор для работы с таким материалом.
Аппарат для сварки алюминия должен иметь следующие возможности.
- Функцию увеличения стартового тока (наличие осциллятора). В аргоновой атмосфере дуга либо плохо разгорается или же вообще не поджигается. Увеличенный стартовый ток в два раза решает эту проблему.
- Точные настройки основного тока, который регулируют в соответствии с толщиной заготовок. При низком или слишком большом показателе металл не проваривается или прожигается.
- Регулирование подачи газа. Для качественного соединения алюминиевых деталей выставляют нужный расход аргона (около 10-12 литров). Также потребуется так называемая подача газа после сварки, когда металл застывает в защите.
Положительными качествами аппаратуры аргонодуговой сварки являются:
- Аргон вытесняет воздух и не позволяет окисляться алюминию, при этом сам не вступает в реакции с металлом.
- Использование неплавящихся электродов значительно снижает количество дыма и шлака. Шов намного проще зачистить.
- Очень качественное соединение алюминиевых деталей.
- Точные настройки прибора допускают сваривание слишком тонких заготовок.
- Практически нет деформаций деталей, так как сильный нагрев идет только в зоне варки.
К негативным моментам можно отнести относительно недешевые оборудование и расходные материалы (газ, вольфрам, и присадочная проволока). Но при этом можно варить любые алюминиевые изделия в домашней мастерской.
Полуавтоматическое TIG оборудование
Работы построена на подаче проволоки, которая плавит металл и расплавляется сама, формируя при этом шов. Для работы с алюминием такие аппараты также имеют функцию подключения подачи аргона для вытеснения воздуха из зоны варки.
Однако, кроме защитной атмосферы, такие приборы имеют другое преимущество — импульсный принцип работы.
Проволока подается механизмом в сварочную ванну, ее кончик расплавляется под воздействием дуги и образуется капля расплавленного металла. В этот момент увеличение импульса организует давление, под которым частичка расплава как бы вдавливается в поверхность.
Такое импульсное сваривание позволяет получить более качественный шов, по сравнению с другими видами оборудования.
Сварочный полуавтомат с возможностью тиг варки должен обладать следующими функциями.
- Как и при ручном сваривании, к полуавтомату должно подключаться оборудование подачи газа.
- Такой прибор также нужно точно настраивать на соответствующий ток и полярность.
- Обязательно выставляют скорость подачи проволоки и объем расхода газа.
- Наличие осциллятора для увеличения начальной силы тока, позволяющей зажигать дугу в атмосфере с аргона.
- Можно варить очень тонкие алюминиевые заготовки (толщиной от 0,5 мм).
- Сварной шов получается очень высокого качества, более ровный и без наплывов.
- Сварочная проволока имеет необходимые присадки и добавки для усиления прочностных характеристик соединения.
- Во время работы образуется меньше дыма и гари, а шов не загрязняется шлаком.
Из негативных качеств можно назвать довольно недешевую стоимость всего оборудования. Также для работы с такой сваркой нужен опыт работы, а новичку потребуется изначально научиться технике и приемам сваривания алюминия полуавтоматом.
Однако полуавтоматическая тиг сварка на сегодня остается лучшим из доступного оборудования для домашних мастерских.
Сварка алюминия без аргона
В качестве оборудования для сваривания алюминия без аргона используется сварочный инвертор или трансформатор с применением специальных электродов.
Какими качествами должно обладать такое оборудование?
- Инвертор должен иметь функцию переключения с переменного тока на постоянный. Все инверторы работают с переменным током, но повышают его частоту.
- При использовании трансформаторного оборудования потребуется дополнительный выпрямитель. Сварка такого устройства тоже работает на переменном токе и не имеет встроенных возможностей его переключения.
- У прибора должна быть возможность смены полярности. Алюминий без аргона варят только на обратной, когда кабель держателя ставят на плюс, а массу — на минус.
- Сварочное оборудование должно обладать достаточной мощностью.
Инвертор с такими возможностями сможет варить алюминиевые изделия, но с использованием специальных электродов.
Положительными качествами такого оборудования является возможность варить сталь и, в то же время, некоторые цветные металлы. Такое оборудование более дешевое в сравнении с приборами тиг сварки.
Однако при этом нужно иметь очень большой опыт таких сварочных работ, покупать специальные электроды и тщательно готовить детали перед их соединением.
Как выбрать оборудование для сварки алюминия
Однако, при надобности покупки сварочного прибора, стоит обращать свое внимание на пункты, указанные в описаниях к каждому из видов.
Главные принципы таковы:
- Возможности регулировать и переключать режимы тока: от самых низких настроек к высоким (максимально допустимая сила должна быть хотя бы 250 А).
- Главное для обычного инвертора ручной дуговой сварки — наличие функции смены полярности и перевод прибора на постоянный ток.
- У сварочных аппаратов с указанной TIG функцией должна быть возможность подключения горелки с подачей аргона. Это минимум. Но желательно, чтобы он имел настройки подачи газа и различных режимов.
- Полуавтоматы, кроме всех указанных возможностей, должны регулировать подачу проволоки.
- Для всех видов аппаратов важно то, кем оно сделано. Очень много дешевых китайских производителей, которые не имеют лицензий на выпуск продукции. Ведущими марками такого оборудования были и остаются ESAB, KAISER, TESLA, RESANTA и другие.
Без опыта лучше всего перед покупкой обратиться к опытному сварщику, который поможет подобрать для Вас требуемое оборудование и укажет на нужные функции.
Если у Вас есть опыт по выбору, приобретению и использованию сварочного аппарат для варки алюминия, поделитесь им в блоке обсуждения этой статьи.
ТОП 10 сварочных аппаратов для сварки алюминия
В силу своих химических и физических свойств, сварка алюминиевых конструкций ведется иначе, чем сварка стали, нержавейки и других металлов. Чтобы швы получились прочными и ровными, а конструкция из алюминиевых сплавов была надежной, используются специальные технологии. В частности, нередко специалисты применяют аргоновый сварочный аппарат по алюминию. А поскольку сплавы алюминия характеризуются прочностью, небольшим весом и высокой стойкостью к коррозионным явлениям, то сочетание таких качеств сделало возможным использование их во многих отраслях промышленности: самолетостроении, судостроении, автомобильной промышленности и других. Алюминий в чистом виде, без примесей, имеет совсем небольшую прочность и его применение носит несколько иной характер. В изготовлении конструкций он используется редко, только в пищевом и электротехническом производственном циклах, где идет на изготовление форм и упаковок. Сварка алюминия усложняется низкой температурой его плавления, поэтому при работе большая вероятность прожига заготовок.

Фото:https://rozetka.com
Содержание:
Рейтинг лучших сварочных аппаратов для сварки алюминия на 2020 год
Сегодня наши специалисты постарались подобрать самые лучшие модели сварочных аппаратов для сварки алюминия на этот год, опираясь на такие важные характеристики как цена, качество и конечно же надежность. Надеемся, что наша статья окажется полезной для вас, и непосредственно вы сумеете подобрать для себя наиболее привлекательный полуавтомат для сварки алюминия.
Тriton АLUMIG 200 SPULSE SYNERGIC

Фото:https://beru.ru
Сварочный аппарат, который поддерживает MIG и MAG сварку. Благодаря этому обеспечивается качественная сварка алюминия и его сплавов. Возможности аппарата: продувка газом зоны сварки, есть несколько циклов (в начале и в конце). Удобная функция «Burn Back», позволит настроить аппарат на определённое время отжига проволоки. Сварочные аппараты «Тriton АLUMIG 200 SPULSE SYNERGIC» применяются для сварки алюминия и сплавов из него, а также для сваривания нержавеющей стали. Так что если вы еще не знаете, при посредничестве какого аппарата производить сварку для алюминия, то присмотритесь к данной модели.
Сварочный аппарат Тriton АLUMIG 200 SPULSE SYNERGIC
Достоинства:
- надежный
- хороший срок службы
- мощный
Недостатки:
- не обнаружены
Triton ALUTIG 200P AC/DC

Фото:https://beru.ru
Данный аппарат для сварки алюминия имеет удобную функцию MIX/TIG. Благодаря этому можно задействовать особый режим при сварке алюминиевых сплавов, который обеспечит качественный провар металлов при их различной толщине — тиг сварка алюминия. Аппарат для сварки удобен как на стройке, так и в гараже. Сварка алюминия происходит без наплывов. Что очень важно, аппарат Triton ALUTIG 200P AC/DC имеет небольшой расход газа и позволяет производить, в том числе, и точечную сварку алюминия.
Сварочный аппарат ALUTIG 200P AC/DC (TIG, MMA)
Достоинства:
- удобен в использовании
- мощный
- надежный
Недостатки:
- не обнаружены
Аurora РRО INТER TIG 200 АС/DC РULSЕ

Фото:https://beru.ru
Хороший сварочный аппарат для tig сварки алюминия и сплавов. Его особенностью является удалённое управление посредством небольшого пульта. Аппарат можно использовать как для TIG, так и для MMA сварки, причём любыми видами электродов. В целом, сварочные аппараты Аurora РRО INТER TIG 200 АС/DC РULSЕ отличаются своей производительностью и качеством сварки. Из преимуществ, следует выделить не только высокую производительность, но и многофункциональность. Благодаря наличию импульсного режима, инвертор можно применять в качестве сварочного аппарата для нержавейки и алюминия.
Сварочный аппарат Аurora РRО INТER TIG 200 АС/DC РULSЕ
Достоинства:
- управление через пульт
- качественный
- мощный
- многофункциональный
Недостатки:
- цена
RЕАL ТIG 200 P АС/ДС

Фото:https://beru.ru
Особенностью этого сварочного аппарата является возможность варить при низком напряжении в 160 Вольт. Аппарат имеет несколько режимов работы 2Т/4Т для обеспечения качественной импульсной сварки. Поэтому сварочные аппараты RЕАL ТIG 200 P АС/ДС пользуются огромной популярностью. Единственный их недостаток связан с тем, что в режиме работы 2Т нет возможности заварить картер.
Сварочный аппарат PRO TIG 200 P DSP AC/DC (Е201) (TIG, MMA)
Достоинства:
- сварка при низком напряжении
- несколько режимов работы
- популярный бренд
Недостатки:
- отсутствует возможность заварить кратер
ТЕСН TIG 200 Р АСDС (Е101)

Фото:https://beru.ru
Аппарат имеет возможность продувки газом, до и после сварки, а также кратковременную подачу импульсного тока, что в значительно мере облегчает возможность возбуждения сварочной дуги. Из плюсов следует выделить наличие режима импульсной сварки с возможностью регулировать частоту импульса. Также есть уже популярный режим сварки АС/DC с возможностью регулировки нарастания тока по времени. Сварочные аппараты для алюминия нашли широчайшее применение в автомастерских. Из недостатков следует отметить большое количество настроек, так что неподготовленному сварщику можно легко запутаться.
Сварочный аппарат TECH TIG 200 P AC/DC (E101) (TIG, MMA)
Достоинства:
- продувка газом
- режим импульсной сварки
- мощный
- надежный
Недостатки:
- сложности в управлении и настройке
Triton ALUMIG 250Р Dруlsе Synergic 380v

Фото:https://beru.ru
Из имеющихся особенностей данной модели следует выделить наличие особой технологии под названием «Soft Switch», которая защищает данную модель аппарата от перегрева и сильных скачков тока. Также в сварочном аппарате имеется так называемый режим «Горячий Старт». Благодаря этому не требуется предварительный прогрев оборудования для сварки алюминия. Ну а наличие режимов 2Т/4Т с возможностью заварки кратера, существенно облегчают рабочие будни сварщика.
Сварочный аппарат ALUMIG 250P Dpulse Synergic 380v (MIG/MAG)
Достоинства:
- защита от перегрева и скачков тока
- горячий старт
- прост в управлении
- мощный
- надежный
Недостатки:
- не обнаружены
Wert SWI 190 (TIG, MMA)

Фото:https://beru.ru
Wert — одна из лучших фирм сварочных аппаратов. Модель SWI 190 универсальна, работает по TIG и MMA технологии. Мощность прибора небольшая — 3,5 кВт, но и стоит он недорого. Наибольшая токовая сила — 190 А. Благодаря свей компактности и легкости (масса меньше 2,5 кг) аппарат ценится монтажниками, выполняющими высотные работы. Среди полезных опций — хот-старт, защита от залипания электрода, возможность регулировки форсирования дуги.
Сварочный аппарат Wert SWI 190 (TIG, MMA)
Достоинства:
- малый вес
- дешевая модель
- можно регулировать форсирование дуги
Недостатки:
- небольшая мощность
ELITECH АИС 220 Prof (TIG, MMA)

Фото:https://beru.ru
За счет высокого показателя мощности (7,4 кВт) и универсальности модель можно отнести к приборам полупрофессионального уровня. Сварочный аппарат рассчитан на продолжительную безостановочную работу при нормальном и пониженном напряжении. Для удобства управления оборудован цифровым дисплеем с точной настройкой рабочих критериев. Сила тока регулируется от 10 до 220 А. Модель обладает функцией хот-старта, дугового форсирования.
Сварочный аппарат ELITECH АИС 220 Prof (TIG, MMA)
Достоинства:
- горячий старт
- антиприлипание
- форсирование дуги
- точность настройки
Недостатки:
- не обнаружены
Сварог PRO TIG 200 P DSP AC/DC (Е201) (TIG, MMA)
Фото:https://beru.ru
Компактный сварочный аппарат PRO TIG 200 P DSP AC/DC (E201) от фирмы Сварог, построенный по SMT технологии с туннельным обдувом, позволяет выполнять профессиональную TIG-сварку как при постоянном, так и при переменном токе. При этом пользователю доступен режим импульсной сварки TIG Pulse, точечная сварка TIG, режимы 2Т/4Т и ручная дуговая сварка MMA. Современные функции сварог е201 позволяют добиться стабильного зажигания и горения дуги во всем широком диапазоне сварочного тока. Устройство отвечает самым высоким требованиям безопасности и надежности благодаря классу защиты IP21S, улучшенной системе охлаждения и встроенной защите от перегрева.
Сварочный аппарат Сварог PRO TIG 200 P DSP AC/DC (Е201) (TIG, MMA)
Достоинства:
- два типа сварки
- многофункциональность
- импульсный и точечный режим
- удобная ручка
Недостатки:
- тяжелый
- высокая цена
Wester MINI 220T (MMA)

Фото:https://beru.ru
MINI 220T (MMA) марки Wester считается самым маленьким и самым простым в эксплуатации инвертором для сварки алюминия. Силовые показатели устройства — от 30 до 220 А, также имеется приличная мощность — 7 кВт. Аппарат способен долго трудиться без остановок при значительных нагрузках и просадках напряжения. Передняя панель имеет жидкокристаллический дисплей, датчики подключения к энергосети, перегрузку. Есть функции плавной регулировки, горячего старта, антиприлипания, встроенная термозащита. Решетки вентиляции защищены от попадания окалины. Если вы еще не знаете, какой сварочный аппарат лучше, то присмотреть к данной модели.
Сварочный аппарат Wester MINI 220T (MMA)
Достоинства:
- легкость управления
- долгая беспрерывная работа
- устойчивость к нагрузкам и перепадам тока
- встроенная термозащита
Недостатки:
- отсутствует транспортировочная ручка
На этом наша статья про сварочные аппараты для сварки алюминия подходит к своему завершению. Удачных покупок и правильного выбора!
Как выбрать аппарат для сварки для алюминия?
Время чтения: 8 минут
Алюминий — один из часто применяемых материалов в современном производстве. Алюминий используется везде: от изготовления посуды до конструирования космических кораблей. Поэтому сварщики, способные качественно соединять детали из алюминия пользуются большим спросом. Но не стоит отрицать, что качество работ зависит не только от рук сварщика, но и от сварочного оборудования. Чаще всего применяется оборудование для сварки алюминия аргоном, она же TIG (ТИГ) сварка.

TIG сварка — это технология, которая отлично подходит для работы с алюминием. В ее основе лежит применение газа аргона и специального сварочного аппарата с функцией «TIG». В этой статье мы расскажем, как выбрать аппарат для сварки алюминиевых деталей и какой аппарат может упростить вашу работу.
Общая информация
На данный момент оптимальный сварочный аппарат для работы с алюминием (и нержавеющей сталью тоже) — это компактные полуавтоматы инверторного типа со встроенной функцией «TIG». Сейчас такие инверторные аппараты есть в ассортименте у любого популярного производителя: от «Ресанты» до «BlueWeld». Так что найти сварочный аппарат для сварки алюминия аргоном довольно просто даже в маленьком городе.
Выбор сварочного аппарата
Помимо наличия функции «TIG» обратите внимание на некоторые дополнительные особенности. В частности, хороший аппарат должен быть интуитивно понятен для мастера любого возраста и уровня подготовки. Все регулировки, кнопки и разъемы должны быть подписаны крупными буквами, чтобы даже пожилой человек с плохим зрением не испытывал затруднений при эксплуатации аппарата.

Аппарат должен генерировать сварочную дугу бесконтактным способом, дополнительно должна быть функция медленного потухания дуги. Нелишним будет возможность управления балансом полярности и режим импульсной сварки. Все эти функции не только упростят ваш труд, но и существенно ускорят его.
Моделей аппаратов, предназначенных для алюминия и нержавейки, очень много в продаже. Ассортимент действительно большой, поэтому перед покупкой определитесь с некоторыми нюансами, которые могут стать критичными.
Сила сварочного тока
Первое, на что нужно обратить внимание — это максимальная сила сварочного тока. От нее зависит толщина металла, которую вы сможете варить, и ваши возможности как мастера. У большинства более-менее серьезных моделей сила сварочного тока составляет 200 Ампер. И вам может показаться, что этого недостаточно. Но важна не столько цифра, сколько то, как аппарат распоряжается этой характеристикой. Вы можете взять для сравнения два аппарата с одинаковой силой сварочного тока, но кардинально разной стоимостью и результатом работ.
Например, аппарат BlueWeld PRESTIGE TIG 222 стоит более 2000$ и выдает 200 Ампер, тогда как Сварог PRO TIG 200 P DSP стоит 500$ и выдает те же 200 Ампер. Новичок наверняка подумает, что не стоит переплачивать за дорогостоящую модель от BlueWeld, поскольку она выдает такой же максимальный ток. Только вот при использовании начинается самое интересное.
Аппараты с одинаковой силой тока, но из разной ценовой категории, выдают кардинально различный результат. Аппарат подешевле справляется с работой, но не способен обеспечить такое же качество швов, как аппарат из высокой ценовой категории. Все дело в компонентах, используемых при конструировании аппаратов, и в дополнительном функционале. Модель от BlueWeld стоит дороже не только из-за того, что это известный бренд. Просто производитель использует более качественные комплектующие при его сборке и внедряет новые технологии. И так со многими аппаратами.
Класс аппарата
Исходя из нашего примера выше, нетрудно догадаться, что аппараты делятся по классам. Основные классы: бытовой, полупрофессиональный, профессиональный и промышленный. О промышленном мы не будем говорить, поскольку они не совсем относятся к теме нашей статьи. А вот про остальные классы мы поговорим подробнее.
Бытовые сварочные аппараты для алюминия стоят до 500-700$ и охотно покупаются домашними умельцами. Такие аппараты подходят для нечастого ремонта (в том числе кузова авто), для сборки небольших металлоконструкций (например, навеса) и прочих несложных работ. Это оптимальный вариант, если вам нужен аппарат на дачу или в гараж. Такие аппараты весят немного, поскольку состоят из небольшого количества компонентов. Легко чинятся и модифицируются.

Полупрофессиональные модели стоят до 1000-1200$ и от бытовых отличаются бОльшим функционалом, благодаря которому у сварщика появляется больше возможностей. Вес таких аппаратов больше, чем у бытовых моделей. Опять же, за счет увеличения функционала и появления дополнительных деталей. Полупрофессиональный аппарат подойдет для мастера с ИП, занимающимся выездными работами, или для маленькой мастерской.
Профессиональные аппараты стоят от 1200$ и до бесконечности (в зависимости от наглости производителя и продавца :)) Такие агрегаты способны на выполнение самых сложных сварочных задач и используются на крупных производствах или на дорогом СТО. Покупать такой аппарат для домашнего использования нецелесообразно, поскольку в таких условиях сложно раскрыть весь его потенциал.
Универсальность аппарата
Многие агрегаты для алюминия и нержавейки оснащены не только функцией TIG, но и функцией ММА. Это значит, что вы можете варить не только с применением аргона, но и с использованием обычных покрытых электродов. Проще говоря, это простая ручная дуговая сварка. Эта особенность превращает аппарат в универсального помощника. Тем не менее, не все модели оснащены этой возможностью. При выборе аппарата обращайте внимание, оснащен ли он сваркой TIG и MMA. Такие сварочные аппараты для сварки алюминия стоят немного дороже, но за универсальность все же стоит заплатить.
Габариты аппарата
Сварочные инверторы сами по себе довольно компактны в сравнении с трансформаторами или выпрямителями, которые активно использовались в 20 веке. Тем не менее, сварочный аппарат для TIG сварки обладает большим количеством функций, которые невозможно поместить в ультра компактный корпус. Не ждите, что функциональный сварочный аппарат по алюминию будет весить 5 кг, как бюджетные инверторы для ручной дуговой сварки.
Если аппарат для TIG сварки весит до 10 кг, значит он либо имеет ограниченный функционал в угоду габаритам, либо стоит очень-очень дорого. Аппараты для бытовой сварки с более-менее приемлемым функционалом весят от 20 кг и выше. Учитывайте это, поскольку помимо инвертора вам необходим еще газовый баллон и сварочные комплектующие, и все это необходимо как-то перевозить.
Для решения этой проблемы можно купить или собрать специальную тележку. Но тележка не поможет, если вам нужно завезти аппарат на дачу в переполненной электричке и с наступлением холодов отвезти обратно в квартиру. Так что обращайте внимание на вес и габариты аппарата при покупке.
Особенности сварки
Для сварки алюминия своими руками вам понадобится не только аппарат, но и знания. В рамках этой статьи мы не будем рассказывать во всех подробностях, как варить алюминий аргоном. Мы расскажем про основные нюансы, которые нужно учитывать, чтобы швы получились качественными.

Перед сваркой не поленитесь и уделите время тщательной подготовке металла. Обезжирьте поверхность, зачистите ее и удалите все следы загрязнений. Существует несколько способов зачистки, но самый простой — механический, с помощью обычной металлической щетки.
Сварочный инвертор для сварки алюминия должен быть правильно настроен. Учитывайте толщину металла и диаметр электрода. Для сварки используйте качественный аргон, присадочные прутки и неплавящиеся электроды.
Технология аргонодуговой сварки алюминия не так проста, как другие технологии, но вы можете добиться неплохих по качеству швов, если будете придерживаться нескольких правил.
Во-первых, присадочную проволоку необходимо располагать исключительно перед неплавящимся электродом. Не сзади, спереди. И вести ее нужно вдоль шва. При этом подавайте присадочный материал плавно и без резких движений, чтобы металл не разбрызгивался. Во-вторых, наилучших швов можно добиться при сварке в горизонтальном положении детали. Так что положите деталь горизонтально, если есть такая возможность. В-третьих, постарайтесь варить на короткой дуге. Это не просто, но когда-то ведь нужно учиться.
Вместо заключения
Подбирая аппараты для сварки алюминия и нержавейки, обращайте внимание не только на производителя и стоимость, но и на технические характеристики. Чем мощнее аппарат, тем больше возможностей у сварщика. Все аппараты для TIG зачастую работают с применением переменного тока и постоянного тока, так что вы сможете сами выбирать оптимальный режим сварки.
Отдельно обращайте внимание на настройку. Настройка сварочного аппарата во многом влияет на конечное качество работ. Подбирайте силу тока в зависимости от толщины металла, не покупайте газ у сомнительных организаций и практикуйтесь как можно больше. Так вы сможете достичь высот в сварочном деле.
А что вы думаете по этому поводу? Поделитесь своим опытом выбора и применения сварочного аппарата для сварки алюминия. Возможно, вы можете посоветовать определенные модели аппаратов, которые хорошо зарекомендовали себя в повседневной работе. Расскажите о своем опыте в комментариях ниже, он пригодится новичкам. Желаем удачи в работе!
Особенности инверторной сварки алюминия: каким должен быть инвертор? Выбор электродов, технология процесса
Особенности алюминия состоят в следующем:
Правила при сваривании алюминия инвертором
Существует ряд правил для получения качественного результата при сварке алюминия инвертором:
- Для оптимального процесса рекомендуется использовать электроды из вольфрама. При этом особое внимание стоит уделить размеру наконечника и составу электрода, так как эти факторы влияют на качество выполняемых соединений.
- Предварительный прогрев алюминиевых деталей позволит сократить последствия деформаций в районе сварного шва от воздействия высоких температур. При этом температура подогрева прямо пропорциональна размерам свариваемых деталей. Если конструкция большая, то может быть нагрет только локальный участок сварки.
- Сваривать алюминиевые элементы необходимо под защитой инертных газов (аргон, аргон+гелий);
- Сварочные манипуляции при работе с алюминием проводятся только с использованием тока обратной полярности. Такой выбор обусловлен возможностью разрушения образующейся оксидной пленки катодным распылением.
Какие электроды лучше всего подходят для сварки алюминия
Чем больше толщина деталей, тем больше диаметр электрода. Неверно выбранный размер приведет к тому, что либо соединение будет непрочным, либо будут дефекты при выполнении.
Инвертор для сварки
Инверторы, применяемые для сварки деталей из алюминия, могут между собой отличаться по конструкции и модификации. Наиболее распространены полуавтоматические аппараты, а также электродуговые установки.
Выбираемый для сварки алюминиевых деталей аппарат должен иметь следующие возможности:
- должен быть установлен осциллятор для обеспечения возможности увеличения стартового тока;
- настройка основного тока с высокой точностью в соответствии с толщиной детали;
- регулятор подачи инертного газа при сварочных работах.
 Примерная стоимость инверторов для сварки на Яндекс.маркет
Примерная стоимость инверторов для сварки на Яндекс.маркет
Какие параметры устанавливаются в зависимости от толщины свариваемого металла
Настраивая аппарат для сварки, необходимо произвести следующие манипуляции:
- отрегулировать баланс переменного тока (плюс или минус). Обычно при сварке алюминия используют обратную полярность, то есть “-“;
- настроить сварочный ток в зависимости от толщины соединяемых элементов. Ток импульса увеличивается при увеличении толщины свариваемых деталей. Так, для алюминия толщиной 1 мм используется ток от 23 до 27 Ампер, а для сварки алюминия толщиной 5 мм – 150-180 Ампер;
- отрегулировать затухание дуги, также зависящее от толщины деталей: чем толще, тем дольше. Например, для соединения алюминия толщиной 2 мм достаточно выставить этот параметр на 3 секунды;
- настроить продувку газом для охлаждения (при наличии такой функции).
Технология сварки
Любые сварочные работы, помимо непосредственно самого процесса, имеют определенные этапы подготовки:
- очистка свариваемых поверхностей и их обезжиривание. Для обеспечения качественного соединения элементы очищают от жиров, масел, пыли и грязи. После этого элементы обезжиривают ацетоном или иным подходящим растворителем;
- при необходимости производится разделка кромок свариваемых деталей. Если же элементы соединения имеют толщину до 4 мм, то разделка не производится. При соединении деталей покрытыми электродами разделку допускается выполнять только при толщине деталей свыше 20 мм. Для тонких деталей наиболее распространена отбортовка;
- обязательно следует удалить пленку из оксида алюминия каким-либо абразивом либо металлической щеткой;
- настроить оборудование под конкретное изделие исходя из его состава, размеров и толщины (установить стартовый и сварочный токи, время затухания дуги, отрегулировать баланс переменного тока, настроить продувку газом).
Произвести необходимые манипуляции в соответствии с заданными параметрами и соблюдением всех нормативов:
Все работы выполняются аккуратно и без спешки, с тщательным проплавлением металла и соблюдением техники безопасности.
В завершении процесса охладить изделие и инструмент, оценить качество выполненных работ.
Электроды для сварки алюминия
Алюминий относится к тем металлам, при сварке которых возникают определённого рода трудности. На поверхности алюминия присутствует оксидная плёнка, для расплавления которой нужна очень высокая температура, более 2000 градусов.
Кроме того, алюминий сильно растекается, поэтому получить цельный сварочный шов проблематично. Поэтому для сварки алюминия не подходят обычные электроды. Промышленностью с этой целью выпускаются специальные электроды по алюминию, такие как ОЗАНА и ОЗА, УАНА и ESAB.
В данном обзоре сайта про сварку и пайку svarkapajka.ru мы расскажем, какими электродами варить алюминий.
Сложности при сварке алюминия
Оксидная плёнка — на поверхности алюминия присутствует оксидная плёнка, которая сильно затрудняет сваривание этого металла. Чтобы расплавить оксидную плёнку на поверхности алюминия требуется очень высокая температура, намного выше, чем температура плавления самого алюминия.
Сильная текучесть — алюминий обладает высокой текучестью. Поэтому при его сварке необходимо использовать подкладки из теплоотводящих материалов, например, из меди.

Высокое линейное расширение — вследствие воздействия больших температур, алюминий деформируется. По этой причине получить красивый сварочный шов достаточно трудно.
Кроме того, для сварки алюминия нужен гораздо больший ток, чем для других металлов. Применяются с этой целью и специализированные электроды по алюминию, о которых вы сможете узнать ниже.
Какими электродами варить алюминий и его сплавы
Электроды для сварки алюминия от обычных электродов для стали отличаются своим покрытием. В его составе имеются хлориды и фториды щелочных металлов. Именно они вступают в реакцию с оксидной плёнкой и разрушают её под воздействием высоких температур.

В свою очередь, для низкотемпературной пайки алюминия используются специальные флюсы, которые выполняют такую же самую задачу по разрушению оксидной пленки. Подробно о том, как выполняется пайка алюминия в домашних условиях, вы можете почитать здесь: https://svarkapajka.ru/pajka-alyuminiya-v-domashnix-usloviyax.html
Наиболее популярными марками электродов для сварки алюминия считаются:
Электроды ОЗАНА и ОЗА — обмазка данных марок электродов имеет в своём составе фтористые и хлористые соли калия и лития, которые превращают оксидную плёнку на поверхности алюминия в шлак. Покрытие электродов ОЗА и ОЗАНА гигроскопично и обладает низкой прочностью.
Электроды ОЗА-1 и ОЗА-2 — используются для сварки чистого алюминия без каких-либо примесей. Для их изготовления служит проволока СвАК5 и СвАК3. В свою очередь электроды ОЗАНА-1 изготавливают из алюминиевой проволоки.

ОК 96.10 — электроды шведской компании ESAB. Они имеют особый состав обмазки с высоким содержанием солей хлора и фтора. К сожалению, данная марка электродов не поставляется на сегодняшний день шведской компанией в страны СНГ, а на замену ей пришли такие электроды по алюминию, как ESAB OK AlMn1.
Электроды OK AlMn1 — это аналог сварочных электродов по алюминию ОК 96.10. Они имеют солевое покрытие стержня и идеально подходят для сварки алюминиевых сплавов с невысоким содержанием марганца с магнием, не более 3%.
Электроды для сварки дюралюминия
Практически все вышеописанные электроды по алюминию подходят и для сварки дюралюминия. Тем не менее, есть определённые марки электродов, которые предназначены для сварки только чистого алюминия, без каких-либо примесей.
В первую очередь это, электроды ОК 96.10, которые применяются для сваривания изделий из чистого алюминия. В свою очередь, практически такие же электроды данного производителя, но другой марки (ОК 96.50) подходят для сварки алюминиевых сплавов, в том числе и дюралюминия.
Как и чем варить алюминий

Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
- Почему свариваемость алюминия низкая
- Способы сварки алюминия
- Что нужно для сварки алюминия
- Чем варить алюминий в домашних условиях
- Сварка вольфрамовыми электродами в инертной среде
- Задействуем полуавтомат
- Выполняем работы инвертором
- Технология сварки алюминия при помощи флюсов
- Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
- На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.

Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.

Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.

Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
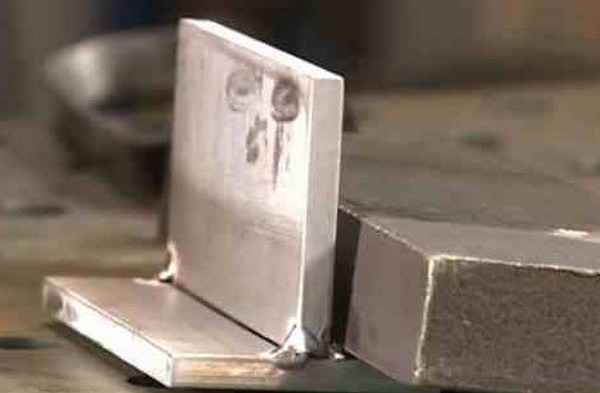
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.

Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.

Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.

