Состав припоя для пайки алюминия
Виды припоев для пайки алюминия
Алюминий – это химический элемент с сильно выраженными металлическими свойствами. Под действием кислорода из окружающего воздуха он легко подвергается окислению, образуя тусклое, серое оксидное покрытие.
Такими выглядят алюминиевые изделия. Если поверхность зачистить, то в течение нескольких минут можно наблюдать металлический блеск чистого вещества. Плотный, тугоплавкий налет из оксидов существенно затрудняет любую работу с металлом.
Считается, что паять алюминиевые изделия очень сложно. Так бывает не всегда. Хороший припой для пайки алюминия облегчает ситуацию. Состав композиций позволяет справиться с оксидным слоем, обеспечивает образование шва.
В чем состоит проблема
Оксидная пленка плавится при очень высокой температуре. Ее присутствие мешает проникновению припойного расплава в основной металл, нарушает смачивание места пайки.

Алюминий имеет низкую температуру плавления. Он полностью переходит в жидкое состояние при 660 ℃. Начинается изменение агрегатного состояния при температуре около 300 ℃. В большинство алюминиевых сплавов входят металлы, которые расплавляются уже при 500 ℃.
При высокотемпературной пайке очень легко «проскочить» маленький интервал нагревания, позволяющий получить нормальный шов.
Велика вероятность перегрева зоны плавления, вследствие которого в жидкое состояние перейдут фрагменты деталей. Следует помнить, что паяние должно проводиться путем обволакивания твердых рабочих участков изделий расплавленной массой припоя.
Материалы с оловом
 Существует множество металлических композиций для пайки алюминиевых изделий.
Существует множество металлических композиций для пайки алюминиевых изделий.
В составе большинства легкоплавких припоев преобладают медь, олово, свинец; присутствуют кадмий, висмут, индий.
Однако алюминий в этих металлах не очень хорошо растворяется, что обуславливает пониженную прочность образующихся при пайке швов.
Дополнительную сложность создает низкая устойчивость к коррозии припоев из олова, свинца. В случае проведения работы с этими составами спаянное соединение из алюминия покрывают лакокрасочными защитными средствами.

Хороший результат дает пайка посредством припоев со следующими металлами:
- медью;
- цинком;
- алюминием;
- серебром;
- кремнием.
Существует множество композиций, содержащих эти металлы в различном соотношении. Отечественных мастеров в первую очередь интересует российская продукция (прутки и проволока), имеющая хорошее качество и доступную стоимость.
Популярен припой, состоящий из 60 % олова и 40 % цинка. Известно, что повышенное подержание цинка придает шву коррозионную стойкость.
Кастолин
Импортный кастолин состоит только из алюминия и цинка. Он обладает хорошей текучестью, проникающей способностью, электропроводностью.
 Некоторое неудобство доставляет невозможность применения данного припоя для деталей с содержанием магния в количестве более 1,5 % и изделий, которые в последующем планируется анодировать.
Некоторое неудобство доставляет невозможность применения данного припоя для деталей с содержанием магния в количестве более 1,5 % и изделий, которые в последующем планируется анодировать.
Компания Castolin поставляет в продажу линейку припоев с разнообразным сочетанием компонентов. Проконсультировавшись, можно подобрать средство для конкретных условий.
Алюминиевые сплавы с добавками
Эффективен для пайки высокотемпературный припой, содержащий 66 % чистого алюминия, 28 % меди и 6 % кремния. Сделан он в России. Значительная концентрация базового металла, идентичного материалу рабочих деталей, увеличивает растворяемость, проникновение расплава.
Основа шва, включающая медь с алюминием, укрепляется присутствием кремния. Образующееся посредством алюминиевого припоя соединение не корродирует, имеет хорошие механические качества.

Добавка кремния повышает температуру плавления припоев. Так, состав из 87 % алюминия и 13 % кремния плавится при значениях температуры около 600 ℃. Этот вид импортной продукции поступает в продажу уже готовый к применению. Припой с флюсом стоит дороже. Повышенная цена окупается высоким качеством шва.
Отличный результат пайки дает американский композит из 9 компонентов. Прутки плавятся при температуре 347 ℃, увеличиваясь в объеме на 10 %. Образующийся шов отличается пластичностью, в 3 раза превосходящей показатели соединений из других сплавов.
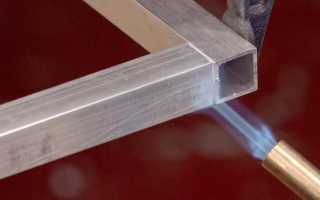
Высокотемпературную пайку проводят при работе с массивными деталями из алюминия или изделиями из сплавов, плавящихся только при сильном нагревании. Нагрев обеспечивается газовыми горелками, работающими на чистых углеводородах или их смесях с кислородом. Можно пользоваться обычным паяльником.
Подбор флюсов
 С учетом специфики пайки деталей из алюминия к выбору флюсов нужно подойти внимательно.
С учетом специфики пайки деталей из алюминия к выбору флюсов нужно подойти внимательно.
Существует отечественные средства, состоящие из нескольких компонентов. Они обеспечивают эффективную очистку деталей, препятствует окислительным процессам при нагревании. Это особенно актуально при использовании припоев из олова и свинца, известных своей склонностью к окислению.
Хорошую проникающую способность обеспечивает многокомпонентный флюс из фторборатов аммония и цинка, триэтаноламина, добавочных веществ. Средство имеет доступную цену. Его эффективность многократно проверена на практике.

Известный высокотемпературный флюс состоит из хлоридов калия, лития и цинка; фторида натрия. Сухую смесь всыпают в рабочую зону пайки на палочке, дожидаясь равномерного расплавления и перемешивания с массой припоя.
Как подготовить детали
Перед началом пайки нужно провести обезжиривание поверхностей алюминия. Сделать это можно легко с помощью доступного органического растворителя. Можно взять ацетон, бензол, бензин.
После испарения жидкости детали нужно тщательно зачистить любым абразивом: наждачным полотном или бумагой, щетками, сетками из проволоки.

Можно поверхность обработать кислотными растворами, провести травление. Это занимает время, поэтому выполняют процедуру только при необходимости очень прочного шва.
Подготовку поверхности следует проводить непосредственно перед пайкой. Алюминий окисляется на воздухе мгновенно.
Очистка позволяет удалить старый толстый слой оксидов. При правильном проведении пайки вновь образовавшийся тонкий слой не навредит образованию шва.
Какой припой для пайки алюминия выбрать?
 Обычно изделия из алюминия с помощью пайки производят в промышленных цехах. В домашних условиях такую процедуру выполнить достаточно сложно, так как на поверхности алюминиевых деталей, после их зачистки, сразу появляется повышенной прочности оксидная пленка. Для ее разрушения требуется механическая обработка и применение специального припоя.
Обычно изделия из алюминия с помощью пайки производят в промышленных цехах. В домашних условиях такую процедуру выполнить достаточно сложно, так как на поверхности алюминиевых деталей, после их зачистки, сразу появляется повышенной прочности оксидная пленка. Для ее разрушения требуется механическая обработка и применение специального припоя.
Составы припоев для пайки алюминия
 В состав большинства припоев для пайки входят химические элементы, которые с алюминием почти не растворяются. Поэтому для соединения алюминиевых деталей выбор рекомендуется остановить на тугоплавких припоях на основе алюминия и легкоплавких, созданных на основе кадмия, олова или цинка.
В состав большинства припоев для пайки входят химические элементы, которые с алюминием почти не растворяются. Поэтому для соединения алюминиевых деталей выбор рекомендуется остановить на тугоплавких припоях на основе алюминия и легкоплавких, созданных на основе кадмия, олова или цинка.
Более удобны в использовании легкоплавкие составы, с помощью которых процесс пайки можно проводить при низких температурах, тем самым избежав больших изменений свойств алюминия.
Существенным минусом применения соединений из олова и кадмия является их нестойкость к коррозиям, что приводит к скорым разрушениям материала.
Наиболее надежны тугоплавкие сплавы, имеющие в своей основе алюминий. В их состав может входить:
- кремний;
- цинк;
- медь.
Самым простым из них является сплав алюминия с кремнием. Наиболее надежный результат можно получить после применения состава, в который входит алюминий, медь и цинк.
Совершая плавку с применением тугоплавких припоев, жало паяльника необходимо нагреть до температуры в 350 градусов. При этом нужно использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Самые простые виды припоев можно приготовить в домашних условиях, если для этого есть соответствующее оборудование. Однако не составит труда купить состав для пайки алюминия в магазине. В них, как правило, представлен широкий выбор различных марок.
HTS -2000 – припой для пайки алюминия и его сплавов
Американский продукт выпускается в форме стержня и состоит из девяти сплавов. Припой HTS -2000 – это продукт последних достижений, с помощью которого пайку можно проводить без флюса. Он легко проникает через лежащие ниже поверхности примеси, через которые не могут проникнуть составы конкурентов.
При применении продукта HTS -2000 не требуется обладать какими-то специальными навыками, что означает его высокое качество. Нагреваясь, припой легко проникает через образовавшуюся на поверхности пленку оксида алюминия и создает прочные молекулярные соединения.
Из-за того, что электрохимический потенциал между алюминием и припоем невелик, коррозия материалу не страшна. Срок эксплуатации изделий с таким соединением более 10 лет.
Область применения продукта HTS -2000:
 восстановление деталей после сколов, поломки, износа;
восстановление деталей после сколов, поломки, износа;- ремонт картеров автомобилей;
- ремонт алюминиевых днищ лодок;
- ремонт трубок кондиционеров, компрессоров, насосов;
- пайка и медных и алюминиевых элементов в различных сочетаниях;
- ремонт топливных баков из алюминия;
- восстановление и ремонт головок блока цилиндра;
- ремонт радиаторных трубок;
- восстановление резьбовых отверстий.
 восстановление деталей после сколов, поломки, износа;
восстановление деталей после сколов, поломки, износа;Кроме этого, с помощью такого припоя можно ремонтировать алюминиевые лестницы, желоба, лодки. Довольно часто его применяют при ремонте дизельных двигателей.
Важно знать, что припой HTS -2000 специалисты не рекомендуют использовать для пайки алюминия с медью. Вследствие такой процедуры возникает электрохимическая коррозия, которая быстро разрушает металл.
Материал используется с кислородно-ацетиленовой или пропановой горелкой. Он является самым сильным, быстрым и в то же время простым припоем для пайки среди других аналогичных сплавов.
Castolin AluFlam 190 – припой из Франции
Продукт применяется в качестве присадочного прутка для ремонта алюминиевых деталей и высокотемпературной пайки.
Технические характеристики припоя Castolin AluFlam 190:
- Обладает высокой прочностью и исключительной капиллярной текучестью.
- Характеризуется отличной электропроводностью.
- По цвету соответствует многим сплавам из алюминия.
Продукт Castolin AluFlam 190 рекомендуется для высокопрочного соединения:
- алюминиевых сплавов с кремнием;
- кованого алюминия;
- листов;
- трубопроводов.
Его нельзя использовать для алюминиевых сплавов, в которых присутствует более 1,5% магния, и для деталей, которые требуют последующего анодирования.
Из-за своей способности формировать вязкий и прочный шов, припой Castolin AluFlam 190 может применяться в самых различных областях. Его можно использовать для ремонта оконных рам и мебели, в транспортной промышленности, для ремонта холодильного оборудования, газовых магистралей, решеток, кондиционеров и многого другого.
С продуктом Castolin AluFlam 190 специалисты рекомендуют использовать флюс Castolin 190 Flux .
Припой для пайки алюминия 34А
 Продукт выпускается отечественным производителем в виде порошка, проволоки или прутков. В его состав входит около 66% алюминия, примерно 28% меди и не более 6% кремния. При применении материала 34А во время работ по пайке рекомендуется применение флюса Ф34А.Температура плавления сплава 525 градусов, в то время как процесс пайки должен производиться при температуре в 530-550 градусов.
Продукт выпускается отечественным производителем в виде порошка, проволоки или прутков. В его состав входит около 66% алюминия, примерно 28% меди и не более 6% кремния. При применении материала 34А во время работ по пайке рекомендуется применение флюса Ф34А.Температура плавления сплава 525 градусов, в то время как процесс пайки должен производиться при температуре в 530-550 градусов.
Состав припоя позволяет применять его для пайки чистого алюминия и его сплавов, алюминия с медью и ее сплавами. Продукт 34А нашел применение во многих сферах традиционной и современной промышленности.
Сплав подходит для пайки с использованием ацетил-кислородных, пропан-бутановых и пропановых газовых горелок. Его не рекомендуется использовать для работ со сплавами Д1 и Д16, а также с составами, содержащими более 3% магния.
Срок годности продукта неограничен.
Производители специально разрабатывают высокотехнологические припои для восстановления и ремонта алюминиевых деталей, чтобы во время процесса пайки не требовалось использование дорогостоящего сварочного оборудования. С такими продуктами легко можно добиться эластичности и прочности шва, который устоит даже при высоких нагрузках на отремонтированную деталь. С правильно подобранными припоями алюминиевые изделия можно восстановить или соединить в считанные минуты.
Мягкие припои для пайки алюминия
К мягким припоям относят припои для низкотемпературной пайки алюминия. Их температура плавления не превышает 450 ºС. Температура плавления алюминия (технически чистого) составляет 655-660ºС.
(О высокотемпературных (твердых) припоях см. здесь)
В свою очередь мягкие припои для алюминия подразделяют на:
- низкотемпературные;
- среднетемпературные и
- высокотемпературные.
В таблице ниже приведен химический состав типичных мягких припоев для пайки алюминия. Общие характеристики мягких припоев включают:
- интервал плавления (температуры солидуса и ликвидуса);
- смачивающая способность;
- тип применяемого флюса: активный, органический или один из них;
- коррозионная стойкость припоя и, следовательно, паяного шва.
 Таблица – Химический состав и свойства типичных мягких припоев
Таблица – Химический состав и свойства типичных мягких припоев
для пайки низкотемпературной алюминия
Низкотемпературные припои
Низкотемпературные мягкие припои плавятся и растекаются при температуре от 150 до 260 ºС. Они состоят преимущественно из низкоплавких металлов таких как:
- олово,
- свинец,
- цинк,
- кадмий,
- а также иногда висмут.
Кроме того, эти припои могут содержать малые количества высокоплавких металлов, таких как алюминий, медь, никель и серебро.
Прочность низкотемпературных мягких припоев – совсем мягких – на сдвиг составляет всего 34 МПа. Точки плавления этой группы припоев начинаются с 110 ºС. Соединения алюминия, выполненные этими чересчур мягкими припоями, имеют относительно низкое сопротивление коррозии и поэтому редко применяются для применения под воздействием атмосферы или коррозионных сред.
Оловянно-свинцовые припои
Низкотемпературные оловянно-свинцовые припои подвержены ползучести. При достаточно высоких нагрузках они могут неожиданно разрушаться. Обычно соединение из припоя 60Sn-40Pb при растягивающей нагрузке 9600 кПа «лопается» через несколько часов. При снижении нагрузки до 690 кПа такой паяный шов простоит 165 дней. Поэтому эти припои применяют в основном только для герметизации, соединения скрученных проводов, а также для таких задач, как, например, удержание металлических кромок в каких-нибудь пазах.
Свинцово-оловянные припои
Бинарные свинцово-оловянные припои, которые обычно применяют для пайки меди, можно в принципе также применять и для пайки алюминия. Однако они представляют в применении определенные трудности. Образуемое соединение получается слабыми, и поэтому они редко применяются для алюминия. Свинец в одиночку почти не растворим в алюминии , а добавки олова лишь незначительно повышают его смачивающую способность. Свинцово-оловянные припои, разработанные специально для алюминия, обычно содержат малые количества цинка, кадмия и других металлов для улучшения смачивающей способности и текучести.
Оловянно-цинковые припои
Оловянно-цинковая эвтектическая смесь 91Sn-9Zn плавится при температуре всего лишь 199 °С, хорошо растекается и смачивает алюминий. Этот припой является самым коррозионно-стойким из всех низкотемпературных мягких припоев. Его прочность сравнима с прочностью среднетемпературных мягких припоев.
Среднетемпературные припои
Среднетемпературные мягкие припои плавятся температуре от 260 до 370 ºС. Они содержат преимущественно олово или кадмий в различном сочетании с цинком. Эти припои могут также содержать небольшие количества алюминия, меди, свинца, никеля или серебра. Поскольку эти припои содержат 30-70 % цинка, они хорошо смачивают алюминий и образуют более прочные и более коррозионно-стойкие соединения, чем низкотемпературные припои.
Среднетемпературные оловянно-цинковые припои проявляют высокую сдвиговую прочность – до 3800 кПа. Эти припои часто применяют для наружных швов, но для защиты от воздействия атмосферы их покрывают краской или аналогичными материалами. Оловянно-цинковые припои плавятся при температуре 290 °С и выше.
Высокотемпературные припои
Высокотемпературные мягкие припои плавятся между температурами 370 и 450 ºС. Они состоят из 90-100 % цинка и могут содержать 2-10 % алюминия и малые количества меди, железа, никеля или серебра. Эти добавки снижают температуру пайки, обеспечивают более широкий интервал плавления и улучшают смачиваемость алюминия припоем. Алюминий в цинко-алюминиевых припоях снижает их способность к межзеренному проникновению.
Высокотемпературные мягкие припои являются самыми прочными и самыми дешевыми из тех, которые применяются для пайки алюминия. Они также обеспечивают более высокую коррозионную стойкость по сравнению с низкотемпературными и среднетемпературными припоями. Чтобы обеспечивать высокое сопротивление коррозии эти припои должны иметь минимум таких примесей, как висмут, кадмий, свинец, олово и другие низкоплавкие металлы.
Цинковые припои
Припои на основе цинка могут содержать от 90 до 99,999 % цинка. Они обеспечивают самую высокую прочность из всех промышленных «мягких» припоев. Из прочность на сдвиг достигает 125 МПа и выше. Температура пайки у них выше, чем у всех других припоев – от 380 до 425 °С. Цинковые припои обеспечивают самую высокую коррозионную стойкость. Чем больше цинка в припое, тем выше его коррозионная стойкость.
Цинковые припои имеют особенно высокую коррозионную стойкость, когда они не содержат низкоплавких металлических примесей, таких как висмут, кадмий, свинец или олово. Небольшие количества меди, серебра, титана и других металлов добавляют в цинковые припои для улучшения их текучих и смачивающих свойств. В малых количествах эти элементы почти не снижают коррозионную стойкость цинковых припоев.
Чтобы снизить стремление цинка проникать между зерен некоторых алюминиевых сплавов, в него добавляют алюминий. Однако добавки алюминия уменьшают коррозионную стойкость цинковых припоев, снижают их температуру плавления и пластичность.
Источник: Aluminum and Aluminum Alloys, ASM International, 1996
Припой для пайки алюминия: разновидности и применение
 Пайка алюминия, как справедливо считают многие специалисты, является довольно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др.
Пайка алюминия, как справедливо считают многие специалисты, является довольно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др.
Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то этот технологический процесс не представляет особых сложностей.
- Особенности и принципы процесса
- Методы пайки
- С канифолью
- С использованием припоя
- Электрохимический метод
- Припои, флюсы, материалы
- Подготовка материала
- Инструменты
- Этапы пайки алюминия
- Техника безопасности
Особенности и принципы процесса
Технологический процесс пайки затрудняет низкотемпературная величина плавки материала. Детали очень быстро будут терять прочность при нагреве, а конструкция снизит устойчивость при достижении температуры в 300 градусов. Если использовать легкоплавкие припои, которые состоят из кадмия, висмута, индия, олова, то они будут очень трудно вступать в контакт с алюминием, а также не будет обеспечиваться хорошая прочность.
 Очень хорошая растворимость имеется у металлов, которые сочетают в себе цинк. В таком случае спаянные материалы будут обладать высокой надёжностью. Перед началом пайки следует очистить материал от окислов и грязи. Для этого применяется механическое воздействие. Можно использовать щётку или применять специальные флюсы, которые имеют сильнодействующий состав. Перед началом процедуры необходимо залудить участки, которые будут обрабатываться. Если покрытие оловянное, то деталь будет защищена от возникновения окислов.
Очень хорошая растворимость имеется у металлов, которые сочетают в себе цинк. В таком случае спаянные материалы будут обладать высокой надёжностью. Перед началом пайки следует очистить материал от окислов и грязи. Для этого применяется механическое воздействие. Можно использовать щётку или применять специальные флюсы, которые имеют сильнодействующий состав. Перед началом процедуры необходимо залудить участки, которые будут обрабатываться. Если покрытие оловянное, то деталь будет защищена от возникновения окислов.
Для надёжной пайки алюминиевых изделий нужно подбирать правильный нагревательный инструмент. А ещё надёжность соединения зависит от выбора сплава и флюса для пайки алюминия.
Методы пайки
Пайка алюминиевых материалов производится при помощи электрического паяльника, паяльной лампы или газовой горелки. Имеется несколько способов пайки из алюминия:
- С использованием припоя.
- С канифолью.
- С применением электрохимического метода.
С канифолью
 Такой вариант пайки алюминиевой поверхности необходимо применять для небольших размеров детали. Зачищенный участок необходимо покрыть канифолью и поместить на шлифовальную шкурку, которая имеет среднюю зернистость. Сверху проводок прижимается залуженным жалом нагретого паяльника. Такое действие производить необходимо несколько раз, после чего выполняется сама процедура пайки. А также можно применить канифольный раствор в диэтиловом эфире.
Такой вариант пайки алюминиевой поверхности необходимо применять для небольших размеров детали. Зачищенный участок необходимо покрыть канифолью и поместить на шлифовальную шкурку, которая имеет среднюю зернистость. Сверху проводок прижимается залуженным жалом нагретого паяльника. Такое действие производить необходимо несколько раз, после чего выполняется сама процедура пайки. А также можно применить канифольный раствор в диэтиловом эфире.
В этом варианте конец паяльника не нужно отнимать от заложенного конца, а сверху просто потребуется добавить канифоль. Если необходимо соединить тонкие алюминиевые проводки, то паяльник подойдёт с мощностью в 50 Вт. Если толщина алюминия примерно в 1 мм, тогда паяльник необходимо выбирать в 100 Вт, а для деталей толще 2 мм потребуется предварительный подогрев места соединения.
С использованием припоя
 Этот метод является очень распространённым и часто применяется в электротехнике, ремонте автомобилей, а также других изделий. Перед тем как начинать процесс, необходимо произвести покрытие материала сплавом, а дальше идёт соединение облуженных элементов. Детали, которые предварительно облущили, соединяются между собой и другими сплавами и металлами.
Этот метод является очень распространённым и часто применяется в электротехнике, ремонте автомобилей, а также других изделий. Перед тем как начинать процесс, необходимо произвести покрытие материала сплавом, а дальше идёт соединение облуженных элементов. Детали, которые предварительно облущили, соединяются между собой и другими сплавами и металлами.
Можно применять легкосплавные припои, которые имеют в составе цинк, олово и кадмий. А также в последнее время очень активно применяют тугоплавкие материалы на основе алюминия. Легкосплавные составы применяются из-за того, что можно будет паять алюминиевые изделия при температуре до 400 градусов. Это позволит не испортить свойства материала и сохранить прочность. Составы с кадмием и оловом не позволят создать хороший контакт, а также они будут подвержены коррозии. В тугоплавких материалах нет таких недостатков.
Электрохимический метод
 Если применять электрохимический метод, тогда потребуется устройство для выполнения гальванического покрытия. Таким образом будет производиться омеднение поверхности. Если такого аппарата нет, тогда придётся самостоятельно производить обработку детали. Для этого потребуется зачистить шкуркой необходимую поверхность, и нанести несколько капель медного купороса. А уже после к изделию подключается отрицательный полюс независимого источника электропитания.
Если применять электрохимический метод, тогда потребуется устройство для выполнения гальванического покрытия. Таким образом будет производиться омеднение поверхности. Если такого аппарата нет, тогда придётся самостоятельно производить обработку детали. Для этого потребуется зачистить шкуркой необходимую поверхность, и нанести несколько капель медного купороса. А уже после к изделию подключается отрицательный полюс независимого источника электропитания.
Можно применить обычную батарейку или аккумулятор, а также любой другой электрический выпрямитель. На положительный вывод подсоединяется очищенный медный провод, который имеет диаметр в 1 мм и располагается в изолированной подставке. Когда происходит процесс электролиза, то на детали начинает оседать медь, а уже после можно проводить лужение участка, сушку с помощью паяльника. А уже после можно с лёгкостью запаять необходимое залуженное место.
Припои, флюсы, материалы
 Можно применять для пайки алюминия олово, но только в тех случаях, если имеется высокоактивный флюс, а также произведена хорошая зачистка участков. Оловянные соединения необходимо дополнительно покрывать специальными составами, поскольку наблюдается плохая прочность и слабая защита от коррозии.
Можно применять для пайки алюминия олово, но только в тех случаях, если имеется высокоактивный флюс, а также произведена хорошая зачистка участков. Оловянные соединения необходимо дополнительно покрывать специальными составами, поскольку наблюдается плохая прочность и слабая защита от коррозии.
Очень хорошие паяные соединения можно получить, если использовать припой с кремнием, цинком, алюминием или медью. Такие материалы выпускаются как отечественными, так и зарубежными производителями. Русские марки припоев выпускаются под названием ЦОП40. Согласно ГОСТу они в своём составе имеют 60% олова и цинка 40%, ещё есть припой 34А. В его состав входит 66% алюминия, 6% кремния и 28% меди. Состав придаст хорошую прочность месту контакта и обеспечит надёжную устойчивость от коррозии. К иностранным составам относится HTS- 2000. Это средство очень удобно в применении.
Такие сплавы можно применять с крупногабаритными деталями, а также с высоким теплоотводом, если использовать грелку или предметы из алюминиевых сплавов, имеющие высокотемпературное плавление. Если никогда раньше не производили пайку предметов, тогда желательно посмотреть специальные обучающие видео, которые помогут ответить на многие вопросы.
Помимо припоев, необходимо использовать также специальные флюсы, которые имеют в своём составе цинк, фтор, бурат аммония, а также триэтаноламин и другие элементы. К популярным отечественным флюсам относится Ф64, который имеет хорошую химическую активность. Обычно это средство применяется даже без предварительной очистки деталей от оксидной плёнки. А также можно использовать 34А, который содержит в своём составе хлорид лития, цинка и калия, а также фторид натрия.
Подготовка материала
Чтобы достигнуть хорошего качества соединения, нужно использовать не только правильные технологии, но и уметь хорошо подготовить обрабатываемую поверхность. Нужно удалить все загрязнения и оксидные плёнки. Механическая обработка выполняется при помощи шкурки или металлической щётки, а также иногда применяют проволочную нержавеющую сетку и шлифовальную машинку. А также можно использовать разные кислотные растворы.
Обезжиривать поверхность нужно с помощью растворителя, ацетона или бензина. Когда происходит зачистка алюминиевой поверхности, то сразу же образовывается оксидная плёнка. Однако её толщина будет ниже первоначальной, а потому паяльный процесс облегчится.
Инструменты
 Если необходимо произвести соединение алюминиевых изделий в домашних условиях, то целесообразно использовать электропаяльник. Это универсальный прибор, который очень удобно позволяет припаивать провода, ремонтировать маленькие трубки и прочие элементы. Для приспособления необходимо минимальное количество пространства. А также в доме обязательно должно быть электричество. Если нужно починить крупногабаритный прибор, тогда применяют для пайки алюминия газовую горелку, для которой используют бутан, аргон и пропан. Чтобы производить пайку предметов в домашних условиях, подойдёт стандартная паяльная лампа.
Если необходимо произвести соединение алюминиевых изделий в домашних условиях, то целесообразно использовать электропаяльник. Это универсальный прибор, который очень удобно позволяет припаивать провода, ремонтировать маленькие трубки и прочие элементы. Для приспособления необходимо минимальное количество пространства. А также в доме обязательно должно быть электричество. Если нужно починить крупногабаритный прибор, тогда применяют для пайки алюминия газовую горелку, для которой используют бутан, аргон и пропан. Чтобы производить пайку предметов в домашних условиях, подойдёт стандартная паяльная лампа.
Если применяются газовые горелки, то необходимо постоянно наблюдать за пламенем, которое представляет собой сбалансированную подачу газов и кислорода. Если имеется правильная газовая смесь, то язык пламени будет ярко-синий. Неяркий оттенок будет свидетельствовать о том, что имеется избыток кислорода.
Этапы пайки алюминия
Пайка алюминиевых предметов особо ничем не отличается от соединения других металлических материалов:
- Сначала необходимо зачистить и обезжирить место будущего соединения.
- Уже после все элементы устанавливаются в рабочее положение.
- На необходимый участок наносят флюс и изделие начинают нагревать при помощи паяльника или горелки.
- Когда наблюдается повышение температуры, то пруток припоя плавится, им необходимо постоянно касаться поверхности элементов, тем самым контролируя процесс.
 Необходимо запомнить, что пайку следует производить в хорошо проветриваемом помещении, поскольку в процессе нагревания выделяются опасные соединения.
Необходимо запомнить, что пайку следует производить в хорошо проветриваемом помещении, поскольку в процессе нагревания выделяются опасные соединения.
Если применяется бесфлюсовый припой, тогда необходимо знать о некоторых нюансах работы. Чтобы оксидная плёнка не мешалась, надо концом прутка выполнить царапающие движения по участку элемента. Таким образом, оксидная целостность будет нарушаться, а припой пойдёт в контакт с обрабатываемым металлом.
Разрушить оксидный слой можно и другими способами. Обрабатываемый участок нужно поцарапать металлической щёткой или прутком из нержавеющей стали.
Чтобы обеспечить максимальную прочность соединения, необходимо обработать участки лужением.
Техника безопасности
Перед началом работы с паяльником всегда нужно сначала изучит правила безопасности.
- Работать нужно только при открытом окне. Поскольку можно отравиться из-за выделений в процессе работы.
- Вокруг не должно быть ничего легковозгорающегося. Если паяльник уронить на бумагу, к примеру, то это может привести к возникновению пожара.
- Аппарат держать следует исключительно за специальную ручку, поскольку в процессе работы он сильно нагревается, что может привести к ожогу.
- К паяльнику нельзя подпускать ребёнка. Устройство всегда следует держать в труднодоступном для малыша месте.
- Аппарат опускать в перерывах между пайкой можно только на специальную подставку. Если паяльник будет помещён на стол, то возможно возгорание.
 Работать нужно только при открытом окне. Поскольку можно отравиться из-за выделений в процессе работы.
Работать нужно только при открытом окне. Поскольку можно отравиться из-за выделений в процессе работы.Следуйте этим простым правилам, и никаких проблем во время работы не возникнет.
Чтобы производить качественную пайку алюминиевых материалов в домашних условиях, необходимо полностью соблюдать технологию. Если выбирать качественные методы, припои, флюсы и материалы, тогда результат будет положительным.
Источники нагрева и материалы для пайки алюминия в домашних условиях
 По сравнению с другими металлами, массовое использование алюминия началось сравнительно недавно. Его начали применять в авиационной промышленности, за что тот получил название «крылатый металл». Благодаря основным показателям алюминия – легкому весу и стойкости к коррозии, его широко используют в строительстве, приборостроении и других отраслях промышленности.
По сравнению с другими металлами, массовое использование алюминия началось сравнительно недавно. Его начали применять в авиационной промышленности, за что тот получил название «крылатый металл». Благодаря основным показателям алюминия – легкому весу и стойкости к коррозии, его широко используют в строительстве, приборостроении и других отраслях промышленности.
Пайка алюминия – один из способов создания неразъемного соединения. При правильном выборе расходных материалов и соблюдении технологии, пайку алюминиевых заготовок можно выполнить в домашних условиях своими руками.
Особенности процесса
Как и при сварке, основным фактором, влияющим на процесс пайки алюминия, является наличие оксидной пленки. Она образуется на поверхности под действием атмосферного воздуха. Температура плавления оксида, гораздо выше, чем у основного металла. Этот параметр достигает величины 660 Сº, при температуре плавления основного металла 250-300 Сº. Кроме того, пленка отличается высокой устойчивостью к химическим воздействиям, поэтому использование нейтральных флюсов не позволит нормально взаимодействовать алюминиевому припою и базовой поверхностью.
Преимущества
 Пайка не получила широко промышленного применения из-за относительно низкой производительности работ. Тем не менее, данный метод соединения выгодно отличается от прочих способов создания неразъемных соединений:
Пайка не получила широко промышленного применения из-за относительно низкой производительности работ. Тем не менее, данный метод соединения выгодно отличается от прочих способов создания неразъемных соединений:
- Классическими рабочими инструментами является электрический паяльник и газовая горелка. Наука не стоит на месте, и на отечественном рынке уже давно положительно зарекомендовали себя установки для пайки ультразвуком и электронными волнами. Эти устройства отличаются способностью к выполнению работ на загрязненной поверхности без предварительной подготовки.
[stextbox информация. С помощью ультразвука паяют особо тонкие листы, толщиной до 0,001 мм.[/stextbox]
- Процесс сопровождается низким температурным воздействием на обрабатываемые детали.
- Пайка сохраняет структуру металла, не меняя физические и химические свойства – шов формируется за счет расплавленного присадочного материала.
- С помощью данной технологии можно соединять даже миниатюрные элементы и тонкостенные изделия, не опасаясь поверхностной деформации заготовки.
- Имеется возможность соединения разнородных материалов.
Флюсы
Рассмотрим составы, с помощью которых можно подготовить заготовки к нанесению припоя для пайки алюминия.
Канифоль
Как было сказано выше, нейтральные составы плохо справляются со своими задачами. Исключение составляет использование канифоли в вакуумной среде, при отсутствии оксидной пленки. На практике данный способ встречается очень редко.
Порошковый
Работая газовой горелкой, специалисты рекомендуют использовать следующие порошковые составы:
- Флюс Ф-34, основу которого составляют соли щелочных металлов соляной кислоты;
- Бура – классический состав, отличающийся высокой температурой плавления;
- Ацетилсалициловая кислота отлично подходит для домашней пайки;
- Паяльный жир не является порошком, однако относится к категории твердых составов.
Жидкий
Такой флюс очень удобно наносить на заготовки, контролируя равномерное распределение по поверхности. Лучше всего себя зарекомендовали следующие составы:
- Ортофосфорная кислота;
- Ф-64;
- Ф-61.

Независимо от типа флюса, необходимо соблюдать требования техники безопасности. Под действием высокой температуры активные составы переходят в газообразное состояние, что несет угрозу зрению и дыхательным путям. После проведения работ флюс необходимо смыть с поверхности детали.
Припой
Припой для алюминия – это присадочный материал, от выбора которого зависит качество и надежность будущего соединения. Для чистого материала и дюралюминия следует использовать совершенно разные составы. Начинающие мастера испытывают сложности при пайке алюминия именно из-за выбора неподходящего состава, предназначенного для работы с другими металлами.
Все припои можно условно разделить на две группы:
- Легкоплавкие. К этой группе относятся составы, основу которых составляют мягкие металлы – олово, цинк, висмут и медь. Такие материалы, за низкую температуру плавления, называют радиолюбительскими. Доступная стоимость делает такие припои идеальным выбором для домашних мастеров. Их выпускают в форме проволоки, толщиной до 6 мм.
[stextbox припои не применяют для ответственных работ. Например, пайку алюминиевых трубок холодильника, работающих под давлением, лучше выполнять тугоплавкими присадочными материалами.[/stextbox]
- Тугоплавкие. К ним относятся припои, в состав которых входит алюминий, цинк, кадмий, кремний и другие химические элементы. Наличие алюминия обеспечивает высокий уровень смачивания и высокую прочность шва. Для работы с тугоплавкими припоями необходимо профессиональное оборудование с высокими температурными показателями.
Подготовка деталей

Пайке предшествует тщательная подготовка рабочей поверхности. Процедура заключается в очистке заготовок, удалении оксидной пленки с последующим обезжириванием.
Окисленный слой можно снять путем механической и ручной обработки, любым удобным способом:
- болгаркой со специальной насадкой;
- щеткой или ершиком по металлу;
- наждачной бумагой.
Кроме того, можно использовать сильнодействующие кислотные растворы. При этом следует соблюдать осторожность, не допуская попадания очистителя на открытые участки кожи.
Следует помнить, что очистку проводят непосредственно перед пайкой. В противном случае на поверхности образуется новая пленка и процедуру придется повторять. В качестве альтернативы можно использовать активный флюс – он с легкостью справится с вновь образованным слоем оксида.
Источники нагрева
Рабочим инструментом может служить любое приспособление с функцией генерации тепла. Выбор зависит от габаритов заготовки и условий выполнения работ.
Паяльник
Наиболее распространенный нагревательный инструмент. Приборы работают от электричества с минимальным напряжением сети, что делает его оптимальным выбором для домашней эксплуатации. Пайка алюминиевых проводов, кабелей, ремонт бытовых приборов, выполняется с помощью обычных паяльников, мощностью до 150 Вт.
[stextbox рекомендуют выбирать паяльники с зазубренным жалом – с их помощью оксидная пленка удаляется гораздо быстрее.[/stextbox]
Горелки

Газовая горелка – это прибор, который работает на смеси горючих газов. Мощность и величина пламени зависит от характера работ и габаритов деталей. Дома можно использовать обычную паяльную лампу. При соединении толстолистовых заготовок лучше выбрать профессиональное инжекторное оборудование с рассекателем для пламени.
Главное отличие горелок – высокая производительность при бесконтактном способе разогрева поверхности.
Продвинутые модели оснащают механизмом регулировки температуры пламени.
Что выбрать – сварку или пайку?
На вопрос, какая технология создания неразъемных соединений лучше всего подходит для работы с алюминием, не существует однозначного ответа. Все зависит от производственных условий, габаритов деталей и других факторов. Исходя из этого, выбирают, сварку или пайку алюминия использовать в данном случае. Естественно, такой вопрос может лишь возникнуть при наличии как сварочного, так и паяльного оборудования.
С технологической точки зрения, сварка считается более сложным процессом, требующим от исполнителя высоких профессиональных навыков. При этом сварочные швы отличаются отличными эксплуатационными показателями, при большей, по сравнению с пайкой, себестоимости работ.
Как удалить оксидную пленку?
Это самая сложная задача, с которой сталкиваются в процессе проведения работ. Рассмотрим проверенные способы удаления оксида с поверхности.
Осаждать медь или цинк?
 Схема осаждения меди.
Схема осаждения меди.
Для выполнения осаждения понадобится аккумуляторная батарея небольшой мощности. На зону соединения наносят медный купорос в чистом виде. Провод от минуса крепят к заготовке с помощью крокодиловых зажимов. К плюсу подключают медную или цинковую проволоку. После погружения проволоки в раствор, анодный металл начинает осаживаться на детали. После этого можно приступать к пайке.
Использовать трансформаторное масло
Метод заключается в подготовке зоны соединения под слоем масла. Лучше всего себя зарекомендовала смазка для трансформатора, однако при его отсутствии можно использовать любую автомобильную синтетику с низкой вязкостью.
Перед употреблением масло необходимо нагреть до 150-200 Сº. Такая температура удалит остатки воды из смеси. После этого смазку наносят на место соединения и приступают к удалению пленки из оксида. Для этого в масло добавляют абразивный материал и очищают налуженным паяльником зону соединения.
В высокотемпературном режиме
Алгоритм выполнения работ следующий:
- Готовим рабочую поверхность любым доступным способом и выполняем обезжиривание.
- Удаляем оксидную пленку с поверхности.
- Нагреваем поверхность до 400 Сº с помощью паяльной лампы.
- Наносим припой на поверхность плавными движениями. Важно, чтобы присадочный материал полностью расплавился и при этом заготовка не перегрелась.
- Остывание проходит в естественных условиях.
В низкотемпературном
В отличие от предыдущего метода, процесс протекает при температуре до 300 Сº. Единственное отличие заключается отсутствии необходимости в предварительном нагреве поверхности.
Самое главное – по завершению работ промыть полученный шов. Это необходимо для удаления остатков флюса.
Сфера применения процесса

Пайка алюминия широко используется как в домашних работах, так и на производственных предприятиях.
Опытные автомобилисты сталкивались с необходимостью пайки радиаторов, для восстановления герметичности, а также устранения дефектов масляных поддонов двигателя и коробки переключения переда, которые также изготавливают из алюминиевого сплава.
Трубопроводы из рассматриваемого металла можно встретить в конструкциях многих промышленных систем. Пайка является надежной и доступной альтернативой сварке, при заделке трещин в трубах.
Заключение
Пайка алюминия – достаточно простая процедура, навыки которой может без труда освоить любой желающий. При выполнении работ, помимо грамотного выбора расходных материалов, важно качественно удалить оксидную пленку, которая покрывает все алюминиевые поверхности.
[stextbox 6-го разряда Алферов Дмитрий Русланович. Опыт – 15 лет: «Я занимаюсь пайкой уже 15 лет. Сталкиваясь с алюминием, будь то посуда или автомобильный радиатор, я предпочитаю мощный электрический паяльник с широким жалом. Особой разницы межу лучшим американским припоем HTS-2000 и классическим ПОС-61, я не вижу. Главное, не нарушать требования технологии. Для удаления пленки я предпочитаю метод очистки под слоем масла».[/stextbox]
Пайка алюминия в домашних условиях
 Если вам потребовалось спаять алюминий в домашних условиях, не стоит заблуждаться, что для этого необходимо специальное оборудование или какие-либо особые навыки. Вполне можно обойтись простыми и дешёвыми инструментами, которые имеются в каждом доме.
Если вам потребовалось спаять алюминий в домашних условиях, не стоит заблуждаться, что для этого необходимо специальное оборудование или какие-либо особые навыки. Вполне можно обойтись простыми и дешёвыми инструментами, которые имеются в каждом доме.
Особенности процесса
Существуют две основные проблемы, которые существенно усложняют процесс пайки:
- При нанесении тонкого слоя расплавленного металла на поверхность (это называют лужением) возможно препятствие в виде тугоплавкой плёнки оксида алюминия, которая образуется при контакте с воздухом.
- Температура плавления алюминия около шестисот градусов. При этом металл быстро теряет прочность, что вносит определённые трудности в процесс пайки.
Материалы и инструменты
 Поэтому чтобы запаять алюминий в домашних условиях придётся использовать флюс (канифоль) и припой, а также наждачную бумагу или напильник.
Поэтому чтобы запаять алюминий в домашних условиях придётся использовать флюс (канифоль) и припой, а также наждачную бумагу или напильник.
Нужен будет и сам паяльник. Их основное различие — показатель мощности. Для пайки большинства бытовых предметов из алюминия хватит 60 Ватт. Если же вам необходимо запаять микросхему или тонкий провод, то можно обойтись и 10 Ваттами. Для массивных алюминиевых изделий потребуется паяльник большей мощности.
Состав припоя
Составы припоя для пайки сильно отличаются друг от друга. Для работы с алюминием желательно использовать припои на основе дюралюминия или серебра. Припои на основе меди применять нежелательно из-за возникновения разницы потенциалов и разрушения места их соединения.
Примерами хорошего припоя могут послужить:
- 34А. Он на две трети состоит из дюралюминия.
- ЦОП-40. Отечественный припой, который является сплавом олова и цинка. Цинк в этом сплаве существенно повышает устойчивость соединения к влиянию коррозии.
- HTS-2000. Производится в США. Подходит для пайки без канифоли.
 34А. Он на две трети состоит из дюралюминия.
34А. Он на две трети состоит из дюралюминия.Выбирать канифоль нужно так, чтобы она подходила для работы с алюминием. Этот пункт обычно указывается в описании товара.
К пайке следует приступать осмотрительно, так как свойства алюминия таковы, что он легко теряет форму, поэтому можно полностью испортить изделие вместо его ремонта. Но если все делать обдуманно и не спешить, работа должна пройти успешно.
Процесс пайки
Газовой горелкой
 Есть и другой способ. Пайка алюминия в домашних условиях газовой горелкой также вполне осуществима лампой GT-28 HTC. Как и в случае с паяльником, необходимо очистить место работы. Металл должен быть очищен от грязи и отшлифован.
Есть и другой способ. Пайка алюминия в домашних условиях газовой горелкой также вполне осуществима лампой GT-28 HTC. Как и в случае с паяльником, необходимо очистить место работы. Металл должен быть очищен от грязи и отшлифован.
Горелка равномерно нагревает поверхность металла, поэтому во время работы будет невозможно прикоснуться к нему даже в перчатках. Из-за этого необходимо расположить и зафиксировать детали так, чтобы их не трогать до завершения процесса пайки.
Также следует отметить, что использовать весь пруток припоя не получится из-за его нагрева, поэтому следует взять припой с запасом, чтобы не прерывать процесс нагревания. При нагреве алюминий примет оранжевый оттенок, дальнейший нагрев будет грозить плавлением, поэтому необходимо постоянно регулировать нагрев.
Как и при работе с паяльником, необходимо использовать канифоль. Хоть процесс пайки в домашних условиях достаточно прост, без должного опыта он может доставлять определенные трудности. И совершение неправильных действий может ещё больше повредить предмет вместо его восстановления. Потому к данной работе нужно подходить с пониманием того, что для её выполнения, возможно, придётся потратить большое количество сил.
Использование паяльника
 Прежде чем приступить к пайке, необходимо включить паяльник и дать ему нагреться. В это время нужно обезжирить поверхность участка растворителем (например, ацетоном) и очистить поверхность металла наждачной бумагой либо напильником, чтобы пайка была более крепкой и надёжной. Долго и тщательно очищать не стоит, так как на месте старой тут же образуется новая плёнка, только тоньше и слабее — для чего и нужна зачистка.
Прежде чем приступить к пайке, необходимо включить паяльник и дать ему нагреться. В это время нужно обезжирить поверхность участка растворителем (например, ацетоном) и очистить поверхность металла наждачной бумагой либо напильником, чтобы пайка была более крепкой и надёжной. Долго и тщательно очищать не стоит, так как на месте старой тут же образуется новая плёнка, только тоньше и слабее — для чего и нужна зачистка.
Для начала следует очистить рабочее место, чтобы ничего не мешало. Подготовленный участок покрывается канифолью. Следует начать нагревание паяльником, постоянно касаясь поверхности участка прутком припоя. При увеличении температуры он будет плавиться, покрывая место соединения.
 Использование припоя, созданного для работы без флюса, таит в себе некоторые нюансы. Необходимо совершать царапающие движения во время нанесения припоя. Так нарушается цельность оксидной плёнки, позволяя сплаву вступить в контакт с обрабатываемой поверхностью. Действуя таким образом, следует нанести припой на всю обрабатываемую поверхность.
Использование припоя, созданного для работы без флюса, таит в себе некоторые нюансы. Необходимо совершать царапающие движения во время нанесения припоя. Так нарушается цельность оксидной плёнки, позволяя сплаву вступить в контакт с обрабатываемой поверхностью. Действуя таким образом, следует нанести припой на всю обрабатываемую поверхность.
Для высокого качества шва необходимо работать непрерывно. Если пришлось прервать процесс, то перед возобновлением работы необходимо заново хорошо прогреть весь участок с уже застывшим припоем.