
Из чего делают формы для литья алюминия?
Литье алюминия в домашних условиях: изготовление форм, технологический процесс
В детстве многие пробовали плавить свинец. Материал можно было найти в отработанных аккумуляторах. Он быстро плавился в костре и хорошо выливался в простые формы. Литье алюминия в домашних условиях также возможно. Этот металл более практичен и представляет определенный интерес для самобытных мастеров. Однако для литья необходимо обеспечить в два раза большую температуру, и пламени костра для этого будет недостаточно.
Алюминий: характеристики
Этот металл до открытия и внедрения доступного способа промышленного получения считался драгоценным. На определенном историческом этапе он был дороже золота. Его свойства могли быть использованы во многих отраслях. Алюминий – легкий и пластичный материал. Он поддается штамповке, гнется, хорошо льется в сложные формы, особенно под давлением. Температура его плавления составляет 660 °C, ее можно достигать и без промышленного оборудования. А значит, литье алюминия в домашних условиях вполне возможно.
Кому это пригодится? Алюминий – материал проверенный. Из него изготавливали и посуду, и детали для авиационной и космической промышленности. Отливки, обладающие хорошей теплопроводностью, коррозионной стойкостью и приемлемой прочностью, ценят любители мастерить. Материал подойдет для изготовления сувениров, декоративных элементов утвари, для ремонта или восстановления деталей и узлов в технике.
Литье алюминия в домашних условиях
Достичь температуры плавления без использования промышленных технологий можно различными способами. В старину кузнецы ковали сталь и разогревали ее энергией сжигаемого угля. Это первый вариант, но для его реализации понадобится печь с принудительной подачей воздуха.
Второй вариант – использование природного, или сжиженного газа. Процесс можно организовать в самодельной печи. Есть и другая возможность, если объемы плавки незначительны. В этом случае можно использовать бытовую газовую плиту.
Литье алюминия в домашних условиях также можно организовать, если в хозяйстве имеется ацетиленовый генератор и резак. Подойдет и вариант с электрической муфельной печью. Такое оборудование уже можно отнести к промышленному. Но если нет желания изготавливать печь, его вполне реально взять напрокат и заказать услугу оператора.
Технологический процесс
В принципе, должна моделироваться ситуация промышленного литья с оговоркой на домашние условия. В любом случае необходимо подготовить сырье. Лом алюминия очищают от грязи, сторонних примесей, всевозможных наполнителей. Крупные части измельчают до нужного размера.
Технология литья алюминия состоит из нескольких этапов. Подготовленный лом плавят выбранным способом. При достижении текучей фазы с поверхности расплава снимается шлак. На завершающей фазе форма заполняется жидким металлом. Одноразовая форма разбивается после остывания.
Предварительно нужно определиться, что предстоит отлить. Даже если это пробная попытка плавки, есть смысл подготовить хоть какую-то форму. А вдруг удастся достичь нужной температуры? Интересно же увидеть результат плавки и оценить результаты: внешний вид, пористость, чистоту. Любой опыт, даже неудачный, пойдет на пользу.
Условия и необходимое оборудование
При плавке вторичного сырья обгорает покрытие, выделяются испарения, есть задымленность. Работать в условиях закрытого помещения без интенсивно функционирующей вытяжки проблематично. Лучший вариант – открытое пространство.
Даже в этом случае будет полезен дополнительный источник вентиляции. Формовочное литье алюминия в пенопласт сопровождается интенсивным выделением продуктов горения. Вентилятор с боковым обдувом рабочего места будет удалять едкий дым, что обеспечит нормальные условия для литья.
Оборудованное и хорошо продуманное в организационном плане рабочее место также важно. Желательно иметь в качестве основы на столе листовой металл или другую поверхность, не поддающуюся воздействию высокой температуры расплавленного алюминия. Вероятность брызг и пролива жидкой массы высока. Помня это, следует задуматься о необходимости проведения работ в условиях жилого помещения.
Самодельная печь для плавки
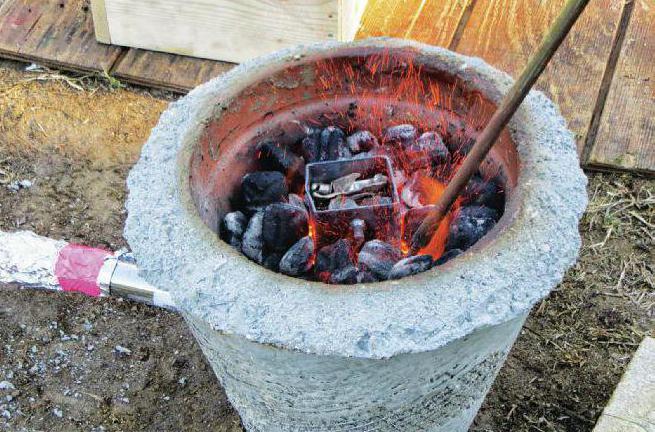
Проще всего взять несколько огнеупорных кирпичей и выложить из них очаг. Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Внутрь закладывается древесный (каменный) уголь. Разжигается огонь, включается подача воздуха. Сосуд, где будет плавиться алюминий, устанавливается внутрь печи. С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.
В идеале топливник делают цельным с овальным сводом. Используют специальные смеси для кладки жаропрочного кирпича и футеровки печей. Такую конструкцию вполне можно соорудить из старого ведра. Внутренний свод формируют, используя пластмассовые цветочные горшки подходящего размера. Внутрь массы для армирования можно вмуровать металлическую сетку. После застывания смеси получится добротная печь, способная выдержать не одну плавку.
Использование кухонной плиты
Штучное литье из алюминия можно организовать без изготовления специальной печи. Необходимая температура достигается с использованием бытового газа. Сам процесс плавки занимает около получаса, если объем алюминия не превышает 100-150 грамм.
В качестве емкости используют жестяную банку из-под сгущенки, например. В нее засыпают очищенный и измельченный лом алюминия. Но расплавить его, поставив жестяную банку на решетку над горелкой, не получится – не хватит температуры. Чтобы уменьшить потери тепловой энергии, изобретатели придумали хитрую конструкцию.
Банка с сырьем для плавки помещается внутрь другой жестянки и устанавливается на распорках таким образом, чтобы снизу до дна и с боков до стенок был зазор 5-10 мм. Вторая банка, соответственно, должна быть большего диаметра. В ней снизу проделывается отверстие (диаметром 3-4 см) для подвода струи пламени. Рассекатель с горелки газовой плиты снимается.
Поджигается пламя. Конструкция устанавливается строго над его фитилем. Пламя должно проходить внутрь и греть только жестянку с ломом. Банка большего диаметра играет роль оболочки и удерживает тепло внутри. Сверху проем прикрывается, оставляется лишь зазор для выхода продуктов горения. Интенсивность горения регулируется.
Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Простые формы
Какие есть способы литья алюминия? Проще всего вылить расплавленный металл в металлическую форму: старую кружку, сковородку, консервную банку. После остывания болванку извлекают. Проще это сделать, если обстучать еще не остывшую форму. Если на ней были рифленые бортики или обратные углы, каркас придется разрезать. Можно вылить слегка остывшую каплю металла просто на подготовленную несгораемую поверхность. Такие способы называют открытыми.
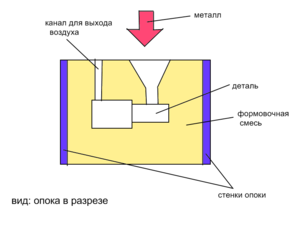
Если есть необходимость сделать особую отливку, сначала нужно приготовить для нее форму по размеру. Чтобы металл после остывания приобрел четкие очертания, делают закрытые формы из двух или более составных частей. Одна из них является основной, а другая обычно формирует свод или боковую поверхность. В ней делают отверстия. Часто сверху над ними добавляют еще одну часть формы – воронкообразные летники для удобства.
Материал
Формы для литья алюминия в зависимости от способа можно изготавливать по разной технологии. Есть несколько простых вариантов. Для открытой заливки в простую форму часто используют просеянную землю (кремнезем). Ее укладывают слоями и трамбуют. После извлечения формирующего элемента земля держит форму и выдерживает заливку. Такой материал простой и дешевый в использовании.
Есть мастера, которые льют алюминий в песок. При замешивании используют жидкое стекло (силикатный клей). Есть информация об использовании цемента. Смесь замешивается, как ни странно, на тормозной жидкости. Разминается руками и протирается через сито, чтобы не было комков. Консистенция должна быть такая, чтобы при сжимании в кулаке формировался комок. При трамбовке песок и цемент хорошо удерживаются внутри опоки и повторяют даже мелкие детали формы заготовки.
Изготовление сложных форм
Отливки сложной конфигурации делают по другой методике. Чаще всего материалом служит гипс (алебастр). Формы без обратных углов и поднутрений могут быть разборными и состоять из двух или более частей. Долго они не прослужат, но несколько отливок вполне реально получить.
Сложный узел или декоративную объемную модель можно изготовить один раз, при этом форму придется разбивать. Есть два метода в работе. Можно изготовить восковую (парафиновую) модель, залить ее гипсом. Позже в процессе интенсивной сушки этот материал расплавится и выльется через летники.
Литье алюминия в гипсовую форму по пенопласту предполагает изготовление из этого материала макета будущей отливки. Он заливается подготовленной смесью и уже не извлекается. Расплавленный алюминий заливается поверх. Температура металла плавит пенопласт, он испаряется в процессе, а жидкий алюминий заполняет освободившееся при этом пространство.
Ошибки при литье
Изготовление форм из гипса – удобный и недорогой способ. Но в материале имеется влага. При естественной сушке она остается. При заливке расплавленного металла влага начинает интенсивно испаряться. Даже интенсивная сушка в духовке не гарантирует ее полное отсутствие. В зависимости от количества оставшейся влаги в форме отливка алюминия может иметь мелкие раковины или большие застывшие пузыри и кратеры.
Если металл был недостаточно разогрет или перед заливкой он успел остыть, алюминий плохо выливается и не заполняет объем формы. Фактически образуется капля, которая не имеет достаточной текучести. То же самое может случиться и при использовании небольшого объема металла в холодной форме. Алюминий быстро отдает тепло и не успевает растечься.
Бывалые мастера не рекомендуют погружать отливку в воду для ускорения ее остывания. В таком материале возможно нарушение внутренней структуры и появление микротрещин. Для последующей токарной обработки такие заготовки могут не подойти.
Безопасность
Технологический процесс предполагает использование открытого огня, что накладывает дополнительные ограничения. Есть смысл проверить наличие средств пожаротушения, исправность газовых приборов, вентиляцию в помещении.
Работа с расплавленным металлом – опасный технологический процесс. Все операции должны проводиться с соблюдением правил техники безопасности. Обязательны спецодежда и средства защиты органов дыхания и зрения.
Литье алюминия
В производственных цехах литье алюминия выполняется с помощью автоматических установок.
Машины разных моделей в большом ассортименте представлены в компании «ИМСТЕК».
Все оборудование от лучших Китайских и Тайваньских производителей. Отличается высокой степенью автоматизации и безупречным качеством.

Рис.1. Машина для литья алюминия DC-250V4N
Характеристики алюминия
Алюминий — пластичный легкий металл серебристого цвета. Отлично гнется, хорошо поддается штамповке, литью, металлообработке.
На воздухе быстро окисляется, образуя тонкую оксидную пленку, защищающую от коррозии.
Характерные свойства:
• малая плотность;
• высокая электропроводность;
• невысокая температура плавления, около 660°С, с точкой кипения 2500°С.
В расплавленном состоянии металл хорошо растекается, заполняя пресс-формы для литья алюминия.
Высокая пластичность позволяет раскатывать его в тончайшую фольгу, используемую для создания упаковок.
Отличные технические и эксплуатационные качества позволяют использовать алюминий в транспортном машиностроении, строительстве, электротехнике, производстве потребительских товаров разного назначения.
Технологии домашнего литья алюминия, материалы и оборудование
Благодаря относительно невысокой температуре плавления, литые детали из алюминия можно изготовить кустарным способом.
Изготовление изделий выполняется в следующем порядке:
1. Расплавленный воск или парафин заливается в емкость, имеющую параметры будущей детали и оставляется до полного затвердевания.
2. Из отлитой заготовки вырезается макет будущей детали, помещается в подготовленную опалубку и закрепляется.
3. Смесь из гипса или цемента, песка мелкой фракции и воды перемешивается до сметанообразного состояния и выливается в опалубку. При этом заготовка должна полностью накрываться раствором.
4. Форму с раствором необходимо слегка потрясти, для удаления пузырьков воздуха.
5. После набора прочности из гипсовой формы вытапливается парафин, гипс полностью высушивается.
6. Сырье плавится в специальных печах или при помощи горелок.
7. Сверху расплава снимается слой окисла, раскаленный металл заливается в готовые формы.
Для работы понадобятся:
• алюминиевый лом;
• гипсовый или цементный раствор;
• воск, пенопласт или парафин;
• емкость из чугуна или нержавеющей стали;
• печь для разогрева металла бензиновая или газовая горелка;
Чтобы подготовить необходимое для заливки количество сырья, нужно определить вес и массу будущего изделия с помощью металлического калькулятора.
Самодельные печи и способы расплавления алюминия
На производственных предприятиях и литейных цехах металл плавится в тигельных индукционных печах.
Плавка кустарным способом возможна в самодельных печах или устройствах, работающих от бензиновых или газовых горелок.
В муфельной печи имеется специальная камера, изолирующая расплавляемую заготовку от контакта с углем или продуктами горения.
Нагревательная камера может быть изготовлена из шамотного огнестойкого кирпича, глины или теплоизоляционных панелей ШПГТ-450. Для уменьшения тепловых потерь муфельную печь снаружи можно изолировать минеральной базальтовой ватой.
Нагрев в такой печи происходит от угля, газа или электричества.
Электрические печи самые популярные и эффективные. В них быстро достигается необходимая температура. Они не занимают много места и отличаются чистотой производства.

Рис.2 Самодельная электрическая муфельная печь
Принцип действия угольной печи:
1. В камеру, выложенную из шамотного кирпича, устанавливается емкость для плавки сырья.
2. Вокруг укладывается и поджигается уголь.
3. Снизу подается воздух, поддерживающий горение.
4. Дым от горения угля удаляется в оставленное в крышке отверстие или трубу.

Рис.3. Схема печи кустарного изготовления: 1. Крышка с проемом для выхода топочных газов; 2. Стенки печи из шамотного кирпича, глины или плит; 3. Тигель для алюминия; 4. Чугунная решетка; 5. Дверка для удаления золы; 6. Камера зольная; 7. Подача воздуха; 8. Угольная камера.
Небольшие заготовки, весом до 150 граммов, можно плавить при помощи газовых или бензиновых горелок, приспособив для этого разные по размеру жестяные банки.

Рис.4. Устройство для плавки с газовой горелкой
Способы создания форм для литья алюминия
Для производства изделий методом плавки нужны соответствующие пресс-формы для литья алюминия.
Они могут изготавливаться из гипса, цемента, смеси песка и жидкого стекла.
1. Открытый способ литья
Простые изделия изготавливают в открытых формах. Для этого используются приспособленные емкости в виде жестяных банок, коробок, сковородок, самодельные формы из гипса.
2. Закрытая форма
Сложные детали и узлы создаются в закрытых разъемных пресс-формах для литья алюминия. Они обычно состоят из основной детали и двух или нескольких боковых, или верхних частей. В верхней части формы делаются воронкообразные проемы для подачи металла.
Материалы для литых форм
Мастера, занимающиеся литьем алюминия, чаще всего используют гипсовый или цементный раствор для изготовления форм.
Макет детали изготавливается из воска, пенопласта или парафина.
Восковый шаблон устанавливается в коробку или ящик, выступающий в роли опалубки, фиксируется и заливается раствором из гипса.
Для изготовления формы лучше подойдет белый гипс, марки Г-7.
В процессе схватывания и сушки формы парафин или воск расплавляется и выливается. В образовавшиеся полости заливается горячий алюминий.
Если в качестве макета используется пенопласт, раскаленный алюминий заливается по пенопласту, расплавляя и вытесняя его из формы.
Типичные ошибки и советы по правильному литью
Литье из алюминия — непростой процесс, требующий выполнения сложных операций. Если вы решили, что отливка изделий вам под силу — смело беритесь за дело.
Важно трезво оценить свои возможности, запастись необходимыми материалами и прислушаться к советам профессионалов:
1. Важно разогревать расплав до нужной температуры, чтобы обеспечить хорошее растекания по форме и предотвратить образование пустот. Слишком высокая температура расплава также может повлиять на прочность готовых изделий.
2. В качестве сырья лучше использовать мягкие виды алюминиевых изделий. В твердых образцах может содержаться большой процент оксидов.
3. При заливке металла в формы из гипса, необходимо дождаться полного их высыхания. В противном случае, испаряемая влага может создавать на готовых деталях из алюминия полости и поры.
4. Не допускается закалка раскаленных отливок в холодной воде, так как при резком остывании может возникнуть внутреннее напряжение и усадка металла.
5. При устройстве печи с электрическими нагревательными элементами, необходимо предусмотреть заземление конструкции.
При выполнении последовательности и технологии работ, литье — доступный процесс создания изделий из алюминия в кустарных условиях.
Как плавить алюминий в домашних условиях в разные формы
Алюминий – металл, который широко используется в промышленности и быту.
Из него производят не только детали самолетов и кораблей, но и посуду, и другие предметы утвари. Поэтому нередко возникает потребность в самостоятельном изготовлении алюминиевых деталей, вышедших из строя.
Производить из него литые изделия в кустарных условиях позволяет свойство алюминия плавиться при относительно невысоких температурах. Для того чтобы самостоятельно изготавливать литые изделия из алюминия, нужно знать поведение этого металла при высоких температурах и его физико-химические свойства.
Характеристики алюминия
Температура плавления алюминия зависит от степени чистоты металла и составляет приблизительно 660 °C. Его точка кипения – 2500 °C.

Алюминий отличается своей легкостью и пластичностью, поэтому хорошо гнется и поддается обработке штамповкой.
Этот металл является отличным проводником тепла и активно вступает в химическую реакцию при высоких температурах с кислородом воздуха, образуя на поверхности окисную пленку. Она защищает алюминий от дальнейшего окисления, однако при расплавлении лома существенно отражается на составе сплава. В процессе плавки металла структура алюминия меняется.
При его резком охлаждении могут возникнуть внутренние напряжения и усадка полученного сплава. Это надо учитывать при работе с алюминием в домашних условиях.
Технологии домашнего литья алюминия и необходимое оборудование
Принцип литья алюминия в домашних условиях должен исходить из технологии его получения на производстве с поправкой на условия, которые можно использовать дома.
Алюминиевые изделия путем литья получают несколькими способами. В бытовых условиях наиболее распространенным и удобным способом является технология литья алюминиевого расплава в специально изготовленные формы.

Поэтому для проведения процесса необходимо обеспечить две вещи:
- соорудить печь для расплавления алюминиевого лома;
- создать нужную форму для получения литого сплава или отдельной детали.
Процесс литья должен включать несколько этапов:
- Подготовка алюминиевого лома, включающая очистку от грязи, примесей и разных наполнителей, а также его измельчение до небольшого размера.
- Проведение процесса плавки запланированным способом. При полном расплавлении металла с его поверхности нужно удалить шлаковые образования.
- Заполнение приготовленной формы жидким алюминиевым расплавом. После отвердевания слиток освобождается от формовочной массы.
Рассмотрим, как плавить алюминий в домашних условиях, какие конструкции печей для расплавления металла можно использовать, а также варианты самостоятельного изготовления формы.
Самодельные печи и способы расплавления алюминия
Для того чтобы расплавить алюминий, нужно разогреть его до температуры, близкой к 660 °C. На открытом пламени костра такой температуры невозможно достичь. Поэтому необходимо закрытое пространство, которое может обеспечить самодельная печь. Нагревать ее можно с помощью сжигания угля и дров или использования природного газа.
Можно также использовать электрическую муфельную печь, если она есть в хозяйстве.
При самостоятельно изготовленной печи нужно обеспечить принудительную вентиляцию для поддержания процесса горения.
1. Самый простой вариант самодельного очага можно изготовить из старых кастрюль.

Его конструкция выполняется следующим образом:
- В качестве каркаса используют стальную емкость, например, старую кастрюлю, сбоку которой нужно проделать отверстие для подачи воздуха через подведенный металлический патрубок.
- Воздух через шланг принудительно может подаваться с помощью пылесоса.
- Внутрь устройства проводится закладка каменного угля.
- Затем уголь поджигают и подают воздух, чтобы огонь не погас.
- Емкость для расплавления алюминия предварительно ставят внутри импровизированной печной конструкции и обкладывают ее с боков углем. При его сгорании обеспечивается равномерное распределение тепла.
- Чтобы тепло не расходовалось на окружающий воздух, сверху «кастрюльную» печь следует неплотно накрыть крышкой, оставив небольшую щель для выхода дыма.

Идеальной конструкцией может служить топливник, имеющий овальный свод, выполненный из кладочной смеси, применяемой для жаропрочного кирпича. В качестве каркаса для создания овального свода можно использовать цветочный горшок нужного размера.

После высыхания смеси получается добротный топливник, который может выдержать несколько плавок.
2. Второй вариант печи подразумевает использование для нагрева алюминия пламени бытовой газовой горелки.
Его можно применять только для штучных изделий из алюминия весом не более 150 грамм. Имитация печи создается с помощью использования двух емкостей, вставленных друг в друга с небольшим зазором. Это могут быть обыкновенные жестяные банки из-под консервов.

Внешняя банка должна иметь больший размер. В ней проделывается отверстие, диаметром около 4 см, чтобы обеспечить подвод пламени к внутренней банке.

Струя пламени должна поступать направленно в отверстие банки. Греется непосредственно только внутренняя емкость, а наружная служит оболочкой, удерживающей тепло. Сверху конструкцию нужно прикрыть имитированной крышкой, оставив зазор для отвода продуктов сгорания.
Такая конструкция является одноразовой и можно использовать только для одной плавки, т. к. жесть тонкая и может быстро прогореть.
Способы создания формы для литья алюминия
Одной из основных задач домашнего плавления алюминия является подготовка формы, в которую сливается расплавленный металл. Существуют разные варианты заливки алюминиевого расплава. Основными являются открытый и закрытый способ литья.
Открытый способ литья
Самый простой – это слив жидкого металла в подручную форму, например металлическую кружку или банку из-под консервов.

После застывания сплава болванку из емкости достают. Чтобы облегчить этот процесс, производят простукивание по неостывшей до конца форме.
Если не требуется придавать литью четкой формы, можно просто слить жидкий расплав на приготовленную устойчивую к горению поверхность.
Закрытая форма
При необходимости получения сложной отливки сначала изготавливают для нее форму, соответствующую всем параметрам детали. Чтобы обеспечить четкое соответствие изделия заданным параметрам, ее изготавливают из составных формовочных частей.

Материалы для литых форм
При открытом способе заливки часто используется самый простой материал, который всегда под рукой, это – кремнезем. Сначала земля укладывается с послойной трамбовкой. Между слоями закладывают макет отливки, который после тщательной трамбовки оставляет отпечаток в кремнеземе. Эту форму осторожно вынимают и заливают вместо нее алюминий.
Некоторые мастера используют при приготовлении основы формы речной песок с добавлением жидкого стекла. Также иногда применяется смесь цемента с тормозной жидкостью.
Гипсовые формы
При изготовлении макета сложной формы часто используют гипс, который в основном может служить для разового процесса литья. При литье алюминия в гипсовую форму в качестве макетов используют парафин или пенопласт.
Восковой макет изделия заливается гипсом и после его сушки при высокой температуре расплавляется и сливается через специальное отверстие.
В случае изготовления макета из пенопласта его заливают гипсовой смесью и оставляют в ней до полного отвердевания формы. Горячий алюминиевый расплав заливают прямо на пенопласт. Благодаря высокой температуре металла происходит расплавление и испарение пенопласта, а его место занимает алюминиевый расплав, принимая заданную пенопластом форму.
При использовании пенопласта в качестве макета работы необходимо проводить в открытом пространстве или обеспечить хорошее проветривание помещения, т. к. продукты горения пенопласта вредны для человека.
Типичные ошибки и советы для правильного проведения литья
- При работе с гипсом следует избегать типичных ошибок. Несмотря на то, что гипсовые формы являются удобным способом отливки нужных конфигураций деталей, этот материал очень чувствителен к влаге. При обычной сушке на воздухе она остается в составе гипса. Это вредит качеству алюминиевой отливки, т. к. может спровоцировать образование мелких раковин и пузырьков. Поэтому сушить гипсовые формы нужно несколько суток.
- Металл перед заливкой должен быть достаточно горячим, чтобы успеть заполнить всю форму, прежде чем начать отвердевать. Поэтому после достижения температуры расплавления с учетом быстрого остывания алюминия не надо затягивать с его разливкой в форму.
- Не рекомендуется окунать полученную отливку в холодную воду для ускорения процесса отвердевания. Это может нарушить внутреннюю структуру металла и приведет к трещинам.
Изготовление формы для отливки алюминиевых деталей: секреты мастера
На чтение: 4 минуты Нет времени?


Бывает, что именно сегодня требуется какая-либо деталь для механизма, а её нет под рукой. Если же приобретать её, то это чревато большими затратами, про которые «жаба», сидящая внутри, даже думать запрещает. Как же тогда быть? Выход, как всегда, найден нашими умельцами с золотыми руками. Автор YouTube-канала Veter NSK рассказал о способе отливки алюминиевых деталей при помощи самостоятельно изготовленной формы из строительного гипса.
Читайте в статье
Что можно сделать из алюминия
На самом деле никаких ограничений по сложности отливаемой детали нет. Это может быть как простейшая пластина с углублениями, так и деталь от двигателя. Сегодня речь пойдёт о такой детали, как лапка газа двигателя для моторной лодки «Yamaha 30». Подобный элемент при покупке в специализированном магазине обойдётся в сумму более двух тысяч рублей. Именно на примере этого элемента сегодня и будет рассмотрена технология изготовления матрицы и литья деталей.
Первое, что необходимо сделать, это сформировать деталь из обычного детского пластилина. Вряд ли этот процесс займёт много времени.

Изготовление формы для гипсовой отливки
В качестве материала для одноразовой формы вполне подойдёт обычный картон. Из него вырезается заготовка, которую нужно оклеить скотчем, так она не промокнет.

Далее форма складывается и фиксируется тем же скотчем. Вот, собственно, и всё, можно замешивать строительный гипс.

ФОТО: YouTube.com Форма готова, можно заливать гипсом
Заливка строительного гипса в формочку
Большое количество гипса замешивать не стоит. Его должно хватить на половину формочки. Но перед тем как его замешать, форму требуется смазать изнутри. Для этого подойдёт любая густая смазка вроде солидола или литола.
Сначала формочка заливается до половины.

ФОТО: YouTube.com Форма заполняется наполовину, после чего немного разравнивается
Теперь в гипс нужно уложить и немного притопить деталь, вылепленную из пластилина. Деталь должна быть притоплена до верхнего уровня гипса. Теперь остаётся ждать, пока алебастр подсохнет. После этого в нём делаются небольшие заглубления при помощи сверла. Впоследствии они не дадут частям опалубки сдвинуться по отношению друг к другу.
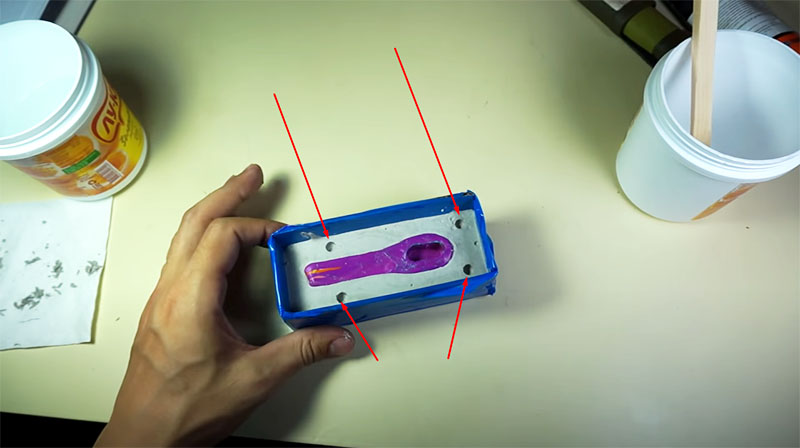
ФОТО: YouTube.com Отверстия необходимы, чтобы части формы не сдвинулись по отношению друг к другу
Снова в ход идёт смазка. Она наносится на всю горизонтальную поверхность. Теперь можно снова замешать гипс и долить до верха. Форма для отливки практически готова.
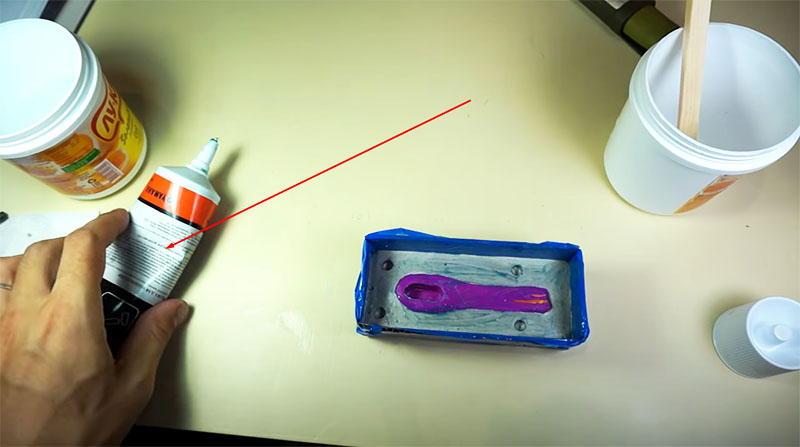
ФОТО: YouTube.com Смазка не даст половинкам формы слипнуться
Доводка формы для отливки до нужного состояния
Когда гипс подсох, картонную оболочку нужно разрезать по углам и удалить, она больше не нужна.

ФОТО: YouTube.com Картонная оболочка разрезается и удаляется
При разъединении половинок необходимо проявить аккуратность, чтобы не сломать направляющие. Пластилин изнутри также удаляется. Теперь гипсовому слепку необходимо основательно просохнуть. Если внутри останется влага, раскалённый алюминий закипит. Ничего хорошего от этого ждать не стоит.
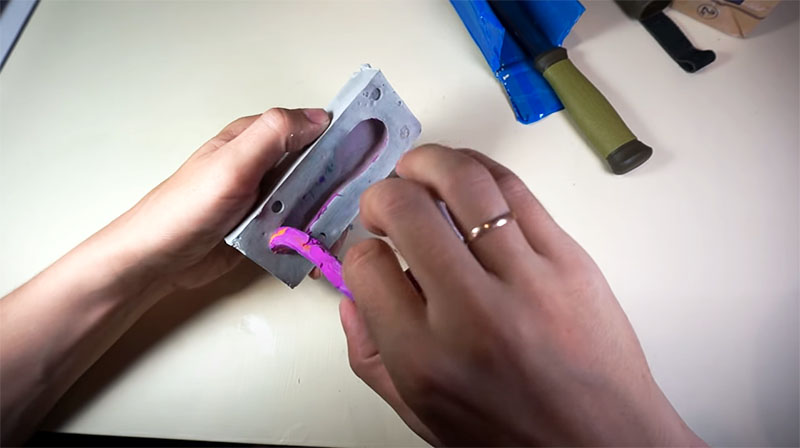
ФОТО: YouTube.com Пластилин удаляется, а форма основательно просушивается
Отверстие в форме для заливки расплавленного алюминия
Отверстие в форме делается при помощи обычной дрели или шуруповёрта. Гипс легко поддаётся обработке, а значит, проблем с этой работой не возникнет.

ФОТО: YouTube.com При помощи сверла делается отверстие для заливки алюминия
Плавление и заливка алюминия в форму
Алюминий можно расплавить в любой консервной банке. В качестве источника тепла следует использовать газовую горелку. При этом портативная горелка значительно лучше. Дело в том, что температура горения пропана ниже, чем изобутана, которым заправляются баллончики для портативных плиток и горелок. Хотя и пропан в состоянии расплавить алюминиевую проволоку и листовой металл.

ФОТО: YouTube.com Алюминий плавится в консервной банке при помощи пропановой горелки
Когда металл расплавлен, его можно заливать в форму. При этом части гипсовой формы должны быть стянуты. Идеальным инструментом для этого будет струбцина. Скотч, используемый ранее, здесь не подойдёт – он попросту расплавится.

ФОТО: YouTube.com Расплавленный алюминий заливается в стянутую струбциной форму
Остаётся дождаться полного остывания.
Разборка формы и доработка детали
Алюминий остыл, а значит, пора проверить, что получилось. Форму разъединяют, изнутри достают отливку. По сути, она является только заготовкой, которую ещё придётся обрабатывать. В этом может помочь ручная гравёрная машинка с подходящей фрезой.

ФОТО: YouTube.com Вот такая заготовка была извлечена из гипса
После того как завершится обработка заготовки, деталь примет свой окончательный вид. Её можно будет установить на предназначенное для неё место и проверить правильность форм ‒ не задевает ли где, не мешает ли работе других узлов.

ФОТО: YouTube.com Деталь установлена, работает, а значит, задача выполнена
Заключение
Несмотря на то, что на отливку алюминиевой детали было потрачено более трёх часов, не считая последующей обработки, можно сделать вывод, что работа была проделана не зря. Сэкономлены средства, получен бесценный опыт. Ведь если разобраться, из затрат на отливку был потрачен только строительный гипс (в незначительных количествах) и газ для горелки. Можно считать, что затраты оказались нулевыми, а значит, выполненная работа не оказалась пустой.
Очень надеемся, что сегодняшняя статья была не только интересна, но и полезна нашему уважаемому читателю. Редакция HouseChief с удовольствием ответит на все вопросы по теме, если таковые возникли в процессе ознакомления с информацией. Вам остаётся лишь изложить их в комментариях ниже. Там же можно выразить личное мнение о подобной работе. Как вы считаете, долго ли прослужит самостоятельно отлитая деталь? Давайте обсудим этот вопрос. Да, и не забудьте поставить оценку прочитанному. Тогда мы хотя бы поймём, как читатели относятся к работе наших авторов. Берегите себя, своих близких и будьте здоровы!
Литьё алюминия в домашних и промышленных условиях
 Литьё алюминия в домашних условиях — это процесс, который может быть под силу домашнему мастеру, однако выполнять его нужно в соответствии с определенной методикой. Нужно знать особенности самого материала и понимать, как правильно с ним работать.
Литьё алюминия в домашних условиях — это процесс, который может быть под силу домашнему мастеру, однако выполнять его нужно в соответствии с определенной методикой. Нужно знать особенности самого материала и понимать, как правильно с ним работать.
- Особенности алюминия
- Процесс литья
- Необходимое оборудование
- Производство форм
- Алгоритм работы в домашних условиях
Особенности алюминия
Алюминий — материал, широко применяемый в разных видах промышленности, подходит он и для домашнего литья. Его преимущества такие:
- Универсальность в применении;
- Хорошие эксплуатационные характеристики;
- Относительно небольшой вес;
- Высокие показатели по пластичности и ковкости.
Есть у него и недостатки. В частности, некоторым видам обработки металл поддается плохо.
Процесс литья
Благодаря литью можно быстро сделать на основе алюминия различные приспособления для бытовых или промышленных нужд.
Процесс может выполняться под давлением или с применением форм. В первом случае потребуются:
- Специальное оборудование;
- Специализированные технологические знания;
- Пресс-формы.
 Также процесс выполняют и с использованием обычных форм, которые изготавливаются на основе специальной самодельной смеси. Технологию производства освоить достаточно просто. Алюминий имеет высокую пластичность, благодаря чему может приобретать любую форму. Его температура плавления составляет более 600 градусов.
Также процесс выполняют и с использованием обычных форм, которые изготавливаются на основе специальной самодельной смеси. Технологию производства освоить достаточно просто. Алюминий имеет высокую пластичность, благодаря чему может приобретать любую форму. Его температура плавления составляет более 600 градусов.
Раньше для изготовления алюминиевых деталей использовали формы, которые вставлялись в землю, затем стали применяться гипсовые самодельные. Сейчас существуют специальные пресс-формы, из которых изготавливают детали под давлением.
На крупных предприятиях литье осуществляется под большим давлением и усадка практически отсутствует. Для работы применяют специальные машины и оборудование. Технологический процесс достаточно сложный:
- Нужное рабочее давление создается благодаря работе поршня, а он приводится в работу посредством сжатого воздуха;
- Ускорению движения способствуют масло и эмульсия;
- Материал, разогретый до температуры плавления, быстро попадает в пресс форму под давлением и целиком ее заполняет.
Изделия, которые производятся таким способом, редко имеют какой-либо брак и обладают высокой точностью. Подобная технология актуальна при изготовлении деталей для авиастроения и приборостроения. Пресс-формы позволяют применять расплавленный металл любой температуры.
Необходимое оборудование
 Чтобы изготовить алюминиевые детали разного назначения с высокой точностью под давлением, потребуется специальное оборудование: автоматическая машина и прочные пресс-формы. Для литья алюминия их обычно делают на основе стальных сплавов.
Чтобы изготовить алюминиевые детали разного назначения с высокой точностью под давлением, потребуется специальное оборудование: автоматическая машина и прочные пресс-формы. Для литья алюминия их обычно делают на основе стальных сплавов.
Их поверхность отливки должна быть почти идеальной, не допускаются никакие искажения геометрической конфигурации и размера. Пресс-форма должна быть оснащена механизмом, благодаря которому из нее готовую деталь можно будет извлечь без труда. Помимо этого, в ее составе должны присутствовать и подвижные стержни из металла, с помощью которых образуются внутренние полости заготовок.
Будущим изделиям, которые вы будете заливать в специальные формы, потребуется придать ту или иную конфигурацию, которые преимущественно зависят от самих форм. В таком литейном процессе также используются специализированные машины и прочее оборудование.
Литейные машины могут иметь холодную или горячую камеру, в которой осуществляется процесс прессования форм. Обычно машины с горячей камерой для плавки металла применяются для изготовления сплавов преимущественно на основе цинка. Нужное давление в них нагнетается благодаря применению поршня или сжатого воздуха. Под давлением расплавленная смесь медленно вытесняется вовнутрь предварительно приготовленных пресс-форм.
А машины, где применяют холодное давление, в основном используются тогда, когда потребуется сделать отливки с добавлением медных и магниевых сплавов. Расплавленная смесь в таком случае в процессе литья попадает вовнутрь форм под очень большим давлением, иногда оно может составлять около 700 мегапаскаль.
Благодаря литью под давлением можно в плане производительности достичь высоких показателей, также не нужно будет детали подвергать дополнительно механической обработке. Машины отличаются по моделям в зависимости от своих рабочих параметров.
Производство форм
 Специальные литейные машины в домашних условиях практически не используются. Это не целесообразно не только в отношении больших затрат на их приобретение, но и потому что процесс достаточно сложный в техническом плане. А еще оборудование, которое работает под давлением, очень габаритное.
Специальные литейные машины в домашних условиях практически не используются. Это не целесообразно не только в отношении больших затрат на их приобретение, но и потому что процесс достаточно сложный в техническом плане. А еще оборудование, которое работает под давлением, очень габаритное.
В домашних условиях выплавляемым изделиям на основе алюминия требуемая форма придается ручным способом. Форму при этом тоже можно сделать самому. Многие домашние мастера применяют методику литья «в землю», благодаря которой можно в итоге получить необходимые алюминиевые детали без специального оборудования.
Моделям форм, с которыми приходится работать, вы сможете придать определенную конфигурацию, причем сами формы изготавливаются на основе подручных материалов своими руками. В частности, форму можно получить из простого цементного раствора. В такой ситуации выплавляемой заготовке можно придать прямоугольную или квадратную форму. В интернете можно отыскать видеоуроки, как правильно залить алюминий в цемент.
Для литья нередко применяются гипсовые формы. Гипсовым моделям в такой ситуации можно придать почти любую конфигурацию. Очень важным показателем при работе с формами является усадка материала. При его застывании он должен быть минимальным.
Под заливку алюминия моделям можно придать желаемую конфигурацию благодаря применению воска. Но здесь нужно сказать, что посредством воска можно изготавливать на основе алюминия только небольшие детали. Благодаря ряду эксплуатационных характеристик восковым моделям можно будет придать даже сложные конфигурации, но изготовить детали таким способом можно только один раз.
Литейным методом можно с легкостью изготавливать детали на преимущественно дюралевой основе. Дюраль — это материал, состоящий преимущественно из алюминиевого сплава с рядом других компонентов. Но нужно знать, что заготовки, которые выплавляются на его основе, застывают долго.
Модели, которые используются под литье металла, должны обязательно быть подготовлены: их потребуется очистить и нанести масло в качестве смазки.
Алгоритм работы в домашних условиях
 Изготавливать алюминиевые детали литейным способом дома не так уж и сложно, для процесса не потребуется дорогое специальное оборудование. Те модели, которые будут принимать участие в литейной работе, потребуется очистить сверху и смазать изнутри. Подготовка потребуется и тогда, когда вы практикуете метод литья «в землю». Обязательно проконтролируйте, чтобы технологическое углубление по своим контурам строго соответствовало контурам будущей детали.
Изготавливать алюминиевые детали литейным способом дома не так уж и сложно, для процесса не потребуется дорогое специальное оборудование. Те модели, которые будут принимать участие в литейной работе, потребуется очистить сверху и смазать изнутри. Подготовка потребуется и тогда, когда вы практикуете метод литья «в землю». Обязательно проконтролируйте, чтобы технологическое углубление по своим контурам строго соответствовало контурам будущей детали.
Как говорилось, усадка расплавленного алюминия является немаловажным параметром при работе. При выполнении заливки она должна быть минимальной, иначе деталь по размерам не будет соответствовать тем, которые были заданы.
С той целью, чтобы при застывании металла усадка имела минимальный показатель, на форме нужно будет выполнить незначительный глиняный кант, по который в нее и заливают расплавленный алюминий.
С целью расплавления металла обычно применяется емкость из стали и специальная печка. При этом при выполнении работы не стоит забывать и о правилах по технике безопасности. В случае если вы решили заниматься литейным процессом дома, нужно соблюдать правила личной безопасности. Обязательно надевайте специальную одежду, которая будет защищать кожу от возможных ожогов.
Ниже были рассмотрены ключевые аспекты, связанные с процессом литья алюминия как в промышленных, так и домашних условиях. Как видите, заниматься этим дома может каждый, для работы не потребуется дорогое оборудование, с помощью подручных средство можно научиться изготавливать всевозможные алюминиевые детали прямо не выходя из дома.
Из чего делают формы для литья алюминия?

Формы для литья металла могут быть выполнены из любого материала. Одними из самых первых и используемых сегодня остаются земляные формы для литья алюминия. Процесс отливки таким способом заключается в создании литейной формы из песка и глины по указанному шаблону, в которую заливается расплавленный металл.
Прочность формовочного вещества определяется процентом наличия глины: чем глины больше, тем вещество дольше не разрушается от толчков в процессе изготовления, при переносе и во время заливания металлического сплава.
Глина также влияет на пластичность формовочной смеси – способность во влажном состоянии воспроизводить в мельчайших подробностях отпечаток изготавливаемой модели и сохранять точную форму детали при литье алюминия.
Литье алюминия по выплавляемым моделям в гипсовые формы.
Такой способ дает возможность применять направленное затвердение, получать отливки мелкого и среднего размера высокого качества по более низкой цене. Гипсовая форма не коробится от горячего металла заливки и не восприимчива к перепадам температуры, что повышает точность выплавляемой отливки и дает возможность выпускать сложные и тонкостенные детали.
Литье алюминиевых деталей высокой точности выполняют под давлением с помощью автоматических машин и специального оборудования. В таком случае используют металлические пресс-формы, отличающиеся высокой прочностью и идеальностью поверхности. В форме для литья алюминия должны находиться подвижные стальные стрежни, которые участвуют в образовании внутренних полостей заготовок.
Выплавляемым изделиям в таких формах можно задавать любую конфигурацию.
Использовать в домашних условиях литейную технику не только экономически не выгодно, но и неудобно. Такое оборудование имеет крупные размеры, а технологический процесс сам по себе трудоемкий.
Придают изделиям нужную форму с помощью метода литья алюминия в формы из земли и цемента. Можно создавать отливки различной конфигурации, так как формы можно создать из подручных средств.
Заданную деталь можно получить путем литья алюминия в цемент. Только выплавляемым заготовкам нужно будет придать форму квадрата или прямоугольника.
Для домашнего литья часто используют гипсовые формы. Моделям придается любая форма, главным показателем является усадка, которая должна быть минимальной при застывании.
Выполнить сложную конфигурацию деталей можно из воска, но модели при этом одноразовые.
С помощью литья можно создать деталь, в основе которой будет находиться материал дюраль, представленный в виде сплава из алюминия и некоторых определенных компонентов. Заготовки из дюраля будут иметь один недостаток – необходимо время на этапе застывания.
Совсем не сложно наладить дома изготовление деталей из алюминия, не тратясь на покупку дорогостоящего оборудования. Моделям под литье стоит пройти предварительную подготовку – очистить поверхность и нанести на него масло. При литье алюминия в цементную форму тоже необходима подготовка. Следует обратить внимание, чтобы усадка расплавленного алюминия была минимальной. В противном случае, параметры полученной детали не будут соответствовать заданной.
Для плавки металла используется стальная емкость и печь, которую также можно изготовить самостоятельно из кастрюли, бака, дискового колеса и других атрибутов хозяйства.
При литье алюминия в цемент и землю, при литье алюминия в гипсовые формы рекомендуется не забывать о технике безопасности, например, надевать спецодежду для защиты кожного покрова от возможных ожогов.
Типовые цены
| Изделие | Срок изготовления | Цена |
|---|---|---|
| Бронзовая заготовка 3 кг | 2-3 дня | 1620 руб. |
| Литые заготовки подставок | 5 дней | 450 руб. |
| Литье из чугуна | 5 дней | 90 руб/1 кг |
| Литье из алюминия | 5 дней | 290 руб/ 1 кг |
| Литье из бронзы | 5 дней | 540 руб/ 1 кг |

Старший специалист. Помощь в оценке стоимость и сроках производства изделий из бронзы, алюминия и чугуна.

