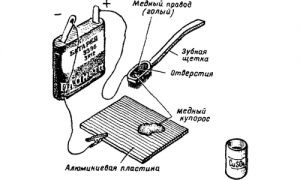
Как паять алюминий газовой горелкой?
Пайка алюминия газовой горелкой
Автор: Игорь
Дата: 11.07.2016
- Статья
- Фото
- Видео
Потребность в спаивании различных деталей возникает как в домашних, так и в промышленных условиях, так как данный процесс можно отнести к мелкому ремонту, хотя нередко приходится сталкиваться и с более масштабными процедурами. Дело в том, что различные виды и способы сварки металла не всегда могут предоставить результат достойного качества, а также не всегда являются подходящими. Поэтому, пайка алюминия газовой горелкой является вполне востребованным методом, который все же имеет ряд своих особенностей, которые придется освоить новичкам. Дело в том, что спаиваемость этого металла не так хороша, как у других разновидностей, но пайка становится более предпочтительной, так как при сильном нагревании металл меняет структуру и сварка портит его свойства, поэтому не всегда можно использовать сварку. Для поддержания качества следует использовать все имеющиеся дополнительные средства, которые предоставляет инфраструктура, разработанная за долгое время.

Пайка алюминия газовой горелкой
При работе с алюминием возникают проблемы в борьбе с оксидной пленкой, которой металл покрывается за относительно небольшой промежуток времени, так что может появиться даже после предварительной обработки. Пайка горелкой заметно отличается от пайки паяльником и считается более удобным процессом, так как тут можно регулировать температуру и мастер получает больше возможностей для деликатной обработки поверхности, причем как тонкого, так и толстого металла. Нередко в это время используются дополнительные флюсы и различные средства обработки. Пайка алюминия в домашних условиях газовой горелкой облегчает предварительное прогревание металла и расплавку дополнительных расходных материалов.

Пайка алюминия своими руками
Естественно, что для получения качественного соединения требуется опыт работы, так как алюминий относится к легкоплавким металлам, а соответственно, его припои имеют высокую растекаемость. При неправильном подходе материал просто растечется по поверхности, так и не заполнив шов соединения, не говоря уже о заделке дыр, где требуется настоящее мастерство. Здесь же очень важным моментом является подбор присадочного материала, так как для каждого вида пайки он требуется свой припой. Из алюминия может создаваться как корпус механизма или какой-либо толстой герметичной емкости, так и обыкновенные провода. Пайка алюминиевых проводов при помощи горелки проходит более легко за счет удобного регулирования температуры пламени и его интенсивности.
Преимущества 

- Пайка алюминия горелкой является универсальной, в отличие от применения паяльника, и может использоваться как для тонких деталей, так и для толстых;
- Газовая горелка имеет возможность регулировки интенсивности горения пламени, что определяет температуру нагрева, тогда как при работе с паяльником необходимо иметь несколько инструментов различной мощности;
- Горелкой можно подогревать поверхность металла, расплавлять припой и флюс;
- Скорость работы медленнее, так что появляется возможность делать все более качественно и спокойно;
- Итоговые результаты оказываются более качественными, чем при использовании паяльника;
- Инструмент практически сразу готов к использованию и не нужно долго ждать пока он остынет после работы.
Недостатки
- Подготовка к работе занимает более длительный отрезок времени;
- Себестоимость процесса спаивания становится более высокой;
- Работа становится менее безопасной, так как емкость, в которой находится газ, может взорваться, если на нее будет воздействовать открытый источник огня, или же шланги могут пропускать газ, что также нанесет вред организму;
- Оборудование для работы является более дорогостоящим.
Материалы и инструмент
- Основным инструментом является газовая горелка, которая пропускает через себя газ под давлением. Во время горения он расплавляет металл припоя и действует, как главная сила температурной обработки. За счет регулировки подачи давления определяется общая температура пламени.
- Емкость с газом, которая может быть представлена небольшим баллоном. Здесь находится расходный горючий материал, который должен быть надежно изолирован от внешнего воздействия.
- Шланг для соединения горелки и баллона. Его самого, а также соединения, следует всегда проверять на целостность перед использованием.
- Припой для пайки алюминия, который выбирается согласно той разновидности процедур, с которыми будет взаимодействие. Когда идет пайка алюминия газовой горелкой присадочная проволока выбирается по составу основного металла.
- Флюс для улучшения свойств спаивания. Он преимущественно используется для толстых заготовок, но также используется и для пайки различных сортов металла, таких как пайка алюминия со сталью газовой горелкой, или особо сложных случаев.
Температура плавления проволоки всегда должна быть ниже температуры плавления основного металла.»
Пошаговая инструкция
- Для начала проводится подготовка поверхности металла, для чего осуществляется предварительная зачистка поверхности детали мелкой металлической щеткой или наждачной бумагой. Также нужна обработка растворителем, который поможет ликвидировать налеты жира и масла, убрать оксидную пленку и прочие негативные эффекты.
- Затем необходимо обработать всю поверхность, где будет проходить пайка, флюсом. Это поможет улучшить свойства спаивания, текучесть и смачиваемость материала.
- После нужно прогреть заготовку при помощи горелки, чтобы припой смог лучше расплавиться и растечься по поверхности.
- После этого уже можно приступать к спаиванию, поднеся припой или присадочную проволоку к поверхности заготовки и зажечь горелку. Обрабатывая пламенем горелки расплавить материал, чтобы он растекся по поверхности и застыл там. Накладывание нескольких слоев может проходить в несколько этапов.
- В конце, когда расходный материал заполнит все трещины и выемки, образуя ровную поверхность, нужно дать остыть и проверить качество соединения.

Пайка алюминия горелкой
Если толщина детали более 4 мм, то следует заняться разделкой кромок, так как алюминий иначе не пропаяется.»
Режимы пайки горелкой
Толщина заготовки, мм
Техника безопасности
Перед каждым использованием газовой техники нужно проверять целостность и исправность работы газового баллона, шлангов и прочих. Баллоны нужно держать максимально далеко от открытого пламени. Вблизи рабочего места не должно быть никаких легко воспламеняемых предметов, а также горючих вещей.
Особенности пайки алюминия газовой горелкой
Существует несколько способов соединить детали из алюминия. Одним из таких способов является пайка алюминия газовой горелкой. При использовании этого метода можно надёжно скрепить заготовки различной толщины. Пайка алюминия газовой горелкой широко применяется как в промышленных условиях, так и в быту. Как и другие методы соединения, пайка имеет определённые преимущества и недостатки.
Плюсы и минусы пайки
Спаивание алюминия при помощи газовой горелки имеет ряд достоинств. К ним относятся:

- Качество работ. Использование горелки даёт возможность получить качественный шов, соединяющий между собой металлические детали.
- Простота в использовании. Осуществлять прогрев поверхностей газовой горелкой сможет даже человек, не имеющий определённого опыта.
- Универсальность. Возможность регулировки интенсивности пламени исключает необходимость использовать одновременно несколько паяльников.
- Мобильность. В отличие от пайки алюминия электрическим паяльником, нет необходимости подключать оборудование к сети питания.
- Равномерный прогрев. Можно осуществлять прогрев поверхностей заготовок одновременно с флюсом и припоем.
- Экономия времени на подготовку оборудования. Пайку алюминия можно выполнять сразу после подключения приспособления к газовому баллону.
 Строение атмосферной газовой горелки
Строение атмосферной газовой горелки
При всех этих достоинствах такой метод спайки алюминия имеет и определённые недостатки:
- Высокая стоимость. Для пайки алюминия газовой горелкой применяется дорогостоящее оборудование.
- Риск возникновения пожара. Открытое пламя, при нарушении техники безопасности во время работы, может привести к возгоранию.
- Низкая скорость выполнения работ (по сравнению со сваркой алюминия).
- Необходимость в индивидуальных средствах защиты.
- Высокая взрывоопасность. Утечка газа может привести к взрыву.
Технология процесса во время выполнения работ
При спаивании алюминия на поверхностях деталей образуется оксидная плёнка. Если выполнять пайку, не удалив предварительно оксидную плёнку, шов не будет иметь необходимую прочность. Плёнка образуется на поверхности металла очень быстро, поэтому от неё не удастся избавиться путём механической очистки заготовки.
 Угол наклона горелки во время пайки алюминия
Угол наклона горелки во время пайки алюминия
Для удаления оксидной плёнки применяются специализированные флюсы. Они блокируют доступ кислорода к месту пайки. Флюсы, применяемые при пайке алюминия, способствуют быстрому расплавлению присадочной проволоки и лучшему её сцеплению с деталями. Существует возможность подготовить металл к спаиванию при помощи химических веществ. В таком случае предварительно изготавливают раствор и наносят его на заготовки.
После механической очистки и химической обработки алюминия заготовки нагреваются до высокой температуры. Степень нагрева регулируется интенсивностью пламени. На разогретое место соединения подаётся присадочная проволока. Её температура ниже, чем у спаиваемого металла. Припой расплавляется, и заполняет все неровности и микропоры, находящиеся на поверхности. По мере остывания припой отвердевает, создавая при этом прочный шов.
Оборудование и материалы
Для выполнения работ по спаиванию алюминия необходимо определённое оборудование и расходные материалы. От качества материалов, применяемых при пайке, зависит прочность соединения. Приспособления и материалы, которые понадобятся при работе, перечислены ниже.
Газовая горелка
Одним из главных приспособлений при проведении процесса является газовая горелка. Может применяться как мощное устройство, так и небольшое устройство. Приспособление осуществляет подачу газа под высоким давлением. Содержимое баллона на выходе из устройства смешивается с воздухом и воспламеняется. С помощью регулировки давления на выходе из приспособления можно задавать необходимую температуру пламени.
Приспособление осуществляет нагрев поверхностей металла. Оказывая температурное воздействие, пламя расплавляет присадочную проволоку и позволяет припою растечься в месте соединения деталей.
 Портативная многофункциональная газовая горелка
Портативная многофункциональная газовая горелка
Газовый баллон
Газовый баллон является герметичной ёмкостью для хранения газообразных веществ. Для проведения процесса можно использовать баллоны различного объёма. Во избежание взрыва, ёмкость следует устанавливать на безопасном расстоянии от места проведения работ.

Шланг и зажимы
Для подачи вещества из баллона к устройству используется гибкий резиновый шланг. Он должен отвечать требованиям безопасности. Запрещается использовать шланги с нарушенной герметичностью, так как это может привести к утечке вещества. Шланг крепится к горелке и баллону специализированными хомутами.

Редуктор
Для обеспечения безопасности во время проведения процесса необходимо подключать оборудование к баллону через редуктор. Он предотвращает возникновение обратного удара пламени. Редуктор устанавливается на выходе из баллона, и является обязательным приспособлением при подключении.
 Пропановый редуктор для газовой горелки
Пропановый редуктор для газовой горелки
Для получения качественного соединения следует использовать специализированный флюс. Его состав может отличаться, в зависимости от разновидности выполняемых работ. Это вещество способствует быстрому расплавлению присадочной проволоки и очищению поверхности от оксидной плёнки.
 Флюс для пайки
Флюс для пайки
Присадочная проволока (припой)
Применяемый припой может быть различным, в зависимости от вида работ. Состав и диаметр присадочной проволоки определяется исходя из физических характеристик металла заготовок. При выборе припоя следует обратить внимание на температуру его плавления. Она должна быть ниже, чем у металлической детали.

Средства защиты
Во избежание получения травм, нужно использовать средства индивидуальной защиты. К ним относятся перчатки и защитные очки. Перчатки защищают руки оператора от ожогов. Защитные очки применяются для защиты глаз работника от попадания мелких абразивных частиц.

Подготовка и выполнение процесса
Подготовка заготовок
Перед началом процесса места спаивания необходимо очистить от грязи, окислений и других посторонних наслоений. Сделать это можно механическим способом, применяя наждачную бумагу или металлическую щётку. Затем, используя специализированные химические составы, материал очищается от жирового налёта и оксидной плёнки. В качестве очистителя можно применять ацетон или растворитель.
 Восстановление деталей пайкой
Восстановление деталей пайкой
Пайка
Первым шагом при спаивании деталей на места соединения наносится флюс. Затем, при помощи газовой горелки, заготовки нагреваются до необходимой температуры. Степень нагрева должна быть такой, чтобы можно было расплавить присадочную проволоку до жидкого состояния.
На нагретые детали подаётся припой. Он должен полностью расплавиться и растечься, заполнив все неровности и поры на поверхностях. При необходимости накладываются несколько швов. После растекания припоя деталям следует дать время полностью остыть. Остывшее соединение пригодно для использования.
 Пайка алюминиевой трубы газовой горелкой
Пайка алюминиевой трубы газовой горелкой
Итак, пайка является одним из способов соединения алюминиевых деталей. При правильной подготовке поверхностей заготовок и выполнении технологических требований этот метод позволяет получить шов высокой прочности с применением минимального количества оборудования. Производить процесс спайки, таким образом, без труда можно в бытовых условиях.
Видео: Как обычной турбогорелкой паять алюминий
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
 Припой отечественного производства – ЦОП-40
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
 «Aluminium-13» производства компании Chemet
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
 Флюс отечественного производства
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
 Рекомендуемый флюс для паки при высокой температуре
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
 Паяльник мощностью 300 Вт
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
 Простая газовая горелка
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Особенности пайки алюминия газовой горелкой
Главная » Строим дом » Сделай сам
Александр Короваев 16.10.2019
1 комментарий

Алюминий является достаточно распространённым металлом, широко используемым в народном хозяйстве. Преимущественно используются его сплавы, но иногда он применяется в практически чистом виде. Мы расскажем вам как можно паять алюминий в домашних условиях.
Почему возникают проблемы с пайкой?
Этот металл обладает множеством достоинств, в частности, лёгкостью и гибкостью. Кроме того, благодаря образуемой на его поверхности плёнке оксида, металл практически нейтрален и не вступает в реакцию с агрессивными средами или пищевыми продуктами.
Однако именно это свойство металла и является проблемой в тех случаях, когда необходимо произвести соединение нескольких алюминиевых деталей при помощи пайки.

Радиатор из алюминия
Чаще всего алюминий применяется, как материал для изготовления различных радиаторов: систем отопления, охлаждения компонентов электроники, автомобильных жидкостей и пр. Подобное использование обусловлено низкой теплоёмкостью и высокой теплопроводностью металла.
Несмотря на достаточно низкую химическую активность время и температура делают своё дело и в корпусах алюминиевых радиаторов появляются трещины, заделать которые достаточно проблематично.
Микротрещины, возникающие в радиаторах, могут быть даже незаметны человеческому глазу, но из них может уходить достаточно большое количество жидкости, которую придётся регулярно подливать в систему охлаждения.

Ремонт системы охлаждения – достаточно дорогостоящее мероприятие. Зачастую сервисные центры или автомастерские, особо не напрягаясь, просто меняют радиатор целиком вместо того, чтобы исправить его при помощи запаивания отверстия.
Спайка нескольких элементов
Самостоятельно устранить отверстие можно двумя путями: при помощи пайки или с применением холодной сварки. При этом, в обоих случаях придётся столкнуться с одной серьёзной проблемой.

Алюминий на воздухе сразу же окисляется
При взаимодействии алюминия с воздухом, он сразу же окисляется, а его поверхность покрывается тонкой плёнкой оксида.
Оксид обладает изолирующими свойствами и традиционные материалы, используемые в качестве припоя, не способны не то чтобы соединить две алюминиевые поверхности, но даже просто хорошо «прилипнуть» к поверхности, которую покрывает оксид.
Именно поэтому паять алюминий очень и очень непросто.
Пайка при помощи обычного паяльника не даёт желаемых результатов. Можно даже сказать, что она не даёт никаких результатов, поскольку даже при использовании специальных флюсов для пайки регулярно получается вместо ровного паянного шва неравномерное нагромождение припоя, явно не имеющее хорошего контакта ни с одной из припаиваемых поверхностей.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.

«Aluminium-13» производства компании Chemet
Как осуществляется пайка
Для пайки алюминия используется специализированный припой, способный противостоять защитному действию оксидной плёнки на поверхности металла.
Специальный припой для пайки
В качестве такого припоя могут выступать несколько марок, например, HTS-2000 или Castolin-192. Конструктивно данные припои представляют собой трубку из легкоплавкого металла (используются соединения цинка), в центр которой залит специальный флюс для пайки алюминия.
Именно этот флюс и используется для того, чтобы растворить тонкую оксидную плёнку на поверхности алюминия. Для того, чтобы правильно провести пайку, необходимо обеспечить температуру спаиваемых поверхностей +480°С.

Припой бывает разных размеров
При меньших температурах металл припоя не будет способен вступить в реакцию с оксидом и разложить его на составляющие, дав таким образом возможность материалу припоя обеспечить хороший контакт с поверхностью.
Для того, чтобы придать элементам конструкции требуемую температуру, используется обычная газовая горелка. Для этой цели можно воспользоваться как переносной, так и стационарной газовой горелкой.
Достать припой, позволяющий спаивать алюминий можно в специализированных магазинах, которые изготавливают и продают различные изделия из медных трубок и радиаторов. Это может быть, например, сервисный центр по ремонту холодильников и пр.
Иногда поиск правильного припоя может занимать достаточно существенное время, поскольку проблема достаточно специфическая и не везде может находиться интересующая информация. В крайнем случае, можно воспользоваться услугами любой торговой площадки. Это может быть, например, та же сеть Авито.

Но лучше всего (если, конечно, есть возможность подождать) обратиться на Алиээкспресс. Там можно заказать любой интересующий припой для алюминия по привлекательной цене и довольно быстрых сроках доставки.
Например, покупку припоя для алюминиевых изделий можно произвести тут: Перейти на сайт
Желательно перед началом пайки, особенно ели она делается в первый раз, провести тренировочную пропайку отверстий. Для этого в любой ненужной трубке следует проделать несколько отверстий, которые нужно будет запаять.

Место спайки должно быть хорошо прогрето
Поэтому не нужно выбирать для нагрева спаиваемых частей горелки небольшой мощности или откровенно низкокачественный товар.
Пламя у таких горелок будет слишком узким, оно плохо прогреет края шва, и пайка будет длиться очень долго, поскольку припой будет постоянно пытаться стечь с места пайки, собираться в шарики, неохотно прилипать к металлу и т.д.

Делать спайку алюминиевых деталей при помощи маломощных горелок очень проблематично, поэтому лучше использовать горелку-насадку на баллон
Её широкое пламя позволяет прогревать за один проход не только спаиваемые места, но и металл на некотором расстоянии от них.
Инструкция по пайке
Пайка алюминия в домашних условиях оловом должна проводиться в строгой последовательности, чтобы обеспечить качественный результат. Перечень действий выглядит следующим образом:
- поверхность очищается от всех загрязнений и больших частиц мусора;
- производится обезжиривание, чтобы убрать все лишние пленки, которые помешают соединению;
- детали фиксируются в заданном положении;
- жало паяльника залуживается и разогревается до нужной температуры;
- место соединения нагревается (это делается при помощи разогретого жала паяльника);
- стержень припоя подносится к тому месту, где будет соединение;
Важно! В стержне должен содержаться флюс, в противном случае, его потребуется нанести отдельно!
- образовывается соединение, убирается источник температуры, чтобы оно застыло;
- проверяется качество полученного соединения (при помощи визуального осмотра).
Последовательность пайки

Для того, чтобы спаять две алюминиевых детали, необходимо сделать следующее:
1Немного прогреть алюминиевую трубку без использования припоя. Это нужно, чтобы разрушить слой оксида алюминия на поверхности
2После прогрева места пайки следует сконцентрировать пламя горелки непосредственно на точке соединения алюминиевых частей и прогреть его в течение нескольких секунд
3Далее нужно поднести трубочку припоя непосредственно к месту прогрева, в точку центра пламени от горелки
4Припой начинает быстро растекаться по поверхности шва и полностью заполняет его.
При помощи такого способа можно не только запаивать изделия из алюминия, но и спаивать вместе листовой алюминий.

Спаянные между собой два элемента
Аналогично ранее рассмотренному случаю, вначале осуществляется всесторонний прогрев спаиваемых поверхностей, а затем внесение припойно-флюсовой трубочки в пламя горелки в месте контакта двух деталей.
В итоге должно получиться примерно так:
- Прочность пайки таким способом получается очень высокой, а соединение надёжным
- Сломать шов очень и очень трудно
Рассмотрим на примере, как необходимо спаять две трубки. В начале их располагают друг напротив дуга и выравнивают.

Важно чтобы трубки были правильно выставлены и закреплены
Далее всё происходит по классической схеме: у обеих трубок нагревают концы на глубину не менее 3 см. Далее концентрируют огонь на шве и просто подносят припой к месту шва.
Припой быстро растекается и трубки сразу же спаиваются.

Припой полностью заполняет шов по кругу. При этом благодаря флюсу, который растекается исключительно по шву, припой не попадает внутрь трубки и не забивает её. При этом шов получается очень прочный. Трубка изгибается достаточно легко, но шов при этом остаётся целым.

Проверка на прочность готовой пайки
Цинковый припой обладает очень высокой текучестью; он заполняет паз полностью, делая соединение герметичным. Аналогичным образом можно запаивать любые алюминиевые конструкции любого диаметра.
Естественно, в тех случаях, когда трубки радиаторов имеют многочисленные места повреждений, либо покрыты слоем коррозии, данный метод пайки является компромиссным вариантом, поскольку рано или поздно радиатор может прохудиться в любом другом месте.
В таких случаях может потребоваться полная замена элемента элемента. Но это уже совсем другая история.
Вывод
Сам же метод пайки с использованием цинкового припоя в виде трубочки с флюсом внутри является рабочим вариантом, кроме того, его можно отнести к бюджетным.
Стоимость 50 см трубки с флюсом составляет порядка 90 руб. Это более, чем удачное решение, на фоне таких операций, как аргонная сварка. Её стоимость может составлять несколько сотен, а то и тысяч рублей.
Подобный способ пайки часто используется в автомобильных мастерских для ремонта радиаторов.
Как паять алюминий газовой горелкой
Особенности пайки алюминия в домашних условиях
Алюминий – легкий прочный металл, применяемый в промышленных, хозяйственных, технических отраслях и электронике. Есть мнение, что его можно паять только с помощью специального оборудования, и в быту такая операция невыполнима. Но многие пользователи сталкивались с ситуациями, когда нужно создать герметичное соединение (например, запаять кастрюлю). Такая возможность существует и пайка алюминия в домашних условиях – реальность. Необходимо только знать технологию и иметь под рукой определенные элементы.
Факторы, влияющие на свариваемость алюминия
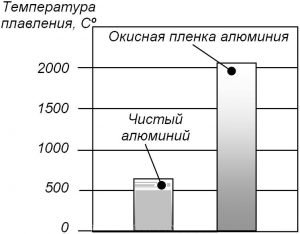
Алюминий активно окисляется на воздухе, и его поверхность достаточно быстро покрывается пленкой оксидов. Оксиды – тугоплавкие соединения. Их температура плавления достигает 2440 °С. У алюминия же данное значение равно 660 °С. Во время сварки оксиды препятствуют образованию в сварочной ванне однородной массы расплавленного металла.
Капли жидкого металла в сварочной зоне мгновенно покрываются окислами, которые не дают получить сплошной сварочный шов. Для предотвращения окисления зона плавления нуждается в изоляции при помощи флюсов или инертных газов. Обычно применяется аргон.
В отличие от стали, алюминий обладает таким качеством, как высокая жидкотекучесть в виде расплава. Сварочная ванна, в связи с этим, плохо формируется, а потолочные швы выполнить становится проблематично. Для устранения эффекта жидкотекучести используются подкладки с большой теплопроводностью для охлаждения зоны сварки.
Алюминий характеризуется высоким содержанием кремния и растворенного в нем водорода. Кремний провоцирует образование трещин во время охлаждения металла после сварки. Водород же выходя из расплава, образует множество пор в сварочных швах и трещин при кристаллизации.
Алюминиевые сплавы обладают значительной литейной усадкой, что при остывании приводит к деформированию свариваемых деталей.

Сварочный шов на алюминиевой трубе
Из-за высокой теплопроводности, процесс сварки алюминия предусматривает высокие сварочные токи. К примеру, для проведения работ по стали значения токов на 50% ниже.
Подобрать требуемые режимы сварки алюминия в домашних условиях затруднительно по причине того, что не всегда можно точно определить марку сплава свариваемых деталей.
Информация о технике пайки алюминия
Способность металла создавать на своей поверхности прочную оксидную пленку является основной проблемой при производстве пайки. Ее невозможно удалить механическим путем с помощью зачистки, так как процесс образования новой пленки занимает по времени менее секунды. Такое препятствие не позволяет произвести лужение поверхности, потому что является тугоплавким, а основной материал (алюминий) обладает температурой плавления в 660(сплавы еще меньше).
Чтобы решить возникшую задачу, необходимо применение специальных флюсов и припоев. Может понадобиться дополнительное нагревание поверхности на газовой плите или посредством паяльной лампы.
Пайка алюминия своими руками может производиться с помощью обычного паяльника мощностью 100 и более Ватт либо газовой горелки. Второй вариант используется при обработке больших площадей и длинных стыков. Но нельзя допустить перегрева основной детали, потому что она может расплавиться или получить деформацию (изменение геометрии).

Функции, выполняемые флюсом
Чтобы алюминий или его сплав вступил во взаимодействие с припоем, нужно разрушить пленку на его поверхности в месте будущего соединения. Эту функцию выполняет флюс – вещество способное:
- удалять оксидные образования;
- нормализовать поверхностное натяжение металла;
- улучшать распределение припоя.
При выборе флюса необходимо внимательно изучить прилагаемую аннотацию. В ней указывается, для какого металла предназначено изделие и вид припоя, с которым оно взаимодействует наиболее эффективно.

Из активных флюсов отечественного производства при пайке алюминия своими руками рекомендуются марки:
- Ф 61 – при работе с алюминиевыми сплавами и в низкотемпературных режимах.
- Ф 64 – для крупных и массивных деталей.
- Ф 34А – при использовании тугоплавких припоев, требующих применения высокой температуры.
Зарубежным аналогом, пользующимся популярностью в нашей стране, является Castolin Alutin 51L. Наибольшая эффективность достигается при взаимодействии с припоями той же фирмы.
Как варить алюминий если нет аргона
Для сваривания алюминия, силумина и сплавов из алюминия применяются электроды Nobitec 412. Данный вид электродов разработан для ручного электродугового сваривания литых или прокатных сплавов. Содержание кремния в нем составляет более 7%. Данный вид сварочных электродов рекомендуется при сваривании неоднородных сварочных швов, где в основе лежит алюминий или его сплавы. Использование электродов данного вида позволяет создавать герметичные и свободные от пор сварочные швы. Работать с электродами Nobitec 412 можно от любого источника постоянного тока. Если производить сваривание покрытым электродом с использованием метода ТИГ, то такие работы будут более экономичными. Также данный вид электродов часто применяется для работы на открытом воздухе. Основным типом применения электродов Nobitec 412 является сваривание головок цилиндров, рам, контейнеров, деталей машин, теплообменников, блоков двигателей и различных емкостей.
Для проведения сварочных работ применяется универсальный алюминиевых пруток, предназначенный для высокотемпературного сваривания алюминия и его сплавов. Данный пруток называется TBW Harasil NC12. Его используют при сваривании тонкостенных элементов из алюминия, например радиаторов в кондиционерных системах вентиляции воздуха. Пруток TBW Harasil NC12, несмотря на трубчатое устройство, не содержит в себе внутри коррозионный флюс и предоставляет возможность капиллярного сваривания и пайки. Пайко-сварка сочетает в себе преимущества процесса сваривания и процесса пайки металла. При использовании пайко-сварки есть возможность получения соединения, равное по прочности основному металлу. В процессе пайко-сварки, вложение тепла в рабочую зону остается минимальным и благодаря этому отсутствует риск перегрева основного металла, а также можно увидеть заметное сокращение затрат времени и энергии. Благодаря простейшему техническому оборудованию, пайко-сварка применяется на любом предприятии, где ощущается необходимость ее применения в процессе сваривания.
Проволока для сварки алюминия
Припой, его назначение и критерии выбора
Припой – материал, используемый для соединения металлических деталей или заготовок, а также для восстановления целостности поверхности. Температура его плавления ниже, чем у алюминия и разделяется на:
- низкую;
- среднюю;
- высокую.
Основное признание получили составы, работающие при средней и высокой температуре, потому что соединения, созданные на их основе, отличаются прочностью и долговечностью. Низкотемпературные припои могут разрушаться при перегревании изделия, поэтому применяются для спайки объектов, не предусматривающих значительного нагрева.
Составы, содержащие такие компоненты, как кремний, медь, алюминий, цинк, наиболее подходят для пайки алюминия. Среди них можно отметить ЦОП-40, 34А или импортный Aluminium 13.
Прочность соединения и его сопротивляемость коррозии находится в прямой зависимости от процентного содержания цинка в составе припоя.
Подготовительный этап
Прежде чем приступить к непосредственному процессу пайки алюминия, необходимо провести подготовку рабочего места, инструментов и самого материала:
- Подготовка рабочего места сводится к удалению лишних предметов, особенно при использовании газовой горелки или паяльной лампы.
- Заготовки должны быть надежно закреплены в тисах или струбцинах.
- Инструменты располагаются в легкодоступных местах на расстоянии вытянутой руки.
- Припой нужно заготовить в достаточном количестве, исключающем прекращение процесса пайки для его поиска и доставки.
- Алюминиевые заготовки в местах пайки зачищаются наждачкой или напильником, после чего обезжириваются ацетоном или бензином.
- При работе с крупными деталями, места соединения придется подогревать с помощью открытого огня, поэтому особое внимание следует уделить соблюдению мер пожарной безопасности.

Как соединить алюминий без сварщика
Если проект, над которым вы работаете, требует работы с металлом, возможно, вы захотите использовать алюминий, если это уместно. Причина в том, что вам не требуется сварочное оборудование для сварки алюминиевых деталей. Вам просто нужен пропановая горелка.
Алюминий является легким и достаточно прочным для легких нагрузок и деформаций. Работать с алюминием также легко, потому что это мягкий металл, поэтому вы можете легко его отрезать. Вы можете делать много вещей, используя алюминий, который вы также можете делать с другими металлическими материалами.
Как «сварить» алюминий без сварщика – сделайте это, применив метод, показанный на видео. Что хорошо при работе с алюминием, так это требование низкой температуры плавления. Это облегчает сварку с использованием только пропановой горелки.
Особенности пайки алюминия в домашних условиях
Алюминий – легкий прочный металл, применяемый в промышленных, хозяйственных, технических отраслях и электронике. Есть мнение, что его можно паять только с помощью специального оборудования, и в быту такая операция невыполнима. Но многие пользователи сталкивались с ситуациями, когда нужно создать герметичное соединение (например, запаять кастрюлю). Такая возможность существует и пайка алюминия в домашних условиях – реальность. Необходимо только знать технологию и иметь под рукой определенные элементы.
Информация о технике пайки алюминия
Способность металла создавать на своей поверхности прочную оксидную пленку является основной проблемой при производстве пайки. Ее невозможно удалить механическим путем с помощью зачистки, так как процесс образования новой пленки занимает по времени менее секунды. Такое препятствие не позволяет произвести лужение поверхности, потому что является тугоплавким, а основной материал (алюминий) обладает температурой плавления в 660(сплавы еще меньше).
Чтобы решить возникшую задачу, необходимо применение специальных флюсов и припоев. Может понадобиться дополнительное нагревание поверхности на газовой плите или посредством паяльной лампы.
Пайка алюминия своими руками может производиться с помощью обычного паяльника мощностью 100 и более Ватт либо газовой горелки. Второй вариант используется при обработке больших площадей и длинных стыков. Но нельзя допустить перегрева основной детали, потому что она может расплавиться или получить деформацию (изменение геометрии).
Функции, выполняемые флюсом
Чтобы алюминий или его сплав вступил во взаимодействие с припоем, нужно разрушить пленку на его поверхности в месте будущего соединения. Эту функцию выполняет флюс – вещество способное:
- удалять оксидные образования;
- нормализовать поверхностное натяжение металла;
- улучшать распределение припоя.
При выборе флюса необходимо внимательно изучить прилагаемую аннотацию. В ней указывается, для какого металла предназначено изделие и вид припоя, с которым оно взаимодействует наиболее эффективно.
Из активных флюсов отечественного производства при пайке алюминия своими руками рекомендуются марки:
- Ф 61 – при работе с алюминиевыми сплавами и в низкотемпературных режимах.
- Ф 64 – для крупных и массивных деталей.
- Ф 34А – при использовании тугоплавких припоев, требующих применения высокой температуры.
Зарубежным аналогом, пользующимся популярностью в нашей стране, является Castolin Alutin 51L. Наибольшая эффективность достигается при взаимодействии с припоями той же фирмы.




Припой, его назначение и критерии выбора
Припой – материал, используемый для соединения металлических деталей или заготовок, а также для восстановления целостности поверхности. Температура его плавления ниже, чем у алюминия и разделяется на:
- низкую;
- среднюю;
- высокую.
Основное признание получили составы, работающие при средней и высокой температуре, потому что соединения, созданные на их основе, отличаются прочностью и долговечностью. Низкотемпературные припои могут разрушаться при перегревании изделия, поэтому применяются для спайки объектов, не предусматривающих значительного нагрева.
Составы, содержащие такие компоненты, как кремний, медь, алюминий, цинк, наиболее подходят для пайки алюминия. Среди них можно отметить ЦОП-40, 34А или импортный Aluminium 13.



Прочность соединения и его сопротивляемость коррозии находится в прямой зависимости от процентного содержания цинка в составе припоя.
Подготовительный этап
Прежде чем приступить к непосредственному процессу пайки алюминия, необходимо провести подготовку рабочего места, инструментов и самого материала:
- Подготовка рабочего места сводится к удалению лишних предметов, особенно при использовании газовой горелки или паяльной лампы.
- Заготовки должны быть надежно закреплены в тисах или струбцинах.
- Инструменты располагаются в легкодоступных местах на расстоянии вытянутой руки.
- Припой нужно заготовить в достаточном количестве, исключающем прекращение процесса пайки для его поиска и доставки.
- Алюминиевые заготовки в местах пайки зачищаются наждачкой или напильником, после чего обезжириваются ацетоном или бензином.
- При работе с крупными деталями, места соединения придется подогревать с помощью открытого огня, поэтому особое внимание следует уделить соблюдению мер пожарной безопасности.
Процесс пайки алюминия
После подготовки начинается работа по непосредственному спаиванию деталей. Процедура пайки алюминия паяльником выглядит следующим образом:
- зона спаивания обильно покрывается флюсом;
- раскаленное жало паяльника очищается путем погружения в канифоль;
- часть припоя наносится тонким слоем на место соединения (лужение);
- производится наложение основного слоя припоя.
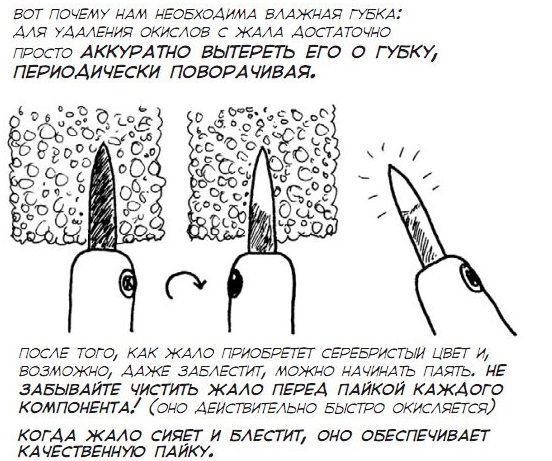
После окончательного застывания, место обработки протирается влажной губкой и шлифуется инструментом с абразивной поверхностью.
Несколько иначе происходит пайка алюминия газовой горелкой. Заготовки должны быть разогреты по всей поверхности, иначе эффективного соединения не достигнуть. Используется проволочный припой, расплавляемый пламенем газовой горелки непосредственно на стыке деталей. Предварительно место соединения обрабатывается флюсом.
Важным моментом является использование индивидуальных средств защиты от вдыхания паров флюса. Лучше всего использовать респиратор и обеспечить хорошее проветривание рабочего пространства.