
Чем заделать трещину в алюминии?
Холодная сварка для алюминия – разновидности, советы по применению
Холодная сварка для алюминия может быть применена в тех ситуациях, когда нет возможности использовать электродуговую сварку в среде защитного газа. Данная методика актуальна применительно к алюминию еще и по той причине, что заготовки из данного металла очень плохо соединяются при помощи болтов и гаек. Под понятием «холодная сварка алюминия» может подразумеваться и способ соединения деталей из данного металла при помощи деформации, и технология, предполагающая использование специального клея.

Под «холодной сваркой» чаще всего подразумевают специальный клей, но существуют еще и механические методы холодной сварки — сварка деформацией
Холодная сварка деталей из алюминия при помощи специального клея
Холодная сварка деталей из алюминия, выполняемая при помощи специального клеевого состава, – это технология, позволяющая очень быстро и без особой подготовки поверхностей получить неразъемное соединение. Очень часто данную методику используют в тех случаях, когда необходимо устранить аварийную ситуацию и оперативно соединить алюминиевые детали. Естественно, простота данной технологии позволяет использовать ее чаще всего в домашних условиях.

Клей для скрепления алюминиевых деталей методом холодной сварки
Специальный состав, который применяется для выполнения такой сварки, – это двухкомпонентный клей, выпускаемый в виде мастики или густой жидкости. Состоит такой клей (его можно приобрести практически в любом хозяйственном магазине) из эпоксидной смолы и стального порошка, который служит для упрочнения формируемого соединения.
Чтобы улучшить характеристики клеевого состава для холодной сварки (адгезия с соединяемыми поверхностями, устойчивость к высоким температурам и к воздействию агрессивных сред), в его состав добавляют специальные присадки. Благодаря их использованию свойства застывшего клеевого состава часто превосходят характеристики соединяемых деталей по своей прочности и надежности.

Использование двухкомпонентного клея для фиксации штуцера в трубе из алюминиевого сплава
Любой клей для выполнения холодной сварки – как жидкий, так и в виде мастики – состоит из двух компонентов, которые необходимо смешать непосредственно перед использованием. Следует иметь в виду, что применить смешанный состав необходимо в течение 20–30 минут (спустя полчаса он начинает активно затвердевать). После нанесения на поверхности деталей из алюминия клеевого состава их необходимо прижать друг к другу и выдержать в таком состоянии 40–45 минут. Полное застывание состава происходит в течение 2–2,5 часов.
Чтобы в производственных или домашних условиях получить надежное соединение при использовании клея для холодной сварки, необходимо предварительно очистить и обезжирить соединяемые поверхности. При помощи данного метода можно не только соединить плоские заготовки из алюминия, но и заварить небольшие отверстия и трещины, потратив на это минимум времени и усилий. Соединенные при помощи клея для холодной сварки детали хорошо переносят любые механические воздействия, кроме нагрузок на разрыв.

Ремонт холодной сваркой пробитого поддона картера автомобиля
Применение данного метода холодной сварки алюминия позволяет получить прочные и надежные соединения, но имеет ряд ограничений, о которых необходимо знать.
Так, клей не рекомендуется использовать:
- в местах, характеризующихся высокими температурами;
- в тех местах, к которым предъявляются повышенные требования по экологической безопасности;
- для соединения деталей, условия эксплуатации которых часто изменяются;
- для герметизации сосудов и емкостей, находящихся под высоким давлением;
- для соединения деталей, эксплуатируемых в условиях агрессивной окружающей среды;
- для герметизации труб и сосудов, контактирующих с жидкими пищевыми средами и продуктами питания.
Следует также отметить и преимущества применения клея для холодной сварки, которые делают его очень популярным средством соединения деталей из алюминия:
- исключение окислительных процессов в месте стыка заготовок, что придает долговечности такому соединению;
- простота использования;
- минимум времени, необходимого для формирования неразъемного соединения;
- невысокая цена состава и отсутствие необходимости в использовании специального оборудования и энергоносителей.
Небольшой обзор распространенных на отечественном рынке составов для холодной сварки, основанный на отзывах людей, применявших их на практике.
- «PERMATEX Cold Weld»
Эффективный и весьма универсальный клей, допускающий применение с различными материалами. Отлично выдержал нагрузки на отрыв и на сдвиг в ходе испытаний. - «WURTH Liquid»
Великолепно подходит для работы с металлическими деталями. - «Abro Steel»
Хорошо подойдет для ремонта емкостей для хранения жидкостей благодаря высокой способности обеспечивать герметичность. - «Титан»
Доступная цена, отменное противодействие механическим нагрузкам. - «Cold Weld PERMATEX»
Довольно популярный состав, заслуживший немало положительных отзывов.
Сварка деформацией – особенности технологии
Детали из алюминия по данной технологии соединяют при комнатной температуре, отсюда и название – «холодная сварка». Для того чтобы получить неразъемное соединение, заготовки подвергают значительной пластической деформации, в результате которой происходит разрушение оксидной пленки на поверхности алюминия. Кроме того, сильное сдавливание деталей из алюминия друг с другом в процессе холодной сварки способствует тому, что между их кристаллическими решетками создаются межмолекулярные связи.
Важным условием формированием надежного соединения, получаемого по технологии холодной сварки, является тщательная очистка поверхностей заготовок и их обезжиривание. Давление, которое воздействует на соединяемые детали из алюминия, может быть статичным или с переменной вибрацией.
В зависимости от типа формируемого соединения различают холодную сварку следующих видов:
- стыковую;
- точечную;
- шовную.
Стыковой метод
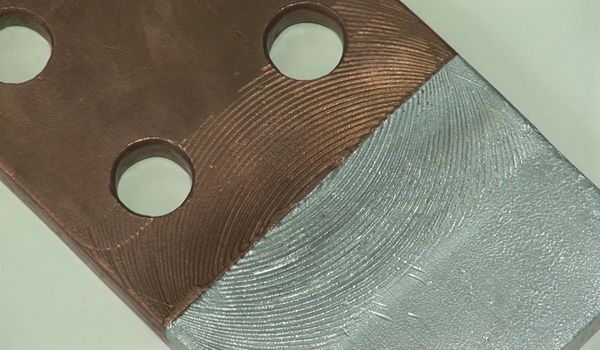
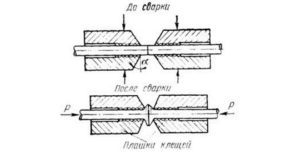
Детали из алюминия при использовании данного метода холодной сварки соединяются своими торцевыми частями, которые предварительно тщательно очищают и обезжиривают. Для того чтобы выполнить соединение по этой методике, заготовки фиксируют в специальных губках с небольшим выпуском торцевых частей, которые и будут подвергаться сдавливанию. После того как детали надежно зафиксированы, на зажимные губки подается осевое давление, которое и сжимает торцевые части соединяемых заготовок, что сопровождается формированием надежного неразъемного соединения.

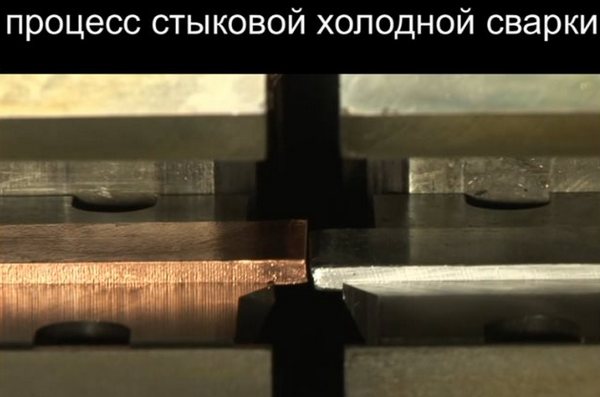
Схема стыковой холодной сварки деформацией
Данный способ холодной сварки, несмотря на свою простоту, имеет ряд существенных недостатков и ограничений в применении.
- Габариты зажимных устройств, используемых для выполнения такой сварки, ограничивают длину формируемого соединения.
- При сжатии деталей из алюминия пластической деформации подвергаются не только соединяемые торцы, но и та часть, которая зажата в губках.
- После получения неразъемного соединения заготовки достаточно трудно извлекаются из зажимных губок.
Точечная технология
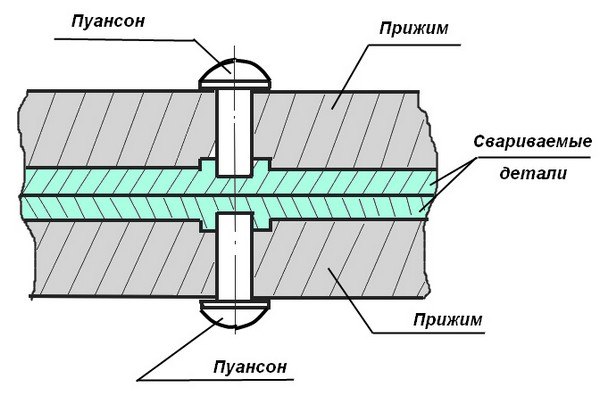
Данная технология, предполагающая соединение деталей из алюминия внахлест, является наиболее распространенным методом холодной сварки этого металла. Соединяемые заготовки сдавливаются в отдельных сварных точках, для чего используется специальный пуансон. По данной технологии детали преимущественно соединяют несколькими сварными точками, расположенными с некоторым интервалом друг относительно друга.

Схема холодной точечной сварки
Качество холодной сварки, выполняемой по точечной технологии, напрямую зависит от степени деформации алюминия в области сварной точки. В числовом выражении данный параметр характеризует соотношение между толщиной соединяемых деталей и глубиной, на которую в металл вдавливается пуансон. Существуют нормативы, согласно которым данный параметр для алюминия должен составлять 60–70%, а для сплавов на основе данного металла – 75–90%.
Точечная холодная сварка, с помощью которой можно соединять достаточно габаритные листы из алюминия и сплавов на основе данного металла, обладает рядом преимуществ.
- Соединяемые детали не нуждаются в предварительной фиксации в специальных зажимных устройствах.
- Алюминий деформируется на очень небольших локальных участках – сварных точках.
При наличии механического устройства, способного создавать значительное давление, холодную сварку по данной технологии можно выполнять и в домашних условиях.
Шовный способ
При использовании данного способа холодной сварки место соединения заготовок из алюминия приобретает форму сплошного шва, который формируется при помощи вращающихся роликов или пуансона с рабочей частью в форме кольца.

Схема шовного метода холодной сварки
Предварительно очищенные и обезжиренные детали из алюминия, которые необходимо соединить при помощи холодной шовной сварки, помещают между одним подвижным и одним неподвижным роликами (односторонняя сварка), либо между двумя подвижными роликами (двухсторонняя сварка). После сдавливания роликов и металла под ними на требуемую глубину подвижные ролики начинают вращаться, что приводит к перемещению соединяемых заготовок и формированию сплошного шва.

Процесс контактной шовной сварки на промышленном аппарате
Использование данной технологии позволяет заварить даже очень габаритные листы из алюминия, но наличие сплошного вдавленного в металл шва серьезно ослабляет конструкцию. Именно по этой причине, когда необходимо соединить холодной сваркой плоские листовые конструкции из алюминия, используют шовно-точечную технологию.
Она подразумевает получение соединения при помощи вращающегося ролика, на котором расположены рабочие выступы, оказывающие давление на свариваемый металл. Шов в таком случае выглядит не как сплошная линия, а как прерывистая цепочка сварных точек, которые очень незначительно ослабляют конструкцию.
Холодная сварка для алюминия
Автор: Игорь
Дата: 27.04.2016
- Статья
- Фото
- Видео
Для мелких работ по ремонту металлических изделий, когда нужно заделывать трещины, восстанавливать утраченные части, а также залатывать дыры, теперь совсем не обязательно пользоваться сварочным аппаратом. Холодная сварка для алюминия может решить многие проблемы достаточно быстро, удобно, а главное – эффективно. Конечно же, здесь от стандартной сварки только одно название, ведь нагрева и деформации металла здесь не происходит. Холодная сварка для алюминия представляет собой ремонтный стержень, которые имеет наполнитель из алюминия. Он предназначается для ремонта поверхностей деталей, которые не подвержены ржавчине. При нанесении на чистую поверхность он показывает отличные качества склеивания, которые хорошо подходят для металлических изделий.

Холодная сварка для алюминия
Благодаря наполнителю материал обладает такими свойствами, как и тот, что на самом изделии, которое ремонтируется. Свою популярность он обрел благодаря легкости применения, так как для подготовки требуется минимум дополнительных процедур. Основной сферой применения является ремонт оконных алюминиевых рам, деталей автомобилей, судов, лодок, различных емкостей, профилей и прочих вещей. Холодная сварка алюминия может использоваться как в быту, так и в промышленных сферах. Во время использования все требуется смешать и размять до нужной консистенции, а потом заделывать поломки, как пластилином. После некоторого времени высыхания образуется неразъемное соединение, которое позволит изделию прослужить еще долгое время.
Принцип сварки деформацией 

Помимо вышеуказанного клея существует еще другая холодная сварка для алюминия, которая предполагает использования принципа деформации. Этот метод уже можно отнести к понятию сварки, в отличие от предыдущего. В данном случае деформация получается благодаря давлению, которое воздействует на заготовки, плотно прилегающие друг к другу. Здесь не используется дополнительный нагрев, благодаря чему метод и получил свое название. Пластическая деформация является естественным процессом при сильном сжатии деталей. Это получается за счет сдвига, или так называемого скольжения поверхности материала. Данный процесс можно проводить как при обыкновенной температуре, так и при минусовой, что уже нельзя допускать при использовании клея. Сам процесс происходит мгновенно за счет быстрого схватывания без глубокой диффузии. Это один из самых древних методов сварки, который используется в промышленности и по сей день.
Сильное соединение при этом возникает с помощью дополнительного устройства. Постепенно напряжение между поверхностями начинает возрастать, пока они не начнут свариваться, образуя монолитное соединение. Его качество зависит от чистоты поверхности и физико-механических свойств материала. Такой способ отлично подходит для тех металлов, которые чувствительны к нагреву.
Методы холодной сварки алюминия
У многих людей возникает вопрос, можно ли холодной сваркой заварить алюминий и как это сделать. Все зависит от того, какую именно разновидность клея вы выберете. Существуют варианты, которые состоят из одного бруска. Его следует применять методом разминания, чтобы придать материалу пластичность. Необходимо выделить определенную часть материала, которая понадобится для ремонта, и начать разминать его, как пластилин. Вскоре состав превратиться в мягкую субстанцию, что хорошо поддается лепке и сможет принять любую нужную форму. Ее нужно нанести ровным слоем на поверхность, требующую ремонта и плотно прижать. Для труб желательно использовать стягивающие жгуты, чтобы увеличить надежность и герметичность. После того как все высохнет, жгут можно снимать.
Если клей холодная сварка для алюминия представлена в виде двухкомпонентной жидкости, то здесь следует применять несколько иной метод. Перед использованием компоненты, состоящие из клейкого вещества и металлического наполнителя, следует перемешать в отдельной неметаллической емкости. Все перемешивается до получения однородной пластичной массы. После этого ее наносят шпателем или другим подобным инструментом на то место, которое нужно заделать. Сохнет такой состав зачастую несколько дольше, так что стоит учитывать и этот факт.
Если нужно сделать восстановление утраченной поверхности, то состав наносится не весь сразу, а слоями не более 5 мм. В таком случае, всю процедуру может потребоваться проводить несколько раз, выдерживая полный цикл высыхания. В этом случае можно получить высокое качество соединения, крепость которого будет соответствовать, а иногда даже превышать, оригинальный материал.
Технические характеристики
Данная продукция имеет ряд характерных особенностей, которые определяются ее характеристиками. Конечно же, у каждой марки могут быть свои особенности, но в большинстве случаев характеристики имеют следующий вид:
| Время первичного высыхания, минуты | Время полного высыхания, часы | Минимальный температурный предел эксплуатации, градусы Цельсия | Максимальный температурный предел эксплуатации, градусы Цельсия | Объем упаковки, граммы |
| 30 | 5 | -40 | +300 | 57/115 |
Если применяется холодная сварка для алюминия высокотемпературная, то ее верхний предел может быть выше 700-100 градусов Цельсия. Некоторые дополнительные вещества, которые вносятся в состав, также могут изменять характеристики, но они зачастую являются узконаправленными и встречаются не так часто.
Выбор холодной сварки
Подбор правильной марки во многом определяет качество последующей операции по ремонту. Для этого нужно обращать внимания на определенные параметры, которые вам важны. Здесь нужно найти баланс между ценой и качеством, так как проверенные производители могут предлагать достаточно дорогостоящую продукцию. В первую очередь нужно обратить внимание на температурный режим, в котором может производиться эксплуатация материала. Он должен совпадать или превышать тот, в котором вы будете вести работу.
Далее следует обратить внимание на то, с какими поверхностями может идти взаимодействие. Ведь встречаются составы, предназначенные только для алюминия, но бывают и универсальные. «Обратите внимание! Здесь же не стоит забывать о наличии металлического наполнителя из алюминия. Дело в том, что некоторые универсальные составы, которые подходят и для алюминия в том числе, могут не содержать в себе это металл, хотя и производят его склейку.
Емкость упаковки имеет значение, если вы часто пользуетесь этим веществом. Здесь все просто, так как чем больше материала в ней, тем относительно дешевле он стоит за единицу веса. Упаковка должна быть удобной для хранения и перевозки, ведь нередко приходится использовать холодную сварку для ремонта в дороге и на выезде. Если часто возникает необходимость в срочных ремонтах, то вещество должно иметь быстрый период высыхания. Этот параметр может отличаться в различных марках в несколько раз.
Особенности применения
Полная инструкция к применению каждой разновидности пишется на упаковке, но для данного типа есть ряд своих особенностей, которые нужно знать вне зависимости от представленной марки.
- В первую очередь, когда используется холодная сварка для алюминия в домашних условиях или на работе, все процедуры стоит проводить в специальных защитных перчатках. Следует максимально исключить возможность контакта кожи с материалом.
- Поверхность, с которой ведется работа, должна быть обезжирена и очищена от мусора, налета и прочих лишних вещей. В ином случае качество соединения будет падать.
- При подготовке смеси желательно использовать неметаллические предметы, в том числе и емкости. Если клей предназначен для сцепления металлических деталей, то на таких поверхностях он меньше будет вступать во взаимодействие еще до непосредственного использования.
«Важно! После использования следует тщательно убрать остатки холодной сварки, как с инструментов и места подготовки, так и с мест на деталях, где остались лишние куски. В ином случае, после высыхания от них будет достаточно сложно избавиться.»

Применение холодной сварки для алюминия
Производители и популярные марки
Стоит ознакомиться, какие бывают холодные сварки по алюминию, чтобы сделать правильный выбор.
- Mastix (Россия);
- Weicon;
- Permatex;
- Loctite;
- Poxipol;
- Devcon.
Как правильно выбрать и применять клей для алюминия
Алюминий получил широкое распространение благодаря прочности и устойчивости к факторам окружающей среды. Но при этом металл не обладает адгезивными свойствами (сцепляемостью) по причине формирования пленки из окислов на склеиваемой поверхности. Для обеспечения качественного соединения необходимо подбирать клей для алюминия, имеющий в составе специальные добавки, препятствующие образованию оксидов. Следует использовать, например, двухкомпонентный жидкий материал или мастику на основе эпоксидной смолы со стальным порошком.

Виды клея
Наиболее подходящим для работы с алюминиевыми поверхностями является полиуретановый клей или изготовленный на основе эпоксидной смолы.
Клеи на полиуретановой основе бывают:
- однокомпонентные;
- двухкомпонентные.
В однокомпонентных составах содержится полимер полиуретан и нет растворителя. Подобные средства применяются на открытых частях изделий. Перед скреплением поверхность необходимо смочить водой. Благодаря этому однокомпонентный клей вступает в реакцию с алюминием, формируя тем самым очень прочное соединение.
 PERMATEX Cold Weld
PERMATEX Cold Weld
Из-за содержащегося в двухкомпонентных составах отвердителя смачивание поверхности водой не требуется. Подобные средства обладают устойчивостью к маслам, грибкам, плесени, отличаются повышенной пластичностью и термостойкостью.
Двухкомпонентные составы на основе эпоксидной смолы характеризуются улучшенными адгезионными свойствами и отличаются устойчивостью к воздействию высоких температур. Часто используются при монтаже конструкций из алюминия, а также для соединения материалов, имеющих разные показатели теплового расширения (дерево, фарфор, камень). Качественного склеивания поверхностей из различных материалов добиться сложно, потому дополнительно используются механические приспособления, например, эластичная лента.
 Abro Steel
Abro Steel
Составы на основе смолы бывают:
- горячего затвердевания — применяются, по большей части, на промышленных предприятиях и застывают при температуре +1000° С;
- холодного — твердеют при температуре от +15 до +350° С.
Любой двухкомпонентный клей перед нанесением смешивается с отвердителем, пропорции могут быть разными, соответствующая информация находится на упаковке.
 Cosmopur 819
Cosmopur 819
Характеристики популярных марок
Существует несколько клеевых составов, которые позволяют качественно, прочно и надежно соединить алюминий с алюминием или другими материалами:
- Mastix. Смесь подходит не только для склейки алюминиевых поверхностей, но и для герметизации соединений. А также для ремонта изделий, изготовленных из черных и цветных металлов. Состав позволяет качественно склеить детали при невысокой температуре окружающей среды, его рабочий в диапазон — от –50 до +145° С. Кроме того, Mastix надежно и быстро скрепляет влажные поверхности. Средняя стоимость флакона в 50 г составляет 30 рублей.
- Cosmopur 819 представляет собой полиуретановый материал, позволяющий прочно и надежно склеить алюминий с алюминием благодаря созданию вязкого шва между поверхностями. Превосходно подойдет для ликвидации зазоров, вклеивания уголков. Cosmopur 819 чаще всего используется для соединения деталей конструкций. Цена за 300 мл приблизительно 500 рублей.
- ASTROhimACE-9305 — это холодная сварка, позволяющая моментально ликвидировать различные поломки. Клей качественно соединяет поверхности из алюминия и его сплавов при температуре от –50 до +145° С. Состав чаще всего применяется для восстановления сломанных фрагментов деталей, например, резьбы. Одна упаковка в среднем стоит 80 рублей.
- «Эпокси металл Момент» — двухкомпонентный клей, надежно фиксирует между собой не только алюминиевые поверхности, но и комбинации других металлов с деревом, мрамором, стеклом. Состав эффективно устраняет зазоры и трещины. Цена за упаковку объемом 50 мл составляет примерно 350 рублей.
- Abro Steelпредставляет собой универсальную холодную сварку от одноименного американского производителя. Служит оптимальным вариантом для ремонта санитарно-технического бытового оборудования, баков для хранения жидкостей, так как обеспечивает безупречную герметичность. При помощи состава соединяют металл, дерево, керамику, а также между собой материалы разных типов. Клей отличается высокой чувствительностью к чистоте скрепляемых участков. Если хранение было неправильным, то состав невозможно будет использовать по назначению. Цена — приблизительно 150 рублей за 57 граммов.
- PERMATEX Cold Weld — двухкомпонентный термостойкий клей на основе эпоксидной смолы, очень быстро застывает, пожаробезопасный, превосходно склеивает различные материалы, в том числе и алюминий. Полимеризация состава происходит в течение 15 минут, материал выдерживает продолжительный нагрев до +149° С, кратковременный — до +177°. Формирующийся шов, очень устойчив к нагрузкам на сдвиг и отрыв. Стоимость упаковки 56 г составляет около 300 рублей.
- «Титан» — отличается невысокой стоимостью и устойчивостью к любым механическим нагрузкам. Флакон объемом 310 мл стоит около 250 рублей.
- WURTH LiquidMetal— цианакрилатный состав от немецкого производителя. Представляет собой оптимальный вариант для соединения металлических поверхностей различных деталей. Очень быстро застывает, потому идеально подходит для быстрого ремонта. Формирует незаметный шов, что дает возможность клеить не только металлические изделия, но и прозрачные материалы. Цена флакона 20 г составляет приблизительно 100 рублей.
- COSMO PU-200.280 COSMOFEN DUO — двухкомпонентный высокопрочный клей на полиуретановой основе, не содержит растворителей. Обладает превосходными показателями теплостойкости и выдерживает воздействие факторов окружающей среды. После полного отверждения шов допускается красить. Применяется для склеивания гипсоволоконных плит, древесины, отшлифованного стекловолокнистого пластика, алюминия, ламината, а также для восстановления и заполнения монтажных швов не более 0,8 см шириной. Флакон 900 г стоит примерно 800 рублей.
 COSMO PU-200.280
COSMO PU-200.280
Совет! Применяя Abro Steel, неукоснительно следуйте инструкции производителя на упаковке, так как нарушение правил использования приводит к резкому ухудшению технических характеристик клея.
Как правильно работать с клеевым составом
Соединение алюминиевых деталей при помощи клеевого состава в домашних условиях гораздо проще и потому чаще применяется, по сравнению со сваркой. Для того чтобы качественно склеить металлические поверхности, потребуется наждачная бумага, специальный состав и обезжиривающее средство (как правило для этих целей используется ацетон).
 Эпокси металл Момент
Эпокси металл Момент
Совет! Все работы проводите в хорошо проветриваемой комнате, надев перчатки и респиратор. В составе клеев зачастую имеются компоненты, способные спровоцировать серьезное раздражение слизистых оболочек органов дыхания и глаз.
Перед тем как ошкурить поверхности наждачной бумагой, очистите их от грязи, пыли и жирных пятен при помощи ершика или щетки с жесткой щетиной.

Инструкция по склеиванию поверхностей:
- Освободите соединяемые участки от ржавчины и загрязнений, используя наждачную бумагу (лучше предпочесть мелкозернистый вариант).
- Удалите жир, протерев поверхность ацетоном: замасливание под слоем клея уменьшает адгезию приблизительно на 20 %.
- Дождитесь высыхания участка.
- Соедините клей с отвердителем в специально предназначенной для этой цели емкости.
- Перемешивайте получившуюся массу до тех пор, пока она не станет абсолютно однородной по цвету и вязкости. Готовую смесь необходимо использовать за 10—60 минут. Конкретное время указывается производителем на упаковке.
- Нанесите клей на обе поверхности точечно или тоненькой полоской и соедините их, плотно прижав друг к другу. Слишком сильно прижимать поверхности не следует, так как это приведет к выдавливанию клеевой массы.
- Излишки смеси удалите при помощи сухой ветоши. Допускается смочить ее в воде или растворителе.
- Зафиксируйте положение до полного затвердевания состава (примерно на 15 минут).
- В зависимости от марки клея и температуры окружающей среды окончательное застывание происходит через 2—24 часа.

Совет! Схватывание различных марок происходит в течение различного периода, который составляет от пяти минут до одного часа. Именно на такой промежуток времени необходимо оставить в покое изделие и не трогать его.
При выборе клея следует обращать внимание на следующие характеристики, указанные на упаковке:
- термостойкость;
- устойчивость к воздействию влаги;
- время отвердения.
 WURTH Liquid Metal
WURTH Liquid Metal
Полезные советы
Рекомендации специалистов помогут выбрать для склеивания алюминия наиболее подходящий состав, а также сделать соединение поверхностей максимально качественным и надежным:
- Алюминиевые конструкции вполне склеит двухкомпонентный состав на основе эпоксидной смолы. Но если требуется соединить поверхности сплава, в составе которого имеется алюминий, то лучше предпочесть продукт, содержащий метилакрилат.
- Для алюминия подходящим является только специальный состав, содержащий кислоты и щелочи. Эти компоненты обеспечивают расщепление пленки из оксидов, что значительно улучшает адгезию клея.
- Применение клеящих материалов на основе эпоксидной смолы категорически запрещается, если в будущем изделие будет применяться для хранения питьевой воды и продуктов или контактировать с ними.
Средства, используемые для склеивания алюминия, не провоцируют окисление металла, в отличие от газовой сварки. В результате отремонтированное изделие прослужит гораздо дольше. Еще одним положительным моментом является невысокая стоимость холодной сварки.
Чем и как склеить алюминий с алюминием. Виды холодной сварки
Алюминий и его сплавы — одни из самых распространенных в современном мире металлов. Он обладает массой достоинств, благодаря чему и приобрел популярность, однако его использование отмечено и рядом недостатков. В частности, камнем преткновения становится проблема крепежа.
Этот металл плохо выдерживает обычные болтовые соединения в силу своей мягкости. Его можно сварить аргоном, но это требует сложного оборудования и квалифицированного специалиста, которых может и не быть под рукой.
Поэтому во многих случаях, особенно когда к соединению не предъявляют особых требований по прочности на разрыв, на помощь приходит холодная сварка для алюминия.
Что это такое или виды сварки
На самом деле термином «холодная сварка» называются два различных по природе способов соединения алюминиевых деталей между собой.
Первый, часто применяемый в заводских условиях, основан на принципе диффузии, то есть взаимопроникновения молекул двух твердых веществ при соприкосновении между собой. Диффузия в принципе характерна для многих металлов, причем у одних (алюминия, меди и некоторых других) процесс происходит быстрее, чем у других.
Инициируется этот процесс давлением. Под действием давления молекулы двух разных алюминиевых деталей как бы «перемешиваются» друг с другом, образуются новые межмолекулярные связи, и формируется достаточно прочный шов.
Другой способ соединения алюминиевых деталей — склейка. Именно клей для алюминия чаще всего ассоциируется у большинства людей с самим понятием холодной сварки.

Чем склеить алюминий с алюминием? В основном используются различные двухкомпонентные составы, основой в которых является эпоксидная смола. Дополнительным компонентом, обеспечивающим прочность и схватываемость с металлами, является мелкодисперсный стальной порошок, который добавляется в эпоксидную основу непосредственно перед применением.
Такие клеящие вещества могут выпускаться в различных агрегатных состояниях — как в жидкой или полужидкой форме, близкой к гелю или собственно смоле, так и в виде мастики — пластилинообразной массы, из которой сформированы прямоугольные или цилиндрические бруски.
Каждый брусок состоит из двух не смешанных друг с другом веществ. Смешивание, которое активизирует клеящие свойства мастики, происходит в пальцах человека непосредственно перед нанесением.
Достоинства и недостатки сварки деформацией
Первый способ — холодная сварка под давлением — чаще используется при штамповке деталей на заводе.
Его основное достоинство — в том, что шов формируется из того же материала, что и детали, это удешевляет конвейерное производство и позволяет формировать соединения, по прочности приближающиеся к литым деталям.
Холодная сварка алюминия под давлением, можно сказать, высокотемпературная. Она позволяет деталям выдерживать тот же уровень нагрева, что и чистый алюминий.
Достоинства сварки деформацией:
- выдерживает большие перепады температур;
- выдерживает большое давление (но не больше, чем может выдержать сам металл);
- проявляет стойкость в агрессивных средах;
- не выделяет вредных веществ в окружающую среду.
Основным недостатком является только необходимость в использовании специального оборудования для такой сварки.
Существует три основных способа такой сварки:
- Стыковой.
- Шовный.
- Точечный.
В первом случае две детали соединяются в прессе стык-в-стык и сильно сдавливаются по продольной оси.
Таким способом можно сваривать элементы с локальной площадью стыковки (небольшой величины). Необходимо учитывать процесс «потери» материала после сжатия: так, при сварке таким способом двух отрезков алюминиевой арматуры их общая длина окажется на 5-7% меньше, чем суммарная длина по отдельности.
Шовным методом скрепляют между собой две детали с большой длиной шва, например, две стороны одного листа, формируя трубу. Их соединяют внахлест и помещают под прижимной ролик. Вращаясь, ролик сдавливает листы алюминия и прижимает их к опорному башмаку, вжимая друг в друга. Таким образом формируется равномерный шов.
Недостаток этой технологии в том, что этот шов сам по себе является слабым местом в конструкции. Поэтому там, где требуется выдерживать высокие нагрузки, применяется шовно-точечный метод, при котором ролик не гладкий, а протектированный. Протекторами являются рабочие выступы, которые обеспечивают локализованное давление, и шов выглядит не как линия, а как равномерная цепочка точек. Он прочнее «гладкого» шва.
И наконец, собственно точечный метод — на два соединенных внахлест листа или пластины алюминия производится силовое воздействие в нескольких локальных точках сверхтвердыми объектами — пуансонами.
При вдавливании их в алюминий и последующем извлечении образуется сварная точка. При правильном расчете геометрии этих точек и величины деформирующего воздействия можно добиться очень высокого качества соединения при минимальных потерях металла.
Обратите внимание: при стыковой сварке антиоксидантная обработка, то есть истирание поверхностного оксидированного слоя, происходит одновременно со сварочным процессом, во всех остальных необходимо предварительно зачищать поверхности свариваемых деталей от окислов.
Достоинства и недостатки сварки клеем
Основное достоинство любых клеевых составов — удобство применения в быту, для личных нужд, в том числе и при производстве работ с требованиями по герметичности. Можно подобрать клеящий состав со специальными присадками для высокотемпературной сварки. Этот способ соединения алюминиевых деталей очень прост и дешев.
Как склеить алюминий с алюминием? Если вы используете брусок двухкомпонентной мастики, то просто отрежьте от него требуемое количество и разомните в пальцах, пока массы не перемешаются и не размягчатся.

Обезжирьте поверхности, которые собираетесь склеивать, ацетоном или другим растворителем, вытрите насухо и нанесите состав. Пластичная масса примет любую форму и заполнит любое отверстие, поэтому ее можно применять для заделки трещин в алюминиевых деталях, монтажа сантехнических элементов и других нужд практически в любой сфере.
Если вы используете состав с жидкой основой, то, следуя инструкции, просто смешайте металлический порошок с эпоксидной массой до получения пластичной массы, и действуйте описанным выше способом.
Если достоинство такой сварки — удобство применения и низкие цены на составы, то недостатков гораздо больше.
Сваренные вхолодную с помощью мастики или клея детали нельзя подвергать большим нагрузкам, особенно на разрыв. Клей обеспечивает герметичность, но не способен выдерживать сильное давление, хотя есть отдельные составы, формирующие очень прочное соединение. Цены на них, естественно, выше.
Высокие температуры, а особенно перепады температур может переносить тоже не всякий состав. Следует быть очень внимательным к обработке склеиваемых деталей, особенно к обезжириванию — любые жиры снижают адгезионные свойства клея.
Время полного затвердевания клея составляет обычно 2 — 2,5 часа. Необходимо единовременно приготавливать ровно столько клея, сколько собираетесь использовать, иначе (особенно это характерно для жидких клеев), он застынет намертво, и посуду, в которой его готовили, придется выбросить. Кроме того, во избежание отравления парами рекомендуется во время работ пользоваться респиратором.
Можно ли холодной сваркой заварить алюминий
Если по технологическим условиям нежелателен нагрев соединяемых деталей применяется холодная сварка для алюминия. По прочности данная методика превосходит болтовое крепление. Она хороша тем, что может использоваться в домашних условиях неподготовленными людьми.
Виды холодной сварки алюминия
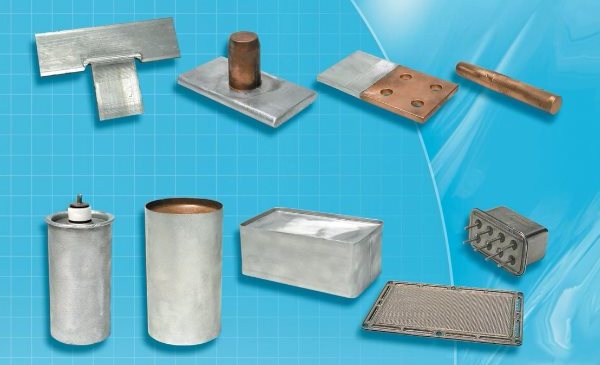
Соединение алюминиевых деталей без традиционной сварки применяется в промышленности и домашними мастерами для изготовления корпусов приборов, бытовых изделий, восстановления поверхности. Используемые способы:
- Сварка давлением выполняется прижатием соединяемых участков стержнями (пуансонами). За счёт высокого давления оксидный слой разрушается. Это способствует созданию монолитного соединения на молекулярном уровне на местах воздействия пуансонов.
- Сдвиг под давлением аналогичен предыдущему, но соединение за счёт горизонтального смещения происходит по всей длине стыкуемых участков.
- Соединение клеем на основе эпоксидных смол распространено в быту. После нанесения он, реагируя с металлом, внедряется в кристаллическую решётку, прочно скрепляя детали.
Методы сварки деформацией
Обязательным условием этой технологии является очистка с последующим обезжириванием заготовок. Деформация алюминия производится постоянным или переменным давлением. В зависимости от размера заготовок и необходимой надёжности выбирается один из трёх методов.
Точечный
Самый распространённый способ, так как не требуется зажимное устройство. Заготовки кладутся внахлёст, по их длине вдавливаемыми пуансонами создаются интервальные точки соединения. Полученный шов негерметичен. Качество крепления определяется степенью деформации, показывающей отношение глубины вдавливания к толщине материала. Норма по алюминию равна 60 — 70%, для сплавов — 75 — 90%. Не рекомендуется использовать листы толще 15 мм.
Шовный
Применяется для создания герметичных швов любой длины. Выполняется кольцевыми пуансонами или вращающимися роликами с помощью фрезерного или ручного станка. Протяжка осуществляется при одностороннем варианте между роликом и опорой, при двухстороннем — между двумя роликами. Недостатком шовной сварки считается уменьшение толщины по шву, что снижает сопротивление на изгиб.
Стыковой
Сварка алюминия этим методом производится в зажимном устройстве, размеры которого ограничивают длину и габариты заготовок. Детали закрепляются в губках, и за счёт осевого давления сопрягаются торцами. Несмотря на высокое качество швов, применение метода ограничено, так как в месте соединения образуется выпуклость. Участки, зажатые в губках, сильно деформируются, поэтому их извлечение затруднено. Метод используется для сваривания алюминиевых проводов, стержней, реже труб. Рекомендуется использовать металл сечением не более 30 мм².
Холодная сварка клеем
Состав продаётся в хозяйственных магазинах в виде мастики или двух жидких компонентов, упакованных в тюбики. Основа состоит из эпоксидной смолы с добавленными наполнителями и присадками для улучшения адгезии, прочности, стойкости к агрессивным веществам и предельным температурам. Имея клей для жидкой сварки и алюминиевые изделия с повреждениями ремонт можно производить даже в полевых условиях.

Выбор клея
В магазинах имеется обширный ассортимент составов отечественного и зарубежного производства. При выборе клея для холодной сварки необходимо:
- сравнивать характеристики имеющихся марок с требуемыми для выполнения работы;
- обращать внимание на универсальные виды, предназначенные для склеивания деталей из алюминия с другими материалами;
- внимательно изучать инструкцию;
- консультироваться с продавцами;
- ознакомиться с отзывами покупателей;
- учитывать, что жидкие составы сохнут дольше, чем мастика.
Пошаговый процесс
Инструменты для подготовки смеси не должны быть металлическими, чтобы она не взаимодействовала раньше срока. Для безопасной работы потребуются защитные перчатки, респиратор. Технология сварки алюминия клеем имеет следующую последовательность:
- Средство извлекается из упаковки.
- Отливается или отрезается необходимое для работы количество.
- Ингредиенты перемешиваются до образования однородной массы. Срок до начала затвердевания составляет 30 минут.
- Соединяемые участки обезжириваются ацетоном.
- Наносится клей, затем детали сжимаются на 40 минут.
- Затем выступившая смесь удаляется наждачной бумагой.
- Изделию дают отстояться пару часов до полного затвердевания средства.
- Заделка дефектов и отверстий производится последовательным нанесением слоёв толщиной 5 мм с полной просушкой каждого.
Преимущества и недостатки клеевого метода
Помимо того что клей «холодная сварка» — это простой способ соединения, он и стоит недорого. Большую популярность метод приобрёл благодаря следующим качествам:
- быстрое, 20 — 30 мин, создание соединений;
- отсутствие затрат на электроэнергию;
- возможность выбора способов соединения (встык, внахлёст, заделка дефектов);
- возможность сварки разнородных материалов;
- соединяемые участки не деформируются.
Однако специфика метода накладывает ограничения на его использование. Применение холодной сварки клеем нежелательно:
- в местах с высокой температурой;
- если изделие должно быть экологически чистым;
- для скрепления деталей, подвергающихся ударным и вибрационным нагрузкам;
- при ремонте сосудов и труб высокого давления;
- для восстановления изделий, эксплуатируемых в агрессивных средах;
- если ёмкость контактирует с продуктами питания и питьевой водой.
После освоения способов холодной сварки любой человек сможет в домашних условиях самостоятельно производить ремонт алюминиевых изделий. Никакого сложного оборудования и навыков для этого не нужно.
Пайка алюминия дома своими руками: пошаговая инструкция

Хотите попробовать паять алюминий в домашних условиях , но терзают сомнения, что ничего не получится?
Не переживайте — мы расскажем, что и как нужно делать, а самое главное — чем паять , чтобы все получилось! Все рекомендации опробованы на практике и доказали свою эффективность.
Что вообще понадобится для пайки алюминия ? Один из основных инструментов — это нагревательный прибор.
Это может быть как электрический паяльник с самодельной насадкой (о том, как ее изготовить — расскажем ниже), так и более продвинутый вариант — газовый баллончик с горелкой . В данном случае понадобится баллон со смесью из двух (пропан/бутан) или трех газов (пропан, бутан, изобутан).
Обратите внимание, что пайка и сварка алюминия — это совсем не одно и то же. Хотя многие люди очень часто путают эти понятия. Давайте внесем некоторую ясность, что такое пайка алюминия, и что такое сварка.
Под сваркой подразумевается соединение металла путем его нагрева с последующим расплавлением и перемешивания в сварочной ванне. Обычно для этих целей используется аргонная сварка и специальные присадочные прутки .
Некоторые домашние умельцы даже переделывают обычные сварочные инверторы под аргонную сварку.
В результате сварки алюминия получается очень прочное и монолитное соединение с одной и той же кристаллической решеткой. Качество свариваемых деталей довольно высокое.
Под термином « спаять алюминий » подразумевается использование специального припоя (или обычного олова), который и соединяет между собой алюминиевые детали. При этом сам металл не разогревается до температуры плавления.

Особенность пайки заключается в том, что можно без проблем запаять алюминиевую кастрюлю или другую емкость (если в ней имеется трещина), а также можно припаять алюминий к другому металлу. А вот сварить два разных металла сложно.
Существуют разные методы пайки алюминия и дюрали . Мы рассмотрим одни из самых популярных и эффективных способов, которые применимы в быту.
Пайка алюминия газовой горелкой
Алюминий довольно капризный материал для пайки. У многих домашних умельцев, которые впервые попробовали спаять между собой две алюминиевые детали, как правило, ничего не получается, и они отказываются от этой затеи.
А все потому, что этот металл довольно быстро окисляется при взаимодействии с воздухом (практически сразу после зачистки поверхности образуется оксидная пленка), и припой попросту скатывается в шарик.
Поэтому пайкой алюминия в домашних условиях мало кто занимается всерьез — по причине неэффективности этого процесса.
Но безвыходных ситуаций не бывает — всегда можно найти решение той или иной проблемы.
Цель данной статьи — рассказать о некоторых нюансах, а также поделиться с читателями полезными советами, как паять алюминий домашних условиях , чтобы все получилось если не с первого раза, то со второго точно.
Одним из важных условий успешной пайки алюминия является очень плотная подгонка деталей — зазор между ними должен быть минимальным, чтобы припой никуда не утек. Это не относится к тем случаям, когда надо запаять сквозную трещину.
Еще один немаловажный момент, на который нужно обращать внимание — это температура поверхности металла.
Нужно разогреть поверхность так, чтобы не перегреть деталь (алюминий начинает плавиться при температуре от 650 градусов по Цельсию), но при этом, чтобы температура была достаточной для того, чтобы припой работал.
Оптимально нагревать алюминиевые детали до температуры 500 градусов. Для определения температуры металла можно использовать мультиметр с термопарой.
Выбор горелки
Для пайки алюминия в условиях гаража или домашней мастерской чаще всего используют туристический газовый баллончик с газовой горелкой.
Как правило, газовая горелка приобретается отдельно от баллона, и тут крайне важно не прогадать.
Дело в том, что горелка с широким соплом для пайки алюминиевых трубок или других деталей не подойдет, потому что она разогревает большую площадь поверхности, тогда как нам требуется исключительно локальный нагрев — конкретно в месте пайки.
Поэтому лучше всего использовать газовую горелку с узким соплом (например, можно приобрести горелку для пайки меди). Как она выглядит, можно посмотреть на фото ниже.

Пайка китайским прутком
Один из способов пайки алюминия — использование специального припоя. Например, китайского. Можно использовать припой Castolin 192 или HTS2000.
Пруток представляет собой твердую цинковую трубку, которая наполнена порошковым флюсом. Последний-то как раз и нужен, чтобы «растворять» оксидную пленку на поверхности алюминия.

По утверждению производителя, при помощи данного припоя можно качественно паять алюминиевые детали, при этом не потребуется даже зачищать поверхность, чтобы избавиться от оксидной пленки.
Способ пайки очень прост. Максимально плотно прижимаем детали друг к другу (в данном случае это алюминиевые пластины), чтобы не было больших зазоров.
После этого разогреваем место соединения до температуры 500 градусов по Цельсию с помощью газовой горелки. Когда припой заполнит зазор между деталями и сформирует шов, нагрев прекращаем.

Точно таким же образом можно спаивать между собой алюминиевые трубки (стык в стык или под углом), а также можно припаять другие детали из разных металлов к алюминию .

В общем, китайский припой (несмотря на то, что китайский) со своей задачей справился. Поскольку припой обладает хорошей текучестью и отлично заполняет любые щели и пазы, можно использовать для пайки автомобильных радиаторов.
Подробно о том, как паять алюминий с помощью специального припоя, можно посмотреть на видео ниже. Своим опытом поделился автор YouTube канала voltNik.
Способ с щеткой-насадкой по металлу
Если нет возможности купить китайский пруток, есть простой способ, как можно паять алюминий оловом . Подойдет этот способ и для пайки дюралюминия (алюминиевого сплава ).
Для этого нам потребуется газовый баллончик с горелкой, оловянная палочка и шуруповерт или электродрель с проволочной щеткой по металлу — чтобы зачистить поверхность алюминиевой детали перед пайкой.

Многих людей интересует, как запаять сквозное отверстие в детали. Самое время осветить эту тему.
Рассмотрим данный способ на конкретном примере — в нашем случае необходимо запаять разрез на крыле автомобиля.

Первым делом потребуется зачистить и залудить поверхность алюминия.
Сначала разогреваем поверхность алюминия при помощи газовой горелки, и наносим небольшое количество олова. Оно сразу будет скатываться в шарики, но ничего страшного — это так и задумано.

Далее снова нагреваем поверхность алюминия с помощью горелки, и одновременно зачищаем ее щеточной насадкой.

По мере необходимости добавляем еще немного олова, чтобы на поверхности алюминия образовался равномерный слой . После этого можно приступать непосредственно к самой пайке.


Когда алюминий полностью остынет, необходимо будет обработать место пайки углошлифовальной машинкой (болгаркой). Чтобы выровнять поверхность в идеал, надо будет пройтись мелкой наждачкой.

Более подробно об этом способе пайки алюминия вы можете посмотреть в авторском видеоролике ниже. Своим опытом поделился автор YouTube канала «АС МАСТЕР ремонт авто в омске».
Доработка паяльника для пайки алюминия
Мы уже разобрались, что в домашних условиях алюминиевые детали обычно припаиваются друг к другу с помощью газовой горелки. Но в некоторых случаях можно обойтись и электропаяльником. Нужно будет только его немного доработать.
Для этого нам потребуется купить новое жало для паяльника диаметром 8,5 мм (продается в любом магазине радиодеталей).

От начала жала паяльника отступаем около 8 мм, и затем сверлим отверстие диаметром сверлом по металлу 2 мм.

После этого ножовкой по металлу необходимо сделать в жале паяльника продольный пропил глубиной 10 мм.

На следующем этапе от старого пильного полотна для ручной ножовки по металлу нужно отрезать кусочек длиной 13 мм.

Для облегчения последующей обработки заготовки ножовочное полотно необходимо нагреть (сделать отпуск металла). После охлаждения сверлим по центру отверстие диаметром 3 мм.

Медное жало паяльника зажимаем в тисках, и сгибаем под углом 90 градусов. Затем нужно нарезать резьбу в просверленном отверстии (резьба — 2,5 мм).

Край ножовочного полотна нужно облудить — для этого автор использует специальный флюс для пайки стали.

Кусок ножовочного полотна вставляем в пропил в жале паяльника, и фиксируем с помощью винта. Конец винта надо обрезать и заклепать.

Принцип работы электропаяльником с самодельной насадкой очень прост. Для начала включаем инструмент в розетку, и ждем, пока он нагреется до нужной температуры.
После этого наносим на конец насадки немного припоя (касаемся поверхности оловянной проволокой или прутком) и канифоли (это смоляная кислота, которая используется специально для пайки), и можно приступать к лужению алюминия .

Царапая поверхность, мы разрушаем оксидную пленку, и припой сцепляется с алюминием, как с родным братом.
Только перед лужением не забудьте нанести на поверхность алюминиевой детали небольшой слой канифоли . Этот способ подойдет и в тех случаях, если надо спаять алюминиевые провода — когда они облуженные , спаять их оловом не составит проблем.
Обратите внимание: в данном случае флюс для пайки алюминия не используется!
Пошаговый процесс изготовления самодельной насадки на паяльник можно посмотреть на видео ниже. Идея самоделки принадлежит автору YouTube канала A Craft.
В сегодняшней статье мы рассмотрели разные способы пайки алюминия, а также как залудить алюминий для пайки оловом. Надеемся, что какой-нибудь из них вам обязательно пригодится и поможет.
Если вам известны другие способы, как паять алюминий в домашних условиях, то напишите об этом в комментариях — многим нашим читателям, наверняка, будет интересно о них узнать.

