Труба с полностью сплющенным гратом что это?
Трубы электросварные круглые
К данной группе относятся стальные электросварные прямошовные трубы из углеродистой и низколегированной стали, применяемые для трубопроводов и конструкций различного назначения.
Существует много видов электросварных прямошовных труб, в том числе:
- круглые;
- профильные (квадратные, прямоугольные, овальные);
- профили стальные гнутые замкнутые сварные (квадратные и прямоугольные).
К данной группе относятся стальные электросварные прямошовные трубы диаметром:
от 10 до 530мм по ГОСТ 10705-91 (заменяет ГОСТ 10705-80);
от 478 до 1420мм по ГОСТ 10706-76.
Сортамент труб соответствует ГОСТ 10704-91 (заменяет ГОСТ 10704-76)
По длине трубы изготовляют:
немерной длины от 2 до 12м;
мерной длины от 5 до 12м;
Трубы диаметром свыше 426мм изготовляют только немерной длины
Трубы мерной и кратной длины изготовляют двух классов точности по длине:
с обрезкой концов и снятием заусенцев;
без заторцовки и снятия заусенцев (с порезкой в линии стана).
Трубы изготовляют из стали марок:
Ст2сп, Ст2пс, Ст2кп, Ст4сп, Ст4пс, Ст4кп по ГОСТ 380
10, 10пс, 20, 35, 45, 08кп по ГОСТ 1050.
В зависимости от показателей качества трубы изготовляют следующих групп:
А — с нормированием механических свойств;
Б — с нормированием химического состава;
В — с нормированием механических свойств и химического состава;
Д — с нормированием испытательного гидравлического давления.
Трубы изготовляют термически обработанными (по всему объему трубы или по сварному соединению), горячередуцированными и без термической обработки.
На трубах диаметром 57мм и более допускается один поперечный шов.
Трубы диаметром 820мм и более должны иметь два продольных и один поперечный шов.
Отличия ГОСТ 10704, 10705 и 10706
При изготовлении прямошовной трубы обращают внимание на ГОСТ 10704-91, который определяет сортамент, и ГОСТ 10705-80, а также ГОСТ 10706-76, основные технические требования для труб общего назначения. Двумя технологиями сварки определяется наличие двух ГОСТов, а именно электродуговая сварка и контактная сварка токами высокой частоты.
В ГОСТе 20295-85 разные сварочные технологии только упоминаются, но напрямую об этом нигде не говорится. Подразумевает контактную сварку токами высокой частоты ГОСТ 10705-80, причем распространяется на трубы диаметром 10-530 мм.
На трубы большого диаметра, от 428 до 1420 мм, изготовленные методом дуговой сварки, распространяется ГОСТ 10706-76. Электродуговая сварка проводится с внешним усилением, это значит, что труба сваривается в три захода: вначале – промежуточный шов, затем наружный, для усиления изготавливается внутренний шов. Эти два ГОСТа для прямошовных труб весьма похожи, но имеют существенные отличия.
Исходя из ГОСТа 10706 трубы небольшого диаметра могут быть сварены поперечным швом, а диаметром от 820 мм должны иметь два продольных и один поперечный швы. Еще он, в отличие от ГОСТа 10705, регламентирует фаску на торцах трубы. Есть и определенные различия касательно марок стали, допустимых при изготовлении труб. По ГОСТу 10706-76 допускается две основные марки, это СТ.3 и Ст.2, а вот ГОСТ 10705-80 уже не ограничивается двумя марками стали 10 и 20. Изготовление труб из марки стали 17ГС и ее аналогов по ГОСТ 10705-80 и 10706-76 не предусмотрено.
Визуальные характеристики шва от высокочастотной сварки значительно выше, чем от электродуговой, такой шов более узкий и практически незаметен. Неровности в виде негладкого утолщения в зоне шва образуются на внутренней поверхности трубы, именуются гратом. В некоторых случаях грат сплющивают или зашлифовывают, наружный удаляют. После электродуговой сварки шов более широкий. Его характеризуют наличием валика усиления с высотой до 5 мм, при этом с обеих сторон – внутренней и внешней.
Чем отличается труба ВГП от электросварной
Современные производители предлагают широкий сортамент труб, как типовых, так и нестандартных, изготовленных по ТУ и на заказ. Перечень изделий огромен, и неспециалисту сложно разобраться в разнообразии видов, которые на первый взгляд ничем не отличаются друг от друга. Различия трубы ВГП и электросварной визуально обнаружить почти невозможно, однако каждая из них обладает определёнными техническими характеристиками, размерами и имеет своё назначение.
Отличие электросварной трубы от водогазопроводной
Чем отличается электросварная труба от водогазопроводной (ВГП)? Несмотря на схожесть внешнего вида, эти два изделия имеют множество отличий по разным параметрам.

Стандарты для труб ВГП и ЭС
При изготовлении труб ВГП производитель ориентируется на государственный стандарт 3262-75. Этот документ определяет размер, форму, технологию производства, запас прочности и другие параметры изделия. Производство стальных электросварных труб осуществляется в соответствии с ГОСТ 10705-80 и ГОСТ 10704-91. В маркировке партии обязательно указывается нормативный документ, и уже по этим данным можно определить назначение изделия.
ГОСТ диктует более жёсткие требования к размерам при производстве электросварных труб. Согласно нормативам, толщина стенок ЭС-изделий не должна иметь погрешности более 10 %. При изготовлении ВГП-труб отклонения не могут превышать 15 %.
Материалы и технология
Важнейшее отличие электросварной трубы от водогазопроводной кроется в свойствах сырья. Для изделий обоих видов применяют конструкционную сталь обычного качества, но для ВГП выбирают углеродистую с аббревиатурой в маркировке «сп», «пс», «кп» (например, Ст. 1пс, Ст. 3кп). Электросварные трубы изготавливают из твёрдых сортов стали, устойчивой к деформации и растяжению. Изделия обеих категорий выпускают двух типов: из чёрного металла и с оцинкованным покрытием. Если антикоррозионное покрытие для ЭС-труб не всегда необходимо, то для труб ВГП, которые применяются в основном для устройства водопровода, промышленная оцинковка – это большое преимущество.
Технология изготовления ВГП- и ЭС-труб схожа. Изделия формируют из листового металла и сваривают края снаружи и внутри. У водогазопроводных труб выполняют усиленный сварной шов. Производство осуществляется на автоматизированных линиях, что позволяет выпускать продукцию высокого качества в больших объёмах за довольно короткий срок. Прямошовные ЭС- и ВГП-трубы обладают большим запасом прочности, но не выдерживают деформации.

Типовые размеры и характеристики изделий
Разница стальных электросварных и водогазопроводных труб заключается в размерах изделий. Если наружный диаметр может совпадать, то толщина стенок и диаметр проходного отверстия у ЭС и ВГП разные. Сортамент водогазопроводных труб ограничен – это изделия с толщиной стенки 2‒5,5 мм и наружным диаметром от 10 до 165 мм. Электросварные могут быть значительно больше по размеру, чем ВГП. При толщине стали от 1 до 32 мм ЭС-трубы изготавливают диаметром до 1 420 мм. Эти изделия рассчитаны на максимальное давление не более 3 МПа (при диаметре сечения до 102 мм) и 6 МПа (при D более 102 мм). Трубы водогазопроводные выдерживают давление не более 2,4 МПа, усиленные – до 3 МПа.
Маркировка и упаковка
Типовые изделия ВГП маркируют по условному проходу (внутренний диаметр), а электросварные – по величине наружной резьбы. Маркировка – это краткое обозначение изделий, где зашифрована вся важная информация. На производстве маркируют партию товара, указывая на ярлыке название (труба ВГП или электросварная), основные размеры, из какой марки стали изготовлены, соответствие определенному стандарту (ГОСТ или ТУ).
Чтобы доставить партию покупателю, трубы упаковывают в специальный водонепроницаемый материал. Хранение изделий рекомендуют производить в сухом, проветриваемом помещении, которое надёжно защищено от проникновения атмосферных осадков и образования повышенной влажности. Данные требования относятся как к продукции из чёрного металла, так и к оцинкованным трубам.
На производстве формируют партии весом от 2 до 5 тонн. Каждую пачку стягивают в трёх местах стальной лентой (или проволокой). Каждую партию сопровождают биркой с указанием типа изделия, материала изготовления, основных размеров и ГОСТ.
Способ сборки
Сырьём для производства стальных прямошовных труб служит листовой металл разной толщины. В промышленных условиях на станках осуществляется его нарезка, формирование заготовок типовой длины. Шов проваривают сначала снаружи (чаще способом индукционной сварки), потом процедуру повторяют изнутри, затем аккуратно зачищают. В случае с водогазопроводными трубами длина составляет от 4 до 12 метров.
На качественных изделиях не допускаются разного рода вздутия, коррозия, заусенцы и трещины. При этом могут присутствовать небольшие вмятины или царапины, которые не влияют на функциональность трубы. После обработки продукцию направляют на процедуру нанесения антикоррозионной защиты ‒ оцинковки. Производители используют разные технологии: например, такие как горячее и холодное цинкование.
Сфера применения
В отличие от ВГП электросварные трубы используются повсеместно – в строительстве, станко- и машиностроении, в сельском хозяйстве, производстве мебели и в других сферах. У водогазопроводных изделий более узкое назначение. Трубы ВГП служат для укладки магистралей для подачи питьевой воды и газа. В основном применяются в сфере жилищно-коммунального хозяйства.
Достоинства и недостатки
Почему при тех же показателях прочности и размерах водогазопроводные трубы предпочитают электросварным? Этому есть веская причина. Дело в том, что более лёгкие и лучше защищённые от коррозии трубы ВГП обладают несомненным достоинством – это оптимальный внутренний диаметр за счёт малой толщины стенки. У электросварных при тех же показателях прочности и габаритах низкая пропускная способность, так как площадь внутреннего отверстия у таких изделий меньше.
Кроме того, оцинкованные ВГП-трубы почти не восприимчивы к коррозии, чего нельзя сказать об электросварных из чёрного металла. Нужно отметить, что в агрессивной среде стальные изделия без цинкового покрытия очень быстро приходят в негодность. Скорость, с которой ржавчина уничтожает металл, составляет до 1,2 мм в год. Поэтому ЭС-изделия нежелательно использовать для транспортировки жидкостей и размещать в местах с повышенной влажностью (например, во влажных грунтах).
Как отличить трубу ВГП от электросварной
Есть несколько параметров, по которым можно отличить трубу ВГП от электросварной:
- В первую очередь – по маркировке. В обозначении изделий обязательно указывается аббревиатура ВГП для труб водогазопроводных. В условном обозначении электросварных труб уточнений нет.
- По срезу. При одинаковом наружном диаметре труба ЭС имеет толщину стенки больше, чем у водогазопроводной.
- По весу. Водогазопроводная труба более лёгкая, чем электросварная, однако следует учитывать, что после процедуры цинкования вес изделия увеличивается примерно на треть.
- По наличию резьбы. Этот элемент характерен для ВГП-труб, которые наиболее часто применяются в жилищно-коммунальном хозяйстве.

Трубы ВГП или электросварные: какие лучше?
На вопрос, что лучше ‒ трубы ВГП или электросварные, однозначного ответа нет. При выборе необходимо учитывать назначение изделий, их характеристики и размеры. Безусловно, для организации водопровода идеально подойдут оцинкованные водогазопроводные трубы, которые обеспечат хорошее качество питьевой воды, будут устойчивы к разрушению металла под действием внешних факторов. Одним словом, прослужат долго и безотказно. С другой стороны, стоимость таких изделий значительно выше, а значит, потребуются значительные финансовые затраты.
Электросварные дешевле труб ВГП, поэтому их чаще всего выбирают для организации «сухих» коммуникаций или в строительстве. Следует учитывать, что важное условие длительной эксплуатации труб из чёрного металла ‒ это отсутствие влаги, которая может быстро разрушить даже толстые стенки из стали.
Качество стыковой сварки труб ПНД
Бывает так, что во время стыковой сварки труб ПНД качество соединений оставляет желать лучшего. Конечно, в большинстве случаев это зависит от качества монтируемых труб, но бывают случаи, когда причина брака в неверной настройке стыкового сварочного аппарата или неверных действиях персонала.
Давайте разберем, причины возникновения брака при монтаже и способы их устранения.
Параметры качественной стыковой сварки труб ПНД

Для начала, оговорим, какое соединение полиэтиленовых труб можно считать качественным и надежным. Параметры качественной стыковой сварки труб описаны в ГОСТ Р 55276-2012 (ИСО 21307-2011).
Внешний вид сварных соединений, выполненных сваркой нагретым инструментом встык, должен отвечать следующим требованиям:
- валики сварного шва должны быть симметрично и равномерно распределены по окружности сваренных труб;
- цвет валиков должен быть одного цвета с трубой и не иметь трещин, пор, инородных включений;
- симметричность шва (отношение ширины наружных валиков грата к общей ширине грата) должна быть в пределах 0,3-0,7 в любой точке шва. При сварке труб с соединительными деталями это отношение допускается в пределах 0,2-0,8;
- смещение наружных кромок свариваемых заготовок не должно превышать 10 % от толщины стенки трубы (детали);
- впадина между валиками грата (линия сплавления наружных поверхностей валиков грата) не должна находиться ниже наружной поверхности труб (деталей);
- угол излома сваренных труб или трубы и соединительной детали не должен превышать 5°
Размеры валиков наружного грата швов зависят от толщины стенки свариваемых труб (деталей) и должны соответствовать следующим параметрам.
Брак при монтаже полиэтиленовых труб и причина его возникновения.
 Маленький грат округлой формы. Причин такого соединения труб может быть две — слишком короткое время нагрева торцов свариваемых труб, либо недостаточное давление при осадке шва.
Маленький грат округлой формы. Причин такого соединения труб может быть две — слишком короткое время нагрева торцов свариваемых труб, либо недостаточное давление при осадке шва.
 Маленький грат округлой формы. Причин такого соединения труб может быть две — слишком короткое время нагрева торцов свариваемых труб, либо недостаточное давление при осадке шва.
Маленький грат округлой формы. Причин такого соединения труб может быть две — слишком короткое время нагрева торцов свариваемых труб, либо недостаточное давление при осадке шва.Чтобы устранить этот вид брака, необходимо произвести заново расчеты сварочного давления и времени остывания и нагрева, согласно сварочной таблице, которая как правило прилагается к аппарату.
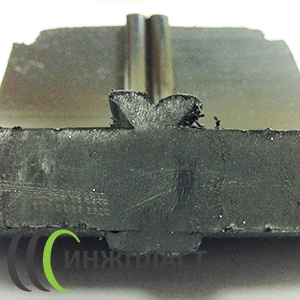
 Высокий и узкий грат, не касающийся труб, в форме острых лепестков. Причиной возникновения такого брака служит слишком большое сварочное давление.
Высокий и узкий грат, не касающийся труб, в форме острых лепестков. Причиной возникновения такого брака служит слишком большое сварочное давление.  Перекос сварных швов. Причина данного вида брака кроется в некачественной центровке свариваемых труб в станине аппарата, необходимо заново выровнять трубы относительно друг друга.
Перекос сварных швов. Причина данного вида брака кроется в некачественной центровке свариваемых труб в станине аппарата, необходимо заново выровнять трубы относительно друг друга.
Максимальная несоосность труб не должна превышать 10% от толщины стенки трубы.
Сварной шов с многочисленными раковинами, возможными следами растрескивания по всему периметру.
Температура нагревательного зеркала слишком высокая, полиэтилен не плавится, а закипает.
Необходимо проверить исправность нагревательного элемента и выставить температуру соответствующую марке свариваемого полиэтилена.
 Нерасплавленные углубления между торцами сваренных труб. Возможно, температура нагрева торцов труб была недостаточной или технологическая пауза (время извлечения нагревательного элемента и сведения труб) была слишком продолжительной.
Нерасплавленные углубления между торцами сваренных труб. Возможно, температура нагрева торцов труб была недостаточной или технологическая пауза (время извлечения нагревательного элемента и сведения труб) была слишком продолжительной.
 Разная высота грата на торцах. Причина кроется в разности времени и температуры нагревания торцов труб. Необходимо проверить исправность нагревательного зеркала.
Разная высота грата на торцах. Причина кроется в разности времени и температуры нагревания торцов труб. Необходимо проверить исправность нагревательного зеркала.Как правильно применять станок для сварки ПНД труб, чтобы избежать брака
Полиэтилен низкого давления (ПНД) – базовое сырье для производства полимерных труб, применяемых в большинстве промышленных целей. Они востребованы в строительстве, жилищно-коммунальном хозяйстве, прокладке газо-нефтепроводов и так далее.
ПНД — термопластичный материал, выдерживающий многократные циклы нагрева-остывания без потери физических и химических свойств. Поэтому основными способами его соединения является сварка стыковым или электромуфтовым методом. Причем, для труб (толщиной стенки более 5 мм) предпочтительнее соединение встык. Если станок для сварки ПНД труб эксплуатируется правильно, то шов получается прочнее и надежнее самой трубы. Но, к сожалению, нередко сварщики допускают ошибки, вызывающие трещины и другие нарушения целостности трубопровода. Это приводит к утечке содержимого и может нанести большой финансовый и экологический урон.
По данным экспертов, брак при сварке в 80% случаев возникает из-за несоблюдения технологии. Еще около 18% – на совести производителей некачественных труб и фитингов, менее 2% — проблемы с оборудованием для сварки ПНД труб.
Что особо неприятно, почти половина дефектов возникает в самом начале, на этапе подготовки к пайке труб. Так, сварочная бригада в аврале может ненадлежащим образом выполнить зачистку торцов или не устранить загрязнения в зоне сварки.
В большинстве случаев неправильно сваренный шов легко выявить при визуальном осмотре. О том, как по виду «губы» понять причину и проделать работу над ошибками – читайте ниже.
1. Неравномерная высота грата
Шов внешне выглядит равномерным и симметричным, но при этом высота внутреннего и наружного грата местами различается на 50% и более (проверяется методами неразрушающего контроля, например, с помощью ультразвука).
Вероятная причина брака: некачественная обработка краев труб из-за чего образовался чрезмерный зазор между их торцами. По нормативам НАКС, торцевание стыков должно происходить до образования непрерывной ленты, примерно вдвое больше окружности трубы. Игнорирование этого правила приводит к браку. Увеличенный зазор может возникнуть также при слабом прижимном усилии во время соединения расплавленных изделий. На лицо «человеческий фактор», такой результат получится на любом, самом дорогом станке для сварки ПНД труб, если он оказался в руках у неквалифицированного работника.
2. Неравномерное распределение грата по шву
Шов может казаться ровным, но местами между валиками почти неразличима впадина, которая в норме легко заметна и располагается ровно посередине шва. Кроме того, грат имеет различную высоту в разных точках своего периметра и более 50% — в диаметрально противоположных точках. Например, в верхней части трубопровода валики грата будут высотой 10 мм, а в нижней – 4 мм. При этом внутренний грат местами также будет иметь увеличенную высоту (это определяется в ходе дефектоскопии) и станет барьером при движении жидкостей и газов по трубопроводу. В этом месте возможно скопление отложений, приводящее к закупорке и сбоям транспортировки сырья.
Причина: на этапе прогрева труб произошло смещение нагревательного зеркала. Такое случается при использовании механических станков для сварки ПНД труб начинающими или невнимательными сварщиками.
3. Частичная асимметрия грата
Если валики грата разнятся по высоте на 40% и более и одна из сваренных труб кажется приподнятой (визуально заметна «ступенька» в месте стыка) – налицо еще одна распространенная ошибка. По вине сварщиков произошло смещение изделий в центраторе из-за недостаточно жесткой фиксации. Вероятно, выбраны неподходящие редукционные вкладыши или скривилась станина центратора. Увы, такой сюрприз могут устроить товары недобросовестных производителей, даже если варится трубопровод средних диаметров 110-350 мм. В то же время, даже самый качественный станок для сварки ПНД труб больших диаметров (500-1500 мм) нужно «подстраховывать» дополнительными подпорками у свободных концов труб. Это увеличит срок службы прибора и гарантирует симметрию грата.
4. Асимметрия валиков грата по окружности стыка
В случае, когда один валик грата заметно выше или ниже соседнего на всем протяжении шва (то есть по всей спаянной окружности) можно предположить такое нарушение, как подбор разносортных труб. То есть по недосмотру снабженцев или сварочной бригады произведена попытка соединить встык трубы из различных материалов, разных диаметров или толщины стенок. Такое допустимо в случае муфтовой сварки, когда «разносортица» нивелируется фитингами. Но стыковая сварка полиэтиленовых труб применима только к абсолютно одинаковым изделиям. Поэтому прежде, чем закреплять трубы и приступать к нагреву, нужно всегда сверять их маркировку. Проверка идентичности маркировки на изделиях занимает пару минут, а экономит часы работы и тонну нервов.
5. Малый или большой грат округлой формы
Если высота наружного грата меньше или больше допустимых нормативом значений, это указывает на неверно выбранное время и температуру прогрева. Так, малый грат свидетельствует о том, что сварщик поторопился, не выдержав положенное время и/или применил недостаточное давление при осадке шва. Увеличенный грат напротив – показывает, что нагреватель касался полиэтилена слишком долго и к тому же, вероятно, был нагрет больше положенного.
Шов может иметь другие отклонения. Например, он покрыт многочисленными пузырями, «раковинами» и другими неровностями, нередко имеющими следы растрескивания. Это говорит о том, что температура нагревания существенно превысила рекомендованную для данного вида полиэтилена и привела к деструкции изделия. То есть вследствие «агрессивной» сварки полимер потерял часть своих физико-химических свойств, изменил молекулярную структуру и стал ломким.
Устранить это и ряд вышеописанных нарушений можно лишь распилив трубопровод с обеих сторон от шва и сварив его заново, но уже четко следуя инструкциям.
Таким образом, используя механический или полуавтоматический станок для сварки ПНД труб, тщательно сверяйте маркировку, очищайте торцевые и прилегающие поверхности, подбирайте правильные редукционные полукольца, следите за температурой, давлением и временем прижатия. Это обеспечит надежный, ровный и качественный шов, отвечающий всем техническим требованиям.
Для больших объемов работ и на особо ответственных участках (к ним относятся, например, газо-нефтепроводы) рекомендуется применять полностью автоматические сварочные аппараты для ПНД труб, купить которые можно прямо на нашем сайте.
Типы стальных труб: бесшовные, сварные ERW, прямошовные LSAW
Бесшовная труба
Бесшовные трубы изготавливаются из стальных заготовок, которые нагревают и перфорируют для создания трубчатого сечения. Слово «бесшовные» означает отсутствие шовных сварных швов.
Бесшовные стальные трубы используются для различных применений в нефтегазовой промышленности:
- добывающая промышленность (нефтегазопромысловые трубы);
- транспортировка (передача и распределение жидкостей, таких как нефть, газ, пар, кислоты, жидкие отходы);
- переработка (процесс транспортировки по трубопроводу для переработки нефти и газа в производные продукты);
- прокладка труб для коммунальных услуг.
Наиболее распространенные типы труб, используемых в нефтегазовой промышленности (ASTM спецификации труб):
- ASTM A53, A106, A333 и API 5L (типы труб из углеродистой стали для высокотемпературной и низкотемпературной углеродистой стали);
- ASTM A335 классы от P5 до P91 (трубы из легированной хромомолистовой стали для высоких температур и давлений, для нефтеперерабатывающих и энергетических установок);
- ASTM A312 серии 300 и 400 (трубы из нержавеющей стали марок 304/L/H, 316/L/H, 321/H, 347/H);
- ASTM A790, A928 (дуплексные и супердуплексные трубы с двойной ферритной и аустенитной структурой);
- Различные спецификации материалов из никелевых сплавов (Inconel, Hastelloy, Cupronickel, Monel, Nickel 200);
- Спецификации для цветных труб (алюминий, медь, латунь, медно-никелевый сплав).
Некоторые стандарты относятся только к бесшовным трубам (например ASTM A106), другие относятся как к бесшовным, так и к сварным трубам (например ASTM A53).
Трубы из углеродистой стали (A53, A333, A106 и API 5L) занимают наибольшую долю рынка, так как их можно использовать для самых высоких и низких температур; основное применение труб из нержавеющей стали — для коррозионных работ (а более высокие классы используются в качестве повышения температуры и давления, или когда транспортируемая жидкость становится более агрессивной).
На начальных этапах производственного цикла нефтегазовой промышленности API 5CT является ключевым стандартом, охватывающим нефтегазопромысловые трубы (нарезные трубы нефтяного сортамента).

Бесшовные стальные трубы не следует путать с трубопроводом из бесшовных труб. Действительно, между трубами и трубопроводами есть несколько важных отличий, которые не только семантические. В целом, слово «трубопровод» применяется к любому трубному элементу, используемому для транспортировки жидкостей, тогда как слово «труба» относится к трубчатым сечениям (различной формы, круглой, овальной, квадратной формы), используемым для конструкционных/механических применений, измерительных систем и конструкций оборудования, работающего под давлением, таких как котлы, теплообменники и пароперегреватели.
Цены на бесшовные трубы
Бесшовные трубы имеют более высокую цену чем сварные трубы, как правило от 20 до 30% выше, из-за их довольно сложного производственного процесса (более подробно изложены, чем производство сварных и прямошовных труб) по причине того, что количество производителей бесшовных труб довольно ограничено (рынок носит олигополистический характер).
Для конкретных размеров и характеристик (например, 20-дюймовая труба или труба с большой толщиной стенки из специальных или необычных материалов, например, трубы ASTM A335 P91), существует несколько международных поставщиков труб, и как следствие, это повлияло на цены за тонну (или за метр.)
Соответственно, устанавливать цены на трубы используя стандартные цены за тонну для всех труб из «углеродистой стали» или «нержавеющей стали», независимо от фактического диаметра, толщины стенок, и конкретные классы: все эти факторы должны приниматься во внимание для того чтобы предотвратить перерасход средств в ходе в реализации проекта на более поздней стадии. Более того, цены варьируются ежедневно (особенно для легированных труб, которые содержат химические элементы, такие как молибден, никель, медь, хром, торгуемые ежедневно на Лондонской бирже металлов или рынках ферросплавов).
Размеры бесшовных труб
Стандарты ASME B36.10 и ASME B36.19 включают в себя размеры и вес бесшовных труб для нефтехимической промышленности (стандарты относятся и к сварным трубам):
- стандарт ASME B36.10 охватывает размеры углеродистых и низколегированных бесшовных труб (габариты и вес) от 1/8 до 24 дюймов
- стандарт ASME B36.19, напротив,охватывает размеры и вес труб из нержавеющей стали, дуплексных, никелевых сплавов.
Бесшовные трубы общего назначения обозначены номинальным размером трубы (представляющим приблизительную пропускную способность трубы для жидкости) и “schedule”, который отражает толщину стенки трубы (наиболее распространенные это графики 40, STD, XS, XXS для углеродистых/легированных сплавов и 10S, 40S и 80S для труб из нержавеющих и никелевых сплавов).
процесс производства бесшовных труб
Бесшовные трубы из конструкционной стали от 1/2 до 6 дюймов изготавливаются с помощью так называемого автоматического раскатного трубопрокатного стана или “процесса экструзии” (используется для меньших диаметров), в то время как «процесс фрезерной оправки» используется для больших диаметров.
Сварная труба (электрическая сварка сопротивлением)
Электросварные трубы изготавливаются с использованием стальных рулонов: рулон сначала разматывается, затем выравнивается, разрезается и, наконец, формируется в виде трубы путем электрического соединения двух ее концов.
Сварные трубы доступны в размерах от 1/2 до 20 дюймов, из углеродистой стали (ASTM A53 является наиболее распространенным стандартом) и нержавеющей стали (ASTM A312). С точки зрения размеров, ASME B36.10 и ASME B36.19 являются ключевыми справочными стандартами (API 5L для сварных труб ERW).
Таблицы размеров ASME и API показывают типичные комбинации номинального размера трубы и толщины стенки (обозначены как «schedule») и показывают вес сварной трубы в кг (или фунтах).
За последние несколько лет, сварные трубы стали эффективной альтернативой бесшовных труб, как с точки зрения цены и производительности, так и благодаря современным технологиям сварки ERW, принятым производителями сварных труб (например, HFI и HFW, высокочастотная сварка). Эти достижения в сварочных технологиях в будущем смогут уменьшить техническое превосходство бесшовных труб по сравнению со сварными трубами, сделав их взаимозаменяемыми, по крайней мере, в некоторых областях применения (низкое / среднее давление и температура). Разумеется, бесшовные трубы будут пользоваться преимуществом из-за превосходной механической прочности стальных заготовок по сравнению с рулонами и плитами.
Процесс производства сварных труб
Сварные трубы изготавливаются из стальных рулонов, которые сначала разматываются, режутся, обрабатываются, свариваются и испытываются, как показано на рисунке ниже.
Наиболее распространенная технология сварки, используемая для нефтегазовых труб, это так называемая «высокочастотная индукционная технология» (ERW-HFI), заключающаяся в применении индукционного тока на внешней поверхности трубы, способного создавать прочный сварной шов и плотно соединить две стороны стального рулона.
Прямошовная труба (продольно-дуговая сварка под флюсом)
Прямошовная труба (сварка под флюсом) изготавливается путем резки, гибки и сварки стальных пластин (процесс полуавтоматической сварки под флюсом).
Прямошовные трубы (LSAW) конкурируют с бесшовными и сварными трубами (ERW) в диапазоне размеров от 16 до 24 дюймов, но являются обязательными для трубопроводов выше 24 дюймов (так как 24 дюйма — это максимальный размер для труб общего назначения).
Двумя основными типами прямошовных труб являются продольные (с одинарным или двойным прямым сварным швом, DSAW) и спиралешовные (называемые HSAW, SSAW или SAWL трубы). Таким образом, разница между DSAW и LSAW трубами в том, что сварной шов в DSAW трубах находится внутри и снаружи трубы, в то время как LSAW трубы имеют один сварной шов на внешней поверхности.
LSAW и ERW трубы различаются тем, что при производстве LSAW труб используются стальные листы, а ERW трубы изготавливаются из стальных рулонов.
В нефтегазовой промышленности прямошовные трубы API 5L большого диаметра используются для эффективной транспортировки углеводородов на большие расстояния.
Спиралешовные трубы HSAW/SSAW используются в вспомогательных целях таких, как водоподача и распределение (не для нефти и газа).
Процесс производства прямошовных труб
Прямошовные трубы изготавливаются с помощью так называемого процесса полуавтоматической сварки под флюсом, который начинается со стальных листов как показано на рисунке.
ручной ультразвуковой контроль → механическое экспандирование либо термообработка → обработка торцов труб → гидростатические испытания → ультразвуковое испытание трубы → радиографические испытания → нанесение внешнего покрытия → нанесение внутреннего покрытия → маркировка → складирование
Бесшовные трубы против сварных
Вопрос “Сварную или бесшовную трубу использовать при строительстве?” поднимается снова и снова. У каждой из них есть свои преимущества и недостатки, которые следует обдумать, чтобы принять правильное решение:
Преимущества и недостатки бесшовной трубы
Бесшовные трубы изготавливаются из цельного стального блока и не имеют сварного шва, который может представлять слабую область (подвержен коррозии, эрозии и общему разрушению).
Форма бесшовных труб более предсказуемые и точные с точки зрения округлости и овальности по сравнению со сварными трубами.
Главный недостаток бесшовных труб — это более высокая цена за тонну по сравнению со сварными трубами того же размера и класса (бесшовные трубы конкурируют со сварными в диапазоне от 2 до 20 дюймов).
Время доставки дольше, поскольку производителей бесшовных труб меньше, чем сварных труб (для сварных труб существует меньше барьеров входа, чем для бесшовных труб).
Бесшовные трубы могут иметь не постоянную толщину стенки по всей длине, фактически, общий допуск составляет +/- 12,5%
Преимущества и недостатки сварной трубы
Сварные трубы дешевле бесшовных (тип HFI), так как они изготавливаются с использованием стальных рулонов в качестве сырья на менее сложных производственных предприятиях.
Сварные трубы имеют более короткие сроки изготовления, чем бесшовные трубы, так как производственная база больше.
У сварные труб одинаковая толщина стенок, так как они изготавливаются с использованием рулонов (сварные) или листов (прямошовные), причем обе подлежат жесткому контролю допуска.
Основным «дефектом», присущим сварным трубам, является то, что наличие сварного шва представляет собой фактор слабости. Хотя в прошлом это могло быть правдой, с развитием технологий сварки за последние десять лет это становится все менее и менее актуальным.
Вывод: современные сварные трубы HFI являются абсолютно допустимой альтернативой бесшовным трубам и помогают конечным пользователям снизить цены и время выполнения заказа на 20-25%.
Трубы, вместе трубопроводной арматурой, являются наиболее затратными элементами в строительстве завода (как правило, прокладка трубопровода составляет 5-7% от общей стоимости завода, а трубы составляют от 60 до 70% этой стоимости, трубопроводная арматура с 15 по 25 %). Эти цифры представляют собой средние значения, относящиеся к нефтегазовой промышленности и относящиеся к материалам из углеродистой стали (вес труб может быть выше для классов труб из нержавеющей стали, дуплексных и никелевых сплавов).
Последний пункт: трубы могут иметь разные цвета (окрашенная внешняя поверхность), чтобы представлять тип жидкости, которую они переносят.
*ERW — электрическая сварка сопротивлением (электросварные трубы);
*LSAW — продольно-дуговая сварка под флюсом (прямошовные трубы);
*DSAW — двусторонняя дуговая сварка под флюсом (прямошовные трубы);
*HSAW/SSAW — спиральный шов при дуговой сварке под флюсом (спиральношовные трубы);
*SAWL — дуговая сварка под флюсом (труба электрошлаковой сварки);
*HFI — сварка под сопротивлением с применением высокочастотного преобразователя.