Как согнуть алюминиевый профиль под 90 градусов?
Технология гибки алюминиевого профиля
О том, как выполняется гибка алюминиевого профиля на предприятиях и в домашних условиях, о категориях станков и оборудования подробно рассказано далее.

Алюминий — легкий и практичный материал, который часто используется для монтажа различных конструкций в домашних условиях. При необходимости получить гнутую заготовку, сделать это просто, чему поспособствуют низкая температура плавления и пластичность. О том, как выполняется гибка алюминиевого профиля на предприятиях и в домашних условиях, подробно рассказано далее.
Специфика работы
Есть лишь одна сложность при деформации заготовки из алюминия. Хоть материал весьма пластичен, в месте сгиба возможно появление трещин, а сам профиль может согнуться не так ровно, как хотелось бы. Но это случается не всегда, и чаще из-за недостатка опыта человека.
Если же использовать современное оборудование (которое доступно не только для крупных предприятий), проблема даже не проявит себя.

Для работ в домашних условиях понадобится не самое дешевое оборудование. Рекомендуется его приобретать, только если гибка алюминия является частью регулярно выполняемых работ. Теперь — о методах сгибания профиля при помощи машин и без них.
Классификация оборудования
- на неподвижной станине (крупные);
- переносные (маленькие).
Еще одним критерием классификации выступает сам сгиб. Так, станок может изгибать заготовку:
- по заданному радиусу;
- под заданным или прямым углом.
Подробнее о представителях тех или иных групп — ниже.
Стационарное оборудование
Примером габаритной машины, задача которой — гибка алюминиевого профиля по радиусу, является профилегибочный станок. Основные рабочие органы оборудования — стационарные и подвижные ролики, геометрия которых повторяет контур заготовки в поперечном сечении. По числу роликов делятся на группы:
- трехроликовые;
- четырехроликовые.
Четырехроликовые станки применяются при гибке профилей сложной формы (круги, спирали и т.п.). Два ролика также неподвижны и сонаправлены, а два других осуществляют изгиб нестандартного изделия. Радиус настраивается своими руками, либо на компьютере при наличии электронного управления.
У станков может варьироваться положение роликов. Оно бывает:
- горизонтальным;
- вертикальным.
Первые подходят для элементов с большим сечением (высотой до 300 мм), вторые — для небольших заготовок (прокатная продукция) или особо сложных материалов (оконные профили). Теперь — пара слов об устройствах для гибки под углом.
Переносное оборудование
Отличительные особенности станка «АЛС»:
- нет необходимости крепления к верстаку — встроенной опоры достаточно;
- удобство транспортировки из-за малых габаритов и веса;
- действие занимает одну секунду.
Самыми популярными устройствами данного формата являются «АЛС-А 90» и «АЛС-А 60». Первые изгибают заготовку на 90 градусов, вторые — на 60. Стоимость «АЛС» — порядка 6000 рублей.
Гибка профиля в домашних условиях
Способ 1. Тиски и бруски
У незамкнутых профилей (например, П-образных) потребуется предотвратить потерю устойчивости стенок. Для этого необходимо использовать брусок-вкладыш, желательно, металлический, точно входящий в желоб паза. Последовательность действий мастера такова:
- положить вкладыш внутрь профиля;
- зажать заготовку в тисках так, чтобы края вкладыша и губ тисков совпадали;
- слегка изогнуть профиль;
- разжать тиски и выдвинуть профиль на полмиллиметра;
- повторить два выше описанных шага, пока не получится требуемый гнутый профиль.
Способ прост, но далеко не точен — сложно получить ровное изделие с первого раза, однако опытный мастер сможет подкорректировать геометрию.
Способ 2. Самодельные ролики
- купить 2-4 ролика небольшого диаметра с шириной, чуть превышающей высоту профиля-заготовки;
- закрепить изделие на ровной горизонтальной поверхности так, чтобы они могли свободно вращаться, а расстояние между ними было достаточным для прохождения профиля.
Вот и все. Чтобы загнуть заготовку в круг, будет достаточно двух роликов; для получения изделия определенного радиуса — минимум трех, причем один из них лучше сделать регулируемым, по аналогии с профилегибочными станками. Изделие из металла вставляется между роликами и аккуратно прокручивается. Пользователь контролирует прилагаемое усилие, ход работы и придерживает заготовку.
Описанные выше способы работы своими руками — альтернатива дорогостоящим методам работы на оборудовании. Если же имеется возможность, а гибка заготовок из металла производится регулярно, стоит задуматься о покупке хотя бы компактного устройства по цене от 10 тысяч рублей. Если вы можете дать рекомендации о способах сгибания алюминиевого профиля различной формы, поделитесь информацией в обсуждении к статье.
Как провести гибку алюминия в домашних условиях?
Алюминий часто используют для изготовления конструкций разной формы. Связано это с тем, что материал легко изгибается, имеет низкую температуру плавления. Чтобы во время работы не возникало проблем, нужно знать, как проводится гибка алюминия и какие для этого нужны инструменты.
 Гибка алюминия
Гибка алюминия
Особенности гибки алюминия
Гибка алюминия проводится двумя способами:
- Свободное сгибание — часто используемая технология сгибания алюминиевых деталей. При использовании этой технологии между металлическим листом и пуансоном присутствует воздушный зазор.
- Калибровочное сгибание — представляет собой метод изменения формы металлической детали, при котором между заготовкой и пуансоном нет воздушного зазора.
Прежде чем начинать работать с алюминием нужно выбрать технологию. Жестянщики рекомендуют свободный метод сгибания. Он имеет сильные и слабые стороны. Преимущества:
- приложение малых усилий при изменении формы заготовки;
- возможность сгибать металлические детали большой толщины;
- малая стоимость станков для проведения работ;
- возможность изгибать заготовки под разными углами.
- При сгибании металлических заготовок малой толщины возникают сложности с выставлением точного угла.
- Невозможность работать с изделиями сложной формы.
Какие марки можно гнуть, а какие нет?
На производстве выпускаются алюминиевые заготовки разных марок. Они отличаются характеристиками, особенностями материала. Виды алюминия:
- Закалённый — материал с высокими показателями прочности, твердости. При изгибании нужно проводить предварительное нагревание рабочей поверхности. Без нагревания лист трескается. Низкий показатель гибкости требует соблюдения правил работы с материалом.
- Отожжённый — считается мягким видом металла, который чаще других используется при изгибании. Не выдерживает растяжения.
- Нагартованный — листовой металл, который прошёл процесс холодного уплотнения. Выдерживает большие нагрузки, изгибается без трещин.
- Полунагартованный — металл с высоким показателем жесткости. Выдерживает изгибание до угла в 90 градусов. Повышенная жесткость не даёт поверхности проминаться во время ударов.
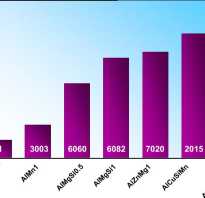
Марки алюминия для гибки:
- Дюралюминий — обозначается данный материал букой «Д». Считается прочным материалом с высоким показателем износоустойчивости. Используется при штамповке, поскольку плохо изгибается.
- Марки ВД1 и 1105. Материалы с малым удельным весом и хорошими показателями прочности. Часто применяется для гибки.
- Сплавы АМЦ. Материалы, которые используются во время изготовления деталей сложной формы. Обладают высоким показателем пластичности.
- Сплавы АМГ. Составляющими таким материалов являются магний, марганец, алюминий. Хорошо изгибаются, устойчивы к воздействию кислот, щелочей. Из листов делают емкости для хранения химических реактивов, топлива.
- Авиационные сплавы, обозначающиеся буквой «В». Используются в машиностроении. Для их сгибания используются процессы штамповки, прессования.
- Сплавы А5, АД. Металлы используются в пищевой промышленности.
Любая из выпускаемых марок алюминия изготавливается согласно ГОСТу.
 Марки алюминия
Марки алюминия
Способы гибки
Изменить форму алюминиевого листа можно с помощью разных видов оборудования. Важно поговорить об основных способах гибки, которые применяются при металлообработке.
Ручные методы
В небольших мастерских и на частном производстве часто используются ручные приспособления для сгибания алюминиевых листов. Они представляют собой инструмент, состоящий из устойчивого основания, прижимных пластин, системы рычагов. Ограничение ручного оборудования заключается в глубине изгибания листа, ширине обрабатываемой заготовки. С помощью ручного оборудования невозможно сгибать детали из металла большой толщины.
Использование устройств с электрическим приводом
Чтобы добиться высокой эффективности при сгибании металлических листов, используется оборудование с электрическим приводом. Станки используются при серийном производстве, поскольку облегчают труд человека, позволяют быстро изготавливать множество деталей различной формы. Оборудование с электрическим приводом позволяет сгибать листы толщиной до 8 мм. Запуск подвижных элементов происходит после нажатия педалей.
Использование электромагнитного оборудования
При таком способе сгибания алюминиевых изделий используется оборудование с электромагнитами. Заготовка устанавливается между рабочими элементами. На них подаётся напряжение. Ток приводит в действие магниты. Они начинают двигаться друг к другу, изгибая деталь.
Классификация оборудования
При разных методах сгибания алюминиевых листов используется специальное оборудование. Для облегчения деформации металла его можно предварительно разогревать. Все листогибы делятся на две большие группы, о которых необходимо поговорить подробнее.
 Ручные приспособления
Ручные приспособления
Стационарное оборудование
К этой группе относятся промышленные станки, которые устанавливаются на предприятиях. Используются для серийного изготовления деталей из металлических листов. Они имеют устойчивое основание, электрический или гидравлический привод.
Минус стационарных механизмов в том, что они занимают много места, требуют дополнительных усилий при транспортировке. Однако промышленные станки позволяют работать с металлическими листами большой толщины.
Переносное оборудование
Компактные конструкции, которые можно использовать в различных условиях. Не требуют дополнительных навыков при работе. Недостаток переносных приспособлений — отсутствие возможности работать с толстыми листами металла.
Как изгибать детали из дюралюминия и силумина?
При попытке согнуть алюминий марки Д16Т (дюралюминий) и силумин листы могут трескаться. Чтобы сохранить целостность металлического листа, нужно провести предварительную термообработку. Для этого заготовка из дюралюминия разогревается до появления красного оттенка. Помещение должно быть тёмным, чтобы увидеть изменение цвета и не перегреть сплав. После нагревания нужно дать металлу остыть при комнатной температуре. Далее можно сгибать лист без боязни повредить его.
Как согнуть алюминиевую трубу в домашних условиях: способы, их особенности
 Как согнуть алюминиевую трубу в домашних условиях
Как согнуть алюминиевую трубу в домашних условиях
Алюминиевая труба представляет собой изделие, полое внутри, которое имеет срез в форме квадрата, круга, прямоугольника и т.д.
Изделия из алюминия имеют много преимуществ, популярны среди потребителей. Их широко применяют в различных сферах.
Иногда требуется сделать из трубопроката фигурное изделие, для этого надо знать, как согнуть алюминиевую трубу в домашних условиях без трубогиба.
Особенности производства, свойства алюминиевых труб
Трубопрокаты из алюминия производят разными способами
1.прессование из алюминиевых заготовок с помощью круглого сечения.
2.холодное деформирование: прошивка, калибровка, вытяжка.
3.в основе метода принцип проката стальных изделий из листа или штрипса: сварочный метод
Технология производства позволяет изготавливать изделия эконом класса с высоким качеством. Особенностью материала считается малый вес. Плотность алюминия свыше трех раз меньше, нежели стали: 2.7 к 7.85 т / м3.
К основным достоинствам металла относят такие свойства, как:
1.высокий уровень износостойкости.
2.способность сопротивляться влаге.
3.высокий показатель гибкости, пластичности.
4.выносит сильные морозы.
5.легко поддается сварке.
6.высокая степень электропроводности, теплопроводности.
7.материал экологически чистый.
8.не образует коррозию.
К недостаткам относят низкий уровень прочности. Зато материал легко деформировать, при этом его основные свойства не изменятся. Высокий показатель пластичности разрешает выполнять идеи из сложных инженерных решений. Трубопрокаты часто изготавливаются из различных сплавов алюминия и магния, алюминия и меди, алюминия и цинка. Данные металлы имеют высокую прочность, но отличаются переносимостью к силовым воздействиям.
Внимание! Трубы легко транспортировать, потому что легкие. Изделия имеют доступную цену, их монтаж отличается легкостью.
Где применяют алюминиевые изделия
Алюминиевые изделия не нуждаются в обслуживании. Трубопрокаты имеют много положительных качеств, поэтому их применяют в строительной сфере, промышленности:
 1.с помощью изделий производят мебель, оборудование для рекламы, торговли.
1.с помощью изделий производят мебель, оборудование для рекламы, торговли.
2.из изделий изготавливают беседки, перилла, оградки, прочие детали, необходимые для хозяйства в частном доме.
3.изделия применимы для сельского хозяйства. Высокий уровень сопротивляемости образованию коррозии, износостойкости позволяют применять алюминиевые трубы для обустройства дренажа. Сельхоз растения тоже не влияют негативно на алюминий.
4.при строительстве навесных фасадов применяют гнутые трубы.
5.буровые вышки имеют в своем составе алюминиевые детали. Изделия имеют высокую пропускную способность, поэтому в системах не появляются заторы. Алюминиевый материал способен выдерживать агрессивную среду углеводорода.
6.с помощью труб прокладывают канализационные коммуникации. Среда сточных вод не разлагает алюминиевые изделия.
7.изделия устанавливают в системах вентиляции, потому что они легко деформируются, режутся с помощью болгарки.
8.в качестве декораций в виде решеток, каркасов для витрин, обшивки стен.
Внимание! Из-за эстетичного внешнего вида изделия из алюминиевого материала применяют, чтобы создавать предметы для интерьера.
Процесс изгибания
…сложности
Чтобы применять изделия из алюминия для создания мебельных предметов, нужно научиться придавать материалу изгибы правильно. Хоть материал имеет высокую пластичность, но может повести себя непредсказуемо, особенно, если изделия пустотелые. При гибке труб можно столкнуться со сложностями, которые возникают из-за разных факторов:
1.если обрабатывать изделия, чтобы повысить уровень сопротивляемости коррозии, повышается прочность, при этом снижается уровень пластичности.
2.если изделия изготовлено с помощью метода горячей экструзии с выдавливанием, то трубопрокат становится чувствительным к напряжениям во время изгибов.
3.сплавы, содержащие марганец, также дюралюмины отличаются низким уровнем пластичности.
Перед изгибанием изделия следует определить марку сплава, условия для его первичной термообработки. При отсутствии сертификата на изделия проверку осуществляют следующими способами:
1.изучают маркировку на концах трубопроката, сверяют со справочником.
2.простукивают молотком, при наличии звонкого звука изделие изготовлено из материала высокой твердости.
3.если материал сплава мягкий, то он налипает на напильник.
Внимание! Изделия из дюралюминия имеют особое свойство: если об них потереть руку, то она не окрасится.
Способы сгибания
Существуют разные технологии, чтобы изогнуть алюминиевые изделия. К основным относят:
1.изделие можно обработать на трубогибе, который имеет эластичный дорн, к примеру, из резины.
2.с помощью устройства для сгибания холодным методом одним переходом, если диаметр трубы менее двадцати миллиметров.
3.при сгибе трубы большого диаметра, заготовку следует нагреть. Для этого применяют дроны резинового или составного типа.
4.можно уменьшить зону с растягивающим напряжением при помощи перемещающегося ролика.
Деталям можно придать различный внешний вид:
1.в виде утки (изделие имеет два изгиба в 135 градусов)
2.в виде скобы (три изгиба по центру с прямым углом, по краям 135 градусов).
3.в виде отвода (изгибы с углами 45 градусов и 135).
виде калача (в форме полукруга).
Внимание! Процесс изгиба требует аккуратности, не стоит допускать дефектов, для этого важно правильно выбрать инструмент.
Необходимое оборудование
Чтобы изгибать трубы, применяют разные устройства. Трубогибы имеют отличия в принципе действия. Инструмент легко использовать в домашних условиях. С помощью него можно изгибать трубы круглой формы, профильного типа. Выделяют следующие разновидности трубогибов:
 1.пружинный вид. Внутрь пружины вставляют деталь для сгиба. Выбирают способ обработки изделия: холодный, термообработка, под конец процесса удаляют пружину.
1.пружинный вид. Внутрь пружины вставляют деталь для сгиба. Выбирают способ обработки изделия: холодный, термообработка, под конец процесса удаляют пружину.
2.рычажный вид, по-другому называется механизмом Вольнова. В форму, имеющую соответствующий диаметр закладывают заготовку. Трубу не нужно прогревать. Рычажная сила позволяет согнуть трубу.
3.арбалетный вид. Заготовку помещают в устройство, которое имеет гнущий сегмент. Труба продавливается внутри конструкции.
С помощью трубогиба можно нет только сгибать, но и выпрямлять алюминиевые изделия, которые имеют разную конфигурацию, диаметр. Во время процесса повредить деталь практически невозможно.
Трубогиб использует различные способы воздействия на металл. К ним относят:
1.способ проталкивания. Изделие из алюминия проталкивается сквозь ролики, один его отклоняет. В итоге образуется изгиб в виде дуги, имеющая небольшой радиус.
2.способ проката. Если труба имеет от одного до десяти сантиметров в диаметре, то ее можно прокатывать между специальными роликами, которые должны быть равны размеру заготовки. В основе лежит трехвалковый инструмент, с помощью которого изгибают за пару заходов. Инструмент придает форму круга, дуги, спирали. Изгибанию поддается профильная труба и круглая.
3.с помощью давления. Для изгиба применяют штампы, которые придают изгиб изделию снаружи. Способ гидроформирования – второй вариант метода. Под высоким давлением в трубу заливается вода, либо масло.
4.способ обкатывания. В основе лежит обкатная деталь трубогиба, которая может изогнуть изделие под давлением. Деталь не нужно прогревать. На участках с отсутствием давления трубопрокаты прогибаются в другую сторону.
Внимание! При отсутствии специального инструмента алюминиевые изделия легко изгибаются подручными способами.
Как согнуть трубу дома
Если в доме нет инструмента, то можно согнуть трубопрокат дома самостоятельно. Чтобы изогнуть изделие своими руками, можно применить такие приемы, как:
1.для уменьшения хрупкости материала, также силы нагрузки, место для изгиба следует прогреть, применяя газовую горелку. С помощью простой бумаги надо проверить готовность детали к деформированию. Бумагу держат над местом нагрева, пока не покажется дым. В это время можно придавать детали другую форму. Анодированный алюминий нельзя деформировать таким методом.
2.для начала делают заготовку шаблона, который имеет такой же радиус, каким должен быть изгиб. Шаблон вытачивают из деревянного куска, смазанного креозотом. Изделия прикрепляют к шаблону, скрепив детали крепко. С помощью резинового молотка, несильно ударяя, придают нужную форму детали.
3.алюминиевая трубка с сечением до двадцати миллиметров обрабатывается без оборудования. С внешней стороны изделия надевается стальная пружина. В изделие засыпается песок, вставляется прут из металла. Держась за стрежень по краям, производят сгиб согласно шаблону.
4.наполняют изделие с помощью песка, заготовку с двух сторон крепят на две опорные плоскости. Применяя молоток из резины, формируют сгиб на участке, который провисает. Если необходимо выполнить сгиб на прямоугольной детали, то данный способ незаменим.
Основные ошибки при работе
До того, как приступить к работе, надо провести чистку изделия от грязевых отложений. Для этого не рекомендуется применение абразивной щетки. Работы проводят с аккуратностью, чтобы не содралась окисная щетка.
Внимание! После придания изгиба изделие может изменить первоначальную длину. Поэтому необходимый размер отрезка следует формировать после проведения всех мероприятий по сгибанию.
Если для сгибания используется газовая горелка, то по достижению нужной пластичности сразу производят изгибание детали, пока она не остынет. Если трубы искривлены полностью, то не стоит обрабатывать данные трубы. Это говорит о низком уровне качества изделия. Изделия для изгиба не должны иметь заусенцы, сколы, трещины.
Как легко согнуть алюминиевую трубу в домашних условиях – простые способы

Согнуть алюминиевую трубу в домашних условиях можно как с применением трубогиба, так с помощью подручных средств. Для получения оптимального результата нужно заранее узнать о тонкостях процесса.

Особенности производства, свойства алюминиевых труб
Трубные профили из алюминия делятся по способу производства на три группы:
- холоднодеформированные;
- прессованные;
- сварные.
Трубопрокаты из алюминия производят разными способами
Первая позиция – алюминиевые трубы диаметром 6-150 мм. Они носят общепромышленное назначение и выпускаются по ГОСТу под номером 18475-87.
Суть технологии заключается в том, что берется алюминиевая болванка, в которой сверлится сквозной отверстие вдоль оси. Затем заготовку прокатывают между роликами, формируя сечение готового изделия.
Вторая позиция – это алюминиевые трубы диаметром 6-220 мм, изготавливаемые по ГОСТ 18482-79. В основе технологии лежит метод прессования разогретой заготовки на специальном стане. Заготовку укладывают на матрицу и прессуют до образования требуемой формы. Далее полуфабрикат прокатывают на стане через ролики.
Третья позиция – это алюминиевые трубы, изготавливаемые или из листа, или из ленты, она же штрипс, методом скручивания и сварки по шву с внутренней и внешней стороны. Обязательно в качестве конечного этапа проводят горячий отпуск готового изделия. Причина – снятие внутренних напряжений на сварочных участках.
Алюминиевые трубы можно разделить еще на две категории по толщине стенки:
- до 5 мм – тонкостенные;
- более 5 мм – толстостенные.

В процессе производства нередко применяют дополнительные операции, которые улучшают технические и эксплуатационные характеристики. Все дело в самом металле. При температурах ниже +20°С при деформации может произойти излом конструкции. Поэтому применяют или термообработку, например отжиг или закаливание, или механическую обработку – нагартовку, другое название – наклеп.
Оба варианта улучшения дают возможность сделать из пластичного и мягкого металла твердый и прочный. Именно такие профили используются в разных конструкциях.
И все же высокая пластичность – главное достоинство алюминиевых труб. То есть деформировать, согнуть изделие несложно, при этом оно не теряет своих качеств и свойств.
Где применяются алюминиевые изделия
Область использования широка. Причины популярности:
- продукция из алюминия не требует особого технического обслуживания;
- легкость получаемых конструкций;
- простота в транспортировке и монтаже, в т. ч. и если изделие требуется согнуть.
Основные сферы применения:
- Сельское хозяйство. Из алюминиевых труб сооружают дренажные и поливочные системы, собирают ограждения для мелких животных и растений.
- Нефтедобыча. Алюминиевые трубы инертны к нефтепродуктам, не изменяют своих характеристик под их действием.
- Системы вентиляции. Изделия из алюминия легко поддаются деформации, резке и сверлению, их достаточно просто согнуть, что упрощает процесс монтажа вентиляционных воздуховодов и шахт.
- Строительство. Из алюминиевых труб изготавливают каркасы для беседок, ангаров и навесов. Делают перила, козырьки, ограждения. Сегодня все чаще стали использовать в сооружении навесных фасадов.
- Мебель – стулья, кресла, столы и прочее.
- Реклама – щиты, стойки, каркасы под витрины.
Процесс изгибания
Согнуть алюминиевую трубу в домашних условиях можно, но из-за этого нарушается плотность металла. На внешней стороне изгиба она уменьшается, на внутренней повышается. В результате нередко происходит разрыв на внешней стороне и сжатие на внутренней. Такой профиль можно использовать только в не нагружаемых конструкциях.
Сложности
Сгибая трубу в домашних условиях можно столкнуться с несколькими препятствиями, которые снижают качество:
- Практически нельзя сгибать алюминиевые профили анодного типа. Они прочные, твердые, поэтому присутствует вероятность излома изделия (появление трещин).
- В трубах, изготовленных прессовым методом с применением горячей экструзии, возникают большие внутренние напряжения в местах сгиба.
- Дюралюминий, а также сплавы, в которых добавлен марганец, обладают повышенной твердостью. С ними также непросто работать.
Если трубопрокат был приобретен без сертификата, то определить, из какого сплава он сделан, несложно. К примеру, дюралюминий не оставляет на руках краску. Можно постучать по трубе молотком. Звонкий звук говорит, что она изготовлена из твердого сплава. Другой способ проверки – подточить край напильником. Если на нем образовался налет металла, значит, сплав мягкий.
Производители на поверхности трубных профилей обязательно наносят маркировку. Ее можно проверить по справочнику и определить сплав.
Статья по теме: Как производится гибка металлических труб.
Способы сгибания
Перед тем как согнуть алюминиевую трубу своими руками в домашних условиях, необходимо разобраться с методами изгиба. Но в начале надо обозначить, что трубы можно изгибать в холодном или горячем виде. Выбирая вариант, надо учитывать следующие факторы:
- толщину стенок;
- марку сплава;
- длину изделия;
- сложность конфигурации конечного продукта.
Есть основные, они же часто используемые конфигурации:
- отвод – трубу сгибают в одной плоскости под углом 45°-135°;
- утка – два изгиба по 135°;
- калач – это полуокружность;
- скоба – трубу сгибают трижды (два крайних изгиба по 135°, средний 90°).
Чтобы правильно согнуть алюминиевую трубу в домашних условиях, необходимо принять во внимание некоторые рекомендации:
- Если сгибают шовное изделие, то шов не должен располагаться в плоскости внешнего или внутреннего изгибов.
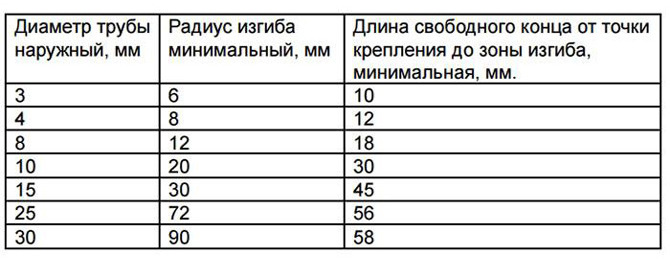
- Если сгибают изделия диаметром не более 20 мм, то радиус не должен превышать двух диаметров трубы.
- Если сгибают прокат диаметром более 25 мм, то радиус изгиба должен быть в три раза больше диаметра.
Необходимое оборудование
Самый простой и надежный способ согнуть трубу в домашних условиях – использовать трубогиб. Это оборудование на рынке представлено двумя модификациями – ручными и механическими.
Так как стоит задача самостоятельного изгибания алюминиевых труб в домашних условиях, то надо рассмотреть ручные варианты. Они представлены тремя моделями:
- Рычажный, он же станок Вольнова. В конструкции станка установлена специальная форма определенного диаметра. В нее и помещается труба. Затем под действием рычага она сгибается. Процесс проводится без нагревания заготовки.
- Арбалетный. Здесь все наоборот, труба не изгибается вокруг формы, а вдавливается в нее.
- Пружинный. Для создания формы в трубу помещают пружину. Затем изделие подвергают нагреву с последующим изгибом. Операцию при небольших диаметрам профиля можно проводить “на холодную”. После окончания пружину вытаскивают.
Трубогибы нередко оснащаются приводами, которые улучшают качество процесса. Приводы могут быть электромеханическими или пневматическими. С помощью такого оборудования можно использовать разную технологию изгибания алюминиевых профилей:
- Проталкивание. Этот способ используется при обработке труб диаметром не более 100 мм. При этом минимальный радиус изгиба равен шести диаметрам. Сам процесс производится методом проталкивания трубы между роликами трубогиба. Один из роликов стоит под углом, он и создает изгиб.
- Прокат. Алюминиевую трубу пропускают через три ролики (валка), расположенных под углом друг к другу. Таким способом можно согнуть профиль кольцом, спиралью или в дугу. Чтобы добиться высокого качества и точной формы, процесс проводят несколько раз. Так сгибают не только круглый прокат, но и профильный.
- Обкатывание. У трубогиба есть так называемая обкатная головка, состоящая из шара и формы. Шар создает давление на участке трубы, а там где давление низкое, происходит выгиб изделия в противоположную сторону. Процесс проводится без нагревания.
- Сгибание под давлением. Первый вариант – внутрь заливается масло или вода под давлением. Предварительно труба устанавливается в форму. Именно созданное внутри полости давление приводит к изгибанию. Второй способ – используется пресс или штамп, которые давят на участок сгиба.

Как согнуть трубу дома
Сразу надо оговориться, что если операция изгиба алюминиевых изделий будет проводиться в домашних условиях постоянно или с завидной периодичностью, то лучше купить трубогиб. Если необходимо согнуть алюминиевую трубу без трубогиба, то есть несколько способов.
Первый вариант связан с песком. Его просушивают, просеивают. Один конец профиля заглушают, можно использовать деревянный колышек (чопик). С противоположной стороны засыпают подготовленный песок. Чтобы он лег внутри изделия плотно, по поверхности постукивают молотком. После чего конец также заглушают.
Далее алюминиевый профиль устанавливают в скобу и сгибают до необходимого угла. Вместо скобы можно использовать два рядом стоящих дерева, столба и прочие торчащие вверх конструкции, например колышки или вбитую в землю арматуру.
Вариант номер два – это тот же предыдущий метод, только профиль сгибают с дополнительным нагревом. Обычно так делают, если сплав придал изделию повышенную прочность и твердость. Здесь самое важное – не допускать многократного нагрева одного и того же участка.
Третий способ согнуть алюминиевую трубу в домашних условиях – изготовление из древесины шаблона. Это круглая плоская болванка и доска. Оба элемента одной толщины, равной диаметру изгибаемого изделия. Их хорошо крепят к столу или верстаку струбцинами или болтами. Прокат вставляют между деревянными элементами и изгибают вокруг болванки. Доска выполняет функции упора.

Четвертый способ – заполнение профиля песком, укладка концами на два упора, формирование прогиба киянкой.
Пятый метод используют, когда необходимо согнуть алюминиевую трубу большого диаметра, изготовленную из прочного сплава. Для этого понадобятся болгарка и сварочный аппарат:
- Определяют место изгиба. Его длина обозначается мелом.
- Болгаркой делают прорези по внешней поверхности.
- Проводят изгиб до нужного угла. Прорези оказываются на внешней стороне.
- Заваривают разрезы электросваркой.
В видео показан один из простых и оригинальных способов сгибания алюминиевой трубы в домашних условиях.
Основные ошибки при работе
Самая главная ошибка, допускаемая при попытке согнуть алюминиевые профили, – это неправильное определение сплава. Если он твердый и прочный, то без нагрева трубу не согнуть. Если получиться сделать изгиб, то качество будет низким. Велика вероятность, что на месте сгиба появятся трещины.
Вторая ошибка – неправильно выбранный радиус сгибания. Как было сказано выше, этот параметр выбирается с учетом диаметра профиля. И чем этот размер больше, тем больше должен быть радиус. К примеру, нельзя согнуть трубопрокат из алюминия диаметром 50 мм в изделие с радиусом изгиба в 100 мм, чтобы поверхность не покрылась сетью трещин. Не поможет даже нагрев.
Нагрев трубы надо проводить правильно. И это третья ошибка. Для этого используют газовую горелку или обычную паяльную лампу. Чтобы проверить, до необходимого состояния нагрет алюминий или нет, необходимо к разогретому участку поднести бумагу. Если она задымилась, значит, температура достаточна, чтобы начать процесс сгибания.
Не все вышеописанные методы позволяют добиться высокой точности конфигурации изгибаемого профиля. К примеру, если требуется согнуть отрезок небольшого диаметра, то лучше это проводить на конце трубы, а не посередине.
Чтобы добиться наименьшего участка с гофрированной частью, лучше сгибать изделие холодным методом с последующим вытягиванием.
Если необходима высокая прочность стенок профиля, лучше использовать метод гидравлического формирования изгиба. Он заключается в том, что внутрь заливают воду или масло под давлением.
Согнуть алюминиевую трубу можно разными методами, даже не имея специализированного оборудования. Главное – выбрать способ с учетом параметров профиля и соблюдать требования к радиусу искривления.
Хотелось бы услышать комментарии по поводу разных способов того, как согнуть алюминиевые трубы своими руками. Поделитесь статьей в социальных сетях, сохраните ее в закладках.
Изгиб трубы в ручную без трубогиба в видео.
Как согнуть профильную трубу в домашних условиях без трубогиба: 12 способов + видео
Сегодня не редко на дачах устанавливают теплицы, сделанные из профильных труб. Они устойчивы, срок их службы больше и пропускают лучше свет, чем деревянные.
Чтобы смонтировать сооружение из профиля, требуется его загнуть под определённым углом. Кажется, что сделать это без спецоборудования не реально. В данном материале мы рассмотрим возможные способы, и объясним — как загнуть без трубогиба квадратную профильную трубу в домашних условиях.
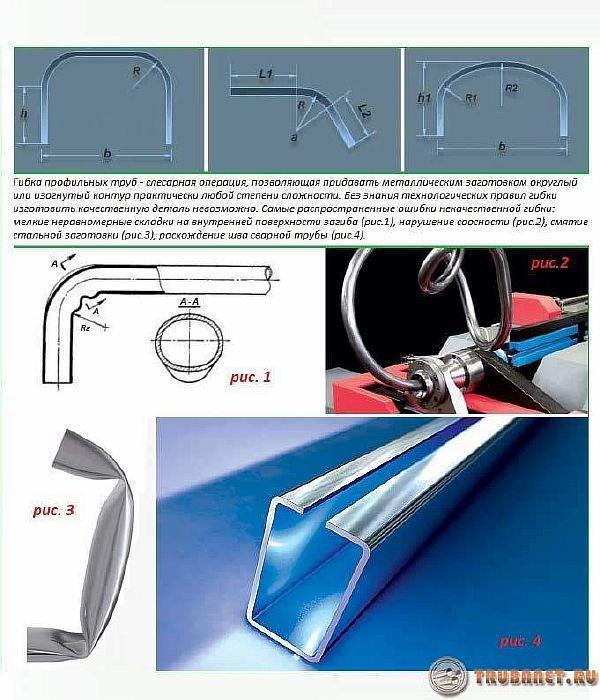
Какие сложности возникают в процессе гибки профильной трубы
Под гибкой профильной трубы подразумевается её загиб частично или полностью. Как известно, у профтруб степень прочности высокая, поэтому согнуть их можно лишь под давлением или при нагревании сгибаемого участка. В процессе, на деталь оказывают действие две силы:
- сжатия — внутри;
- расширения — снаружи.
Именно в противоположности направленности этих сил и заключается сложность работы при закруглении патрубка:
- В различных местах профтрубы может по-разному реагировать на изгиб, что приведёт к потере соосности, то есть, отдельные участки заготовки будут располагаться на разных поверхностях.
- Труба не всегда способна выдержать процесс растягивания и может сомнутся или лопнуть. Чаще такие моменты возникают при неправильном способе сгибания.
- У изделия могут появиться складки, которые напоминают гофру.
- Снижается степень прочности при перегреве, нарушается структура.
- Сминаются боковые стенки — это происходит при чрезмерном давлении, при прохождении заготовки через гибочную конструкцию.
Для избежания данных проблем, следует учитывать материал изготовления труб и их размер: толщину стен, диаметр, угол загиба.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.

Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Профессионалы предлагают к трубопрокатному материалу с диаметром менее 10 мм применять «холодный» метод, а от 40 мм и выше гнуть под нагревом.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.

Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно. Важно лишь обратить внимание на следующие аспекты.
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.

Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Как согнуть профильную трубу без трубогиба
В основном, при сооружении навесов или тепличных конструкций на даче берутся профтрубы небольшого размера, при этом точность угла загиба не критична, поэтому для сгиба подойдут подручные средства.
Конечно, лучше проводить данную процедуру в отдельном помещении, где есть верстак и различный инструмент.
Также, нужно подготовить спецодежду, она защитит вас о пыли, стружки, искр и при работе с паяльной лампой.
Если делать загиб в домашних условиях, то нужно учитывать:
- Величину загиба.
- Материалы изготовления.
- Величину толщины стенок.
- Сечение.
Мероприятия по деформации профильных трубопрокатных изделий выполняют в допустимых нормах, выставляемых к сечению и толщине стенок.
При работе необходимо контролировать, чтобы поперечное сечение не сплющивалось и не возникало внутренних изломов.
Как загнуть с предварительным подогревом (с наполнителем – песок)
Для получения качественного и ровного загиба на профтрубе, при применении «горячего» способа, предварительно следует наполнить изделие песком. Так как работы будут связаны с горячим металлом, то необходимо производить их в перчатках из брезента.
Пошагово, гибка квадратного изделия выглядит так:
- С одного края в патрубок вставляется деревянный клинышек. Его длина должна превышать ширину основания в 10 раз. При чём, площадь основы равняется 2 площадям отверстия в заготовке, которое он будут закрывать.
- Мелкозернистый песок засыпается в трубу, он предварительно просеивается и просушивается (производится прокаливание при + 150 градусах). Чтобы заполнить профиль песком, используется воронка. Для плотного и равномерного размещения его внутри, он сыпется порциями. В процессе следует осуществлять постукивания по стенкам детали деревянной киянкой.

- Со второй стороны также вбивается клин.
- Заглушки должны соответствовать внутреннему размеру профиля. На одной проделываются 4 продольные паза — через них будет осуществляться выход газа, который образуется при нагреве песка.
- Место, которое планируется загнуть отмечается мелом.
- Профильная заготовка фиксируется с помощью тисков. Если изделие имеет сварной шов, он должен быть сбоку.
- Место, отмеченное мелом нагревается газовой горелкой до красна.
- Квадратный профиль гнём аккуратно, без резких движений, но с усилием. Делается это в один приём.
- Затем детали необходимо дать остыть, и результат сравнивается с шаблоном.
- Если изгиб сделан правильно, то вынимаются заглушки, и высыпается песок.
Если вы будите гнуть квадратную трубу со сварными швами, то их надо располагать снаружи изгиба, а не внутри, иначе шов разойдётся.
Этот метод подойдёт при изготовлении углового загиба лишь раз. При многочисленном нагревании металл потеряет прочность.
Возможно, изгибать трубное изделие наполненное песком не нагревая, но это более сложный процесс.
7 вариантов как загибать без нагрева (холодный способ)
Произвести загиб профильной трубы можно по «холодной» технологии, применяя различные приспособления, не осуществляя предварительного нагрева. Рассмотрим, как загнуть профильное изделие самостоятельно без нагрева.
- Гнем с наполнением — вода. Этот вариант менее затратный, не требует нагрева, он предназначен для трубопрокатов маленькой толщины из дюралюминия и латуни. Особенно удобно им пользоваться зимой, при минусовой температуре.
Процедура не сложная:
- один конец заготовки закупоривается с помощью заглушки;
- с другого края в деталь заливается вода, и также осуществляется его закупорка;
- профиль выносится на улицу, держится на морозе до застывания воды;
- труба сгибается, при замёрзшей в ней воде это просто;
- изделие заносится в тепло, размораживается жидкость, вода сливается.
Методика рекомендована для труб из цветных металлов, так как они не подвергаются коррозии.
2. С гибочной плитой — метод предназначен для изгиба квадратных труб из стали или алюминия. Плита — панель, для изготовления которой используется толстый металлический лист. Она приваривается к стойке, установленной на импровизированной возвышенности. Чтобы загнуть, требуется произвести ряд действий.
Способ гибки профильной трубы без использования гибочного станка

В данном обзоре мастер показывает способ, как можно согнуть профильную трубу (под углом 90 градусов), без использования гибочного станка.

Сделать это можно при помощи простого шаблона. В качестве трубы, которую нужно согнуть, автор использует профиль прямоугольного сечения (размер — 60х20 мм).
Первым делом автор вырезает из бумаги шаблон в форме четверти круга. Если вы планируете пользоваться данным способом постоянно, то лучше вырезать металлический шаблон такой же формы.

После этого, используя бумажный или металлический шаблон, мастер делает разметку на профильной трубе (с двух сторон).

Основные этапы работ
На следующем этапе по нанесенной разметке необходимо с помощью болгарки вырезать из профильной трубы ненужную часть. В этом месте должна остаться только одна стенка 20 мм.


Потом надо будет вырезать еще один кусок из профиля (на противоположной стороне), и тоже оставляем только узкую стенку.

После того, как вырезаны ненужные куски, две боковые части профильной трубы могут свободно сгибаться, образуя при этом прямой угол.


Фиксируем профиль, предварительно согнув его боковые стороны, затем прихватываем и обвариваем. Сварные швы нужно будет зачистить.

Способ гибки профильной трубы без использования гибочного станка вы можете посмотреть в видеоролике на нашем сайте.

- Как восстановить абразивные свойства щеток по металлу
- Необычный способ сварки профильной трубы под 90 градусов
- Декоративный элемент из прямоугольной профильной трубы
- Как с помощью бензопилы из круглого бревна сделать брус
7 Comments
«Способ гибки профильной трубы без использования гибочного станка» — в статье гибки профильной трубы не нашел — никакой гибки трубы нет! Статья о фигурной резке трубы(причём очень спорной , слишком ювелирной с помощью болгарки!) на кусочки и последующей сварке кусков под прямым углом друг к другу! Трубу тут не гнут, а кромсают ! «Фигурная резка и последующая сварка профильной трубы под прямым углом» или «Способ сварки под прямым углом профильной трубы без использования гибочного станка» — и не больше и не меньше! Автор сварка кусков это не ГИБКА НИ РАЗУ!
Полностью согласен!Я тоже думал сейчас чудо свершится)Автору надо правильно над названием думать.
Автор нИИИфига не понимает о чем пишет….. Любая подходящая окружность подойдет. Даже отрезной круг от болгарки использованный можно применить. А вот полку 20 мм которая как разметить правильно не рассказал…… чтобы загиб строго сошелся. Если я правильно понимаю для перпендикулярного реза необходимо добавить половину ширины полки которая 60мм профля. Так никогда не делал, но думаю что так надо делать. Автор если пишите, то описывайте полностью ВЕСЬ процесс.
Проще сварить два отрезка трубы под прямым углом, затем разметить и срезать сектор и заварить угол пластиной.И никаких шаблонов — расчетов.
прибавить следует четверть длины окружности, радиус которой равен ширине пласти:
пR/2.
Однако для компенсации деформаций перемычка должна быть симметричной,
а углы перед прихваткой следует зафиксировать двумя временными распорками: концевой и диагональной.
Если бы автор написал, способ сварки профильных труб, это никого бы не заинтересовало… А так люди повелись и попались..
Жестоко… ЗЫ: проще было сразу 90% угол выпилить оставив недопиленной внешнюю грань, а потом согнуть и заварить стыки, не всем нужны округлые внешние сгибы… А если хочется округлостей и внутри и снаружи, просто болгаркой делаем некоторое число пропилов с внутренней стороны через равные промежутки не распиливая внешнюю грань, числом пропилов и их толщиной регулируем угол «сгиба» и его радиус, а после внутрь подводим усилительную планку и провариваем по боковым стыкам, и прочно и просто и менее муторно в исполнении…