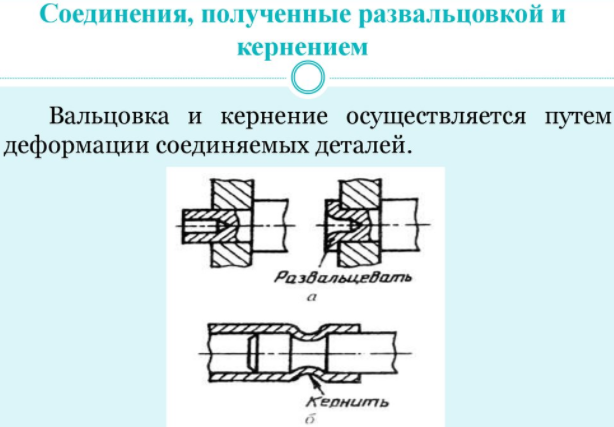
Как развальцевать алюминиевую трубу в домашних условиях?
Москвич 426 «Примус» (третья жизнь) › Бортжурнал › [Знание-сила!] Как развальцевать тормозную трубку

Во-первых, какие бывают виды разцвальцовок:

1) Одинарная воронка – в автомобилестроении не применяется. Развальцовывается просто конусом в одну операцию. Хотя в принципе, мне известны случаи, когда такую одинарную воронку прикручивали вместо двойной и вроде как даже при этом, после очень сильной затяжки, тормозная жидкость не вытекала. Сам так делал при отсутствии инструмента.
2) «Грибок». Считается одноразовым соединением (хотя в реальной жизни позволяет прикрутить трубку до нескольких раз). Является стандартом для европейских и азиатских автомобилей. Это результат европейской жадности: во-первых вальцуется за одну операцию, во-вторых одноразовость способствует демотивации ремонта автомобиля и увеличению продаж автомобилей. В СССР такой вид развальцовки впервые появился на автомобилях ВАЗ, а потом «переполз» на Москвичи, затем Волги и совсем недавно на УАЗы.
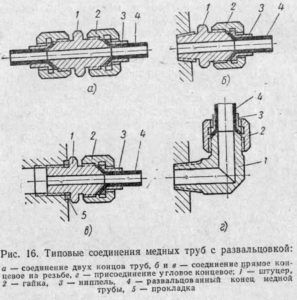
3) «Двойная воронка» – Американский стандарт, считается многоразовым соединением. Вальцуется за 2 операции: первая операция – получается «пузырь» или «Грибок», делается оправкой. Вторая операция – заминание конусом и образование воронки. Этот стандарт применялся и в СССР на старых Москвичах, Волгах и УАЗах.
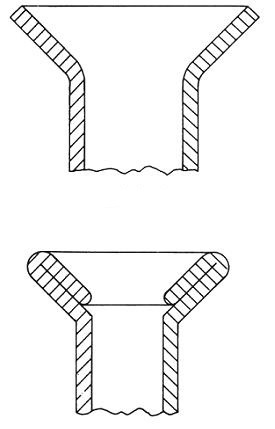
Более подробный рисунок, демонстрирующий разницу между одинарной и двойной воронкой:
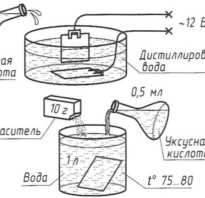
Теперь о том, как развальцовывать. Для начала фото набора, состоящего из отрезки, оправок, планки и струбцины с конусом:

Оправка выглядит вот так:

Набор нужно покупать метрический. Почему-то в продаже много дюймовых. Наш (Москвичёвско-волговско-уазовский) размер трубки – 6мм.
1) Отрезаем трубку с помощью отрезки. Для этого надеваем её на трубку, слегка зажимаем. Прокручиваем вокруг трубки несколько раз, поджимаем, опять прокручиваем несколько раз пока не отвалится.
2) Прочищаем внутреннюю кромку трубки острым предметом (вставляем и прокручиваем). Как правило, лезвие для такой прочистки находится на отрезке. Можно использовать обычный стальной нож с острым концом.
3) Зачистка конца трубки. Для этого зажимаем планку в тиски за длинный конец, гладкими отверстиями вверх. Зажимаем в соответствующее отверстие нашу трубку почти заподлицо с поверхностью планки. Подтачиваем торец трубки напильником.
4) Надеваем на трубку гайку. Это важно сделать именно сейчас, лично я часто забываю 🙂
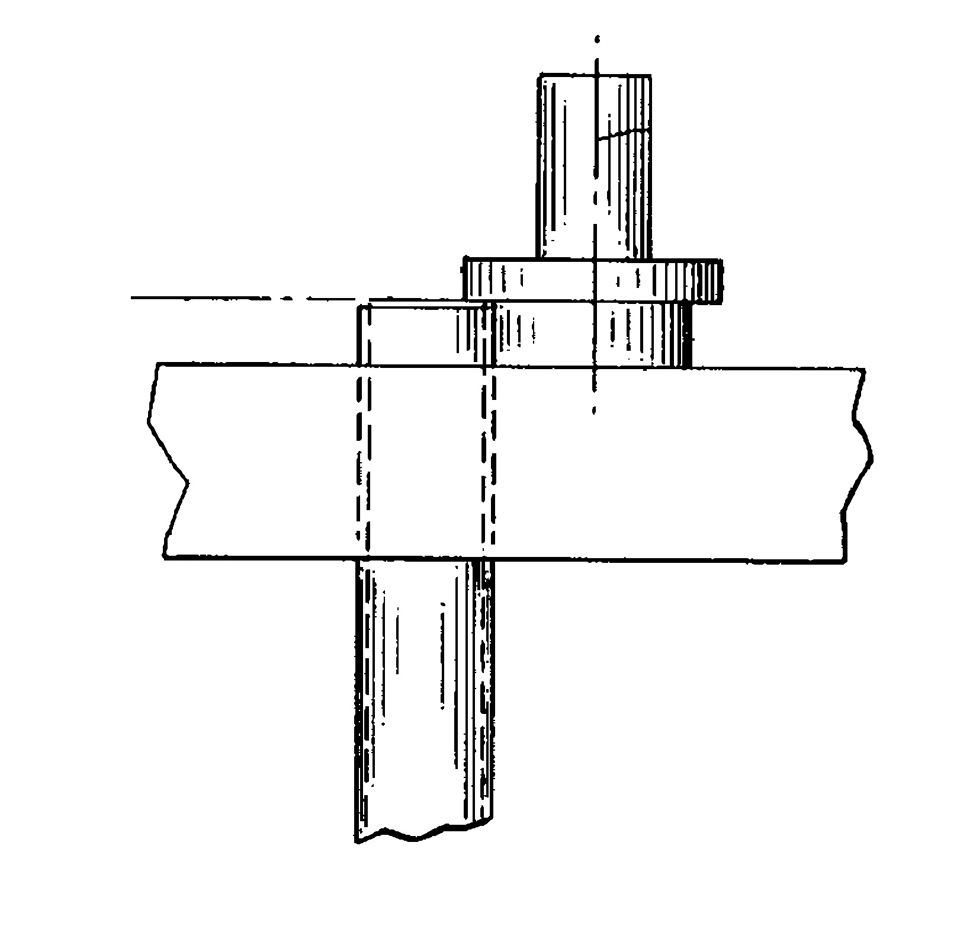
5) Переворачиваем планку вверх ногами и теперь зажимаем её в тиски конусными отверстиями вверх. Зажимаем в неё трубку с выпуском. Выпуск трубки должен быть равен высоте гурта оправки. Если гурт 2-ступенчатый, то ориентируемся по высоте нижней части гурта. Эта нижняя часть гурта кстати бывает как меньше так и больше по диаметру чем верхняя Вот так это выглядит:
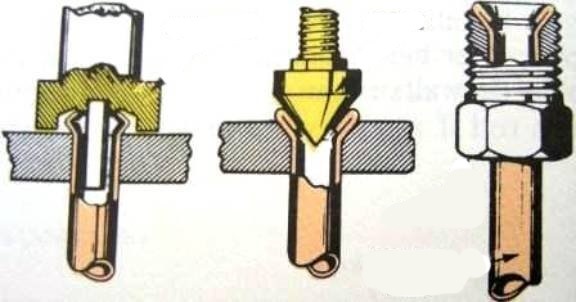
6) Смазываем штырь и прилегающую поверхность оправки тормозной жидкостью. Вставляем оправку штырём в трубку, надеваем на планку струбцину и вжимаем оправку до прилегания к планке. Снимаем оправку. Мы сейчас получили «грибок» или «пузырь». Если у нас Евростандарт, то всё готово и можно ставить трубку на машину.
7) Если же нам нужна двойная воронка, то нужно проделать ещё одну операцию. Снимаем оправку и заминаем пузырь конусом, находящимся на струбцине. Вот теперь готово.
Вот так выглядят 2 операции:
Ну и видос, где я рассказываю и показываю как это делается:
Развальцовка труб: тонкости технологии и основные инструменты
Специалистам часто приходится изменять как конфигурацию, так и другие геометрические параметры трубопроката для решения различных задач. Чаще всего для изменения формы и размеров трубного изделия используется такая технологическая операция, как развальцовка. Следует иметь в виду, что данная операция в корне отличается от той, которую называют вальцовкой, причем различия эти существенны.
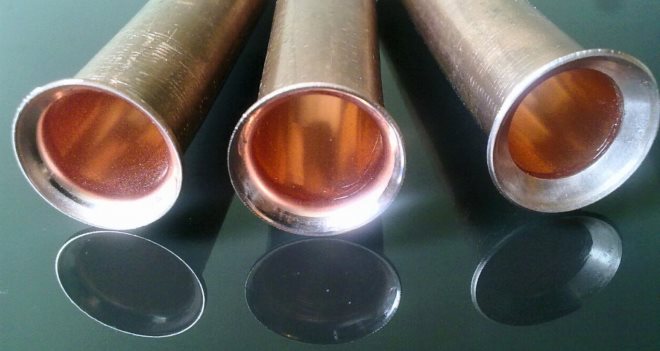
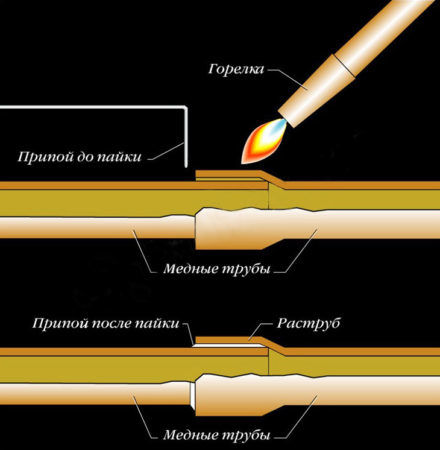
Концы этих медных труб развальцованы: расширены до определенной формы и подготовлены для соединения
Развальцовка и вальцовка
Прежде всего, следует понимать, что развальцовка труб не может называться вальцовкой, так как суть у этих технологических операций совершенно разная.
- Вальцовка, для выполнения которой используется специальный вальцеватель (станок, оснащенный рабочими валками), – это технологическая операция, в процессе которой осуществляется деформирование листового проката или металлической трубы в радиальном направлении. При помощи такой операции, в частности, из листового металла формируют изделия цилиндрической или конической формы, а также изготавливают из круглого трубопроката изделия с другой формой поперечного сечения.
- Инструмент для развальцовки не содержит в своей конструкции рабочих валков, а суть самой процедуры заключается в том, что пластической деформации подвергается только конец трубы, при этом его внутренний и наружный диаметры увеличиваются до требуемых параметров. Необходимость в выполнении такой операции чаще всего возникает в тех случаях, когда два отрезка трубы требуется надежно соединить между собой.

Разновидности развальцовки трубок
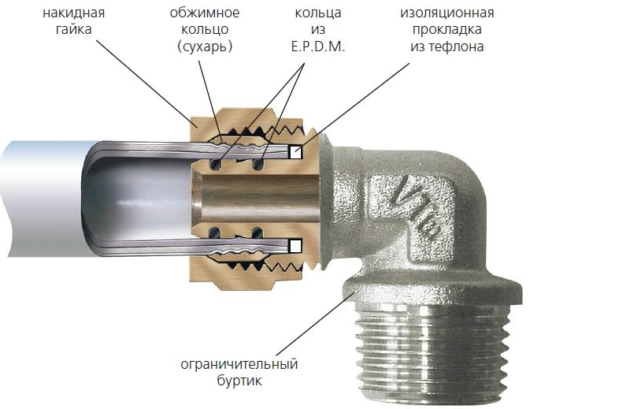
Чтобы получить надежное и герметичное соединение двух труб, используют различные методы – пайку, применение накидных муфт и других фитинговых элементов и т.д. В некоторых из таких случаев (в частности, при пайке и использовании накидных муфт) концы трубных изделий необходимо расширить. Для выполнения этой процедуры и требуется развальцовщик.
Многие домашние мастера под развальцовкой подразумевают и другие технологические операции, целью которых также является пластическая деформация отдельного участка трубного изделия. Сюда можно отнести, например, завальцовку и гибку.
- Завальцовка – процедура, подразумевающая не расширение, а сужение края трубы. При этом используется метод простого обжатия, для чего применяют обычные клещи или миниатюрные вальцы. Необходимость в выполнении такой операции возникает в тех случаях, когда на конце трубы надо нарезать резьбу, используя для этого ручной инструмент.
- Гибка – технологическая операция, для выполнения которой используются специальные устройства с рабочими вальцами и которую часто также называют развальцовкой, хотя это в корне неправильно. Целью гибки, которой могут подвергаться как мягкие медные трубки, так и трубопрокат из стали и других металлов, является не расширение, а изгиб отдельной части изделия под требуемым углом.
Таким образом, под вальцовкой и развальцовкой следует понимать совершенно разные технологические операции.

Развальцовка трубок в процессе установки кондиционера
Как развальцевать трубу
Задаваясь вопросом о том, как развальцевать трубу, следует иметь в виду, что подвергаться такой процедуре могут только изделия, изготовленные из достаточно пластичного материала. Сюда, в частности, можно отнести мягкие трубки из меди и алюминиевых сплавов, а также из отдельных марок нержавейки. Для выполнения такой технологической операции может быть использован как серийно изготовленный развальцовщик, так и самодельное устройство. Между тем развальцовка стальных труб большого диаметра или изделий, изготовленных из другого металла, должна выполняться с применением профессионального оборудования.
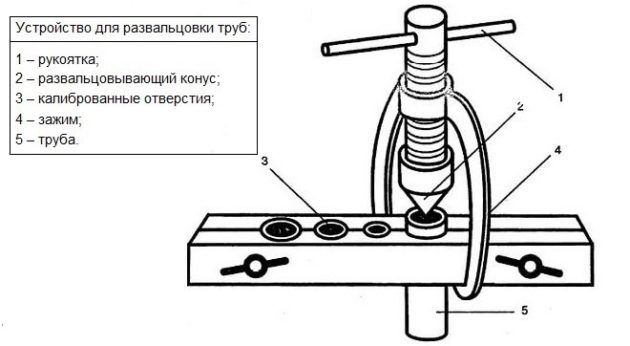
Приспособление для развальцовки труб
Как же развальцовывать трубы в домашних условиях? Развальцовке в таких ситуациях чаще всего подвергаются трубки из меди и других мягких металлов, но вне зависимости от материала изготовления изделий такая технологическая операция выполняется в следующей последовательности:
- Конец трубы тщательно зачищают, с его поверхности удаляют заусеницы.
- Затем на него устанавливают специальную муфту и помещают в приспособление для развальцовки.
- Если для выполнения развальцовки используется развальцовщик ручного типа, то процесс ее выполнения выглядит следующим образом: при завинчивании винта конус развальцовывающего устройства, оказывая механическое воздействие на внутреннюю поверхность трубы, деформирует ее.
- После того как конец трубки принимает воронкообразную форму с углом скоса, равным примерно 45°, приспособление для развальцовки снимают.
- Разъемную муфту, которая предварительно была надета на трубку, перемещают к ее торцу и закручивают гайку.
В том случае, если развальцовщик применяется для подготовки трубок к пайке, резьбовая разъемная муфта не используется.
Инструменты и приспособления
Для развальцовки трубок в зависимости от материала их изготовления могут быть использованы различные приспособления. Если необходим развальцовщик для обработки трубок из меди, то для этого вполне подойдет и самодельное устройство для развальцовки трубок.
В случае развальцовки медных трубок своими руками требуется не столько сила воздействия, сколько аккуратность. Формируемая при выполнении такой процедуры воронка на конце медной трубы должна быть без дефектов, перекосов и сколов.
Разновидности ручных приспособлений для развальцовки
Для выполнения развальцовки может использоваться и изготовленный своими руками инструмент. Перечислим приспособления, требующиеся в таких случаях чаще всего:
- устройство, конструкция которого состоит из двух частей – фиксатора, которым обеспечивается удерживание трубки определенного диаметра, а также конуса, соединенного с винтом (фиксатор представляет собой металлическую пластину, в которой выполнены отверстия различного диаметра);
- экстендер – это устройство рычажного типа, рабочим органом которого является регулируемая расширительная головка для обработки труб различного диаметра (разводные лапки такого устройства, которое фиксируется в определенном положении, воздействуют на внутренние стенки трубы, растягивая их).
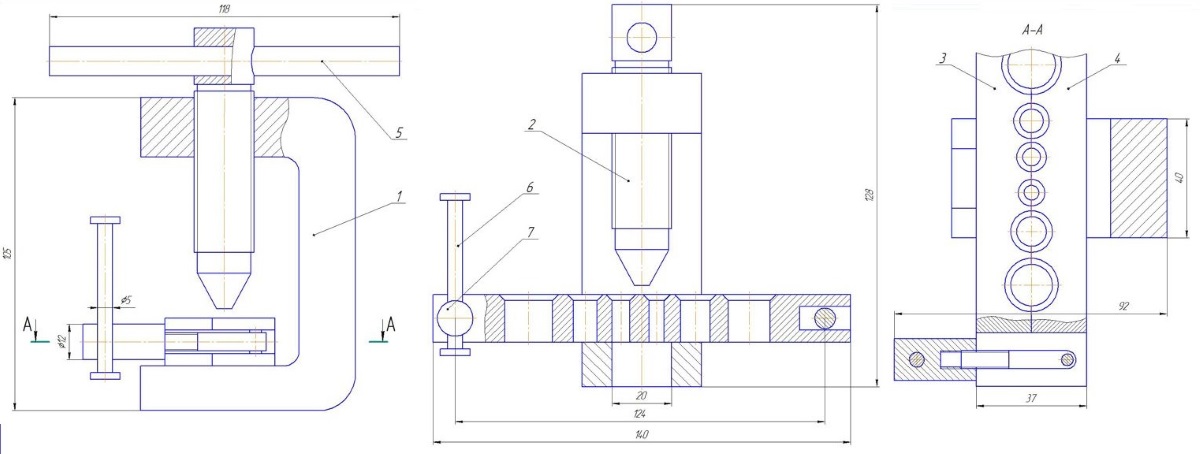
Чертеж самодельного приспособления для развальцовки трубок (нажмите для увеличения)
Ручное приспособление для развальцовки следует использовать максимально аккуратно, в противном случае у обрабатываемой трубы могут сформироваться стенки различной толщины.
Профессиональное приспособление для развальцовки – это устройство, оснащенное электрическим приводом. Рабочая головка такого устройства, выполненная в форме конуса, прокатывается по внутренней поверхности трубы, пока изделие не приобретет требуемую форму и не достигнет заданных геометрических параметров.
При использовании таких устройств для развальцовки удается добиться более высокой равномерности толщины стенок и симметричности геометрических параметров трубных изделий.
Техника самостоятельной развальцовки труб
Существует множество способов соединения труб. Иногда возникают сложности в применении какого-либо из них. Причиной тому может быть незаметное на первый взгляд различие в диаметре, неравномерно сформированные стенки. Решением вопроса может стать вариант стыковки с помощью накидных муфт. Но для этого необходимо разобрать такое понятие как развальцовка торца труб.
Что собой представляет развальцовка
Под развальцовкой понимают процесс получения на конце трубы конической юбки. Диаметр такого образования превышает диаметр исходного материала. Это возможно за счет растяжения металла. Чем сечение развальцованного участка больше, тем меньше толщина его стенки. Любые трубы из мягкого материала (алюминий, медь, их сплавы, некоторые марки нержавейки) можно развальцевать ручным способом. Твердый металл подвергают машинной обработке. Не следует путать развальцовку с вальцовкой труб.

В каких случаях применяют развальцовку
Есть несколько причин, по которым необходимо обращаться к этому методу.
Чтобы получить разъемный стык. В кондиционерах, холодильных установках, гидравлических и других системах, где положен контроль за рабочей жидкостью, применяют соединение труб при помощи муфт. Если нужно уйти от сварки цветных металлов или сварки в целом.
Применение пайки на медных трубках. Эффективно спаять две трубы можно только при условии достаточного соприкосновения их поверхностей. Это достигается либо вставкой одного диаметра в другой, либо (при одинаковых диаметрах) развальцовкой торцов и увеличением площади прилегания элементов. В противном случае соединение труб разорвется под действием вибрации или стороннего усилия.
Для упрощенной фиксации торца трубы. В декоративных и других целях, когда трубу следует зафиксировать, например, торцом к плоскости, применяют развальцовку и фиксацию шайбой.
В сложных конфигурациях. В тех случаях, если внутри трубы прокладывают электрические жгуты и необходимо прохождение через различные изгибы. Тогда всю трассу разбивают на отдельные элементы и стыкуют муфтами.
Инструменты для проведения работ
Развальцовку труб можно осуществить двумя способами: ручным и машинным. Первый применим для мягких металлов с небольшим диаметром. Второй – для больших диаметров сталей с возможным разогревом торца заготовки.
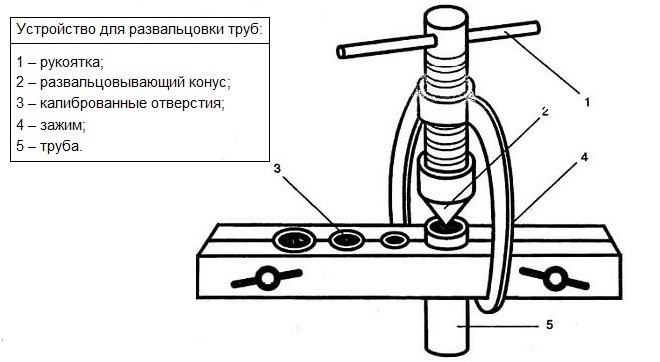
Стандартный ручной развальцовывающий станок состоит из:
- Рукояти и направляющего стержня. С их помощью осуществляется поступательно — вращательное движение конуса для развальцовки.
- Направляющего зажима. Удерживает стержень напротив заготовки.
- Конуса развальцовывающего. Непосредственно воздействует на торец трубы, формируя юбку.
- Станины тисочного типа. Она имеет калиброванные отверстия под разный диаметр трубок.
Ручное приспособление для двойной развальцовки труб. Механизм может производить несколько операций с торцом трубы, делать одинарную воронку, «грибок», двойную воронку.

Экспандер для увеличения диаметра торца трубы. Представляет собой ручной рычажный инструмент. Его рабочим органом является специальная головка, которая имеет возможность расширяться при воздействии на рычаг. С помощью этого устройства также можно делать развальцовку, но юбка будет не конусной. В обработанный таким образом край трубы можно вставить другую трубу и дальше применить пайку либо сварку.

Молоток с головкой из латуни плюс вальцовочный инструмент, изготовленный из твердой стали. Комплект предназначен для создания раструбов с углом в 45 градусов, но с помощью него сложно идеально развальцевать трубу.

Профессиональная установка для развальцовки снабжена электрическим приводом. Основной элемент устройства – головка конусовидной формы. Рабочая деталь, вращаясь, прокатывается по внутренней плоскости торца трубы. Таким образом, торец постепенно раскрывается, образуя юбку.

Получения конического раструба
Для понимания технологии процесса можно взять пример развальцовки трубок из меди. Порядок проведения работ следующий:
- Трубу тщательно торцуют. Для качественной развальцовки угол между торцом и плоскостью должен быть строго 90 градусов.
- Обработка металла рабочей части заключается в зачистке и удалении заусениц и окислов.
- На трубку надевают резьбовую муфту.
- Заготовку зажимают в станине в посадочном отверстии соответствующего диаметра. Конец трубы (рабочая часть) на несколько миллиметров должен выступать над станиной.
- Завинчивая винт, упирают развальцовывающий конус в торец и производят давление до тех пор, пока деформация участка не достигнет предела – будет образована юбка, скошенная под углом в 45 градусов.
- Вынимают заготовку из станины, муфту перемещают к обработанному краю.
Чтобы легче воздействовать конусом на заготовку, рабочую поверхность лучше покрыть смазочным материалом. Винт перемещать вперед- назад, постепенно достигая нужного результата – это поможет избежать возможного разрыва металла в районе деформации.
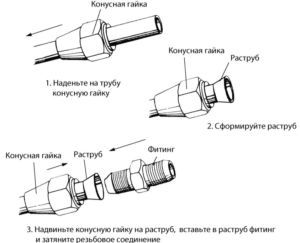
Работа ручным экспандером имеет свой алгоритм действий:

- Торец заготовки насаживают на подходящий диаметр головки до упора (диаметров в наличии несколько).
- Удерживая стационарную рукоять, подвижную перемещают по окружности, тем самым разводя губки головки. Работу проводят без насилия, чтобы не разорвать трубу.
- После получения расширения диаметра снимают заготовку с инструмента.
- Проверяют легкость вхождения второй трубы в полученный раструб.
Изготовление самодельного вальцовочного инструмента
Не всегда нужно приобретать заводской станок для развальцовки труб, тем более, если операция единичная. В этом случае можно воспользоваться обычным конусом и молотком, но для большей точности результата работы лучше изготовить простой самодельный инструмент. Основные части приспособления:
- Станина. ЕЕ изготавливают из стального уголка длинной 200 мм, шириной полки в 32 мм и толщиной стенки – 5 мм.
- Болты М8 два штуки. С помощью них стягивают станину.
- Тиски. В них зажимают станину.
- Конусные оправки (развальцовывающий конус). Заказывают у токаря, либо самостоятельно вытачивают из стальной болванки.
Инструмент для проведения работ:
- Электрический наждак;
- Дрель;
- Болгарка с обрезным кругом по металлу.



- Заготовку из стального уголка разрезают на два отрезка длиной по 100 мм.
- Соединяют заготовки (чтобы в торце получилась буква «Т») и зажимают в тисках.
- Просверливают два отверстия в уголках под болт М8.
- Стягивают заготовки между собой болтами.
- Просверливают отверстия под разные диаметры медных трубочек (диаметром не более 8 мм) по линии соприкосновения двух уголков.
- В каждом отверстии выбирают небольшие фаски.
Полученный инструмент готов к работе, его применяют так же, как и заводской.
Заключение
Описанные в статье материалы не исчерпывают знаний в области работы с трубами и правильной организации соединений. Но все же некоторые освещенные практические моменты помогут избежать сложностей, используя метод развальцовки.
Видео по теме: Развальцовка трубок
Обзор технологии и оборудования для развальцовки труб
Развальцовка труб — это процесс по изменению конфигурации края трубы для придания полому изделию требуемой формы по расширению или сужению диаметра.

Развальцовка — это процесс по частичному изменению конфигурации края трубы для придания полому изделию требуемой формы по расширению или сужению диаметра путем заданной деформации металла.
Сферы применения
Применение на практике развальцовки труб имеет несколько специфичное положение. Это связано с тем, что сам метод соединения труб с помощью развальцовки довольно старый технологический прием, который с развитием промышленности был в основном заменен другими типами соединений. А вот ряд конкретных сфер применения развальцовки так и не нашли должной технологической замены и используются в своем неизменном виде до сих пор. Для примера приведем наиболее характерные и часто встречающиеся сферы применения развальцовки, а именно:
Это связано с тем, что сам метод соединения труб с помощью развальцовки довольно старый технологический прием, который с развитием промышленности был в основном заменен другими типами соединений. А вот ряд конкретных сфер применения развальцовки так и не нашли должной технологической замены и используются в своем неизменном виде до сих пор. Для примера приведем наиболее характерные и часто встречающиеся сферы применения развальцовки, а именно:
- В энергетической промышленности при изготовлении решеток водотрубных теплообменников с целью создания прочного герметичного соединения между медными или латунными трубами и цилиндрическими отверстиями стальной трубной решетки. А также на предприятиях жилищно-коммунального хозяйства для уже соответственно ремонта этих водотрубных теплообменников. Развальцовку все реже используют для закрепления труб в различном котельном оборудовании как конденсаторы, парогенераторы, экономайзеры и маслоохладители.
- В сфере бытового хозяйства для создания разъемных соединений из медных трубок, при монтаже систем кондиционирования. С помощью медных трубок и соединяют внешние и внутренние блоки сплит-системы, по которым и циркулирует хладагент.
- В пищевой отрасли при изготовлении промышленных холодильных камер для создания надежных разъемных соединений медных и латунных трубок непосредственно на месте монтажа оборудования, позволяя со стандартным оборудованием вписываться в любую конфигурацию помещений.
- В альтернативной энергетики при монтаже тепловых насосов, для соединения медных трубок по полной аналогии со сплит-системами.
- На предприятиях автопрома при изготовлении быстроразъемных соединений стальных трубок для гидравлической тормозной системы или медных трубок для гидравлической системы сцепления автомобиля. А также развальцовку методом штамповки применяют при изготовлении различных радиаторов охлаждения для двигателей внутреннего сгорания.
Особенности технологии

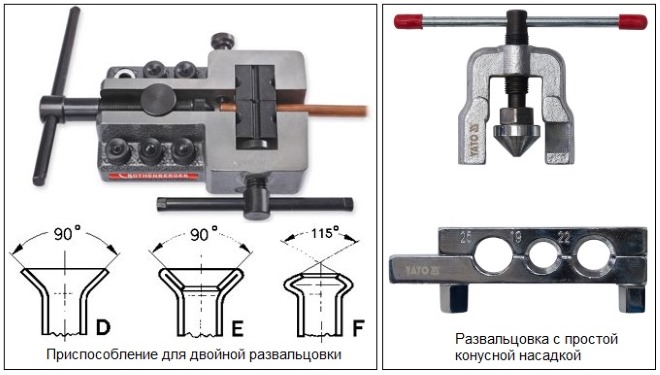
Но основные три типа развальцовки являются наиболее распространенными и применяются как в автомобилестроения, так и при монтаже различного энергетического оборудования. К ним относится:
- простая одинарная развальцовка под конус типа «D», делается под углом в 45 градусов в виде одинарной воронки, для ее изготовления подойдет большинство ручных приспособлений для развальцовки трубок;
- двойная развальцовка трубок под конус типа «E» также выполняется под углом в 45 градусов в виде одинарной воронки с двойным усиленным краем трубки, для ее выполнения подойдет уже более специализированный инструмент для развальцовки со специальными насадками;
- одноразовая развальцовка стальных труб под грибок типа «F», выполняется специальной эксцентриковой развальцовкой.
Развальцовка труб является достаточно непростой в технологическом плане операцией и требует тщательной подготовки. Поэтому для получения качественного соединения с помощью развальцовки необходимо выполнять и соблюдать следующие условия:
- срез трубы должен быть идеально ровным,
- стенки трубы, предназначенной под развальцовку, должны иметь одинаковую толщину по всему диаметру;
- место развальцовки должно быть идеально ровным и гладким, при этом не должно иметь следов остаточной деформации и трещин.
Технология развальцовки трубок

Технологию развальцовки трубок можно привести на примере работы ручного инструмента для развальцовки, состоящего из основания с раззенкованными отверстиями на основные типоразмеры труб и соответствующего им набора насадок.
Перед началом работ трубку необходимо ровно обрезать, так, чтобы срез был строго перпендикулярным центральной оси. Рекомендуется использовать специально приспособленные для этого труборезы. После этого отрезанный край трубы обрабатываем напильником или срезаем фаску с помощью риммера и тем самым удаляем все заусенцы с внутренней и внешней части торца.
Далее, в отверстие основания строго по диаметру вставляется трубка и зажимается прочной металлической рамкой так, чтобы край трубки немного выступал над плоскостью уровня основания.
Берем соответствующую отверстию насадку, представляющую с одной стороны стальной цилиндрический предмет с поверхностью конусообразной формы и приспособлением для прижимного винта на другой стороне. В зависимости от вида будущего соединения насадка для развальцовки может иметь различную форму, поэтому подбираем поверхность необходимой конфигурации.
Установив нужную нам насадку, начинаем постепенно закручивать винт центрирующего стержня, давя поверхностью насадки на трубку, постепенно прижимая ее к краям отверстия в основании. По завершении операции винт стержня раскручивается, основание разбираем и развальцованная трубка свободно достается из приспособления.
Самое главное, не забывать одевать гайку штуцера на трубку заранее, в противном случае вам придется повторить все операции в той же последовательности еще один раз.
Совет: как и при любой обработке металлических изделий, рекомендуется место развальцовки заранее смазать небольшим количеством машинного масла.
Применяемое оборудование
Следующей категорией ручного инструмента для развальцовки служат различные наборы, в комплект которых, как правило, входят:
- две планки основания со специальной формы отверстиями, соответствующих основным типоразмерам стальных и медных трубок, в количестве от 5 до 11 штук в зависимости от комплектации и цены,
- приспособление развальцовки с резьбой для крепления пяти сменных штампов.
- набор сменных штампов.
Нередко такие наборы комплектуют ручными роликовыми, предназначенными для резки алюминиевых, латунных, медных, стальных и металлопластиковых труб с диаметром от 3 до 29 мм включительно.
Стоит отметить, что по многочисленным отзывам на форумах в интернете пользователи обращают внимание на прямую зависимость качества и надежности в работе таких инструментов от стоимости наборов. Как правило, дешевый станок для развальцовки трубок быстро ломается и не рекомендуется для использования при больших объемах работ.
Следующей категорией приспособлений являются различные виды станков для развальцовки трубок. Они отличаются более надежными и качественными узлами, высокой стоимостью и предназначаются для профессионального применения.
На станках развальцовку труб производят с помощью электрического, гидравлического или пневматического привода с применением контроллеров крутящего момента для полной автоматизации рабочих процессов.
Специфика развальцовки стали и алюминия.
При неуверенности в достаточной пластичности материала стальных или алюминиевых трубок их рекомендуется предварительно перед развальцовкой нагревать соответственно для стали до 500-600⁰ C, а для алюминия до 200-300⁰ C.
Как выполнить развальцовку трубок
Вам необходимо поменять стальную или медную трубку в вашем автомобиле, а специализированный инструмент для развальцовки отсутствует, причем идея найти его или купить связана с определенными трудностями. Вот тут и пригодиться совет, как развальцевать трубку своими руками.
- Для начала берем два небольших деревянных бруска, подобрав размеры и толщину так, чтобы можно было зажать их в обычных тисках.
- Зажимаем выбранные бруски в тисках и по центру шва их соединения сверлим сквозное отверстие диаметром той самой стальной или медной трубки, которую вам надо развальцевать.
- Далее, с одной стороны отверстия сверлом большего диаметра высверливаем небольшое конусообразное углубление. Все основание готово.
- Закрепляем трубку в изготовленном основании из двух деревянных брусков и прочно зажимаем всю конструкцию в тисках. Трубка должна возвышаться на один-два миллиметра над поверхностью брусков.
- Берем стальной шарик от подшипника диаметром примерно в полтора-два раза большим, чем у трубки и не очень сильными ударами молотка начинаем процесс развальцовки. Если трубка начнет проскальзывать в деревянном основании, то, по необходимости, обматываем ее тонкой наждачной бумагой.
Совет. Если «развальцованное» соединение подтекает, то для устранения течи можно подложить тонкую свинцовую шайбу между трубкой и штуцером.
Если вы знаете свой способ развальцовки или у вас есть особый опыт в этом деле, поделитесь им в блоке комментариев.
Как согнуть алюминиевую трубу в домашних условиях: способы, их особенности
 Как согнуть алюминиевую трубу в домашних условиях
Как согнуть алюминиевую трубу в домашних условиях
Алюминиевая труба представляет собой изделие, полое внутри, которое имеет срез в форме квадрата, круга, прямоугольника и т.д.
Изделия из алюминия имеют много преимуществ, популярны среди потребителей. Их широко применяют в различных сферах.
Иногда требуется сделать из трубопроката фигурное изделие, для этого надо знать, как согнуть алюминиевую трубу в домашних условиях без трубогиба.
Особенности производства, свойства алюминиевых труб
Трубопрокаты из алюминия производят разными способами
1.прессование из алюминиевых заготовок с помощью круглого сечения.
2.холодное деформирование: прошивка, калибровка, вытяжка.
3.в основе метода принцип проката стальных изделий из листа или штрипса: сварочный метод
Технология производства позволяет изготавливать изделия эконом класса с высоким качеством. Особенностью материала считается малый вес. Плотность алюминия свыше трех раз меньше, нежели стали: 2.7 к 7.85 т / м3.
К основным достоинствам металла относят такие свойства, как:
1.высокий уровень износостойкости.
2.способность сопротивляться влаге.
3.высокий показатель гибкости, пластичности.
4.выносит сильные морозы.
5.легко поддается сварке.
6.высокая степень электропроводности, теплопроводности.
7.материал экологически чистый.
8.не образует коррозию.
К недостаткам относят низкий уровень прочности. Зато материал легко деформировать, при этом его основные свойства не изменятся. Высокий показатель пластичности разрешает выполнять идеи из сложных инженерных решений. Трубопрокаты часто изготавливаются из различных сплавов алюминия и магния, алюминия и меди, алюминия и цинка. Данные металлы имеют высокую прочность, но отличаются переносимостью к силовым воздействиям.
Внимание! Трубы легко транспортировать, потому что легкие. Изделия имеют доступную цену, их монтаж отличается легкостью.
Где применяют алюминиевые изделия
Алюминиевые изделия не нуждаются в обслуживании. Трубопрокаты имеют много положительных качеств, поэтому их применяют в строительной сфере, промышленности:
 1.с помощью изделий производят мебель, оборудование для рекламы, торговли.
1.с помощью изделий производят мебель, оборудование для рекламы, торговли.
2.из изделий изготавливают беседки, перилла, оградки, прочие детали, необходимые для хозяйства в частном доме.
3.изделия применимы для сельского хозяйства. Высокий уровень сопротивляемости образованию коррозии, износостойкости позволяют применять алюминиевые трубы для обустройства дренажа. Сельхоз растения тоже не влияют негативно на алюминий.
4.при строительстве навесных фасадов применяют гнутые трубы.
5.буровые вышки имеют в своем составе алюминиевые детали. Изделия имеют высокую пропускную способность, поэтому в системах не появляются заторы. Алюминиевый материал способен выдерживать агрессивную среду углеводорода.
6.с помощью труб прокладывают канализационные коммуникации. Среда сточных вод не разлагает алюминиевые изделия.
7.изделия устанавливают в системах вентиляции, потому что они легко деформируются, режутся с помощью болгарки.
8.в качестве декораций в виде решеток, каркасов для витрин, обшивки стен.
Внимание! Из-за эстетичного внешнего вида изделия из алюминиевого материала применяют, чтобы создавать предметы для интерьера.
Процесс изгибания
…сложности
Чтобы применять изделия из алюминия для создания мебельных предметов, нужно научиться придавать материалу изгибы правильно. Хоть материал имеет высокую пластичность, но может повести себя непредсказуемо, особенно, если изделия пустотелые. При гибке труб можно столкнуться со сложностями, которые возникают из-за разных факторов:
1.если обрабатывать изделия, чтобы повысить уровень сопротивляемости коррозии, повышается прочность, при этом снижается уровень пластичности.
2.если изделия изготовлено с помощью метода горячей экструзии с выдавливанием, то трубопрокат становится чувствительным к напряжениям во время изгибов.
3.сплавы, содержащие марганец, также дюралюмины отличаются низким уровнем пластичности.
Перед изгибанием изделия следует определить марку сплава, условия для его первичной термообработки. При отсутствии сертификата на изделия проверку осуществляют следующими способами:
1.изучают маркировку на концах трубопроката, сверяют со справочником.
2.простукивают молотком, при наличии звонкого звука изделие изготовлено из материала высокой твердости.
3.если материал сплава мягкий, то он налипает на напильник.
Внимание! Изделия из дюралюминия имеют особое свойство: если об них потереть руку, то она не окрасится.
Способы сгибания
Существуют разные технологии, чтобы изогнуть алюминиевые изделия. К основным относят:
1.изделие можно обработать на трубогибе, который имеет эластичный дорн, к примеру, из резины.
2.с помощью устройства для сгибания холодным методом одним переходом, если диаметр трубы менее двадцати миллиметров.
3.при сгибе трубы большого диаметра, заготовку следует нагреть. Для этого применяют дроны резинового или составного типа.
4.можно уменьшить зону с растягивающим напряжением при помощи перемещающегося ролика.
Деталям можно придать различный внешний вид:
1.в виде утки (изделие имеет два изгиба в 135 градусов)
2.в виде скобы (три изгиба по центру с прямым углом, по краям 135 градусов).
3.в виде отвода (изгибы с углами 45 градусов и 135).
виде калача (в форме полукруга).
Внимание! Процесс изгиба требует аккуратности, не стоит допускать дефектов, для этого важно правильно выбрать инструмент.
Необходимое оборудование
Чтобы изгибать трубы, применяют разные устройства. Трубогибы имеют отличия в принципе действия. Инструмент легко использовать в домашних условиях. С помощью него можно изгибать трубы круглой формы, профильного типа. Выделяют следующие разновидности трубогибов:
 1.пружинный вид. Внутрь пружины вставляют деталь для сгиба. Выбирают способ обработки изделия: холодный, термообработка, под конец процесса удаляют пружину.
1.пружинный вид. Внутрь пружины вставляют деталь для сгиба. Выбирают способ обработки изделия: холодный, термообработка, под конец процесса удаляют пружину.
2.рычажный вид, по-другому называется механизмом Вольнова. В форму, имеющую соответствующий диаметр закладывают заготовку. Трубу не нужно прогревать. Рычажная сила позволяет согнуть трубу.
3.арбалетный вид. Заготовку помещают в устройство, которое имеет гнущий сегмент. Труба продавливается внутри конструкции.
С помощью трубогиба можно нет только сгибать, но и выпрямлять алюминиевые изделия, которые имеют разную конфигурацию, диаметр. Во время процесса повредить деталь практически невозможно.
Трубогиб использует различные способы воздействия на металл. К ним относят:
1.способ проталкивания. Изделие из алюминия проталкивается сквозь ролики, один его отклоняет. В итоге образуется изгиб в виде дуги, имеющая небольшой радиус.
2.способ проката. Если труба имеет от одного до десяти сантиметров в диаметре, то ее можно прокатывать между специальными роликами, которые должны быть равны размеру заготовки. В основе лежит трехвалковый инструмент, с помощью которого изгибают за пару заходов. Инструмент придает форму круга, дуги, спирали. Изгибанию поддается профильная труба и круглая.
3.с помощью давления. Для изгиба применяют штампы, которые придают изгиб изделию снаружи. Способ гидроформирования – второй вариант метода. Под высоким давлением в трубу заливается вода, либо масло.
4.способ обкатывания. В основе лежит обкатная деталь трубогиба, которая может изогнуть изделие под давлением. Деталь не нужно прогревать. На участках с отсутствием давления трубопрокаты прогибаются в другую сторону.
Внимание! При отсутствии специального инструмента алюминиевые изделия легко изгибаются подручными способами.
Как согнуть трубу дома
Если в доме нет инструмента, то можно согнуть трубопрокат дома самостоятельно. Чтобы изогнуть изделие своими руками, можно применить такие приемы, как:
1.для уменьшения хрупкости материала, также силы нагрузки, место для изгиба следует прогреть, применяя газовую горелку. С помощью простой бумаги надо проверить готовность детали к деформированию. Бумагу держат над местом нагрева, пока не покажется дым. В это время можно придавать детали другую форму. Анодированный алюминий нельзя деформировать таким методом.
2.для начала делают заготовку шаблона, который имеет такой же радиус, каким должен быть изгиб. Шаблон вытачивают из деревянного куска, смазанного креозотом. Изделия прикрепляют к шаблону, скрепив детали крепко. С помощью резинового молотка, несильно ударяя, придают нужную форму детали.
3.алюминиевая трубка с сечением до двадцати миллиметров обрабатывается без оборудования. С внешней стороны изделия надевается стальная пружина. В изделие засыпается песок, вставляется прут из металла. Держась за стрежень по краям, производят сгиб согласно шаблону.
4.наполняют изделие с помощью песка, заготовку с двух сторон крепят на две опорные плоскости. Применяя молоток из резины, формируют сгиб на участке, который провисает. Если необходимо выполнить сгиб на прямоугольной детали, то данный способ незаменим.
Основные ошибки при работе
До того, как приступить к работе, надо провести чистку изделия от грязевых отложений. Для этого не рекомендуется применение абразивной щетки. Работы проводят с аккуратностью, чтобы не содралась окисная щетка.
Внимание! После придания изгиба изделие может изменить первоначальную длину. Поэтому необходимый размер отрезка следует формировать после проведения всех мероприятий по сгибанию.
Если для сгибания используется газовая горелка, то по достижению нужной пластичности сразу производят изгибание детали, пока она не остынет. Если трубы искривлены полностью, то не стоит обрабатывать данные трубы. Это говорит о низком уровне качества изделия. Изделия для изгиба не должны иметь заусенцы, сколы, трещины.
Как согнуть алюминиевую трубу в домашних условиях – выбор способа и оборудования
Алюминиевые изделия в настоящее время очень разнообразны и востребованы, что свидетельствует о том, что этот материал эффективен и незаменим во многих областях жизни. Одной из самых популярных разновидностей продукции данного типа является алюминиевая труба.

Особенности алюминиевых труб
Алюминиевые трубы отличаются малым весом, пластичностью, стойкостью к коррозии, химическим и температурным воздействиям (способны переносить колебания температуры от +150 до -279 градусов).
Кроме того, эти изделия имеют высокую электро- и теплопроводность, не содержат вредных токсинов и способны служить длительное время. Из алюминиевых трубок своими руками можно изготовлять самые разные конструкции.

Алюминиевые трубы классифицируют по следующим параметрам:
- Форме сечения. Они могут быть круглой, квадратной, прямоугольной и фасонной форм.
- Способу изготовления. Бывают холоднодеформированными, прессованными и сварными.
- Длине. Мерные, немерные, имеющие кратную мерность и бухтовую фасовку.
- Химическому составу (марка АI). Могут иметь высокую или техническую чистоту.
Чтобы сделать сплав более прочным, в него добавляются определенные примеси: однако при этом степень его пластичности уменьшается. Пластичность алюминиевых изделий делает их более удобными для механической обработки. Сгибание алюминиевой трубы отличается значительной простотой, и может быть проведено самостоятельно. Чтобы достичь цельности и невредимости сгибаемого изделия, важно заранее ознакомится с технологией данного процесса.
Как согнуть алюминиевую трубу
Сгибая прямую алюминиевую трубу под любым углом, мы тем самым деформируем структуру металла. Происходит сжимание внутреннего слоя профиля, и растягивание внешнего. Для алюминия характерна довольно низкая степень плотности, поэтому в результате сгибания данные изделия травмируются довольно незначительно. Что касается легированного алюминия, то по причине большей плотности процедура сгибания изготовленных из него труб отличается большей сложностью.
Благодаря гибкости алюминиевые трубы хорошо подходят для изготовления самых замысловатых конструкций, при сохранении их сечения и целостности. Сгибать такие изделия можно ручным способом, для чего применяются нехитрые механизмы или специализированные приспособления. Заготовка при этом может разогреваться или оставаться холодной. Обычно на этот фактор влияет размер, вид и структура сгибаемой трубы, толщина ее стенок и сложность выбранной конфигурации.

Гибка алюминиевых труб в одной плоскости может иметь вид отвода, скобы, утки и калача. Заготовки, имеющие два сгиба в 135 градусов, называются уткой, три сгиба – скобой (параметр центрального угла – 90 градусов, крайнего – 135 градусов). Изгиб в виде полуокружности называется калачом, а сгиб в 45-135 градусов – отводом.
Осуществляя сгибание, важно придерживаться следующих рекомендаций:
- При наличии у алюминиевой трубы сварного шва во время сгибания он не должен попасть ни на вогнутую, ни на выпуклую линию изгиба, перпендикулярно деформируемой поверхности.
- На изделиях диаметром 15-20 мм при выборе величины радиуса сгиба за ориентир берется показатель наружного диаметра, который удваивают.
- Заготовки, обладающие диаметром более 25 мм, оснащаются радиусом сгиба, равной величине наружного диаметра, умноженного на 3.

Вне зависимости от выбранного варианта гибки, главная задача — не допустить, чтобы в процессе гибки появились какие-то дефекты. Решая задачу, как согнуть алюминиевую трубу в домашних условиях, важно понимать, что в этом случае все зависит от правильности выбора способа и инструмента, а также соблюдении правил безопасности.
Как работать с трубогибом в домашних условиях
Трубогибами называют специальные механизмы, для которых характерен различный принцип действия. С их помощью реализуется ручная и механическая гибка труб профильного и круглого сечения в условиях производства или дома.
Существуют следующие виды ручных трубогибов, подходящих для сгибания пластичных тонкостенных изделий из алюминия, обладающих малым диаметром:
- Рычажный. Этот механизм еще называют станком Вольнова. Для закладки заготовки в нем предусмотрена специальная форма. Сам процесс сгибания не требует нагревания трубы, и осуществляется рычажной силой. Форма соответствует определенному диаметру.
- Арбалетный. Конструкция, в которой закрепляют заготовку, оснащена гнущим сегментом, осуществляющим продавливание середины трубы с противоположной от концов стороне.
- Пружинный. Перед изгибанием труба оснащается пружиной, которую закладывают внутрь изделия. Далее заготовку могут разогревать, или применять холодный метод сгибания. По окончанию процедуры пружину необходимо извлечь.

При помощи станочной гибки существует возможность решения вопроса как согнуть, и как выпрямить алюминиевую трубку самого различного диаметра и формы. Риск ее повреждения сведен практически к нулю.
Данные механизмы могут иметь электромеханический или гидравлический принцип работы, что гарантирует получение точного результата работы, согласно выдвигаемым требованиям. Также есть способы, как загнуть трубу без трубогиба, что весьма удобно, когда под рукой нету необходимого инструмента.
Способы гибки
В данном оборудовании могут применяться такие способы гибки:
- Проталкивание. В этом случае алюминиевую трубу толкают между роликами станка: на один из роликов возлагается задача отклонять заготовку. Таким образом достигается получение дугообразного изгиба, при очень незначительном радиусе искривления. Величина радиуса изгиба определяется умножением на 6 диаметра трубы.
- Прокат. Алюминиевую трубу диаметром от 10 до 100 мм прокатывают сквозь гибочные ролики, которые должны строго соответствовать диаметру изгибаемой трубы. Для осуществления этой операции применяют трехвалковый трубогиб, который способен выполнять сгибания в виде кольца, спирали и дуги. С его помощью можно обрабатывать как круглый, так и прямоугольный профиль. Прокатка осуществляется в несколько заходов.
- Обкатывание. Для сгибания задействуется обкатная головка трубогиба, которая сгибает заготовку под давлением. На участках без давления происходит прогибание трубы в противоположную сторону. Нагревание обкатывание не сопровождается. Чтобы заготовка не сжималась, нужно следить за соблюдением минимального радиуса сгиба: она равняется умноженному на три радиусу трубы.
- Сгибание давлением. Тут для прессовки применяются штампы, деформирующие заготовки с внешней стороны, или гидроформирование, когда для сгибания изнутри в границах формы труба заполняется водой или маслом под давлением.
Самостоятельное сгибание алюминиевой трубы
Вначале определяют, трубу какой марки, диаметра и толщины стенок требуется согнуть. Если подобную процедуру требуется проводить время от времени, то лучше сразу обзавестись ручным трубогибом, благо, в продаже имеется огромный выбор различных моделей данного приспособление.
Кроме того, существуют и другие методы гибки труб в домашних условиях, особенно если речь идет о разовых мероприятиях:
- Перед тем, как загнуть алюминиевую трубу в домашних условиях, в нее забивается сухой, мелкий, просеянный песок. На концы заготовки требуется одеть заглушки в виде чопов, после чего проводится медленное сгибание заготовки. Это можно делать даже вручную, однако один конец для удобства лучше закрепить хомутом. После того, как заготовка согнута, с нее высыпают песок: он необходим для сохранения округлой формы трубы. Если работа проводится в зимнее время, вместо песка можно использовать замороженную внутри воду. По окончанию процедуры деталь помещается в теплые условия для оттаивания льда.
- Если требуется согнуть трубу со слабым уровнем пластичности (из дюралюминия), то при использовании способа с песком потребуется также наличие газовой горелки. Один конец трубы в таком случае зажимают в тиски, горелка же служит для равномерного разогревания участка изгиба до температуры +250 градусов. Для проверки оптимальности нагревания к трубе подносится кусок бумаги: появления дыма будет знаком готовности изделия к последующему изгибанию. При его проведении важно не спешить. Многократное нагревания того же участка трубы недопустимо.
- В этом случае вначале происходит изготовления из древесины полукруглого шаблона, толщина которого должна превосходить диаметр заготовки. Сообщив ему нужный радиус изгиба, заготовку закрепляют на плоскости при помощи струбцин и болтов. Впритык к шаблону крепят доску, имеющую идентичную толщину и уклон: важно добиться хорошей плотности укладки трубы между ними. Заложив один конец трубы к направляющей доске по касательной относительно полукруга, вторым ее концом нужно проводить загибающие движения вокруг шаблона. Таким образом можно гнуть пластичные трубы диаметром до 40 мм на довольно значительные радиусы.
- После того, как в трубу засыпан песок, она кладется двумя концами на две устойчивые опоры: место сгиба должно провисать. Этому участку и сообщается нужный радиус при помощи резиновой киянки. Особенно удобно таким образом изгибать квадратные алюминиевые трубы.
- Участок заготовки, где проводится сгибание, изнутри оснащается пружиной из стали: на ее конец привязывается проволока. После приобретения трубой нужной формы пружину вытаскивают за эту проволоку. При необходимости, место сгибания можно разогреть.

Проводя подобные операции, важно помнить, что гибка ведет к изменению длины трубы, поэтому нужная длина участка выставляется уже после его сгибания. В целом, согнуть алюминиевую трубу в домашних условиях вполне возможно, главное подобрать для этого нужный инструмент, и строго следовать рекомендациям.