
Труба 180х5 ГОСТ 10704 91
ГОСТ 10704-91
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСТ 10704-91
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ ПРЯМОШОВНЫЕ
СОРТАМЕНТ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ ПРЯМОШОВНЫЕ | ГОСТ 10704-91 |
Сортамент
Дата введения 01.01.93
- Настоящий стандарт устанавливает сортамент стальных электросварных прямошовных труб.
- Размеры труб должны соответствовать табл. 1.
- По длине трубы изготовляют: немерной длины:
при диаметре до 30 мм — не менее 2 м;
при диаметре св. 30 до 70 мм — не менее 3 м;
при диаметре св. 70 до 152 мм — не менее 4 м;
при диаметре св. 152 мм — не менее 5 м.
По требованию потребителя трубы групп А и В по ГОСТ 10705 диаметром свыше 152 мм изготовляют длиной не менее 10 м; трубы всех групп диаметром до 70 мм — длиной не менее 4 м;
при диаметре до 70 мм — от 5 до 9 м;
при диаметре св. 70 до 219 мм — от 6 до 9 м;
при диаметре св. 219 до 426 мм — от 10 до 12 м.
Трубы диаметром свыше 426 мм изготовляют только немерной длины. По согласованию изготовителя с потребителем трубы диаметром свыше 70 до 219 мм допускается изготовлять от 6 до 12 м;
кратной длины кратностью не менее 250 мм и не превышающей нижнего предела, установленного для мерных труб. Припуск для каждого реза устанавливается по 5 мм (если другой припуск не оговорен) и входит в каждую кратность.
Продолжение табл. 1
Продолжение табл. 1
Продолжение табл. 1
Продолжение табл. 1
Продолжение табл. 1
Продолжение табл. 1
Продолжение табл. 1
Примечания:
- При изготовлении труб по ГОСТ 10706 теоретическая масса увеличивается на 1 % за счет усиления шва.
- По согласованию изготовителя с потребителем изготовляют трубы размерами 41,5ґ1,5-3,0; 43ґ1,0; 1,53,0; 43,5ґ1,5-3,0; 52ґ2,5; 69,6ґ1,8; 111,8ґ2,3; 146,1ґ5,3; 6,5; 7,0; 7,7; 8,5; 9,5; 10,7; 152,4ґ1,9; 2,65; 168ґ2,65; 177,3ґ1,9; 198ґ2,8; 203ґ2,65; 299ґ4,0; 530ґ7,5; 720ґ7,5; 820ґ8,5; 1020ґ9,5; 15,5; 1220ґ13,5; 14,6; 15,2 мм, а также с промежуточной толщиной стенки и диаметров в пределах табл. 1.
- Размеры труб, заключенные в скобки, при новом проектировании применять не рекомендуется.
3.1. Трубы мерной и кратной длины изготовляют двух классов точности по длине:
I — с обрезкой концов и снятием заусенцев;
II — без заторцовки и снятия заусенцев (с порезкой в линии стана).
3.2. Предельные отклонения по длине мерных труб приведены в табл. 2.
| Длина труб, м | Предельные отклонения по длине мерных труб, мм, классов | |
| I | II | |
| До 6 включ. | +10 | +50 |
| Св. 6 | +15 | +70 |
3.3. Предельные отклонения по общей длине кратных труб не должны превышать:
+ 15 мм — для труб I класса точности;
+ 100 мм — для труб II класса точности.
3.4. По требованию потребителя трубы мерной и кратной длины II класса точности должны быть с заторцованными концами с одной или двух сторон.
- Предельные отклонения по наружному диаметру трубы приведены в табл. 3.
| Наружный диаметр труб, мм | Предельные отклонения по наружному диаметру при точности изготовления | |
| обычной | повышенной | |
| 10 | ±0,2 мм | ѕ |
| Св. 10 до 30 включ. | ±0,3 мм | ±0,25 |
| » 30 » 51 » | ±0,4 мм | ±0,35 |
| » 51 » 193,7 » | ±0,8 % | ±0,7 % |
| » 193,7 » 426 » | ±0,75 % | ±0,65 % |
| » 426 » 1020 » | ±0,7 % | ±0,65 % |
| » 1020 | ±0,6% | ±6,0 мм |
Примечание. Для диаметров, контролируемых измерением периметра, наибольшие и наименьшие предельные значения периметров округляются с точностью до 1 мм.
- По требованию потребителя трубы по ГОСТ 10705 изготовляют с односторонним или смещенным допуском по наружному диаметру. Односторонний или смещенный допуск не должен превышать суммы предельных отклонений, приведенных в табл. 3.
- Предельные отклонения по толщине стенки должны соответствовать:
± 10 % — при диаметре труб до 152 мм;
ГОСТ 19903 — при диаметре труб свыше 152 мм для максимальной ширины листа нормальной точности.
По согласованию потребителя с изготовителем допускается изготовлять трубы с односторонним допуском по толщине стенки, при этом односторонний допуск не должен превышать суммы предельных отклонений по толщине стенки.
- Для труб диаметром свыше 76 мм допускается утолщение стенки у грата на 0,15 мм.
- Трубы для трубопроводов диаметром 478 мм и более, изготовленные по ГОСТ 10706, поставляют с предельными отклонениями по наружному диаметру торцов, приведенными в табл. 4.
| Наружный диаметр труб | Предельные отклонения по наружному диаметру торцов для точности изготовления | |
| повышенной | обычной | |
| От 478 до 720 включ. | ±1,5 | ±2,5 |
| Св. 720 » 1020 » | ±2,0 | ±2,5 |
| » 1020 | ±3,5 | ±4,0 |
- Овальность и равностепенность труб диаметром до 530 мм включительно, изготовленных по ГОСТ 10705, должны быть не более предельных отклонений соответственно по наружному диаметру и толщине стенки.
Трубы диаметром 478 мм и более, изготовленные по ГОСТ 10706, должны быть трех классов точности по овальности. Овальность концов труб не должна превышать:
1 % от наружного диаметра труб для 1-го класса точности;
1,5 % от наружного диаметра труб для 2-го класса точности;
2 % от наружного диаметра труб для 3-го класса точности.
Овальность концов труб с толщиной стенки менее 0,01 наружного диаметра устанавливается по согласованию изготовителя с потребителем.
- Кривизна труб, изготовленных по ГОСТ 10705, не должна превышать 1,5 мм на 1 м длины. По требованию потребителя кривизна труб диаметром до 152 мм должна быть не более 1 мм на 1 м длины.
Общая кривизна труб, изготовленных по ГОСТ 10706, не должна превышать 0,2 % от длины трубы. Кривизна на 1 м длины таких труб не определяется.
- Технические требования должны соответствоватьГОСТ 10705и ГОСТ 10706.
Примеры условных обозначений:
Труба с наружным диаметром 76 мм, толщиной стенки 3 мм, мерной длины, II класса точности по длине, из стали марки Ст3сп, изготовленная по группе В ГОСТ 10705-80:
То же, повышенном точности по наружному диаметру, длиной, кратной 2000 мм, 1 класса точности подлине, из стали марки 20, изготовленная по группе Б ГОСТ 10705-80:
Труба с наружным диаметром 25 мм, толщиной стенки 2 мм, длиной, кратной 2000 мм, II класса точности подлине, изготовленная по группе Д ГОСТ 10705-80;
Труба с наружным диаметром 1020 мм, повышенной точности изготовления, толщиной стенки 12 мм, повышенной точности по наружному диаметру торцов, 2-го класса точности по овальности, немерной длины, из стали марки Ст3сп, изготовленная по группе В ГОСТ 10706-76
Примечание. В условных обозначениях труб, прошедших термическую обработку по всему объему, после слов «труба» добавляется буква Т; труб, прошедших локальную термообработку сварного шва, — добавляется буква Л.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
- РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ
В. П. Сокуренко, канд. техн. наук; В. М. Ворона, канд. техн. Наук; П. Н. Ившин, канд. техн. Наук; Н. Ф. Кузенко, В. Ф. Ганзина
Трубы электросварные круглые ГОСТ 10704-91
Сталь прочно закрепилась в строительной индустрии в качестве основного материала для создания прочных и долговечных конструкций с внушительным сроком службы. Конструкции из круглых труб прочны, а материал универсален, поэтому он широко применяется во многих отраслях строительства.
Стальные трубы представляют собой гладко ошлифованные круглые изделия, имеющие в сечении идеальный круг с одинаковой по всему периметру толщиной стенок. На лицевой стороне электросварного изделия располагается гладкий прямой или спиральный шов.
Технические характеристики и виды
Стальные трубы выпускаются мерной и немерной длины. Согласно ГОСТ 10704-91 выпускаются изделия диаметром от 10 до 1620 мм. Производство труб большего диаметра регламентирован по ГОСТ-10706-76. К ним предъявляют более строгие требования.
Трубы немерной длины производятся по следующим правилам:
- Не менее двух метров при диаметре до 30 мм;
- Более трех метров при диаметре от 30 до 70мм;
- При диаметре, превосходящем 152 мм они должны быть от 5метров.
Изделия мерной длины выпускаются в соответствии с размером:
- При диаметре менее 70 мм от 5 до 9 метров;
- При диаметре от 70 до 219 мм длина труб составляет 6 – 9 м;
- Свыше 219 мм от 10 до 12 м;
Круглые электросварные тубы изготавливается путем сгиба плоских заготовок и закрепления их контура. На завод доставляют плоские металлические заготовки требуемого для изготовления труб размера. Заготовки помещают между валиками и несколько раз пропускают между ними постепенно получая идеально круглое изделие. Место соединения сторон трубы закрепляют электросваркой, а получившиеся швы тщательно проверяют. По их форме выделяют:
- Прямошовные трубы, они характеризуются ровным швом, идущим по всей длине изделия вдоль центральной оси. Такие трубы считаются наиболее прочными, ведь слабый элемент их поверхности, шов, имеет минимальную площадь.
- Спиралешовные трубы проще в изготовлении и дешевле. Если прочность металлоконструкции может обеспечиться этим изделием – выбирают именно его.
Хранение и доставка
Для транспортировки на строительную площадку круглые электросварные трубы упаковываются в связки весом от 2 до 5 тонн. Каждую связку стропуют в двух или трех местах, в зависимости от длины изделий. После этого к связкам крепят бирки с информацией об изделии и их технических характеристиках, указывают номер партии и дату производства.
Для хранения стальных изделий подходят открытые площадки с ровными поверхностями. Рекомендуется сооружать навес, защищающий трубы от неблагоприятных климатических условий.
Для хранения труб с тонкими стенками от 0,7 до 2 мм и высококачественно обработанной поверхностью используют отапливаемые складские помещения. перед доставкой в место хранения их упаковывают в короба.
Для транспортировки выбирают железнодорожный или автомобильный транспорт. Изделия перемешают в открытых кузовах и вагонах, с помощью подъемного крана их укладывают навалом. При транспортировке не допускается перевозка тонкостенных изделий в одном контейнере с обычными трубами. Такое соседство может привести к порче более хрупких прокатных материалов.
Область применения
Стальная круглая труба – это доступный строительный материал, использующийся для выполнения самых разных работ.
Металлические трубы используют для прокладки водопроводов. Большая прочность материала позволяет значительно экономить пространство благодаря меньшей толщине коммуникаций, срок службы стальной трубы превышает показатели альтернативных материалов для прокладки коммуникаций.
Из стальных труб изготавливают каркасы зданий и сооружений. Нагрузки на трубу приходятся по большей части на ее наружный контур, поэтому полое пространство внутри не уменьшает несущей способности изделия, но значительно экономит материал. Стальные трубы хорошо переносят вертикальные нагрузки, а замкнутый контур исключает попадания во внутреннюю часть пыли и воды. Благодаря этому улучшается коррозионная стойкость материала и увеличивается срок его службы.
Часто из металлических круглых труб выполняют перила для лестниц. За круглый профиль удобно держаться рукой, его легко монтировать, он прочен и долговечен.
* Цена не является публичной офертой, просьба уточнять у менеджеров сайта.
ГОСТ 10704-91
Сортамент
Electrically welded steel line-weld tubes. Range
ОКП 13 7300, 13 8100, 13 8300
Дата введения 01.01.93
1. Настоящий стандарт устанавливает сортамент стальных электросварных прямошовных труб.
2. Размеры труб должны соответствовать табл. 1.
3. По длине трубы изготовляют:немерной длины:
при диаметре до 30 мм — не менее 2 м; при диаметре св. 30 до 70 мм — не менее 3 м;при диаметре св. 70 до 152 мм — не менее 4 м;при диаметре св. 152 мм — не менее 5 м.
По требованию потребителя трубы групп А и В по ГОСТ 10705 диаметром свыше 152 мм изготовляют длиной не менее 10 м; трубы всех групп диаметром до 70 мм — длиной не менее 4 м;мерной длины:
при диаметре до 70 мм — от 5 до 9 м;
при диаметре св. 70 до 219 мм — от 6 до 9 м;
при диаметре св. 219 до 426 мм — от 10 до 12 м.
Трубы диаметром свыше 426 мм изготовляют только немерной длины. По согласованию изготовителя с потребителем трубы диаметром свыше 70 до 219 мм допускается изготовлять от 6 до 12 м;
кратной длины кратностью не менее 250 мм и не превышающей нижнего предела, установленного для мерных труб. Припуск для каждого реза устанавливается по 5 мм (если другой припуск не оговорен) и входит в каждую кратность.
Т а б л и ц а 1

Продолжение табл. 1

Продолжение табл. 1

Продолжение табл. 1

Продолжение табл. 1

Продолжение табл. 1

Продолжение табл. 1
Продолжение табл. 1

Продолжение табл. 1

П р и м е ч а н и я:
1. При изготовлении труб по ГОСТ 10706 теоретическая масса увеличивается на 1 % за счет усиления шва.
2. По согласованию изготовителя с потребителем изготовляют трубы размерами 41,51,5—3,0; 43 1,0;1,5—3,0; 43,51,5— 3,0; 52 2,5; 69,61,8; 111,8 2,3; 146,15,3; 6,5; 7,0; 7,7; 8,5; 9,5; 10,7; 152,41,9; 2,65;1682,65; 177,31,9; 1982,8; 203 2,65; 299 4,0; 530 7,5; 720 7,5; 820 8,5; 1020 9,5; 15,5; 1220 13,5; 14,6;15,2 мм, а также с промежуточной толщиной стенки и диаметров в пределах табл. 1.
3. Размеры труб, заключенные в скобки, при новом проектировании применять не рекомендуется.
3.1. Трубы мерной и кратной длины изготовляют двух классов точности по длине:
I — с обрезкой концов и снятием заусенцев;
II — без заторцовки и снятия заусенцев (с порезкой в линии стана).
3.2. Предельные отклонения по длине мерных труб приведены в табл. 2.
Т а б л и ц а 2

3.3. Предельные отклонения по общей длине кратных труб не должны превышать:
+ 15 мм — для труб I класса точности;
+ 100 мм — для труб II класса точности.
3.4. По требованию потребителя трубы мерной и кратной длины II класса точности должныбыть с заторцованными концами с одной или двух сторон.
4. Предельные отклонения по наружному диаметру трубы приведены в табл. 3.
Т а б л и ц а 3

П р и м е ч а н и е. Для диаметров, контролируемых измерением периметра, наибольшие и наименьшие предельные значения периметров округляются с точностью до 1 мм.
5. По требованию потребителя трубы по ГОСТ 10705 изготовляют с односторонним или смещенным допуском по наружному диаметру. Односторонний или смещенный допуск не должен превышать суммы предельных отклонений, приведенных в табл. 3.
6. Предельные отклонения по толщине стенки должны соответствовать:
±10 % — при диаметре труб до 152 мм;
ГОСТ 19903 — при диаметре труб свыше 152 мм для максимальной ширины листа нормальной точности.
По согласованию потребителя с изготовителем допускается изготовлять трубы с односторонним допуском по толщине стенки, при этом односторонний допуск не должен превышать суммы предельных отклонений по толщине стенки.
7. Для труб диаметром свыше 76 мм допускается утолщение стенки у грата на 0,15 мм.
8. Трубы для трубопроводов диаметром 478 мм и более, изготовленные по ГОСТ 10706, поставляют с предельными отклонениями по наружному диаметру торцов, приведенными в табл. 4.

9. Овальность и равностенность труб диаметром до 530 мм включительно, изготовленных поГОСТ 10705, должны быть не более предельных отклонений соответственно по наружному диаметру и толщине стенки.
Трубы диаметром 478 мм и более, изготовленные по ГОСТ 10706, должны быть трех классов точности по овальности. Овальность концов труб не должна превышать:
1 % от наружного диаметра труб для 1-го класса точности;
1,5 % от наружного диаметра труб для 2-го класса точности;
2 % от наружного диаметра труб для 3-го класса точности.
Овальность концов труб с толщиной стенки менее 0,01 наружного диаметра устанавливается по согласованию изготовителя с потребителем.
10. Кривизна труб, изготовленных по ГОСТ 10705, не должна превышать 1,5 мм на 1 м длины.По требованию потребителя кривизна труб диаметром до 152 мм должна быть не более 1 мм на 1 мдлины.
Общая кривизна труб, изготовленных по ГОСТ 10706, не должна превышать 0,2 % от длины трубы. Кривизна на 1 м длины таких труб не определяется.
11. Технические требования должны соответствовать ГОСТ 10705 и ГОСТ 10706.
П р и м е р ы у с л о в н ы х о б о з н а ч е н и й
Труба наружным диаметром 76 мм, толщиной стенки 3 мм, мерной длины, II класса точности по длине, из стали марки Ст3сп, изготовленная по группе В ГОСТ 10705—80:

То же, повышенной точности по наружному диаметру, длиной, кратной 2000 мм, I класса точности по длине, из стали марки 20, изготовленная по группе Б ГОСТ 10705—80:

Труба наружным диаметром 25 мм, толщиной стенки 2 мм, длиной, кратной 2000 мм, II класса точности по длине, изготовленная по группе Д ГОСТ 10705—80:

Труба наружным диаметром 1020 мм, повышенной точности изготовления, толщиной стенки 12 мм, повышенной точности по наружному диаметру торцов, 2-го класса точности по овальности,немерной длины, из стали марки СтЗсп, изготовленная по группе В ГОСТ 10706—76:

П р и м е ч а н и е. В условных обозначениях труб, прошедших термическую обработку по всему объему, после слов «труба» добавляется буква Т; труб, прошедших локальную термообработку сварного шва, добавляется буква Л.
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССРРАЗРАБОТЧИКИ
В. П. Сокуренко, канд. техн. наук; В. М. Ворона, канд. техн. наук; П. Н. Ившин, канд. техн. наук; Н. Ф. Кузенко, В. Ф. Ганзина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 15.11.91 № 1743
3. ВЗАМЕН ГОСТ 10704-76
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
ГОСТ 10704-91 Трубы стальные электросварные прямошовные. Сортамент
.jpg)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ ПРЯМОШОВНЫЕ
СОРТАМЕНТ
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ ПРЯМОШОВНЫЕ
Сортамент
Electrically welded steel line-weld lubes. Range
OKП 13 7300, 13 8100, 13 8300
ГОСТ
10704-91
Дата введения 01.01.93
1. Настоящий стандарт устанавливает сортамент стальных электросварных прямошовных труб.
2. Размеры труб должны соответствовать табл. 1.
3. По длине трубы изготовляют: немерной длины:
при диаметре до 30 мм — не менее 2 м;
при диаметре св. 30 до 70 мм — не менее 3 м;
при диаметре св. 70 до 152 мм — не менее 4 м;
при диаметре св. 152 мм — не менее 5 м.
По требованию потребителя трубы групп А и В по ГОСТ 10705-80 диаметром свыше 152 мм изготовляют длиной не менее 10 м; трубы всех групп диаметром до 70 мм — длиной не менее 4 м;
при диаметре до 70 мм — от 5 до 9 м;
при диаметре св. 70 до 219 мм — от 6 до 9 м;
при диаметре св. 219 до 426 мм — от 10 до 12 м.
Трубы диаметром свыше 426 мм изготовляют только немерной длины. По согласованию изготовителя с потребителем трубы диаметром свыше 70 до 219 мм допускается изготовлять от 6 до 12 м;
кратной длины кратностью не менее 250 мм и не превышающей нижнего предела, установленного для мерных труб. Припуск для каждого реза устанавливается по 5 мм (если другой припуск не оговорен) и входит в каждую кратность.




1. При изготовлении труб по ГОСТ 10706-76 теоретическая масса увеличивается на 1 % за счет усиления шва.
2. По согласованию изготовителя с потребителем изготовляют трубы размерами 41,5х1,5—3,0; 43х1,0; 1,5¾3,0; 43,5х1,5¾3,0; 52х2,5; 69,6х1,8; 111,8х2,3; 146,1х5,3; 6,5; 7,0; 7,7; 8,5; 9,5; 10,7; 152,4х1,9; 2,65; 168х2,65; 177,3х1,9; 198х2,8; 203х2,65; 299х4,0; 530х7,5; 720х7,5; 820х8,5; 1020х9,5; 15,5; 1220х13,5; 14,6; 15,2 мм, а также с промежуточной толщиной стенки и диаметров в пределах табл. 1.
3. Размеры труб, заключенные в скобки, при новом проектировании применять не рекомендуется.
По длине трубы изготовляют:
По требованию потребителя трубы групп А и В по ГОСТ 10705-80 диаметром свыше 152 мм изготовляют длиной не менее 10 м; трубы всех групп диаметром до 70 мм — длиной не менее 4 м;
- немерной длины:
- при диаметре до 30 мм — не менее 2 м;
- при диаметре св. 30 до 70 мм — не менее 3 м;
- при диаметре св. 70 до 152 мм — не менее 4 м;
- при диаметре св. 152 мм — не менее 5 м.
- мерной длины:
- при диаметре до 70 мм — от 5 до 9 м;
- при диаметре св. 70 до 219 мм — от 6 до 9 м;
- при диаметре св. 219 до 630 мм — от 10 до 12 м.
Трубы диаметром свыше 630 мм изготовляют немерной длины. По согласованию изготовителя с потребителем трубы мерной длины допускается изготавливать до 12 м — при диаметре св. 70 до 219 мм, до 18 м — при диаметре свыше 219 до 630 мм;
кратной длины кратностью не менее 250 мм и не превышающей нижнего предела, установленного для мерных труб. Припуск для каждого реза устанавливается по 5 мм (если другой припуск не оговорен) и входит в каждую кратность.
(Измененная редакция, Изм. N 1).
3.1. Трубы мерной и кратной длины изготовляют двух классов точности по длине:
I — с обрезкой концов и снятием заусенцев;
II — без заторцовки и снятия заусенцев (с порезкой в линии стана).
3.2. Предельные отклонения по длине мерных труб приведены в табл. 2.
Длина труб, м
Предельные отклонения по длине мерных труб, мм, классов
ГОСТ 10704-91 «Трубы стальные электросварные прямошовные. Сортамент»

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ ПРЯМОШОВНЫЕ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ ПРЯМОШОВНЫЕ
Сортамент
Electrically welded steel line-weld lubes. Range
Дата введения 01.01.93
1. Настоящий стандарт устанавливает сортамент стальных электросварных прямошовных труб.
2. Размеры труб должны соответствовать табл. 1 .
3. По длине трубы изготовляют: немерной длины:
при диаметре до 30 мм — не менее 2 м;
при диаметре св. 30 до 70 мм — не менее 3 м;
при диаметре св. 70 до 152 мм — не менее 4 м;
при диаметре св. 152 мм — не менее 5 м.
По требованию потребителя трубы групп А и В по ГОСТ 10705 диаметром свыше 152 мм изготовляют длиной не менее 10 м; трубы всех групп диаметром до 70 мм — длиной не менее 4 м;
при диаметре до 70 мм — от 5 до 9 м;
при диаметре св. 70 до 219 мм — от 6 до 9 м;
при диаметре св. 219 до 426 мм — от 10 до 12 м.
Трубы диаметром свыше 426 мм изготовляют только немерной длины. По согласованию изготовителя с потребителем трубы диаметром свыше 70 до 219 мм допускается изготовлять от 6 до 12 м;
кратной длины кратностью не менее 250 мм и не превышающей нижнего предела, установленного для мерных труб. Припуск для каждого реза устанавливается по 5 мм (если другой припуск не оговорен) и входит в каждую кратность.
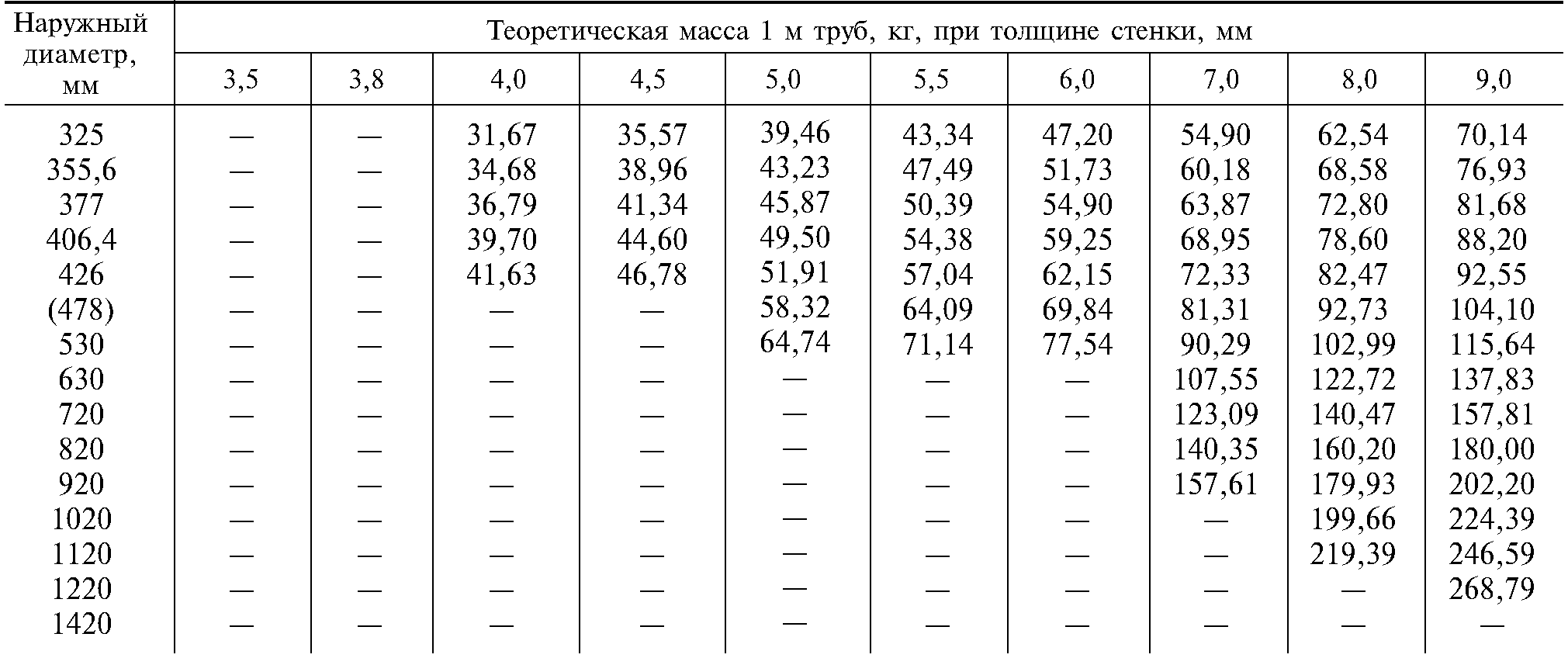
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
Продолжение табл. 1
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
Продолжение табл. 1
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
Продолжение табл. 1
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
Продолжение табл. 1
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
Продолжение табл. 1
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
Продолжение табл. 1
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
Продолжение табл. 1
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
1. При изготовлении труб по ГОСТ 1 0706 теоретическая масса увеличивается на 1 % за счет усиления шва.
2. По согласованию изготовителя с потребителем изготовляют трубы размерами 41,5 ґ 1,5-3,0; 43 ґ 1,0; 1,53,0; 43,5 ґ 1,5-3,0; 52 ґ 2,5; 69,6 ґ 1,8; 111,8 ґ 2,3; 146,1 ґ 5,3; 6,5; 7,0; 7,7; 8,5; 9,5; 10,7; 152,4 ґ 1,9; 2,65; 168 ґ 2,65; 177,3 ґ 1,9; 198 ґ 2,8; 203 ґ 2,65; 299 ґ 4,0; 530 ґ 7,5; 720 ґ 7,5; 820 ґ 8,5; 1020 ґ 9,5; 15,5; 1220 ґ 13,5; 14,6; 15,2 мм, а также с промежуточной толщиной стенки и диаметров в пределах табл. 1.
3. Размеры труб, заключенные в скобки, при новом проектировании применять не рекомендуется.
3.1. Трубы мерной и кратной длины изготовляют двух классов точности подлине:
I — с обрезкой концов и снятием заусенцев;
II — без заторцовки и снятия заусенцев (с порезкой в линии стана).
3.2. Предельные отклонения по длине мерных труб приведены в табл. 2.
Длина труб, м
Предельные отклонения по длине мерных труб,
мм, классов
3.3. Предельные отклонения по общей длине кратных труб не должны превышать:
+ 15 мм — для труб I класса точности;
+ 100 мм — для труб II класса точности.
3.4. По требованию потребителя трубы мерной и кратной длины II класса точности должны быть с заторцованными концами с одной или двух сторон.
4. Предельные отклонения по наружному диаметру трубы приведены в табл. 3.
Наружный диаметр труб, мм
Предельные отклонения по наружному диаметру при точности изготовления
Св. 10 до 30 включ.
Примечание. Для диаметров, контролируемых измерением периметра, наибольшие и наименьшие предельные значения периметров округляются с точностью до 1 мм.
5. По требованию потребителя трубы по ГОСТ 10705 изготовляют с односторонним или смещенным допуском по наружному диаметру. Односторонний или смещенный допуск не должен превышать суммы предельных отклонений, приведенных в табл. 3.
6. Предельные отклонения по толщине стенки должны соответствовать:
± 10 % — при диаметре труб до 152 мм;
ГОСТ 19903 — при диаметре труб свыше 152 мм для максимальной ширины листа нормальной точности.
По согласованию потребителя с изготовителем допускается изготовлять трубы с односторонним допуском по толщине стенки, при этом односторонний допуск не должен превышать суммы предельных отклонений по толщине стенки.
7. Для труб диаметром свыше 76 мм допускается утолщение стенки у грата на 0,15 мм.
8. Трубы для трубопроводов диаметром 478 мм и более, изготовленные по ГОСТ 10706, поставляют с предельными отклонениями по наружному диаметру торцов, приведенными в табл. 4.
Наружный диаметр труб
Предельные отклонения по наружному диаметру торцов для точности изготовления
повышенной
От 478 до 720 включ.
9. Овальность и равностепенность труб диаметром до 530 мм включительно, изготовленных по ГОСТ 10705, должны быть не более предельных отклонений соответственно по наружному диаметру и толщине стенки.
Трубы диаметром 478 мм и более, изготовленные по ГОСТ 10706, должны быть трех классов точности по овальности. Овальность концов труб не должна превышать:
1 % от наружного диаметра труб для 1-го класса точности;
1,5 % от наружного диаметра труб для 2-го класса точности;
2 % от наружного диаметра труб для 3-го класса точности.
Овальность концов труб с толщиной стенки менее 0,01 наружного диаметра устанавливается по согласованию изготовителя с потребителем.
10. Кривизна труб, изготовленных по ГОСТ 10705, не должна превышать 1,5 мм на 1 м длины. По требованию потребителя кривизна труб диаметром до 152 мм должна быть не более 1 мм на 1 м длины.
Общая кривизна труб, изготовленных по ГОСТ 10706, не должна превышать 0,2 % от длины трубы. Кривизна на 1 м длины таких труб не определяется.
11. Технические требования должны соответствовать ГОСТ 10705 и ГОСТ 10706.
Примеры условных обозначений:
Труба с наружным диаметром 76 мм, толщиной стенки 3 мм, мерной длины, II класса точности по длине, из стали марки Ст3сп, изготовленная по группе В ГОСТ 10705-80:

То же, повышенном точности по наружному диаметру, длиной, кратной 2000 мм, 1 класса точности подлине, из стали марки 20, изготовленная по группе Б ГОСТ 10705-80:

Труба с наружным диаметром 25 мм, толщиной стенки 2 мм, длиной, кратной 2000 мм, II класса точности подлине, изготовленная по группе Д ГОСТ 10705-80;

Труба с наружным диаметром 1020 мм, повышенной точности изготовления, толщиной стенки 12 мм, повышенной точности по наружному диаметру торцов, 2-го класса точности по овальности, немерной длины, из стали марки Ст3сп, изготовленная по группе В ГОСТ 10706-76

Примечание. В условных обозначениях труб, прошедших термическую обработку по всему объему, после слов «труба» добавляется буква Т; труб, прошедших локальную термообработку сварного шва, — добавляется буква Л.
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
В. П. Сокуренко, канд. техн. наук; В. М. Ворона, канд. техн. Наук; П. Н. Ившин, канд. техн. Наук; Н. Ф. Кузенко, В. Ф. Ганзина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 15.11.91 № 1743
3. ВЗАМЕН ГОСТ 10704-76
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка

