
Электроды по алюминию для дуговой сварки
Популярные типы электродов по алюминию для дуговой сварки
Сварка деталей из алюминия — довольно сложный процесс, обусловленный высокой восприимчивостью металла к внешним негативным факторам. Облегчить работу и создать дополнительную защиту могут специальные электроды по алюминию для дуговой сварки. Перед их использованием требуется тщательная обработка сырья, так как, несмотря на все преимущества, электроды для сварки не способны справиться со всеми трудностями.
Сварочные электроды для алюминия
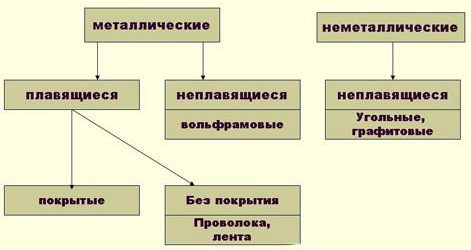
Различают несколько видов алюминиевых электродов:
- вольфрамовые;
- графитовые;
- угольные.
Выбор оптимального электрического проводника зависит от многих факторов, одним из которых является тип сварочных работ.
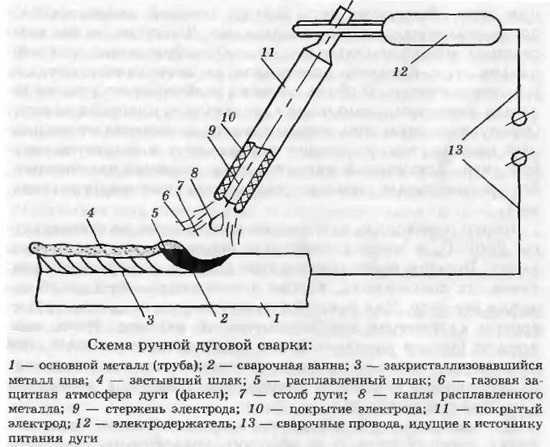
Ручная дуговая технология предусматривает использование угольных электродов и специальной присадочной проволоки со специальным покрытием. Такой метод целесообразен при исправлении брака или соединения элементов малой толщины. Сварка проводится на прямом токе обратной полярности с помощью инвертора.
Автоматическая дуговая сварка незаменима при соединении деталей, сечение которых более 4 мм. Алюминиевая проволока выполняет роль электрода. Качество сварочного шва в данном случае значительно выше, чем при ручной технологии, благодаря постоянной длине дуги.
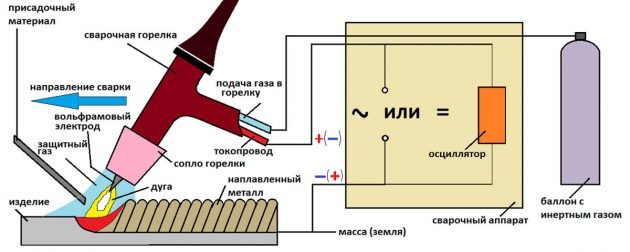
Сварка в облаке инертного газа аргона или его смеси с гелием — еще одна распространенная технология, при которой незаменимы вольфрамовые электроды. Они необходимы для процесса зажигания и постоянного поддержания сварочной дуги в стабильном состоянии. Соединяемые кромки при этом отличаются надежностью и высоким качеством. Вольфрамовые электроды и присадочная проволока также необходимы при плазменной сварке. Для такой технологии требуется источник переменного тока.
Популярные разновидности
В любом специализированном магазине можно найти огромный ассортимент электрических проводников. Профессионалы выделяют ряд самых востребованных электродов для сваривания алюминия, которые применяются для конкретных марок металла.
ОЗАНА
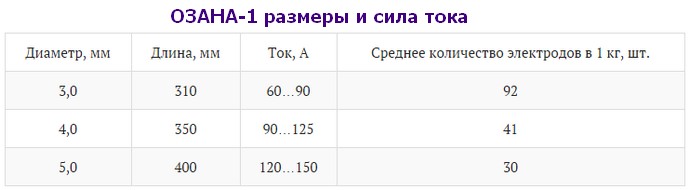
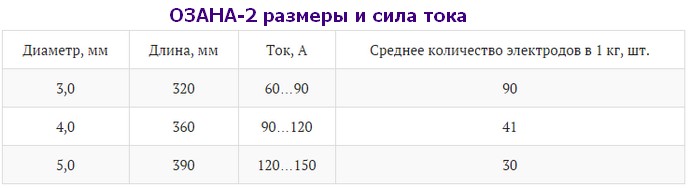
Самыми популярными модификациями таких электродов выступают ОЗАНА-1 и ОЗАНА-2. Первые подходят для алюминия A0, A1, A2, A3, вторые идеальны для АЛ9, АЛ4, АЛ11. Ими можно работать как в вертикальном, так и в горизонтальном положении. Обеспечивают стабильную дугу, сварочный шов отличного качества и высокую коррозийную стойкость. При сварке деталей, толщиной от одного сантиметра, необходима получасовая прокалка при 200 ºC.


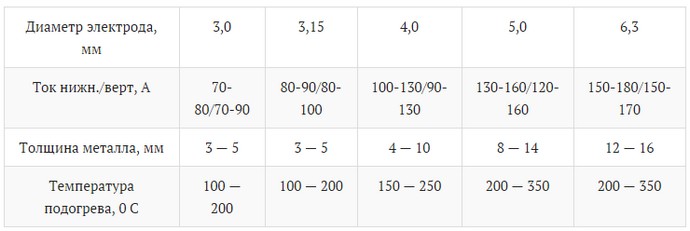
Электроды для сварки такого типа подходят как для чистого алюминия, так и его сплавов. Допустимая толщина обрабатываемых элементов — от 3 до 16 мм. Каждый из расходников представляет собой металлический стержень, покрытый соляной обмазкой. Диаметры электродов: 4, 5, 6 мм. До начала работ требуется подогрев электрода и соединяемых поверхностей до 250 ºC. Положение элементов допустимо горизонтальное и вертикальное. Ток требуется постоянный, полярность — обратная.
Принципы использования данных электродов во время сварки схожи с представителями ОЗА. Отличается лишь положение проводников — может быть только нижним и потолочным. Применяется для сваривания деталей литейных и деформируемых алюминиевых сплавов.

ESAB – всемирно известная марка, благодаря широкому применению в строительных работах. Электродуга легко зажигается по ржавчине, а пониженная теплоотдача позволяет заваривать даже большие зазоры. Для сплавов из алюминия, магния, марганца подходят OK 96.10, 96.20 и 96.50. Они также оптимальны для элементов из технического алюминия. Отличаются высокой гигроскопичностью, поэтому требуют защиты от повышенной влажности.

OK 96
Обмазка электродов по алюминию OK 96.10 сделана из солей хлора и фтора. Такая особенность обеспечивает стабильное состояние сварочной дуги и сводит к минимуму разбрызгивание металла. Щелочно-солевая обмазка также присутствует на OK 96.50. Все перечисленные виды электродов имеют некоторые требования: детали или сборная конструкция не должны подвергаться большим нагрузкам.

Полезные советы по сварке алюминия
Чтобы достичь высокого качества сварки алюминия и его сплавов, профессионалы советуют придерживаться некоторых рекомендаций:

- электрод следует подбирать в соответствии с составом сплава — производители часто указывают на упаковке подходящие марки;
- толщина электрического проводника должна подходить величине изделия — тонкие элементы нужно варить тонким стержнем;
- после многократной просушки металлических стержней снижается их качество — это следует учитывать во время работы;
- для удаления оксидного покрытия требуется зачистка металлической щеткой и обработка растворителем;
- чем толще материал обрабатываемых изделий, тем дольше длится прокалка сварочных проводников;
- для оптимальной проплавки варить лучше при умеренном токе;
- при работе над толстыми деталями эффективно варить частями, не охватывая сразу все изделие;
- для подбора величины сварочного тока можно пользоваться формулой: 1 мм толщины изделия соответствует току 25—30 ампер.
Работать с алюминиевыми сплавами очень непросто — с этим согласится каждый сварщик, независимо от опыта работы. Проблема кроется в оксидной пленке, а также высокой текучести алюминия. Чтобы добиться качественных и надежных швов, стоит разработать индивидуальный технологический подход. Большое число испорченных стыков — не повод отказываться от алюминиевых изделий.

Видео по теме: Сварка алюминия электродами
Виды и особенности сварочных электродов по алюминию
 Стержни, покрытые обмазкой со специальным химическим составом — это электроды по алюминию, которые довольно редко используются на крупных предприятиях.
Стержни, покрытые обмазкой со специальным химическим составом — это электроды по алюминию, которые довольно редко используются на крупных предприятиях.
Такими изделиями пользуются домашние мастера или частные фирмы при ремонте алюминиевых частей бытовых. Отличие — они позволяют избавляться от пленки, появляющейся на цветном металле, что затрудняет сварку.
Нюансы сварки
Перед началом сварочного процесса производятся дополнительные работы по удалению плёночного покрытия с поверхности деталей, иначе соединение будет ненадежным. Один из эффективных методов — это выдержка заготовок в ваннах со щелочной средой, а для приготовления аналогичного раствора нужны простые составляющие: около литра чистой воды; по 50 грамм карбоната и фосфата натрия; 30 граммов жидкого стекла.
[stextbox суспензию нагревают до 65 0 C, а затем опускают в него заготовки.[/stextbox]
Затем проводят зачистку соприкасающихся частей при помощи подручных средств, чтобы дуга устойчиво горела и образовывался шов высокого качества используют инвертор и электроды для сварки алюминия, которые прокаливают в течение двух часов при температуре не менее 200 0 C.
Популярные марки
Производители наводнили рынок электродами по алюминию, но мы
расскажем только о марках, которые пользуются повышенным спросом.
Щелочно-солевые
 Алюминиевые электроды марки ОК от компании ESAB модели 96.10, 20 и 50, т. к. изделия обладают высокой гигроскопичностью, хранить упаковки надо в помещениях с минимальной влажностью.
Алюминиевые электроды марки ОК от компании ESAB модели 96.10, 20 и 50, т. к. изделия обладают высокой гигроскопичностью, хранить упаковки надо в помещениях с минимальной влажностью.
ОЗАНА
Для алюминиевых сплавов типа А0-А3 — применяют марку с цифрой один, а АЛ4, АЛ9, АЛ11 успешно соединяются электродами с цифрой 2.
Детали из чистого алюминия свариваются стержнями из проволоки СвА 1 (ОЗА-1), а для сплавов Al + Si — марки СвАК-З,5,10 (ОЗА-2)
Основа электрода — вольфрам, сварочный процесс происходит под защитой аргона, активация дуги не всегда отличается качеством, поэтому в среде профессиональных сварщиков популярности не имеет.
Foxweld
Относятся к неплавящимся электродам из чистого вольфрама, для применения требуется специальное оборудование.
UTP 48 (UTP 480)
Содержат до 12% Si, формируют ровный мелкочешуйчатого вида шов, стабильная дуга, а шлаковые образования легко удаляются.
Особенности металла
Алюминий сложен для сварочных работ ручным методом, поэтому на крупных промышленных предприятиях используется специальная техника. Вот перечень основных особенностей металла, усложняющих процесс сварки:
- Наличие на поверхности оксидной пленки, чтобы удалить это образование нужно нагреть металл до температуры 2 тыс. градусов.
- Расплавленный металл быстро окисляется на открытом воздухе, поэтому тяжело делать цельный шов — надо обеспечивать защиту инертным газом.
- Металл при расплавлении становится текучим, поэтому применяются теплоотводящие прокладки.
- При остывании алюминий, особенно его сплавы с кремнием, имеют склонность к образованию трещин во время кристаллизации.
- Показатель линейного расширения довольно высокий, поэтому при остывании шов деформируется.
Дома или в мастерских малого бизнеса применение специального оборудования дорого и нерентабельно, поэтому используется ручной вид сварки.
Изделия для РД сварки
 Для дуговой сварки используются плавящиеся электроды по алюминию, отличающиеся высокой скоростью плавления, поэтому сварка происходит в два-три раза быстрее, а от исполнителя требуются определенные навыки, чтобы не происходило затухания дуги. В такие неприятные моменты мгновенно образуется слой шлака и повторно активировать дугу довольно проблематично. Опытные сварщики советуют не прерывать процесс до полного использования.
Для дуговой сварки используются плавящиеся электроды по алюминию, отличающиеся высокой скоростью плавления, поэтому сварка происходит в два-три раза быстрее, а от исполнителя требуются определенные навыки, чтобы не происходило затухания дуги. В такие неприятные моменты мгновенно образуется слой шлака и повторно активировать дугу довольно проблематично. Опытные сварщики советуют не прерывать процесс до полного использования.
Кратко о составе
Покрытие состоит из хлорида и фторида щелочноземельного или щелочного металла, которые легко вступают в реакцию с пленкой при активации сварочной дуги, а комплексные соединения образуют шлак. Для конкретных задач выбираются электроды с разными покрытиями, некоторые из них позволяют легировать металл шовного соединения, благодаря специальным добавкам, находящимся в обмазке. Особый химический состав стержня принимает активное участие в этом процессе.
Применение инверторов
Так как алюминий считается трудно поддающимся сварке металлом, поэтому использование инвертора и электродов для сварки алюминия обеспечивает формирование высокого качества шва. Основные преимущества инверторного оборудования:
- Малое потребление электрической энергии при высоком КПД.
- Защищен от перепадов напряжения, поддерживает стабильный ток.
- Компактность устройства позволяет применять его в любых условиях.
- Позволяет работать с любыми сплавами, независимо от их совместимости.
- Используются электроды по алюминию любого вида.
При использовании полярности обратного типа применяют стабильную подачу силы тока, чтобы дуга не затухала, а шов формировался только высокого качества.
Для дюрали
Дюралюминий — это высокопрочные сплавы на основе алюминия с добавлением меди, марганца или магния. Для сварки по дюралю подходят практически все электроды, которые были разработаны для сварки алюминия, например, ESAB из Швеции марки OK 96.10 или сплавов — ОК 96.50.
Сложность выбора
Предлагаем советы от профессиональных сварщиков, как надо выбирать сварочные электроды по алюминию:
- Расходники по химическому составу должны точно подходить к сплавам.
- Диаметр стержня выбирается соизмеримо с толщиной металла заготовок.
- Перед использованием электроды надо прокалить в печи, но не более двух раз, чтобы не пересушить обмазку.
- Тщательная обработка рабочих поверхностей при помощи щелочных ванн и металлической щетки, с последующей протиркой растворителем.
[stextbox А. Самсонидзе, образование: ПТУ, специальность: сварщик высшей категории, опыт работы: с 2003 года: «Не секрет, что плавка алюминиевых электродов происходит намного быстрее, чем аналогичных изделий из другого металла, поэтому процесс сварки происходит быстрее и возникает риск появления толстого шва, да и тонкостенные детали легко прожечь. Чтобы набраться опыта — работайте с толстым металлом, а постепенно переходите к более тонким образцам».[/stextbox]
Самостоятельное изготовление
Электроды, используемые для сварки или пайки алюминия, стоят дорого, поэтому домашние умельцы стараются сделать их самостоятельно. Как сделать электроды по алюминию в домашних условиях? Предлагаем простой вариант:
- возьмите проволоку из алюминия с диаметром не более 4 мм и нарубите отрезки длиной до 30 см;
- измельченный мел смешайте с жидким стеклом или силикатным клеем, затем окуните в суспензию нарезанные прутки;
- толщина обмазки до 2,0 мм, потом высушить готовое изделие.
Такая простая конструкция самодельных электродов позволяет успешно выполнять сварочные работы, получая шов высокого качества, что во многом зависит от опыта исполнителя.
Выводы
Сварочные работы, связанные с алюминием — это сложная и трудоемкая работа, без опыта и умения выполнить аналогичную операцию не у всех получится, только квалифицированные сварщики гарантируют качество и надежность отремонтированных изделий.
Какие электроды использовать для сварки алюминия ?
Ручная дуговая сварка для соединения двух алюминиевых заготовок используется не часто. Но это самый дешевый и простой вариант, поэтому электроды по алюминию с обмазкой применяют в небольших мастерских или в полевых условиях, где нет возможности использовать другой более дорогой вид сварки, требующий наличие сложного оборудования. В состав обмазки таких электродов входят фториды или хлориды щелочноземельных металлов, которые вступая в соединение с оксидом алюминия, превращаются в газы и шлаки. Оксид алюминия – это тугоплавкая пленка, которая всегда находится на поверхности алюминиевых деталей.

Дуговую сварку можно использовать для соединения алюминиевых заготовок толщиною не меньше 4 мм. При этом диаметр используемых электродов составляет 4-5 мм, меньше не стоит, потому что скорость плавления стержня электрода в три раза быстрее, чем у стального, отсюда и трудности сварочного процесса. Они могут привести к непровариванию металла на всю глубину сварочного шва.
Чаще всего электроды с покрытием используются для сваривания чистого алюминия, или его сплавов с добавлением кремния или марганца, при этом их процентное содержание не должно превышать 5%.
Характеристики электродов для алюминия
Список сварочных электродов, с помощью которых можно варить алюминиевые сплавы или чистый металл, не так уж и много.
ОЗАНА
Здесь две позиции:
- ОЗАНА-1, с помощью этих электродов можно варить чистый алюминий марки А0-А3. Шов получается ровным и аккуратным, коррозионная стойкость его высокая. Если варить детали толщиной до 10 мм, то подогревать электроды не надо. В остальных случаях прокалка обязательна до температуры 200С в течение получаса. Особое внимание чистоте соединяемых кромок. Сварка производится переменным током обратной полярности. Обмазка – солевая. Варить можно в нижнем положении и в вертикальном.
- ОЗАНА-2. Применяется для сваривания только алюминиевых сплавов. Все остальные характеристики и условия проводимого процесса точно такие же, как и у предыдущего вида.
Эта разновидность электродов используется для сваривания, как чистого алюминия, так и сплавов. При этом толщина соединяемых деталей – 3-16 мм. В основе расходника лежит металлический стержень, покрытый соляной обмазкой. Режим работы:
- Ток – постоянный;
- Полярность – обратная;
- Положение – нижнее и вертикальное;
- Предварительный подогрев сварочного элемента или свариваемых поверхностей до +250С;
- Обязательная зачистка кромок до металлического блеска.
В настоящее время производители предлагают электроды диаметром 4; 5 и 6 мм.
Данный вид применяется для сваривания заготовок из деформируемых и литейных сплавов алюминия. Все остальные позиции, а это режим сварки, способы подготовки в точности повторяют марку ОЗА. Единственное отличие – это положение электрода. Оно может быть только нижним и верхним (потолочным).
Электроды от шведской компании ESAB
Шведы предлагают марку электродов ОК, специально для сваривания и наплавки алюминиевых деталей в среде защитного инертного газа аргона. Здесь несколько позиций.
- ОК 96.10. Отличительной чертой этой модели является новая обмазка, сделанная из солей фтора и хлора, как композитный материал. Именно такая обмазка позволяет держать сварную дугу в стабильном состоянии, разбрызгивание металла практически отсутствует, шлаки легко отделяются от поверхности сварочного шва. Сам шов очень ровный и аккуратный. Предназначен электрод для сваривания чистого алюминия. Нагрев расходника не обязателен, но предпочтителен. От этого качество шва не меняется, но нагрев уменьшает расход электродов. Сильно зачищать кромки нет необходимости, надо их просто промыть горячей водой. Обмазка – щелочно-солевая.
- ОК 96.20. Используют его, если сборная конструкция или детали не подвергаются большим нагрузкам, то есть, требование к ним минимальные. Сваривать можно только сплавы, в которых присутствует магний или марганец, их содержание не должно превышает 3%. Покрытие стержня – солевое. Положение сварки – любое. По всем остальным позициям полное совпадение с предыдущим видом.
- ОК 96.50. Применяется только для соединения сплавов алюминия (марганцевых, магниевых и медных). Стержень электрода изготовлен тоже из сплава: алюминия и марганца, поэтому можно его использовать в качестве присадочного прутка в автогенной сварке. Обмазка – щелочно-солевая.
Все перечисленные виды можно отнести к категории – электроды для сварки алюминия инвертором. Но этот металл и его сплавы можно соединять и неплавящимися вольфрамовыми электродами в среде инертного газа. Для этого необходимо использовать присадочную проволоку. Она может быть алюминиевой или циркониевой. Марка таких электродов – ЭВЧ.
Полезные советы
Новичкам иногда сложно сделать выбор, потому что в алюминиевых сплавах присутствуют разные компоненты, от которых зависит качество конечного результата соединения. Поэтому стоит прислушаться к рекомендациям профессионалов.
- Хорошо, если электрод по своему составу точно подходил под состав сплава. Многие производители это указывают на упаковке или в маркировке, что облегчает процесс подбора.
- Выбор толщины расходника также является немаловажным. Нельзя варить толстым электродом тонкие детали. Это гарантия появления прожога основного металла.
- Нельзя в сварке использовать расходники, которые просушивались дважды или трижды. У них снижено качество.
- Предварительная обработка кромок сваривания – обязательное условие. Надо из зачистить сначала металлической щеткой, а затем обработать растворителем. Только таким образом можно удалить оксидное покрытие.
- Новичку не стоит браться за тонкие заготовки, лучше опыта набираться на толстых деталях. Все дело в скорости сварочного процесса. Он проходит быстро, так что прожечь тонкий металл несложно. Плюс появляется вероятность образования толстого сварного шва за счет большой текучести алюминия.
- Чем толще металл свариваемых изделий, тем длительнее процесс прокалки электродов.
- Варить лучше при умеренных токах, что позволит хорошо проплавить основной металл.
- Если варятся толстые детали, то оптимальный вариант – это локальный нагрев по участкам. Закончили сварку, удалили своими руками шлак, промыли шов горячей водой и зачистили его металлической щеткой. Переходите к следующему участку.
- При дуговой сварке необходимо точно подобрать величину сварочного тока. Здесь можно использовать вот такое соотношение: на один миллиметр толщины свариваемых деталей применять ток силой 25-30 ампер. К примеру, если толщина заготовок равна 5 мм, то для их соединения необходим ток, равный 150 амперам.
Любой сварщик скажет, что варить алюминиевые сплавы достаточно сложно. У каждого свой опыт, который набит большим количеством испорченных стыков. И все дело в текучести металла и оксидной пленке, которая является тугоплавким материалом. Поэтому у данного процесса свой собственный технологический подход.
Электроды для сварки алюминия своими руками
Электроды по алюминию для сварки — это металлические стержни, покрытые обмазкой. Обмазка защищает металл от окисления и улучшает качество сварного шва. Их практически не используют в крупных цехах и на заводах, поскольку их КПД недостаточно для выполнения больших объемов работ. Но такие электроды широко используются домашними умельцами.

Зачастую для сварки алюминия используется угольный электрод. В этой статье мы расскажем все, что нужно знать о стержнях для алюминия и подробно объясним, как сделать электроды для сварки своими руками.
Особенности сварки алюминия в домашних условиях
Все, кто хоть раз в жизни варил алюминий, знают, что это очень непростое дело. На поверхности металла есть оксидная пленка, которая затрудняет процесс сварки. С этой проблемой справятся электроды для сварки алюминия своими руками.
Но прежде чем начать работу, нужно тщательно очистить поверхность. Удалите загрязнения и проведите комплексную подготовку металла к сварке. Так вы улучшите качество швов и они прослужат дольше.
Для качественной сварки деталей из алюминия нужен сварочный аппарат, выдающий постоянный ток и подключенный в обратной полярности. Если вы используете электроды для дуговой сварки алюминия, то обратите внимание на силу тока. Этот параметр должен быть установлен на маленьком значении.

Следуйте нашим рекомендациям, чтобы выполнить работу качественно:
- Если вам нужно сварить толстые детали, то примерное место шва нужно как следует прогреть перед сваркой. Это делается с помощью обычной газовой горелки.
- Обязательно очистите шов от шлака и обдайте его кипятком.
- После того, как шов остынет, еще раз очистите его с помощью жесткой щетки. Не пренебрегайте этим советом, поскольку оставшийся шлак может способствовать образованию коррозии.
Популярные марки электродов
Как мы упоминали ранее, зачастую для сварки алюминия используют угольный электрод. Но помимо него есть ряд марок, не менее популярных у начинающих и опытных сварщиков. Итак, какие можно использовать электроды для сварки алюминия своими руками?
Стержни марки ОК

Эти электроды изготавливает компания ESAB и маркировка OK является их особенностью. Мы рекомендуем использовать модели 96.10, 96.20 и 96.50. Да, они не являются универсальными, но с их помощью можно сварить технический алюминий или алюминиевые сплавы на основе марганца. Эти электроды по алюминию для сварки в домашних условиях показали себя с положительной стороны, но учтите, что за ними необходим особый уход и строгое соблюдение срока годности.
Стержни марки ОЗА
Такие электроды для сварки алюминия своими руками в принципе можно сделать, поскольку в их основе простая алюминиевая проволока. Эти стержни используются для сварки чистого алюминия или его кремниевых сплавов.
Стержни марки УАНА
Это очень узконаправленные стержни, используемые для сварки литейных алюминиевых сплавов. Их практически не используют при домашней сварке, но мы не могли ни включить их в наш список.
Стержни марки ЭВЧ
ЭВЧ — это вольфрамовые электроды, их нужно использовать при сварке аргоном. Сложно сделать такие электроды по алюминию своими руками, но если у вас есть возможность приобрести их, то обязательно попробуйте в своей работе. Да, с их помощью сложно правильно зажечь дугу, и профессионалы часто не рекомендуют такие электроды. Но если вы научитесь держать дугу с такими стержнями, то и со всеми остальными у вас не будет проблем.
Инструкция по изготовлению
Не важно, какую марку электродов вам нужно приобрести, в любом случае это стоит недешево. Особенно, для начинающих сварщиков. Мы нашли решение для этой проблемы и предлагаем вам сделать стержни самим. В интернете есть много видеороликов, в которых опытные мастера рассказывают технологию изготовления материалов для сварки.
Мы тоже решили поделиться своей инструкцией, как своими руками изготовить самодельные электроды. Соблюдайте следующие простые шаги:
- Подготовьте проволоку из алюминия диаметром не более 4 миллиметров и нарежьте ее на прутки длиной 20-25 сантиметров. Этих параметров обычно достаточно, но вы можете изменять диаметр и длину по своему усмотрению. Наша основа готова.
- Теперь приготовим покрытие. Измельчите мел (желательно обычный белый), и смешайте его с силикатным клеем (иногда в магазинах он называется «жидкое стекло»). Тщательно все перемешайте до однородной консистенции и обмакните в нее алюминиевые прутки.
- Следите за тем, чтобы слой покрытия не превышал 2 миллиметров. Оставьте электроды сушиться. Когда покрытие затвердеет, то стержень можно будет использовать в работе.
Да, такие электроды для контактной сварки уступают по качеству заводским изделиям, но все же позволяют выполнить простую работу, не требующую повышенной ответственности и идеального шва. Эта инструкция может показаться слишком простой, но поверьте, электроды для точечной сварки своими силами тоже могут быть эффективны и абсолютно точно сэкономят ваши деньги.

Учтите, что это не заводской угольный электрод или цинковый электрод, это не европейское качество. Так что сначала протестируйте свои электроды перед работой на ненужном металле.
Вместо заключения
Теперь вы знаете, как сделать сварочные электроды своими руками и какие особенности стоит учесть, прежде чем приступить к работе. Обязательно испробуйте самодельные стержни и поделитесь своим опытом в комментариях, это будет полезно для других сварщиков. Также делитесь этой статьей в своих социальных сетях. Желаем удачи!
Какие электроды применять для сварки алюминия
Интересуетесь, какие существуют электроды по алюминию для электродуговой сварки и в среде защитных газов? Расскажем про промышленные и самодельные стержни!
Какими электродами сваривают алюминий
Плавящиеся покрытые стержни:
- ОЗАНА-1 и ОЗАНА-2;
- ОЗА-1 — ОЗА-2;
- УАНА;
- Capilla ALU 60/12 Si;
- Aluminil Si 12;
- EAL 4047;
- ALUMIN-351N;
- ZELLER 480;
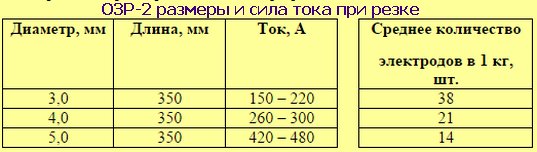
- ОЗР — ОЗР-2 использовать лучше для резки металла.
1) ОЗАНА-1, ОЗА-1, ESAB 96.10 применяются для наплавки и сварки чистых сплавов алюминия с предварительным нагревом металла. Процесс происходит на постоянном токе обратной полярности. Шов имеет коррозийную стойкость.
2) ОЗАНА-2, ОЗА-2, ESAB 96.50 сваривают сплавы кремнистые (силумин), АЛ4, АЛ9, АЛ11, пригодны для литья. Постоянный ток обратной полярности. Стержни нуждаются в прокалке, а металл в подогреве.
3) УАНА (солевое покрытие) для алюминиевых литейных сплавов АД00, АД0, АД1, АД, АМц.
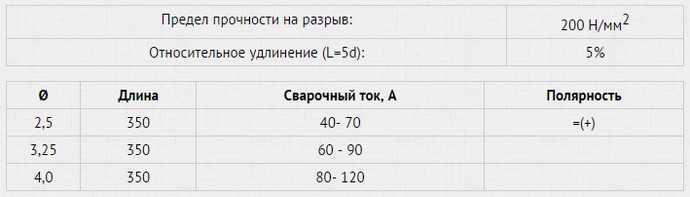
4) Capilla ALU 60/12 Si спецпокрытие для соединения алюминиево-кремниевых сплавов (Al-Si, Al-Mg-Si, Al-Si-Mg-Cu). Цена 2 350 рублей за упаковку 2 кг, диаметр стержней 2,5 мм.
5) Электроды для алюминия Aluminil Si 12 со специальным белым покрытием для соединения деталей, где требуется совпадение цвета. Ремонтируют трубы, окна, мебель, детали автомобилей. Литые сплавы с содержанием Si-а до 12% — AlSi 12 (Cu), AlSi 10 Mg (Cu), AlSi 6 Cu 4. Металл толще 15 мм подогревают перед сваркой от 150 °C до 250 °C.

6) EAL 4047 для соединения алюминиевых сплавов:
- Al Si 12 (алюминий-кремний);
- Al Si 12 (Cu);
- Al Si 10 Mg (алюминий-магний-кремний);
- Al Si 10 Mg (Cu);
- Al Si 6 Cu 4.

7) ALUMIN-351N для восстановления турбин, штреков, крышек, поршней, труб толщиной более 2 мм. Свариваемые материалы:
- Al Si 5 Mg (3.2341);
- Al Si 10 Mg (3.2381);
- Al Si 10 Mg (Cu) (3.2381);
- Al Si 12 (3.2581);
- Al Si 12 (Cu) (3.2583);
- Al Si 11;
- Al Si 9 M g;
- Al Si 9 Cu 3;
- Al Si 7 M g;
- Al Si 6 Cu 4.
8) ZELLER 480 с улучшенным покрытием для электродуговой сварки и наплавки алюминия, силумина, дюралюминия. Применяется для устранения дефектов литья и ремонта блоков двигателей, картеров и т.п.

9) ОЗР-1 и ОЗР-2 для резки на повышенных режимах с наклоном стержня в противоположную сторону. Движения электрода возвратно-поступательные: сверху-вниз или вперед-обратно. Прокалка изделий 1 час, при температуре 170 градусов.
Электроды алюминиевые быстро поглощают влагу, хранить их лучше в сухих местах.
Вольфрамовые электроды для сварки алюминия (неплавящиеся):
- WP с зеленным наконечником;
- WZ-8 с белой маркировкой;
- WL-15 (цвет золотистый);
- WL-20 (маркировка синяя),
Для полуавтоматов применяют проволоку MAL 4047, ER 4043, ER 5183, ER 5356.
Цена на стержни описанные выше приличная и домашние «кулибины» делают самодельные электроды для сварки алюминия. В домашних условиях, сделать своими руками стержни — не сложно. Рецепт изготовления прост:
- взять алюминиевую проволоку 3-4 мм, порезать на куски 300-350 мм, зачистить шкуркой;
- измельчить мел, соединить с жидким стеклом (силикатный клей), перемешать до состояния пасты;
- нанести смесь на приготовленные куски слоем 2 мм, просушить.
Проволока погружается в раствор обмазки вертикально, с оставленным чистым концом длиной 30 мм. Самодельные стержни подвешиваются для просушки.
Как варить алюминий электродом
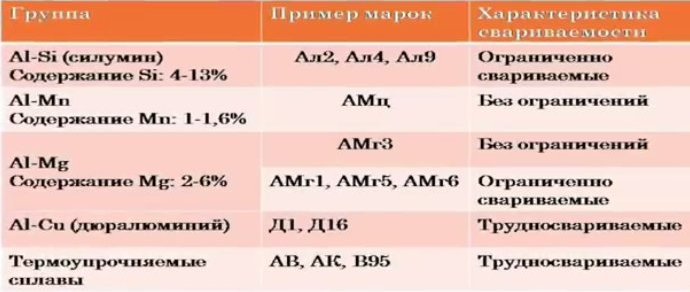
Алюминиевые сплавы имеют различную свариваемость, из-за присутствия в них легирующих элементов разной концентрации. Таблица поможет определить легко и трудносвариваемые группы материалов.
При толщине металла более 5 мм, сварка алюминия электродом выполняется с разделкой кромок. V-образная канавка делается со скосом 45-60 градусов, а технологический зазор между заготовками 1-2.5 мм, исходя от толщины свариваемых элементов.

Изделия подвергаемые сварке нуждаются в просушке (подстраховка от пористости шва), а электроды в прокалке по инструкции завода-изготовителя.
Подготовленные кромки обезжириваются ацетоном или растворителем.
Электросварка алюминия электродом выполняется под прямым углом (без наклона стержня), короткой дугой.

У толстого металла, место соединения подогревается до температуры 150-200 градусов.
Технология выполняется инвертором на постоянном токе обратной полярности (положительный полюс на электроде, отрицательный на детали).
Необходимые сварочные принадлежности:
- источник тока для ручной дуговой сварки;
- металлическая щетка для очистки оксидной пленки;
- молоток для удаления шлаковой корки;
- сварочный щеток;
- электроды;
- краги.
Если у кого нет, чего-либо из описанного оборудования, то поспешите в магазин за покупками.
Описание процесса
Возьмем для примера, материал толщиной 10 мм. Нарезаем кромки под углом 45 градусов. Газовой горелкой делаем просушку и подогрев кромок деталей, предварительно обезжирив их.

С помощью зажимных приспособлений устанавливаем пластины с зазором 1 мм и щеткой удаляем оксидную пленку.
Абразивный инструмент нельзя применять, частицы абразива попадут в вязкий слой алюминиевого сплава и вызовут дефекты сварного шва.
После зачистки выполняем сварку сухим электрод, диаметром 3 мм. После каждого прохода, удаляем шлак молотком. Соединение по шлаку не допускается.
При соблюдении технологических рекомендаций, получается прочное соединение.
Видео:

