
Как спаять два алюминиевых провода?
Способы пайки алюминиевых проводов
Несмотря на то, что в современном строительстве при производстве электротехнических работ алюминиевые кабели все чаще вытесняются медными, алюминий остается незаменимым материалом при изготовлении проводов и кабелей большого сечения.
Причины этого лежат на поверхности – удельное электрическое сопротивление алюминия больше, чем у меди примерно в полтора раза, а объемный вес меньше в три раза.
При большом сечении проводника, когда вес важнее прочности, выбор в пользу алюминия очевиден. Площадь сечения алюминиевого проводника будет больше, чем у медного в полтора раза, и при этом алюминиевый все равно будет в два раза легче медного. Для соединения проводов среди прочих методов применяют пайку.
Методы спаивания
 Проблемой при использовании алюминиевых проводников является их быстрое окисление. Пленка оксида оказывает значительное препятствие прохождению электрического тока при соединениях. Для этого скрутки алюминиевых проводов пропаивают.
Проблемой при использовании алюминиевых проводников является их быстрое окисление. Пленка оксида оказывает значительное препятствие прохождению электрического тока при соединениях. Для этого скрутки алюминиевых проводов пропаивают.
Паять алюминиевые провода в распределительной коробке можно, пользуясь паяльником или газовой горелкой. Применять паяльник сложнее из-за невозможности точно осуществить нагрев до необходимой температуры. А для алюминия перегрев так же неприемлем, как и недогрев.

Металл обладает большой теплопроводностью, и изоляция на большом участке от места пайки может просто оплавиться.
Газовой горелкой регулировать температуру нагрева проще, но ею долго осуществлять подготовку поверхности. Тем не менее, именно горелку нужно будет применять, если необходимо припаять какие-либо массивные детали друг к другу. В любом случае, при пайке алюминиевых проводов нужна их подготовка.
Предварительная обработка
 Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Еще одним фактором, затрудняющим пайку алюминиевых проводов, является быстрое окисление на воздухе.
Окисная пленка на поверхности материала надежно защищает алюминий от воздействия всевозможных внешних факторов, но она же препятствует адгезии припоя с материалом, и ее нужно обязательно удалять.
Механически снять пленку оксида в обычных условиях практически невозможно. Материал моментально окисляется и покрывается новой пленкой. Можно механически удалить окисную пленку под слоем масла.
Но масло перед этим нужно прокалить до 200 ℃, чтобы удалить из него активный кислород, который может там присутствовать. Этот способ очень неудобен в домашних условиях и трудоемок.
Поэтому концы алюминиевых проводников необходимо облудить перед пайкой. Использование канифоли или большинства других флюсов не даст результата из-за высокой химической стойкости оксидной пленки. Она не растворяется даже органическими кислотами.
Чтобы облудить провода, необходимо использовать одновременно специальный флюс и механический способ.
Конечно же, делать это надо до того, как провода скручены, иначе механически очистить всю поверхность провода не удастся. Только облуженные концы можно скрутить друг с другом и спаять.
Работа паяльником
 Для того чтобы запаять алюминий паяльником, существует несколько способов, суть которых заключается в том, чтобы производить очистку сразу под слоем флюса при непосредственном контакте с расплавленным припоем.
Для того чтобы запаять алюминий паяльником, существует несколько способов, суть которых заключается в том, чтобы производить очистку сразу под слоем флюса при непосредственном контакте с расплавленным припоем.
Первый способ заключается в том, что алюминиевые проводники, перед тем как припаивать, зачищают горячим облуженным паяльником, используя смесь канифоли и стальных опилок.
Опилки оказывают абразивное действие, канифоль удаляет все примеси и сразу же очищенные участки покрываются припоем, который должен быть на жале паяльника.
Второй способ предполагает зачистку алюминиевого провода об наждачную бумагу средней зернистости непосредственно под воздействием горячего паяльника с припоем и флюсом.
Газовой горелкой
 Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Происходит это следующим образом:
- горелкой нагреваются поверхности алюминиевых деталей;
- по достижению температуры, при которой металл восстанавливается из оксида, пленка механически счищается;
- под воздействием пламени детали покрываются флюсом, и в зону пайки вносится припой.
Если детали толстые, то кромки их необходимо разделать под углом 45°. Обычно разогрев происходит до температуры плавления олова, когда припой растекается и заполняет желобок скрутки.
Отличия технологии при использовании флюса
Благодаря достижениям современной науки и техники, получены составы флюсов для алюминия, которые активно растворяют оксидную пленку и защищают материал от дальнейшего окисления.
Примерами таких препаратов могут служить составы с маркировкой Ф-59А и Ф-61А. Буква А означает, что эти составы предназначены для пайки алюминия.



При использовании этих флюсов пайка алюминиевых проводов значительно облегчается. Достаточно просто обработать флюсом уже готовую скрутку, даже не нагревая ее, а потом, прогрев паяльником или горелкой, наложить припой.
Он растечется по всей поверхности проводов и хорошо прилипнет, обеспечивая прочное и электропроводное паяное соединение.
Особенности пайки многожильных проводов
Многожильные провода необходимо паять только с применением специального флюса, так как механическая обработка их практически невозможна. Технология пайки отличается тем, что каждый проводок нужно сначала хорошо обработать флюсом.
Для этого пучок придется раскрутить и распушить. После обработки каждый тонкий проводок жилы покрывают припоем и скручивают жгут. После этого делают скрутку двух концов и пропаивают ее.
Можно ли соединять с медью
Нередко возникают ситуации, когда необходимо соединить алюминиевый провод с медным. Это, пожалуй, единственный случай, когда пайка не может использоваться.

Все дело в самом алюминии. Он вообще не может припаиваться к другим металлам из-за своих физических и химических свойств. При соединении с медью напрямую, между этими двумя активными металлами возникает электрохимическая коррозия, которая быстро уничтожит соединение.
А если их спаять, используя нейтральный к обоим материалам припой, то разный коэффициент температурного расширения металлов быстро разрушит спаянный контакт. Ведь при прохождении тока через проводник, он непременно будет нагреваться, а после отключения – остывать.
Техника безопасности
Техника безопасности при пайке алюминиевых проводов сводится к соблюдению общих мер предосторожности при работе с электрическими нагревательными приборами, с открытым пламенем и с агрессивными жидкостями, примером которых могут стать флюсы.
Недопустимо использование неисправных паяльников с нарушенной изоляцией, с мощностью более необходимой.
Запрещается использование горелок вблизи легковозгораемых предметов. При работе в помещениях должна быть правильно организована принудительная вентиляция.
Сложности при спаивании проводов из алюминия
 Основной сложностью при спайке проводов из алюминия, как указано выше, является наличие оксидной пленки на поверхности металла. Борьба с ней сильно замедляет процесс пайки.
Основной сложностью при спайке проводов из алюминия, как указано выше, является наличие оксидной пленки на поверхности металла. Борьба с ней сильно замедляет процесс пайки.
А если учесть, что провода из алюминия сейчас используются в основном для прокладки наружной силовой проводки, становится очевидным, что обычным паяльником и наждачной бумагой в этом случае не обойтись. Для соединения таких проводов все чаще применяется сварка.
Пайка алюминиевых проводов
Автор: Игорь
Дата: 12.07.2016
- Статья
- Фото
- Видео
Благодаря своим физическим и механическим свойствам, алюминий очень часто используется при создании различных изделий. Помимо своей легкости и относительно большой крепости металл обладает хорошей проводимостью, так что из него делаются провода для различных электрически установок. Пайка алюминиевых проводов является тонким и деликатным процессом, так как толщина металла в них является низкой, что усложняет процесс спаивания, а свойства самого металла не способствуют получению качественного соединения, если не применить дополнительные приспособления и инструменты. Большинство движений приходится делать быстро и четко, чтобы не перепалить сами провода.

Пайка алюминиевых проводов
Как и сварка алюминия, данный процесс осложняется борьбой с оксидами и прочими вещами. Но, по причине частой эксплуатации, людям с ним приходится сталкиваться, как в промышленных, так и в домашних условиях. Благодаря тонкости самих проводов, пайка алюминиевых контактов не требует особо мощной техники. Также здесь нет высоких требований к прочности будущего соединения, ведь тут не предвидится высоких механических нагрузок. Это облегчает процесс выбора припоя для пайки алюминия. Здесь главное соблюдать принцип сохранения высокой проводимости электричества, чтобы контакты не перегревались из-за повышенного сопротивления.

Пайка алюминиевых проводов
Спаиваемость алюминиевых проводов 

Пайка алюминиевых проводов осложняется рядом из нескольких факторов, которые препятствуют нормальному соединению. Они вызваны свойствами металла и особенностями работы. Главным врагом здесь выступает оксидная пленка, которая покрывает алюминиевые поверхности при любом контакте с воздухом, причем за относительно короткий промежуток времени. Она не расплавляется при тех температурах, при которых плавится сам алюминий, не говоря уже о температуре плавления припоя, поэтому оксидная пленка мешает образованию прочного контакта, обволакивая металл припоя.
Во время нагрева алюминий не меняет цвет и трудно понять, достаточно ли он прогрелся для пайки. Таким образом, пайка алюминиевого провода может закончиться порчей самого провода. Несмотря на то, что спаиваемость металла считается низкой, профессионалам приходится часто с ним встречаться и для борьбы со сложными моментами используются различные средства, каждое из которых помогает решить поставленную проблему. Алюминий плохо взаимодействует с остальными элементами, так что если приходится спаивать два различных провода, то свойства спаиваемости становятся еще хуже. Пайка алюминиевых проводов между собой происходит согласно ГОСТ 21930-76.
Трудности пайки алюминиевых проводов
Помимо оксидной пленки и отсутствия визуального контроля за температурой нагрева металла, существует еще несколько сложностей. Пайка алюминиевых одножильных проводов должна проводиться всего за несколько секунд, чтобы не повредить самому проводу. Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость.

Пайка алюминия паяльником в домашних условиях
Практически все процедуры, вне зависимости о того какой вид пайки используется, должны проходить полный круг подготовительных процедур, куда входит лужение, обработка флюсом и зачистка. Именно такие процедуры помогают ликвидировать оксидную пленку, благодаря которой получается основная масса брака при пайке. Еще одной сложностью становится правильный выбор параметров, так как рабата с тонкими элементами требует деликатного подхода. В то же время, небольшая толщина изделий помогает беспроблемно производить все в домашних условиях без явной потери качества.
Способы пайки алюминиевых проводов
Пайка алюминиевых проводов в домашних условиях может осуществляться несколькими способами. Одним из основных является пайка алюминиевых проводов паяльником, так как это один из самых простых и распространенных инструментов, который есть в каждом доме. Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным.

Пайка алюминия паяльником
Способ при помощи горелки, которая может быть газовая или бензиновая, помогает проводить более деликатные процедуры, так как тут легче регулировать температуру и газ отлично прогревает не только сам провод и припой, но и области, которые находятся рядом с ними. Подготовка горелки более длительная процедура, так как ее нужно заправлять, подбирать режим и так далее. Также это менее безопасный вариант, но после всего не нужно ждать, пока инструмент будет долго остывать, как это происходит при работе с паяльником.

Пайка алюминиевых проводов горелкой
Подготовка к пайке
Вне зависимости от того, происходит пайка алюминиевых проводов с медными, или с такими же, как и они, следует ответственно отнестись к подготовке, так как от этого зависит успех операции. В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
Как паять алюминиевые провода?

- Методы
- Подготовка
- Описание процедуры
- Техника безопасности
- Полезные советы
Популярность медных проводов в строительстве постепенно падает. Лидерские позиции на сегодняшний день занимают кабели из алюминия. Данный материал отличается повышенными эксплуатационными характеристиками и сниженной стоимостью. Алюминий используют как для изготовления проводов, так и кабелей больших сечений.

Методы
Главная проблема, которая возникает при использовании алюминиевых проводников, заключается в быстром окислении материала. Пленка оксида, образующаяся на поверхности, перекрывает путь электрическому току при соединениях проводов.
Чтобы предотвратить возникновение или распространение этого процесса, провода пропаивают.

Существуют два метода пайки алюминиевых проводов.
- С помощью паяльника. Сложность этого метода заключается в том, что не удается подобрать подходящую температуру для выполнения процесса. В случае работы с алюминием легко может произойти как перегрев соединения, так и его недогрев.
- С помощью газовой горелки. В этом случае регулировать температуру работы проще, однако применение такого метода потребует более тщательной подготовки алюминиевой поверхности.
В большинстве случаев паяют алюминиевые провода посредством использования горелки.

Подготовка
Для проведения процедуры потребуется подготовить следующие инструменты и материалы.
- Паяльник. Его мощность не должна превышать 40 Вт.
- Нож. Необходим для зачистки материала и снятия верхнего слоя изоляции.
- Флюс. Используется для проведения основного процесса.
- Канифоль. Этот компонент должен быть в растворе из спирта или ацетона.
- Припой. Вещество, сделанное из свинца и олова.




А также будут необходимы обрезки проводов из алюминия или меди. Сечение проводов не должно превышать 4 кв. мм.
Перед тем как приступить к пайке, следует подготовить материал. Стоит отметить, что алюминий – легкоплавкий металл. Температура его плавления – 660 градусов по Цельсию. Поэтому при неосторожном нагреве алюминий легко разрушить.
Еще одна сложность, которая может возникнуть при выполнении процесса, – это быстрое окисление материала на воздухе. Пленка окиси, покрывающая поверхность, защищает материал от воздействия внешних факторов. И она же становится препятствием для образования адгезии припоя с материалом. Именно поэтому ее необходимо удалять. Собственно, в этом и заключается процедура обработки проводов.
Снять пленку механически не получится, если под рукой нет подходящего оборудования. Объясняется это тем, что материал моментально окислится и покроется новой пленкой.

Удалить окись можно с помощью масла, которое перед проведением процесса необходимо будет прокалить до 200 градусов по Цельсию. Это требуется для того, чтобы удалить из состава активный кислород.
Удаление пленки окисла с помощью масла – сложный и неудобной процесс при пайке металла в домашних условиях. Использование канифоли или других флюсов тоже не поможет достичь нужного результата. Поэтому обычно прибегают к обработке концов проводников одновременным использованием флюса и механического способа.

Обработку металлов следует проводить после того, как провода будут скручены. В противном случае впоследствии не получится очистить всю поверхность провода механически. Только обработанные концы проводников можно будет спаять друг с другом.

Описание процедуры
Пайка алюминиевой проводки происходит в несколько этапов.
- Сначала выполняют подготовку необходимых инструментов и расходных материалов. Важно положить их таким образом, чтобы они всегда были под рукой. Дополнительно на данном этапе освобождают рабочее пространство, убирая из него лишние предметы.
- Дальнейшие действия заключаются в непосредственной обработке металла. Поверхность проводов зачищают и обрабатывают специальным флюсом. Кроме того, проводят лужение и другие процедуры.
- Третий этап – настройка техники. С помощью регулировок устанавливают оборудование на требуемый режим. Это позволяет обеспечить надежное выполнение поставленной задачи и сохранить целостность заготовки во время пайки.
- Следующий шаг представляет собой основной процесс. Точными и быстрыми движениями заготовки спаивают друг с другом. Для этого подносят небольшую часть припоя к проводам и наносят на концы специальный состав, который соединяет изделия. Предварительно осуществляют скрутку заготовок.


Последний этап заключается в том, чтобы дать металлу остыть. Дополнительно по окончании работ проверяют прочность соединения.
Техника безопасности
В процессе пайки требуется соблюдать правила техники безопасности. В основном к ним относятся общие меры предосторожности при работе со следующим оборудованием и веществами:
- электрическими нагревателями;
- открытым пламенем;
- агрессивными жидкостями.
К последним относятся флюсы. При выполнении поставленной задачи запрещается использовать неисправную технику. Важно предварительно осмотреть, не нарушена ли у паяльника изоляция, а при необходимости заменить устройство.
Также правилами техники безопасности запрещено применение горелок вблизи легковоспламеняющихся предметов. В помещении, где проводятся работы, необходимо организовать принудительную вентиляцию.

Полезные советы
Чтобы процедура пайки прошла успешно, рекомендуется принять во внимание несколько простых советов.
- Оловянный припой быстро покроется ржавчиной в процессе эксплуатации, если не позаботиться о его обработке. После соединения изделий рекомендуется нанести на поверхность материала лакокрасочное покрытие. Оно обеспечит защиту от окисления.
- Если соединить детали с помощью обычного припоя не удается, можно воспользоваться усовершенствованным вариантом процедуры. Высокотемпературный припой состоит из алюминия и кремния. Это позволяет обеспечить более надежное соединение, однако следует помнить о том, что для его использования потребуется достижение температуры работы 600 градусов по Цельсию.
- Перед проведением работ стоит убедиться, что на рабочем столе находятся требуемые материалы и инструменты, а также нет ничего лишнего. Если это не предусмотреть, риск получения травмы или плохого результата припоя повышается.


Учет перечисленных советов позволит спаять алюминиевые заготовки быстро и качественно.
Как паять алюминиевые провода, смотрите далее.
Как соединить алюминиевые провода: пошаговая инструкция
Когда требуется соединить между собой 2 разных участка провода, то необходимо кроме качественного контакта, получить достаточную прочность участка, где эти провода соединяются между собой.

- Скрутка
↓ - Резьбовое соединение ↓
- Используем клеммные колодки ↓
- Неразъемное соединение ↓
- Пайка и сварка ↓
- Альтернативные варианты ↓
- Особенности соединения ↓
- Блиц-советы ↓
Если принимать во внимание нормативные документы, которые действуют на территории нашей страны, то соединять алюминиевые провода между собой допустимо с помощью различных способов:
- Сварка.
- Опрессовка.
- Спаивание.
- Соединение при помощи клемм.
Несмотря на то, что все эти способы соединения, указанные в нормативных документах, представлены в качестве универсальных, далеко не каждый из них окажется подходящим при работе с алюминиевыми проводами.
Прежде всего, это связано с особенностями такого материала, как алюминий, в частности, с его техническими характеристиками. Как известно из школьного курса химии, на поверхности алюминия всегда находится оксидная пленка, образованная вследствие прямого контакта с кислородом воздуха.
Она не способна проводить через себя электрический ток. Помимо этого, у оксидной пленки довольно высокая температура плавления – в районе 2000 градусов. Этот показатель значительно выше по сравнению с температурой плавления самого алюминия.
Если же снимать эту пленку механическим способом, то она очень быстро снова возникнет. Стоит отметить, что наличие данной пленки при паянии алюминия очень сильно мешает процессу соединения алюминиевой жилы с припоем. Также, она способна вызвать затруднения при сварке проводов, потому что вследствие ее наличия возникают различные включения, из-за которых сильно снижается качество контакта.
К дополнительным характеристикам такого материала, как алюминий, относится повышенная хрупкость и текучесть. В связи с этим, при соединении проводов из алюминия следует заранее позаботиться, чтобы они были расположены так, чтобы полностью исключалась возможность механического воздействия на данный участок.
Скрутка

Алюминиевые провода зачастую соединяют между собой при помощи скрутки. Это наиболее простой, но и самый опасный метод соединения проводов между собой.
Последовательность действий при использовании данной технологии будет следующий:
- Сначала, с проводов снимают изоляцию приблизительно по 4-5 см с каждой стороны. Удобнее всего здесь применять специальный инструмент, предназначенный именно для этой цели.
- Теперь контакты следует обезжирить. Для этого их придется протереть тряпкой, предварительно смоченной в ацетоне.
- Наждачной бумагой удаляют оксидную пленку с поверхности металла, то есть зачищают его до получения металлического блеска.
- Провода скрещивают друг с другом, после чего одна из жил максимально плотно накручивается на другую при помощи пассатижей.
- Второй провод таким же способом накручивается на первый.
- Скрутку теперь следует заизолировать при помощи изоляционной ленты. Профессиональные электрики также рекомендуют воспользоваться специальной термоусадочной трубкой или кембриком. С его помощью можно качественно предохранить оголенную область от негативного воздействия внешней среды.
В принципе, технология довольно-таки простая. Надо лишь помнить о том, что жилы требуется оголять минимум на 4-5 см, а скрутку производить не вручную, а только при помощи пассатижей, чтобы провода прилегали к другу максимально близко.
Если этого не сделать, то в результате получится неплотный контакт, из-за чего участок может сильно нагреваться. В свою очередь, такой эффект вызывает короткое замыкание, а в некоторых случаях даже пожар.
Резьбовое соединение

Данный тип соединения может быть весьма надежным, если его правильно выполнить. Стоит отметить, что алюминий обладает наибольшим линейным расширением, в связи с чем между соединенными проводами с течением времени возникает зазор, ухудшающий их контакт между собой. Чтобы не допустить короткого замыкания, нужно время от времени подкручивать эти винты.
Для избавления от этой необходимости, устанавливают специальные шайбы с разрезами или гроверами. Они выбирают образующиеся зазоры и в несколько раз увеличивают надежность соединения.
На винт, провода нужно будет обязательно намотать, чтобы площадь его соприкосновения с контактной площадкой была значительно выше. Профессиональные электрики зачастую поступают так: плющат это кольцо на наковальне, чтобы повысить площадь соприкосновения.
Технология выполнения качественного резьбового соединения проводов начинается со снятия с них изоляции на расстояние, равное 4 диаметрам винта. Зачищенные участки обезжириваются.
Потом нужно загнут их кончики так, чтобы образовались кольца.
На винт надевают элементы в следующей последовательности:
- Пружинная шайба.
- Стандартная шайба.
- Колечко первого провода.
- Еще одна стандартная шайба.
- Колечко второго провода.
- Гайка.
Вся эта система затягивается до тех пор, пока пружинная шайба не будет находиться в выпрямленном состоянии. В принципе, если оба провода сделаны из алюминия, то между ними можно не прокладывать стандартную шайбу.
Используем клеммные колодки

Если у алюминиевых проводов незначительная нагрузка по току, то их можно соединять между собой при помощи клеммных колодок. Несмотря на то, что внешний вид таких изделий может сильно отличаться, принцип их работы один и тот же.
Корпус у колодок делается из пластика либо карболита. В нем расположены трубки с толстыми стенками, изготовленными из латуни. По бокам находятся резьбовые отверстия. В противоположные концы заводят соединяемые провода, которые закрепляют с помощью винтов. Необходимо отметить, что в одну латунную трубку разрешается вставлять столько проводов, сколько туда поместится.
Неразъемное соединение

Если в дальнейшем не планируется разбирать соединение проводов, то можно использовать так называемые неразъемные способы. Данные методы являются одними из наиболее надежных. Желательно их использовать, прежде всего, в труднодоступных местах.
Одним из наиболее легких методов неразъемных соединений является опрессовка. Для этого берется алюминиевая трубка подходящего диаметра, провода скручивают между собой, вставляют в эту трубку и зажимают пресс-клещами. Лучше всего здесь, чтобы проводники входили максимально плотно.
Лишь в этом случае соединение получится наиболее прочным. Стоит отметить: если провода входят в трубку довольно плотно, то скручивать их между собой даже не придется. На последнем этапе соединение изолируют.
Сегодня в продаже можно найти специальные наконечники для изготовления данного соединения, у которых уже имеется изолирующий колпачок. Он сжимается вместе с наконечником и обхватывает провода, закрывая к ним какой бы то ни было доступ.
Для получения качественного неразъемного соединения, нужно иметь специальные клещи, которые будут не перекусывать, а лишь сдавливать. Если их нет в наличии, то вполне подойдут и стандартные пассатижи.
Пайка и сварка
 Пайка проводов позволяет получить довольно качественное и неразъемное соединение. Однако, при соединении алюминиевых проводов, следует помнить о наличии на них оксидной пленки, из-за которой будет не слишком хорошо держаться припой.
Пайка проводов позволяет получить довольно качественное и неразъемное соединение. Однако, при соединении алюминиевых проводов, следует помнить о наличии на них оксидной пленки, из-за которой будет не слишком хорошо держаться припой.
Чтобы не допустить возникновения такого дефекта, нужно следовать определенной последовательности действий:
- Соединяемые участки проводов обрабатывают специальным флюсом, который снимает оксидную пленку с поверхности.
- Припоем обрабатывают как можно более тщательно, чтобы у него была наибольшая площадь соприкосновения с проводами.
- Когда участок соединения остынет, его желательно обработать наждачной бумагой, чтобы убрать острые края, которые могут повредить изоляционный слой.
- Провода в обязательном порядке изолируют.
Пайка требует наличия определенных навыков.
Следует сказать, что у этого метода есть несколько отрицательных моментов:
- Его приходится изолировать.
- Сам метод достаточно сложен, особенно, если приходится пропаивать провода под потолком, стоя на стремянке.
- Если в процессе работы была допущена ошибка, то исправить ее будет довольно проблематично.
- На работу уходит большое количество времени.
Сварка чем-то напоминает пайку проводов, но выполняется она значительно быстрее. Для того, чтобы получить качественное соединение, электрод подносится к участку соединения всего лишь на 1-2 секунды. Оба конца провода предварительно обрабатывают флюсом для удаления оксидной пленки.
После завершения сварочного процесса, скрутки проходят специальным растворителем и покрываются лаком. В результате получается качественное соединение, которое может прослужить в течение длительного периода времени, так как такой способ позволяет не допустить возникновения перегрева. Соответственно, такой участок нужно будет изолировать.
Альтернативные варианты

Провода можно соединить между собой с помощью заклепки. В принципе, подобная технология похожа на винтовую технологию, только здесь вместо винта берется заклепка. В конечном итоге получается неразборное соединение.
Выполняется такое соединение довольно просто: на заклепку через пружинную шайбу надеваются оба проводника, затем ее вставляют в заклепочник и сводят ручки до тех пор, пока не раздастся щелчок.
Также, существует специальный плоско-пружинный зажим. Такие изделия бывают одноразовыми и многоразовыми, когда провод может как вставляться, так и выниматься. Однако, следует помнить, что подобные зажимы выполняются из пластика, поэтому использовать их для силы тока свыше 10 А нежелательно.
Работать с ними весьма просто: провода зачищают и вставляют в зажим до щелчка. Без использования специального рычажка вытащить их оттуда невозможно. Также желательно изолировать данный участок провода.
Особенности соединения
Алюминиевые провода лучше всего размещать в специальных распределительных коробках, к которым они должны подходить в гофрированных рукавах. Это особенно важно, когда прокладка ведется на улице или же в случае сооружения проводки во влажном помещении типа ванной комнаты.
Вообще, когда производится соединение алюминиевых проводов, которые будут функционировать на улице, необходимо позаботиться о том, чтобы к участкам соединения не подходила влага.
В противном случае, не удастся избежать короткого замыкания. Весьма удобно в этом случае использовать технологию сварки проводов, так как последующее использование специального лака позволяет исключить воздействие воды на место соединения, а изоляционный слой дополнительно предохранит от удара током.
Блиц-советы

- Профессиональные электрики не рекомендуют соединять между собой алюминиевые и медные провода. Это связано со многими причинами, важнейшей из которых является различное сопротивление металлов. Кроме того, при взаимодействии друг с другом медь и алюминий очень быстро окисляются, что вызывает нагрев проводов, в значительной степени ухудшает контакт. Кроме того, их жесткость разная, что значительно усложняет проведение работ.
- Можно при необходимости комбинировать те или иные способы соединения проводов. В частности, скрутка вполне хорошо сочетается с пайкой или со сваркой. В итоге получается весьма надежный и неразъемный контакт, который прослужит в течение долгого времени.
Как правильно соединять алюминиевые провода между собой чтобы не нагревались

- Особенности алюминиевых проводов
- Электрохимическая коррозия
- Необходимые инструменты
- Для механических соединений
- Для сварки
- Для пайки
- Как соединить алюминиевые провода
- Скрутка
- Сварка
- Спайка
- Использование контактных зажимов
- Винтовое соединение
- Пружинное соединение (колпачки СИЗ)
- Опрессовка — обжимной способ с использованием гильз
- Другие варианты
- Правила безопасности
- Полезные рекомендации
В современных квартирах электропроводку в основном делают из медного провода. В домах старой постройки она алюминиевая. Не всегда получается заменить прежнюю систему электроснабжения, поэтому при подключении розеток и светильников часто приходится выполнять соединение алюминиевых проводов между собой.

Особенности алюминиевых проводов
На поверхности алюминия быстро появляется оксидная пленка, которая ухудшает его электропроводность. Температура плавления окислов — примерно 2000°C, а это больше, чем у самого металла. После удаления оксидного покрытия механическим способом оно быстро появляется снова и препятствует хорошей электропроводности в месте соединения проводов.
Электрохимическая коррозия
При соприкосновении проводов основная причина их разрушения — электрохимическая коррозия. Если алюминиевые проводники будут контактировать между собой или с другими металлами, то при отсутствии негативного воздействия природных факторов такое соединение будет вечным. Проблема в том, что влага есть везде, и ее наличие провоцирует начало процесса электролиза, в результате чего металлы начинают разрушаться.
.jpg)
У каждого проводника есть электрохимический потенциал, эта характеристика используется при создании гальванических элементов. Чтобы понять, какие металлы можно соединять между собой, учитывают величины их электрохимического потенциала и сравнивают эти значения. Разница не должна превышать 0,6 мВ. Удобно пользоваться электрохимическим рядом напряжений. Чем дальше друг от друга в нем расположены элементы, тем активнее будет реакция. Разрушается металл, находящийся левее, т.е. при соединении, например, меди и алюминия страдает последний.
Медный проводник, покрытый оловянно-свинцовым припоем, можно соединять с Al любыми способами, в т. ч. и механическими.
Необходимые инструменты
Есть разные методы соединения проводов, и для каждого из них понадобятся свои инструменты.
Для механических соединений
Если применяют механический способ, используют:
- пассатижи;
- нож или приспособление для очистки проводов от изоляции;
- устройства, с помощью которых выполняется соединение (клеммы, зажимы, колпачки СИЗ и т.д.).

Если используют метод опрессовки, то понадобятся пресс-клещи или пресс (механический или гидравлический).
Для сварки
В этом случае понадобятся:
- горелка;
- осциллятор;
- средства защиты (маска, перчатки, резиновые сапоги);
- аргонно-дуговой сварочный аппарат.
Для пайки
Для выполнения соединения проводов готовят следующее:
- паяльник мощностью 60-200 Вт в зависимости от толщины соединяемых жил;
- припой, например ПОС40;
- флюс (ФИМ, Ф-64, ФТБф);
- наждачную бумагу.

Как соединить алюминиевые провода
Есть разные методы, которые применяют в зависимости от ситуации, с учетом положительных и отрицательных качеств каждого из них.
Скрутка
Это простой способ соединения проводов, но если скрутку сделать неправильно, то она получится не слишком надежной.
Порядок действий такой:
- На расстоянии 4-5 см от края снимают изоляцию.
- Обезжиривают контакты и наждачной бумагой снимают с них оксидную пленку.
- Жилы скрещивают между собой и пассатижами полотно скручивают в виде жгута.
- Защищают контакт с помощью термоусадочной трубки.

Технология такого соединения простая, но чтобы получить хороший контакт, работу выполняют только пассатижами, т.к. руками прочно скрутить провода не получится.
Сварка
Данный метод позволяет в месте контакта создавать единое целое, поэтому переходное сопротивление там практически отсутствует, снижается нажимное усилие.
Есть и некоторые недостатки:
- Наличие на поверхности Al оксидной пленки, что усложняет процесс сварки, поскольку температура плавления налета намного больше, чем у металла.
- Из-за разности температур плавления металла и оксидной пленки выполнить сварку угольным электродом не получится: в каплях металла останутся оксиды, и соединение будет непрочным.
Удаление окислов выполняют механическим способом, но эта работа требует больших физических затрат и малоэффективна, т.к. они почти сразу образуются снова. Применение специальных флюсов помогает разрушить пленку, но подобрать их в домашних условиях сложно.
.jpg)
Самостоятельно сваривать алюминий без соответствующей подготовки не получится. Здесь важно точно подобрать рабочее напряжение (в пределах 20 В) и время воздействия на металл (1-2 секунды).
Спайка
Это трудоемкий процесс, занимающий много времени. В силовых сетях его практически не используют, а в домах и квартирах сейчас чаще устанавливают медную проводку.
При выполнении пайки проблемы также связаны с наличием оксидной пленки. Кроме этого, нет возможности контролировать нагрев провода, а при длительном действии высокой температуры алюминий меняет свои характеристики.

Удаление окислов выполняют наждачной бумагой или другими абразивными материалами. Оксидная пленка быстро образуется снова, убрать ее полностью невозможно, но удается уменьшить толщину слоя.
Жилы соединяют между собой, затем прикасаются к ним разогретым жалом паяльника с припоем и флюсом. Последний хорошо разрушает оксидную пленку, а чтобы он выполнял свою задачу еще лучше, припоем скребут по проводам. Если работа выполняется без флюса, то тереть припоем в месте контакта надо более интенсивно.
Использование контактных зажимов
Быстрее всего соединять алюминиевые проводники контактными зажимами. Они имеют простую конструкцию: винт — шайба — основание — упор — токоведущая жила.
Применять контактные зажимы просто: зачищают концы обеих жил на расстояние 12 мм, вставляют их в отверстия зажима и надежно фиксируют. Этот способ используют при соединении одно- и многожильных проводов.

Контакт получается более прочным в сравнении со скруткой, место соединения не нагревается, поэтому вероятность замыканий и возгораний минимальная.
Винтовое соединение
Если все сделать правильно, то этот простой способ обеспечит достаточно надежное соединение. В связи с тем, что Al имеет большой коэффициент линейного расширения, со временем контакт ослабевает. Чтобы этого не произошло, периодически винт подкручивают или ставят специальные шайбы. Для увеличения площади соприкосновения жилы на винт наматывают. Часто электрики для повышения площади контакта плющат кольцо, сделанное на конце провода.
Порядок соединения следующий:
- Зачистка провода. Изоляцию снимают на расстоянии, которое соответствует 4 диаметрам винта.
- Обезжиривание металла и загибание кончиков, чтобы получилось кольцо.
- Сборка конструкции. На винт надевают пружинную шайбу, потом простую, два провода, снова шайбу и гайку.

Полученное соединение зажимают до тех пор, пока пружинная шайба не выровняется.
При использовании винтового соединения или клеммников надо придерживаться рекомендуемых значений давления на кабель, иначе алюминий быстро «потечет»:
- до 150 кг/см² — на провод без напряжения ;
- не больше 100 кг/см² — если проводник покрыт медью;
- до 200 кг/см² — если он нагревается под напряжением.
Пружинное соединение (колпачки СИЗ)
В этом случае используют специальные пластиковые элементы, внутри которых есть металлические пластины. После надевания колпачков СИЗ на скрутку пружины зажимают жилы и образуется надежный контакт. При этом происходит снятие оксидного слоя, что еще больше улучшает соединение. Пластиковый корпус хорошо защищает место контакта от повреждений и одновременно является электроизоляцией.
Для качественного соединения надо правильно выбрать размер колпачков, чтобы на провода они накручивались с усилием.
Опрессовка — обжимной способ с использованием гильз
Метод опрессовки предусматривает применение кримперов (обжимных клещей) и специальных гильз. Так можно соединять алюминиевые проводники разного сечения и при этом получать надежный, прочный контакт. Использование вместо специального инструмента пассатижей и других подручных средств недопустимо.

Гильзы отличаются диаметром и материалом, из которого сделаны. Для соединения алюминиевых жил подходят только латунные или алюминиевые элементы. Их диаметр должен соответствовать сечению проводника. Если показатель будет меньше, то придется уменьшать сечение, а если больше, то уменьшится площадь контакта. Все это приведет к его перегреву.
Если надо соединить жилы разного сечения или больше 2 проводников, выбирают гильзы с соответствующими диаметрами отверстий. Нельзя разрезать эти элементы пополам, пытаясь сэкономить. Производитель рассчитал их длину, при соединении проводов требуется выполнение 2 противоположных обжимов, иначе контакт получится ненадежным.
В дальнейшем место соединения начнет нагреваться с соответствующими последствиями.
Другие варианты
Есть еще несколько способов, помогающих выполнить качественное соединение:
- Заклепки. Эта технология похожа на винтовой метод, только контакт получается неразборным. На заклепку надевают пружинную шайбу, проводники, после чего заклепочным пистолетом все надежно скрепляют в единую конструкцию.
- Плоско-пружинный зажим. Есть одноразовые и многоразовые модели. Пластиковые зажимы используют, когда по проводам передается ток не более 10 А. Зачищенные концы жил вставляют в зажим до появления щелчка. Чтобы их высунуть назад, надо нажать специальный рычажок. После соединения место контакта изолируют.
Правила безопасности
При выполнении всех электротехнических работ, чтобы обезопасить себя и окружающих, соблюдают правила техники безопасности, четко следуют разработанным инструкциям:
- простая скрутка алюминиевых жил с медными или алюмомедными не допускается, т.к. в процессе электролиза контакт разрушается, перегревается, искрит;
- во время сварки обязательно используют защитную маску и резиновые сапоги;
- в помещении, где выполняют сварочные работы, надежно защищают легковоспламеняющиеся предметы;
- алюминиевую проводку, особенно если она открытая, лучше укладывать в гофрированные рукава, а места соединений помещать в распределительные коробки;
- сварку и пайку выполняют только люди, имеющие соответствующие навыки;
- все оголенные части проводов надежно изолируют.
Полезные рекомендации
Чтобы контакт проводов получился максимально надежным, специалисты советуют:
- винтовое соединение периодически подтягивать, чтобы со временем контакт не ослабевал;
- если кроме скрутки применить другой метод не получается, рекомендуется дополнительно использовать колпачки СИЗ;
- чтобы получить более качественную спайку, вместо канифоли лучше использовать чистое минеральное масло (оружейное или для швейных машин);
- при выборе самозажимных клемм проверять их на соответствие площади сечения соединяемых кабелей и их количеству.
Используя любой из описанных способов, можно надежно и прочно соединить алюминиевые провода. Выбор технологии зависит от ситуации, условий эксплуатации проводки и наличия у мастера требуемых инструментов, деталей.
Как спаять между собой алюминиевые провода?



Материалы и инструменты, используемые при пайке алюминия
Перед тем как приступать к пайке, необходимо запастись инструментами и материалами, которые потребуются при работе:
- Паяльник. Так как алюминий обладает большой теплопроводностью, то для его пайки нужно использовать мощный паяльник. В случае с двумя проводами это может быть прибор мощностью от 60 до 100 Вт, а для больших элементов от 100 до 200 Вт;
- Припой. Высокотемпературный, если есть возможность нагреть материал детали до 600 °С или обычный, если такой возможности нет;
- Флюс. Применяется только в том случае, если его нет в составе припоя;
- Скребок для очищения алюминия от защитной плёнки. Также хорошо для очистки подходят щётка со стальными щетинками, наждачная бумага или абразивный круг. Полностью избавиться от оксидной плёнки невозможно, поэтому вышеперечисленные инструменты призваны уменьшить её толщину, что упростит работу флюса.

Припои и флюсы для пайки паяльником медных проводов
Пайка алюминиевых проводов

При электромонтаже металлические жилы кабелей соединяют методом пайки. Это гарантирует надёжный контакт в месте коммутации. Однако, если на медный провод легко нанести припой, покрыть алюминиевую жилу несколько сложнее. К тому же напрямую соединять два металла нельзя – они образуют гальваническую пару. При прохождении через скрутку электрического тока она будет греться.
При очистке жилы важно не повредить основной металл. Надрезанный алюминий может легко сломаться.
Трудность пайки заключается в том, что на поверхности металла есть оксидная плёнка, которую трудно удалить. Образуется она мгновенно при контакте алюминия с кислородом воздуха. Обусловлено это высокой химической активностью металла. Без защитной плёнки он бы полностью прореагировал с кислородом. Чтобы припой равномерно покрыл провод и крепко держался на нём, его поверхность зачищают травлением флюсами либо без доступа воздуха.
Выбор припоя
Для пайки алюминия лучше выбирать обычный мягкий оловянно-свинцовый припой – ПОС. Главное, чтобы он содержал больше 50% олова, дабы удостовериться в этом нужно посмотреть на число, идущее после названия, оно должно быть больше 50 (ПОС 50, ПОС 61, ПОС 90 и т.д.).
Помимо вышеперечисленных припоев, можно использовать те, которые изготовлены на основе кремния, меди, алюминия или серебра. К таким относятся 34А и ЦОП-40, содержащие цинк, увеличивающий их прочность вкупе с устойчивостью к коррозии.

Припой ПОС-61 0,8 мм
Как варить алюминий инвертором без аргона. Соединение алюминиевых проводов
В быту используются изделия из алюминиевых сплавов, которые изредка нуждаются в ремонте.
Возможна ли сварка алюминия в домашних условиях инвертором? Да, с помощью специальных электродов домашние мастера сваривают треснувшие или новые изделия.
Как варить алюминий инвертором без аргона
Сначала приобретаются специальные электроды по алюминию для электродуговой сварки. В этой статье, вы можете познакомится с плавящимися стержнями для соединения алюминиевых сплавов.
Сварка алюминия инвертором выполняется на постоянном токе обратной полярности (+ на электрододержателе). Для ходового электрода диаметром 3,2 мм, сварочный ток на аппарате выставляется в 80-100 А.
При соединении алюминиевых сплавов держак с электродом ставится под прямым углом (90 градусов). Технология выполняется короткой дугой.

Учтите: электроды по алюминию сгорают быстрее обычных в 3 раза, поддерживайте правильную скорость.
Толстый металл более 5 мм нуждается в разделке кромок. V-образная фаска вырезается со скосом 45-60 градусов.
Перед сваркой, заготовки для просушки нагревают газовой горелкой до 150-200 градусов. А электроды прокалывают в печи согласно инструкции завода-производителя.
Без подогрева алюминиевых изделий и просушки плавящихся стержней, соединение не получится.
В процессе нагрева заготовки, вы увидите, как вода выступит на поверхности и испарится.
Далее, изделия устанавливаются с технологическим зазором между ними 1-2,5 мм в зависимости от толщины пластин.
Металлической нержавеющей щеткой удаляется оксидная пленка (абразивные инструменты не рекомендуется применять, частицы абразива создадут дефекты соединения).
После приготовлений, выполняется сварка алюминия инвертором. После каждого прохода, при толстом металле, молотком удаляется шлак. Сварка по шлаку не производится. Электроды для алюминиевых сплавов при продолжении процесса нуждаются в очистке кончика.
Видео:
Алюминиевые сплавы подразделяются на трудно и легко свариваемые. Таблица поможет определится с характеристиками свариваемости.

Сварочный инвертор для сварки алюминия
Инверторные сварочные аппараты для сварки алюминия приобретаются разных марок и модификаций. Мы рассмотрели применение электродуговых аппаратов. Ещё на практике используются полуавтоматы и приставки для соединения в среде защитных газов.
В этой статье рассказывается, как научиться сварке алюминия с помощью аргона.
Видео:
Соединение проводов сваркой
Как происходит сварка алюминиевых проводов инвертором? Суть технологии простая:
- снять с проводов изоляцию;
- сделать скрутку;
- подрезать скрутку (провода на одном уровне, длина более 30 мм);
- нанести флюс для удаления оксидной пленки.

Для соединения приобретают графитовые или угольные электроды и флюс. Флюс — белый порошок, разводится водой до сметанного состояния и наносится на скрутки кистью или погружением. Флюс убирает оксидную пленку и предотвращает прилипание угольного электрода.
Соединение выполняется без дуги, простым подносом электрода к скрутке на 1-2 секунды. На инверторном аппарате силу тока выставляют 20 А.
Кончик электрода нужно иногда очищать от шлаков и окалины. Перед ответственными работами лучше потренироваться на заготовках.
После работы, алюминиевые соединения протереть растворителем, нанести лак и заизолировать.
Видео:
P.S. Технология не сложная, на практике вы освоите процесс быстро.
Выбор флюса
Для пайки алюминия дома лучше выбрать жидкий флюс, так как он более удобен в использовании, хорошо подходит для этих целей и его можно купить в любом магазине электроники. Для алюминия, металла, который покрывается защитной плёнкой, нужно выбрать особый флюс, потому что обычный не растворит окись. Среди них можно выделить такие вещества, как: Ф-61А, Ф-59А, Ф-64.
Также хорошим вариантом будет изготовление специального состава, подходящего именно для этого металла.

Флюс ФДА для пайки алюминия
Инструкция по пайке алюминия
Процесс пайки алюминиевых деталей, при наличии всех необходимых материалов, не сильно отличается от пайки меди или стали. Он состоит из:
- Подготовки поверхности, которая включает в себя обезжиривание материала с помощью растворителя, например, бензина, и снижение толщины оксидной плёнки;
- Расположения деталей в желаемом положении. На данном этапе желательно закрепить детали так, чтобы они были зафиксированы и после нанесения припоя не пришлось всё переделывать заново;
- Нагрева места соединения с помощью паяльника. Его мощность должна быть около 100 Вт. Также можно воспользоваться газовой горелкой. В таком случае очень важно не расплавить основной материал;
- Нанесение припоя на место соединения. Втирается он после нанесения флюса на стык двух деталей. Сам флюс наносится на стык кисточкой, которая обычно идёт в комплекте с баночкой. В случае если он уже содержится в припое, нужно всего лишь прикоснуться его стержнем к месту соединения заранее нагретых деталей.
Давайте паять!
Когда готовы все нужные инструменты и материалы подготовлены, беремся за работу. Рассмотрим технологию пайки медных проводов в распределительной коробке. В домашних условиях самый распространенный способ соединения – пайка скруток одножильных проводников. Зачищаем их от изоляции – снимем по 4-5 см с каждого конца. Для хорошего качества скруток следует плотно скрутить и обжать концы пассатижами. О том, как сделать хорошую скрутку, мы рассказывали в отдельной статье. Только не переусердствуйте, иначе можете обломать токоведущую жилу. Берем в руки паяльник, который должен быть достаточно прогрет, и начинаем пропитывать нашу скрутку канифолью так, чтобы она как можно лучше проникала между проводами. Затем на жало паяльника наносится припой, состоящий из олова и свинца, и, постепенно прогревая место соединения, добиваемся равномерного нанесения припоя. Он должен хорошо проникнуть между проводами. Когда они «окрасятся» в серебряный цвет, можно считать их залуженными. Узнать более подробно о том, как лудить провода, вы можете в нашей соответствующей статье.
Чтобы залудить многожильный медный проводник необходимо хорошо скрутить все мелкие жилки в одну жилу и подтянуть пассатижами. Затем нанести паяльником сначала канифоль, а потом уже нужный припой.

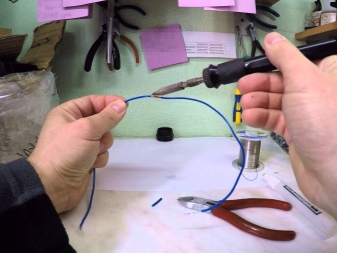
Отличительной особенностью пайки алюминиевых проводов является высокая степень окисления алюминия на воздухе. А если жилы окислятся, то нанести на них припой при электромонтаже уже будет проблематично. Поэтому придётся постоянно механически очищать поверхность от окисления и одновременно выполнять лужение. Для нагрева используется газовая горелка, флюс же подбирается исходя из способа пайки и сечения провода.

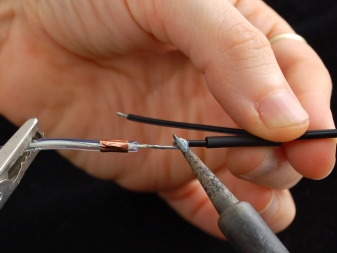
Ножом аккуратно срезаем изоляцию с жил примерно по 5 см. Очищаем поверхность до появления характерного блеска с помощью того же ножа либо воспользуемся наждачной бумагой. Далее, нужно соединить жилы в виде желобка, который образуется в результате соединения жил внахлест, методом двойной скрутки. Берем горелку и начинаем греть скрутку примерно до температуры плавления припоя. Продолжаем нагревать соединение и натираем специальной палочкой припоя место пайки. Желобок заполнится припоем. Таким же образом обрабатывается вся поверхность, пока она не покроется полностью оловом.
Кстати, плюсы и минусы существующих способов соединения проводов в распределительной коробке мы рассмотрели в соответствующей статье, с которой настоятельно рекомендуем ознакомиться!
Полезная видео инструкция по пайке проводов:

