
Станок для изготовления труб из листового металла
Вальцовочный станок – оборудование для гибки листового металла
Вальцовочный станок (валковая машина, вальцы) представляет собой универсальное оборудование, используемое в сфере строительства и ремонта для гибки различных металлов.
1 Зачем нужны вальцовочные агрегаты и какими они бывают?
Такие станки применяются на любом современном предприятии для производства из листового металла конических, овальных и цилиндрических изделий. Процедура изготовления подобных конструкций называется вальцеванием. Она дает возможность получать любые трубы, заготовки для последующей штамповки, разнообразные готовые изделия из металла.
Простое вальцовочное оборудование также используется в быту, когда требуется своими руками сделать желоба, дымоходы, трубы, воздуховоды, прочие изделия для кровельных и строительных работ. Современные валковые машины позволяют работать практически с любыми металлами. Они без проблем сгибают листы из нержавеющей стали, легированных и углеродистых сплавов, алюминия, чугуна.

Имеются и модели вальцовочного оборудования, которые работают с поликарбонатными заготовками.
Все описываемые нами агрегаты для гибки листового металла делят на следующие группы:
- ручные;
- электромеханические;
- гидравлические.
Ручной станок может монтироваться на стойке (напольный) либо на верстаке (настольный). Он не имеет механического привода, поэтому для выполнения работ на нем требуется применять мускульную силу. Ручные станки очень просты в использовании. Их элементарная конструкция обеспечивает высокую надежность эксплуатации оборудования на протяжении длительного времени.
Ручные вальцы предназначены для получения труб и других изделий из листового металла толщиной до 1,5–2 миллиметров. Они легкие и компактные, что позволяет переносить их и применять непосредственно на объекте выполнения тех или иных работ (кровельных, ремонтных). А главное, им не нужно электричество. По цене настольный и напольный ручной агрегат всегда предпочтительнее электромеханического.

Станки с электрическим мотором, оснащенным редуктором, более эффективны в эксплуатации. Они облегчают и значительно ускоряют процесс гибки труб. Электромеханический агрегат устанавливается стационарно в соответствующем цехе предприятия и применяется для обработки металла толщиной до 4 миллиметров.
Гидравлическое оборудование относится к тяжелому классу. Оно используется для изготовления труб и иных конструкций в промышленных масштабах на энергомашиностроительных, судостроительных и машиностроительных комбинатах. По своему техническому потенциалу гидравлический станок превосходит электромеханический и ручной в несколько раз. На гидравлике можно производить трубы из листов металла толщиной до 8 миллиметров. Нередко гидравлическое оборудование оснащается программным управлением.
2 Немного о конструкции и принципе работы станков
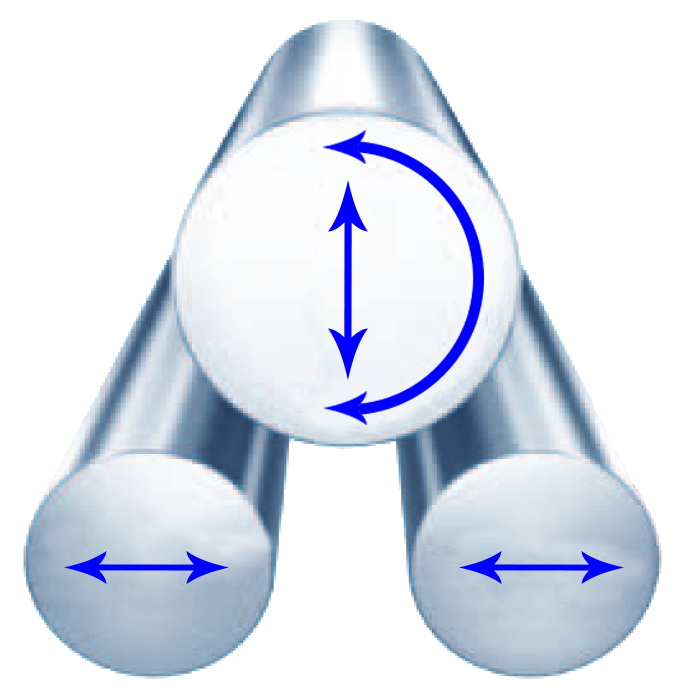
Основной узел описываемых станков – литая станина. Делают ее из стали или чугуна. На станину монтируется специальный деформационный механизм, состоящий из нескольких (3–4) валков. Два валка являются неподвижными, вращение в процессе работы совершают третий и, если есть, четвертый. Подвижные валы, кроме того, могут перемещаться по вертикали.
Верхний валок фиксируется на станине по схеме, дающей возможность быстро снять его при необходимости либо оперативно настроить для производства труб с разным сечением. Регулировка данного элемента конструкции выполняется единым винтом барашкового типа. При наличии канавок на рабочих валках на них можно сгибать не только трубы, но и прутки или толстую проволоку. Ручной станок для гибки металла обычно имеет три валка, электромеханический – 3–4. А вот гидравлические установки всегда выпускаются с четырьмя валками.

Процесс изготовления труб на любом агрегате при этом по-настоящему прост:
- сначала лист металла посредством специальной рукоятки на станке зажимают между средним и крайним валом;
- затем прижимают третьим валком к ним заготовку;
- начинают вручную вращать валки либо запускают электродвигатель.
Проходя через валы с определенной скоростью, металл сгибается под нужными углами. Чтобы сделать своими руками трубы или желоба вполне достойного качества, можно приобрести ручной станок. По большому счету, его даже нет необходимости покупать (хотя стоят они и недорого), так как можно собрать самодельный агрегат и эффективно использовать его для выполнения мелких работ. О том, как это сделать, смотрите следующий раздел статьи.
3 Простой самодельный агрегат для вальцовки металла
Изготовить своими руками такой станок сможет каждый, кто поставит перед собой подобную задачу. Мы очень коротко опишем, из каких материалов и как именно можно сделать самодельный агрегат. Сначала требуется взять каркас из труб либо изогнутый профиль, который будет выполнять функцию станины.
Затем подготавливаем профиль П-образной формы (идеально, когда материалом для него служит закаленная сталь) для изготовления вертикальной опоры нашего оборудования. Деформирующий узел станка для вальцевания размещается в открытой (верхней) части профиля. Зафиксировать его можно при помощи струбцины, на которую нанесена резьба. Под станиной закрепляют нижнюю часть П-профиля.
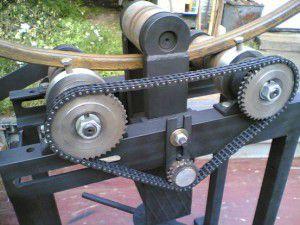
После этого берем передаточную цепь, без которой вальцовое устройство не будет работать, и монтируем ее на звездочки. Здесь важно хорошо натянуть цепочку и обязательно проверить легкость ее хода.

Потом устанавливаем ручку подачи и крепим к станине весь механизм, используя подшипники качения. Вы сделали простейший ручной станок для вальцевания своими руками! Желательно предусмотреть в его конструкции специальный механизм, позволяющий выполнять регулировку зазора между валами. Тогда вы сможете производить обработку металла разной толщины.
Несложно изготовить своими руками и более сложный вальцовочный механизм. В интернете сейчас есть немало материалов по данному вопросу. Найдите сайт с соответствующей информацией, посмотрите на чертежи самодельных установок и сделайте своими руками то оборудование, которое идеально подойдет вам.
4 Популярные марки ручных станков
Современный рынок оборудования для металлообработки способен удовлетворить любые запросы. Каждый может найти нужный ему станок за вполне приемлемую стоимость. Несложно приобрести и недорогую компактную установку для гибки труб своими руками, и профессиональный напольный агрегат для крупного производственного цеха либо скромной частной мастерской.

Популярностью пользуются вальцы следующих производителей:
- Stalex. Любители и специалисты приобретают далее указанные модели вальцовочных механизмов от этого известного производителя – W01-0,8х1000, W01-2х1250, W01-0,8х915, W01-0,8х610, W01-0,8х305. Выбрать нужный агрегат несложно, в его маркировке первая цифра означает толщину листового металла, с которой работает станок, а вторая – его ширину. Вальцовочное оборудование под брендом Stalex изготавливается из высокопрочных марок стали, которые характеризуются высоким уровнем антикоррозионной защиты. На таких станках вы без труда сделаете своими руками множество разнообразных изделий, начиная от труб и заканчивая более сложными деталями.
- METALMASTER. Известные модели – MSR 1215 и MSR 1315 – трехвалковые механизмы высокой надежности. Работать за таким станком очень просто и удобно, никаких спецнавыков не требуется. Чаще всего продукцию METALMASTER покупают владельцы небольших мастерских, в которых осуществляется изготовление трубы (в том числе и профильной) различного сечения. Валки вращаются от рычага, на агрегатах указанных моделей возможна обработка прутков за счет наличия канавок на роликах.

- Энкор Корвет. Российский бренд, под которым выпускается вальцовочный агрегат Корвет-512. Станки под этой торговой маркой характеризуются невысокой стоимостью за счет того, что их собирают в Китае, и отличными техническими характеристиками. Корвет-512 позволяет своими руками сгибать трубы из листов толщиной не более 1,5 миллиметров.

Также вы можете купить оборудование других производителей – SAHINLER, JET, SCHWARTMANNS, PRINZING. Станки различаются по своей цене, но все они хорошо справляются со своей основной задачей.
5 Электромеханическое вальцовочное оборудование
Ассортимент механических вальцовочных станков с электродвигателем не менее впечатляющий. Востребованные электромеханические валковые машины производятся уже указанными фирмами, а также российскими заводами. Опишем несколько популярных моделей такого оборудования:
- ВЭМ (1250, 1000, 2000, 1500): трехвалковые агрегаты, работающие с листами шириной от 1000 до 2000 мм и толщиной от 0,8 до 2,25 мм (в зависимости от конкретной модели). Станки идеальны для отечественных производственных условий, они прочны и надежны, редко требуют ремонта, могут оснащаться разнообразными дополнительными приспособлениями (например, для сгибания профильной трубы). Такими агрегатами оснащены многие российские комбинаты.
- Stalex (серия ESR, модели – 1550х3.5, 1300х4,5, 1300х2,5, 1300х1,5): оборудование профессионального класса с асимметричными валками (нижние – регулируемые, верхний – неподвижный). Верхний валок в данных станках имеет поворотно-откидное устройство и дополнительно оснащается сверхнадежным зажимом эксцентрикового типа.
- METALMASTER (ESR 1315, 1345 и 1325): станки с прочной конструкцией из металла и ножным управлением, используемые для производства профильной трубной конструкции, а также любых других труб, систем водостока. Оборудование, кроме того, работает с арматурными прутьями. На вальцовочных установках ESR от METALMASTER монтируются двигатели мощностью 1,5–2,2 кВт. Все они обязательно снабжаются кнопкой экстренного выключения и сигнальными лампами на лицевой стороне, облегчающими процесс получения профильной или иной трубы из металлических листов.

Как видим, выбор вальцовочного оборудования в настоящее время очень хорош. Легко можно приобрести и профессиональные станки для использования на производствах, и любительские агрегаты для бытового применения.
Вальцы, оборудование для изготовления трубы из листового металла
Вальцы – станочное оборудование, предназначенное для получения деталей, обладающих формой тела вращения из листового материала. При использовании дополнительных приспособлений на них можно производить гибку профильного сортамента. О том как самостоятельно изготовить профилегиб читайте в этой статье.
Кроме прямых цилиндрических изделий, на вальцах можно изготавливать детали в виде усеченного конуса. Кинематическая схема проста, но в управлении требуется опыт.
Принципы работы

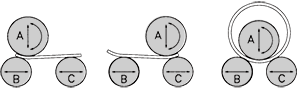
Для получения круглого профиля трубы из листового металла края заготовки предварительно подгибаются. Затем, увеличивая размер подгиба, заготовка принимает форму овала. На финишном этапе заготовка в течение некоторого времени обкатывается до получения требуемого профиля.
Обкатка производится на валках. Минимально возможный диаметр получаемой детали зависит от диаметра валка, вокруг которого происходит формообразование. Чем меньше диаметр, тем меньше внутренний диаметр трубы.
На машиностроительном производстве широкое распространение нашли вальцы с тремя валками. А в тяжелом машиностроении с четырьмя.
Трехвалковые вальцы работают по следующему принципу.
Листовая заготовка помещается между верхним и двумя нижними валками. Все вальцы оборудованы механизмом подачи, обеспечивающим подгиб листа. Предварительно создав усилие перемещением валка, лист металла начинают прокатывать по очереди в обе стороны. При этом начинается формирование профиля. Вал постепенно перемещается, пока заготовка не достигнет требуемого профиля.
В зависимости от модели вальцов перемещаться может верхний вал или оба нижних одновременно.
Виды, классификация и использование
Благодаря разнообразным конструкциям и типам вальцов получают большой ассортимент продукции в различных отраслях нашей экономики. Их можно классифицировать по следующим признакам:
- По количеству исполнительных органов:
- двухвалковые;
- трехвалковые;
- четырехвалковые.
- По типу привода:
- ручной;
- механический;
- электрический;
- гидравлический.
- По способу сгибания:
- сегментные;
- дроновые;
- пружинные;
- арбалетные.
- По типу управления:
- рунное;
- ЧПУ.
 По количеству исполнительных органов:
По количеству исполнительных органов:  Маленькими вальцами с двумя валами в основном пользуются мастера в ювелирных мастерских. На них прокатывают плоские или профильные заготовки, производится вальцовка.
Маленькими вальцами с двумя валами в основном пользуются мастера в ювелирных мастерских. На них прокатывают плоские или профильные заготовки, производится вальцовка.
Также двухвалковые вальцы можно встретить на предприятиях общепита. Их используют для прокатывания теста. Полотно получается одной толщины и любой длины.
Обычно такие агрегаты имеют ручной привод, так как не требуется больших нагрузок. Для одновременного вращения всех валков используется цепная или зубчатая передача. Они компактны, имеют небольшой вес и закрепляются на столе струбциной или несколькими болтами.
Электрические модели обладают высокой производительностью. Их широко используют при изготовлении труб из листового металла. Трубы делают для воздуховодов, дымоходов, водостоков и прочего.
Электропривод и небольшой вес на рамной конструкции позволяет устанавливать такие станки непосредственно на месте монтажа или в домашней мастерской. Более громоздкие и мощные станки предназначаются для предприятий.
Вальцы с гидроприводом относятся к тяжелому оборудованию. Обычно их высота превосходит человеческий рост в несколько раз. А мощность привода позволяет катать стальные листы толщиной более 100 мм . Получаемые детали в диаметре достигают 6 м .
Чтобы сделать конус на вальцегибочной машине, необходимо боковым валам придать дополнительную степень свободы. Выражается это тем, что одна сторона вала подвижна и в зависимости от угла конуса может подниматься на необходимую высоту. Заготовка при такой обкатке стремится съехать. Для предупреждения со стороны смещения заготовки устанавливается упорный ролик.
К данной категории оборудования можно отнести и прокатный станок для листового металла. Его основное назначение – получение листового металла различной толщины из горячей толстой заготовки путем прокатывания. Станками такого типа оснащаются сталелитейные предприятия.
Из-за того, что заготовки подаются разогретыми до высоких температур, валы стана изготавливаются из жаропрочной термически обработанной стали.
Станок для гибки листового металла своими руками
 Для домашней мастерской мастера сами изготавливают вальцовочное оборудование. На нем изготавливаются изделия из жести, черной и нержавеющей стали толщиной не более 1,5 мм , а также из алюминия и сплавов на его основе.
Для домашней мастерской мастера сами изготавливают вальцовочное оборудование. На нем изготавливаются изделия из жести, черной и нержавеющей стали толщиной не более 1,5 мм , а также из алюминия и сплавов на его основе.
Чтобы изготовить и собрать вальцы ручные своими руками, чертежи необходимо скачать с любого форума, посвященного данной теме. Их необходимо скорректировать, чтобы собрать самодельный вальцовый станок, необходимый вам.
Только придется заказывать изготовление зубчатых колес и валов. Их шейки, как правило, многоступенчатые и шлифуются под посадку подшипников.
Раму для увеличения жесткости лучше изготовить из швеллера, чем из профильной трубы. Резка элементов производится согласно разработанным чертежам. Подшипниковые узлы должны располагаться на одной осевой линии, если станок двухвалковый. А если трехвалковый, то валы располагаются в форме равностороннего треугольника.
Сборка производится в следующей последовательности:
- Сварка несущей рамы.
- Монтаж боковых стоек.
- Установка валов.
- Монтаж элементов передачи вращения.
- Проверка работоспособности.
 Сварка несущей рамы.
Сварка несущей рамы.При установке дополнительных приспособлений (профильных катков) вальцы превращаются в фальцевальный станок. Высота фальца задается катком. А ответная часть, П-образная, изготавливается на другом комплекте катков.
Вальцы, вальцовочные станки

Вальцовочный станок или вальцы — это станок для гибки круглых или овальных труб, конусов и желобов из листового металла. Обычно вальцы имеют от 2-х до 4-х гибочных валов, ручной или электромеханический привод вращения, а также ручной, электрический или гидравлический прижим валов. Наличие привода всех валов позволяет защитить заготовку от царапин за счет предотвращения её проскальзывания. Кроме того, промышленное оборудование нередко имеет контроллер ЧПУ. Вальцовочные листогибочные станки получили довольно широкое распространение во многих производственных отраслях, в том числе в производстве воздуховодов, дымоходов, водостоков, баков и др.
По типу
По производителю
Какие вальцы выбрать?
1. Двухвалковые вальцы
Двухвалковые вальцы имеют два вала, расположенных один над другим. Как правило, верхний вал изготовлен из прочной стали и имеет небольшой диаметр сечения. Нижний вал имеет значительно больший диаметр и выполнен из стали, покрытой гибким упругим материалом (полиуретан, каучук). При этом диаметр получаемой трубы зависит от силы прижима двух валов при вальцовке.
Преимуществом таких вальцев является отсутствие прямых необработанных участков по краям заготовки (без предварительного подгиба и подрезки краёв).
2. Трёхвалковые вальцы
Вальцы с тремя валами — самые распространенные станки благодаря разнообразию размеров, отработанной технологии и более низкой стоимости. Они позволяют производить трубы различных форм, конусы, водосточные желобы.
По взаимному расположению валов такие вальцы делятся на несколько видов:
Симметричное расположение валов
Такие вальцы отличаются простой конструкцией и низкой ценой. Недостаток — отсутствие возможности подгиба краев заготовки.
Симметричное регулируемое расположение валов
При такой конструкции сводятся к минимуму прямые участки по краям заготовки, благодаря чему получаемые трубы отличаются идеальной формой.
Асимметричное расположение валов
При асимметричном расположении валом практически отсутствуют прямые участки по краям заготовки, поэтому качество труб сравнимо с продукцией четырехвалкового станка.


3. Четырёхвалковые вальцы
Четырёхвалковые вальцовочные станки являются наиболее удобными, производительными и точными. Зачастую оснащаются контроллером ЧПУ, имеют электропривод прижима подгибающих валов. Такие станки позволяют получить трубы с очень высоким качеством гибки по всей длине без оставшихся прямых участков по краям, что особенно критично при последующей шовной сварке труб встык. Кроме того четвертый вал позволяет быстро выполнять центрирование листа, действуя как упор.
Как купить Вальцы
Компания «МОССклад» поставляет Вальцы, вальцовочные станки во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить Станки для вальцовки листового металла следующих производителей: BENDMAK, BRI Svarcove, FERROX, MG, PRINZING, PROD-MASZ, RAS, SAY-MAK, SPIRO, Россия, и другие.
Приобрести Вальцы у нас очень легко:
- Выберите интересующее оборудование в подразделе выше
- Узнайте характеристики, посмотрите фото и видео, нажав на название модели
- Узнайте способы оплаты, доставки и запуска оборудования в разделе «Как купить»
- Позвоните бесплатно из любого города РФ 8-800-333-51-02 или отправьте запрос на info@mossklad.ru
Что-то заинтересовало? Отправьте нам запрос
Мы обработаем запрос и направим Вам ответ.









Технические характеристики оборудования могут быть изменены производителем без предварительного уведомления. Информация на сайте носит справочный характер и не является публичной офертой в соответствии с п.2 ст.437 ГК РФ.
Запрещено копирование любых материалов сайта в коммерческих целях без письменного разрешения ООО «МОССклад» (ст.1259 и ст.1260 гл.70 «Авторское право» ГК РФ).
© 2006-2021 ООО «МОССклад».

Режим работы ООО «МОССклад»:
ПН — ПТ 9:00 — 18:00 (Мск)
Станок для вальцовки листового металла и труб
Вальцовочные станки предназначены для поперечной и продольной деформации металлоизделий без изменения их температуры. Их используют для обработки ровных поверхностей разной толщины и размеров. Вальцовочные механизмы распространены на различных видах производства: машиностроении, строительстве и других.
Назначение вальцовочных станков

На вальцовочных станках обрабатывают нержавеющую, легированную, углеродистую сталь, листовой алюминий, медь, латунь и поликарбонат. На них изготавливают водостоки, воздуховоды, трубы для дымоходов, дугообразные изделия, подгибают кромки деталей, подправляют заготовки плоской формы.
Чаще всего на вальцовочном оборудовании формируют детали в форме конусов, овалов или кругов. Для этого в устройстве предусмотрены валы, через которые прокатывается лист металла.
Устройство и принцип работы вальцовочного станка

Вальцовочное устройство размещается на мощной и тяжелой станине, которая должна обеспечивать устойчивость в процессе работы. Самые простые станки оснащены тремя валами, более сложные — до девяти. На производстве наиболее распространены трех- и четырехвальцовые механизмы.
Кроме листового металла, некоторые станки позволяют сгибать металлический прут, трубу. Для этого на вальцах есть специальная канавка.
Металлический лист размещается на нижних вальцах, верхний (или задний) придавливает его сверху. Изменять можно горизонтальное положение нижних вальцов и вертикальное — верхнего. В зависимости от их соотношения определяется радиус будущего изделия.
Вальцы могут быть металлическими полированными или обрезиненными.
Конструктивные особенности станка определяют его технологические возможности:
- ширина листового металла;
- поперечник вальцов: от него зависит радиус будущего изделия;
- толщина металла: от нее зависит сила прижима вальцов;
- максимальные расстояния между валами: определяют радиусы изгиба детали;
- производство конусовидных деталей: возможно на станках, где валы в плоскости перемещаются относительно друг друга.
Существуют и другие технические характеристики, от которых зависит удобство использования и производительность станков.
Виды вальцовочных машин

Вальцовочные механизмы используются в основном на средних и крупных производствах. В мелких мастерских их роль успешно выполняют ручные листогибы.
Вальцовочные машины бывают механическими и электромеханическими.
Механические станки это наиболее простая и дешевая конструкция. Она содержит три вальца, которые вращаются мускульной силой. Движение от рукоятки на исполнительный механизм передается шестеренками. Верхний вал прижимается механическими прижимами. Характеристики механических вальцов:
- длина заготовки — 34 см — 2 м;
- толщина материала 0,8 — 3 мм.
Устройство не позволяет выполнять конусные изгибы. Чаще всего механические вальцовки используются в малых цехах и мастерских для изготовления изделий из алюминиевого и стального тонкого листа.
Электромеханические станки более производительные, оснащены электроприводом, который вращает исполнительный механизм. За счет применения электрической установки можно увеличить толщину металла и скорость выполнения работы. Электропривод всегда оборудуется тормозом. Реверс и моментальная остановка требуются в начале изготовления детали и при формовке желобов. Дополнительно оборудование комплектуется насадками для изготовления профильных труб квадратного сечения, уголков.
- длина заготовки варьирует 34 см до 2 м;
- наибольшая толщина листового металла — 1 см.
Существуют модели с памятью настроек. Станок фиксирует диаметр трубы, поэтому не требуются выставлять его для каждой новой заготовки. Подобное возможно благодаря редуктору верхнего вала. Верхний вал освобождается с помощью защелки. Квалифицированный специалист за одну минуту может изготовить на таком станке 2 трубы.
| Тип привода | Наибольшая ширина листа, см | Наибольшая толщина листа, мм | Диаметр вальцов, мм | Габариты станка, см | Вес, кг | |
| ВРН-340 | ручной | 34 | 3 | 41 | 60 х 30 х 20 | 35 |
| СЭТ-1250 | электрический | 125 | 1 | 90 | — | — |
| ВРН-1300 | ручной | 130 | 1 | 76 | 145 х 25 х 30 | 120 |
| ВРМ-1500 | ручной | 150 | 1,5 | 70 | 175 х 60х100 | — |
| Корвет | электрический | 130 | 1,5 | 75 | 175 х 53 х 63 | 275 |
| Proma ZS-8 | электрический | 100 | 0,8 | 50 | 142 х 34 х 50 | 86 |
| АВР 1000 | ручной | 100 | 0,7 | 55 — 58 | 160 х 55 х 118 | 120 |
| ВЭН-1300 | электрический | 130 | 0,8 | 76 | 155 х 30 х 28 | 145 |
| ВЭЛ-2000 | электрический | 200 | 1 | 72 | 275 х 76 х 107 | 345 |
Таблица 1. Характеристики некоторых моделей вальцовочных станков
Вальцы могут быть настольными и напольными. Настольное устройство фиксируют на верстаке с помощью шурупов. Электромеханические станки выполняют стационарными. Конструкции на механической тяге часто бывают разборными для удобства перевозки.
Четырехвалковые станки

Более производительные и мощные устройства на гидравлической тяге. Их используют не только при изготовлении строительных элементов, но и в авиастроении, кораблестроении, гидромашиностроении. Производительность их на 45 — 80% больше, чем у трехвалковых. Они обладают следующими преимуществами:
- процедура подгибки и гибки усовершенствована, благодаря чему плоский край получается короче;
- в один проход материала осуществляется гибка листа с обоих краев;
- не требуется предварительная подгибка листа, необходимая на трехвалковых устройствах;
- автоматический режим не подразумевает дополнительные заправки материала. Лист подается горизонтально, а не наклонно, как в трехвалковых;
- четырехвалковые механизмы работают с листами пятиметровой ширины.
Четырехвальцовые станки оснащены дополнительным роликом спереди. Когда металл размещен между нижними и верхним роликом, передвижением дополнительного ролика снизу-вверх подгибается передний край листа. Таким образом, получается наиболее удобная для будущей вальцовки форма. Дополнительный вал перемещается за счет пневматического механизма.
Вальцы с ЧПУ
Стандартный вальцовочный механизм с электроприводом дополнительно оснащается числовым программным управлением. Цифровое позиционирование осуществляется для прижимного вальца. Как правило, такие станки могут работать в ручном или автоматическом режимах.
Программы предусматривают гибку трубы с сечением:
- прямоугольник;
- овал;
- круг;
- треугольник;
- неправильный овал.
На таком станке легко изготавливать корпусы для бойлеров, печей, трубы, баки. Заготовка подается плавно, автоматически регулируется толщина материала и угол загиба. В память числового программатора можно ввести более 250 программ, оборудование оснащается системой защиты от сбоев и самодиагностикой неполадок. При выполнении изделия вводятся индивидуальные настройки. Только на станках с ЧПУ возможно изготавливать такие формы, как полицентрик или эллипс. В качестве дополнения к вальцовочному аппарату предлагается устройство для автоматического сброса изделий и накопительная площадка для труб.
Порядок работы на вальцовочном станке
- Поднимаем верхний прижимной вал.
- Устанавливаем лист металла между верхним и нижними вальцами.
- Используя прижимные винты, приближаем верхний вал к нижним на расстояние, требуемое для создания детали с нужным радиусом.
- Вручную или с помощью тумблера опускаем прижимной вал и пропускаем через ролики весь лист.
- Чтобы снять деталь, необходимо поднять верхний ролик и установить его в начальную позицию.
- Вал можно полностью откинуть в сторону или снять, чтобы снять деталь с замкнутым контуром.
Когда верхний вал располагается параллельно нижним, получается цилиндрическая деталь. Если необходимо изготовить коническую трубу, прижимной вал размещают под углом к ведущим. Чем дальше прижимной ролик от ведущих — тем больше будет радиус трубы.
Самодельный вариант станка
Несмотря на простоту конструкции, собрать своими руками вальцовочный станок не так просто. Ведь большинство деталей придется вытачивать. Но обладая токарными навыками и инструментами, можно попробовать собрать самодельный аппарат на ручной тяге. Для этого понадобятся:
- швеллер;
- металлические штыри различного диаметра;
- валы диаметром 70 или 90 мм;
- подшипники;
- сварочный аппарат;
- болгарка;
- токарный станок.
- Из швеллера свариваем основание станины.
- Рама станка выполняется из швеллера в форме буквы «П», из арматуры привариваются ограничители для стойки прижимного вала.
- Вырезаем 3 вала, устанавливаем нижние валы на подшипники и стойки закрепляем на уголки, которые вставляются в основание с межцентровым расстоянием 300 мм. При необходимости расстояние между ними можно менять. Нижние вальцы можно снимать, это облегчает перевозку станка.
- Стойка для прижимного вала сваривается из швеллера в форме «П», она должна свободно помещаться внутри основной стойки.
- Положение вала регулируется штырем с резьбой, который проходит через верхнюю поперечину обоих стоек и закрепляется снизу шайбой.
- Верхний вал вращается на подшипниках.
Максимальный размер обрабатываемого листа металла зависит от длины валов. Расстояние между нижними валами можно изменять вручную. Вращаются валы ручкой, которая вставляется в торцы. Для этого в них заранее подготавливают отверстия квадратного сечения. Ручки сваривают из металлического прута квадратного сечения. Удобнее сделать их съемными, чтобы не занимали много места в мастерской. На представленном вальцовочном станке можно гнуть не только металл, но и трубы.
Видеоролик с описанием этого самодельного вальцовочного аппарата, автоматического станка «Тапко-М» и промышленного оборудования с ЧПУ:
Вальцы для листового металла

Ширина обработки: 1600 — 4100 мм
Толщина обработки: 4 — 70 мм
Ø верхнего валка: 140 — 540 мм
Вес: 2000 — 55 000 кг

• Планетарная система перемещения боковых валков
• Все валы установлены в сферических подшипниках, способных выдерживать экстремальные нагрузки
• Использование комплектующих от ведущих мировых производителей
• Цифровой дисплей показывает текущее положение боковых валов
Ширина обработки: 2100 — 4100 мм
Толщина обработки: 4 — 70 мм
Ø верхнего валка: 160 — 540 мм
Вес: 2320 — 55 000 кг
• Планетарная система перемещения боковых валков
• Все валы установлены в сферических подшипниках, способных выдерживать экстремальные нагрузки
• Использование комплектующих от ведущих мировых производителей
• Цифровой дисплей показывает текущее положение боковых валов
Ширина обработки: 2050 — 3100 мм
Толщина обработки: 10 — 70 мм
Ø верхнего валка: 240 — 600 мм
Вес: 6000 — 25 000 кг
• Планетарная система перемещения боковых валков
• Минимальный коэффициент диаметра обечайки относительно верхнего вала
• Минимальный прямой участок на концах детали
• Приспособление для конической гибки
Ширина обработки: 2050 — 4100 мм
Толщина обработки: 12 — 85 мм
Ø верхнего валка: 280 — 680 мм
Вес: 8550 — 82 500 мм
• Тяжелая стальная сварная несущая рама, термообработанная для снятия напряжений
• Гидравлическая откидная опора для облегчения снятия готового изделия
• Система аварийного отключения: проволочный барьер безопасности вокруг машины и кнопка аварийного останова
• Линейная система перемещения боковых валков
Ширина обработки: 1050 — 2050 мм
Толщина обработки: 0,8 — 2,0 мм
Ø валов: 46 — 75 мм
• Позволяют работать с заготовками длиной до 2 метров, что удобно при производстве прямых участков круглых воздуховодов
• Выпускаются двух типов: с ручным приводом — серия R, с электроприводом – серия IR
• Канавки на концах валков
• Приспособление для конической гибки
Ширина обработки: 1050 — 4100 мм
Толщина обработки: 2 — 16 мм
Ø верхнего валка: 150 — 260 мм
Вес: 1850 — 9300 кг
• Двухскоростная рабочая система
• Стальная сварная рама
• Кованые стальные валки повышенной прочности на растяжение с индукционной закалкой
• Устройство для конической гибки
Ширина обработки: 2050 — 3100 мм
Толщина обработки: 4 — 10 мм
Ø верхнего валка: 170 — 220 мм
Вес: 2400 — 7000 кг
• Планетарная система перемещения боковых валков
• Минимальный коэффициент диаметра обечайки относительно верхнего вала
• Минимальный прямой участок на концах детали
• Приспособление для конической гибки
Ширина обработки: 2050 — 4100 мм
Толщина обработки: 6 — 60 мм
Ø верхнего валка: 320 — 550 мм
Вес: 10 500 — 50 000 кг
• Защита от перегрузки
• Цифровая индикация позиционирования валков
• Приспособление для конической гибки
• Откидная опора для удобного снятия готового изделия
Ширина обработки: 1050 — 2050 мм
Толщина обработки: 2,0 — 5,5 мм
Ø валов: 110 — 140 мм
Вес: 1080 — 1530 кг
• Вращение верхнего и нижнего валов обеспечивается электродвигателем и редуктором
• Подъем бокового гибочного и нижнего валов осуществляется вручную при помощи маховиков
• Приспособление для конической гибки
• Сварной корпус машины
Ширина обработки: 2050 — 4100 мм
Толщина обработки: 8 — 70 мм
Ø верхнего валка: 205 — 600 мм
Вес: 4000 — 47 000 кг
• Машина не требует смазки за счёт использования закрытых подшипников
• Индукционная закалка поверхности валов до твердости 50-62 HRC, а также их шлифовка и полировка
• Электронная система контроля обеспечивает абсолютную параллельность валков
• Планетарная система перемещения боковых валков
Ширина обработки: 2100 — 4100 мм
Толщина обработки.: 4 — 45 мм
Ø верхнего валка: 160 — 540 мм
Вес: 2100 — 45 000 кг
• Три валка приводятся в действие тремя отдельными гидравлическими приводами и редуктором
• Планетарная система перемещения боковых валков
• Усилие на вал передается напрямую, без потерь на дополнительные механизмы
• Сферические подшипники способны выдерживать экстремальные нагрузки
Ширина обработки: 500 — 6000 мм
Толщина обработки: 2 — 100 мм
Ø верхнего валка: 160 — 750 мм
Вес: 4000 — 80 000 кг
• Планетарная система перемещения боковых валков
• Все валы установлены в сферических подшипниках, способных выдерживать экстремальные нагрузки
• Использование комплектующих от ведущих мировых производителей
• Цифровой дисплей показывает текущее положение боковых валов


Придать металлическому листу округлую форму для формирования изделия конической, овальной или цилиндрической формы помогут вальцы, или валковые листогибочные машины. В настоящее время, они успешно применяются для производства дымоходов и вентиляционных каналов, труб и емкостей, воздушных вентиляционных систем и коммуникаций и т.д.
Технологические особенности и преимущества
Принцип действия, положенный в основу работы валковых листогибочных машин, — холодная гибка. Она не требует значительных энергетических ресурсов, бережно воздействует на металл и позволяет быстро придать и надежно зафиксировать требуемую форму. В числе преимуществ листогибочных вальцов – небольшие размеры, мобильность, высокая производительность и универсальность, т.е. способность справляться не только с металлическими сплавами, но и с полимерами, бережно воздействуя на их поверхность и не разрушая структуру.
Главным рабочим инструментом вальцовочных машин являются валы, приводимые в движение с помощью ручного, электромеханического либо гидравлического привода. Их количество может составлять до 4-х штук, в зависимости от конкретной модели и назначения оборудования. Вращаясь в разных направлениях, вальцы пропускают через себя лист металлической заготовки, изгибая ее под требуемым радиусом и надежно фиксируя получившуюся форму. Аналогичный принцип работы характерен для всех без исключения вальцовочных станков для листового металла, независимо от количества цилиндров.
При выборе валковых листогибочных машин необходимо учитывать их производительность, мощность и прочие рабочие параметры. Чем сложнее конфигурация модели, тем выше будет ее стоимость. Но, в любом случае, оборудование быстро окупит понесенные расходы и оправдает ваши ожидания в вопросах беспроблемной и выгодной эксплуатации.
Преимущества компании
КАМИ предлагает широкий выбор фирменного оборудования Sahinler, TRIUMPH, DAVI и проч. Постоянно в продаже – модельный ряд вальцов для листового металла с тремя и четырьмя валами. При необходимости получения дополнительных консультаций и помощи в подборе оптимального оборудования вы можете позвонить по указанному телефону и задать нашим специалистам все интересующие вопросы.

