Пайка ПВХ труб своими руками
Пайка ПВХ труб – учимся делать все своими руками
 В сфере водоснабжения и отопления пластику удалось быстро сместить металл с лидирующих позиций. Пластиковые изделия оказались во многом более практичными и удобными, по сравнению с металлом.
В сфере водоснабжения и отопления пластику удалось быстро сместить металл с лидирующих позиций. Пластиковые изделия оказались во многом более практичными и удобными, по сравнению с металлом.
Имея дело с канализацией, не обойтись без такого процесса, как пайка ПВХ труб. Он имеет свои нюансы, как и любая работа с системой канализации.
Стыковку труб из этого материала несложно выполнить своими руками, если учитывать основные нюансы. Но к сварке надо относиться ответственно, чтобы не допустить серьёзных ошибок.
Об основных способах пайки ПВХ трубопроводов
Для выполнения сварки мастера пользуются следующими основными методиками.
- «Стыковая».
- «Электромуфтовая».
- «Муфтовая». Муфта соединительная приобретается отдельно.
- С использованием, так называемого агрессивного клея. Одна из самых безопасных методик, которая отличается простотой.
- Самый распространённых вариантов – с применением специализированного паяльника.
Это разные варианты, но их суть остаётся примерно одной и той же. За счёт того, что происходит диффузия, поливинилхлоридные соединения получаются весьма прочными.

Это происходит, когда материал покрывают клеем, либо сваривают одну его часть с другой. Из этих этапов состоит любая пайка ПВХ элементов своими руками.
У каждого процесса сварки есть свои недостатки и достоинства. Обычная технология спайки подходит для конструкций с разными характеристиками. Отличный выбор для тех, кто делает все самостоятельно – применение специального клея.
Имеются и исключения, но специальный клей в большинстве случаев не подойдёт для системы, у которой может быть высокое давление. Муфта соединительная тоже допускает его применение.
Приобретаем необходимое оборудование
Видео 1. Процесс пайки ПВХ своими руками и какой нужен инструмент
- Паяльник, в комплекте к которому продаётся несколько насадок. Главное – чтоб было соответствие между насадками паяльника и диаметром трубопровода.
- Ножницы для резки. Главное – чтоб инструмент был заточен, тогда детали не будут деформироваться.
Каждое действие и решение должно быть выверенным. Технология пайки даёт до 15 лет бесперебойной эксплуатации системы, если сделать всё правильно.
Поэтому имеет смысл как следует разобраться в том, как правильно паять трубы ПВХ.
Видео 2. Пайка китайским паяльником ПВХ трубопровода
Особенности сварочного процесса
Есть некоторые нюансы, соблюдение и учёт которых поможет добиться максимального результата, вне зависимости от того, каким способом будете паять.
- Необходимо тщательно зачищать от грязи и пыли все места соединения.
- Стык надо будет обезжирить. Без этого паять невозможно.
- Трубы не нужно вводить внутрь конструкции до самого упора. Фитинговые стыки требуют тщательной подготовки. Соединительная муфта не исключение.
- Фаски снимаются всегда. Это нужно для того, чтоб труба плотно входила в фитинг без дополнительных усилий.
К самой пайке переходят тогда, когда завершены предварительные этапы подготовки. Спайку можно разделить на четыре этапа. Не важно, используется муфта соединительная, или нет.

- Нарезка.
- Прогревание.
- Соединение.
- Охлаждение.
Для нарезки используются специальные разновидности ножниц, предназначенные именно для этого. При применении правильного инструмента на трубах не появится деформаций в дальнейшем.
На нужный диаметр должен быть ориентирован и аппарат, который используется для пайки.
Обязательно использовать термоперчатки, чтобы защитить себя. Сварка труб ПВХ своими руками – не такой уж сложный процесс.
Краткая инструкция
Сначала к сварке готовятся фитинги и трубы, которые требуют обработки. Удаляется обязательно слой фольги, если речь идёт об армированных изделиях. Обезжирить необходимо все детали, которые надо будет потом паять.
Видео 3. Пайка ПВХ трубопровода на стене паяльником
С одной стороны на нагреватель сварочника монтируют соединяющий элемент, на другом конце закрепляется сама труба. Муфта соединительная используется несколько иначе.
Главное – соблюдать при сварке время, которое требуется на обработку тех или иных деталей. Перестановка, фиксация и нагрев своими руками требуют соблюдения определённых временных промежутков.
Детали не будут деформироваться только при плавном выполнении каждого действия. На аппарате для сварки нужно выставить рабочую температуру плавления. Обычно она равна 260 градусам. Иначе паять невозможно.
Надо подождать некоторое время после завершения процесса, чтобы конструкция остыла. При использовании соединительной муфты соблюдайте такие же требования.
Видео 4.Пайка своими руками ПВХ трубопровода
О технологии холодной сварки
Этот способ сварки предполагает применение так называемого агрессивного клея. Является более простым, по сравнению с предыдущим. Практически вся работа выполняется самостоятельно, без помощников.
- Трубы и фитинги надо подготовить так, словно нужно будет провести работу для армированных изделий из полипропилена. Предварительно на поверхность конструкции наносим метку, соответствующую верному расположению элементов.
- Клей наносится на детали, участвующие в процессе соединения. Их надо прижать друг к другу очень быстро и достаточно сильно. Муфта соединительная обрабатывается так же.
- В нужном положении фиксируем трубы своими руками буквально на пятнадцать секунд.
- Включать воду нужно спустя один час после окончания процесса. Пока не прошло указанное время система должна оставаться абсолютно неподвижной. Видео уроки, представленные на нашем сайте, добавят наглядности объяснениям.
Видео 5. Пайка ПВХ трубопровода с минимальным набором инструментов
Какие ошибки мастера совершают чаще всего?
Спешка и отсутствие опыта ведут к тому, что неправильно выполняется даже такой процесс, как пайка полипропиленовых изделий. Опишем самые распространённые проблемы и их особенности.
- Чаще всего дефекты на изделиях появляются из-за того, что неправильно размещены соединительные элементы во время пайки. Например, появляются зазоры, когда конструкция не вводится в фитинг до самого конца. Из-за чего уменьшается рабочее давление, толщина стенок. Особенно актуальна проблема для тех, кто сразу после нагрева вводит трубу своими руками в фитинг, не прилагая достаточных усилий.
При этом во время проведения пайки не допускаются и чрезмерные усилия. Иначе появляется другая проблема. Из зазора, по краям которого находятся торец и внутренний упор конструкции, начинают выдавливаться излишки расплавленного материала.
Такие излишки ещё называют «гратом» . После чего снижается проходимость рабочего вещества по системе. Соединительный элемент начинает испытывать более серьёзную нагрузку.
- Некоторые не всегда правильно выставляют температуру. Нужная температура составляет – 260 градусов. Отклонения которое допускается – минусплюс десять градусов. Это значение оптимально для любой разновидности изделий, вне зависимости от диаметра. Главное – чтобы паяльник не перегрелся. Тогда в материале можно будет поддержать необходимый уровень давления. При этом поверхность не должна остыть слишком сильно до того, как все элементы соединятся друг с другом.
- Ещё одна распространённая проблема – неправильно подобранное оборудование. Паяльники нужно выбирать по мощности в зависимости от того, трубу какого диаметра придётся обрабатывать. Например, мощность в 500 Ватт – лучший вариант для 50-миллиметровой конструкции. 1000 Ватт нужно, если обработке подвергается 100-миллиметроый трубопровод.
Видео 6. Ошибки подбора соединительных фитингов для пайки + таблица времени сварки
Советы по выбору аппарата для сварки
Перед покупкой подходящего оборудования рекомендуется обратить внимание на следующие несколько характеристик:
- Изготовитель. От чего зависит стоимость аппарата, качество изготовления.
- Материал, из которого сделано устройство, качество сборки. Без учёта этого фактора паять нельзя.
- Комплектация, дополнительные насадки.
- Мощность. Зависит от того, детали с каким диаметром подвергаются пайке.
Видео 7. Обзор паяльника для сварки ПВХ
Процедуру лучше выполнять не одному, а вместе с помощником. Кто то должен управлять инструментом, а другой готовит и ставит на место детали.
Только опытные специалисты могут самостоятельно, от начала до конца всё паять.
О мощности
Оборудование с мощностью от 1,5 до 2 Ватт встречается на рынке чаще всего. Этого может оказаться даже много для тех, кто пользуется инструментом в домашних условиях.
Хватает и 680 Ватт, чтобы решить данную задачу. По крайней мере, для работы с изделиями диаметром 16-63 миллиметра. 850 Ватт – оптимальное решение для ∅ 63-75 мм. Наконец, от 1200 Ватт понадобится для изделий ∅ на 125 миллиметров, так паять будет легче.
Как быть с насадками?
Лучше приобретать большие комплекты. Оптимальный выбор – инструменты с насадками практически для каждого диаметра, по паре штук. Их многие паяльники позволяют одновременно установить две и больше. Но это профессиональные агрегаты, потому они стоят недёшево.
Дополнительные рекомендации
Для 5-сантиметровых и больших диаметров оптимальное решение – применение стыкового соединения. Но этот совет носит характер рекомендации, а не обязательной аксиомы.
К поверхности, чья температура доведена до определённого показателя, подводим раструб, которым снабжён фитинг. После этого переходят к работе с самой трубой. Время выдержки важно соблюдать точно. Видео добавят наглядности рассказу.
Получившееся соединение надо осмотреть визуально. Появился наплавка из полипропилена? Значит, труба насаживается на горячую насадку слишком глубоко.
Главное достоинство данной технологии – в том, что на прямых участках не нужно ставить фитинги. Главное – чтобы срезы у конструкций были максимально ровными. В этом помогут специальные инструменты.
 К нагревающим элементам паяльника они подводятся друг к другу, на одну линию, это правило тоже необходимо соблюдать строго. Благодаря этим устройствам легче проводить центрирование, чтобы добиться лучшего результата. На видео отчётливо виден каждый этап.
К нагревающим элементам паяльника они подводятся друг к другу, на одну линию, это правило тоже необходимо соблюдать строго. Благодаря этим устройствам легче проводить центрирование, чтобы добиться лучшего результата. На видео отчётливо виден каждый этап.
Незаменимый помощник при работе – поверхность плоской формы. Например, специальный диск. После этого технология такая же, как и при муфтовом соединении.
У некоторых паяльников есть специальные звуковые сигналы , извещающие о начале или о конце какого-либо этапа. Благодаря этому пайка ПВХ труб становится более эффективной.
Как правильно паять пластиковые трубы своими руками
Предварительная подготовка.
Такой процесс, как пайка труб пвх своими руками предполагает определенные подготовительные действия. Наиболее значимыми из них являются:
- Очистка компоновочных частей.
- Установка насадок на устройство.
- Тщательная проверка плотности вхождения детали в насадку. Те части, которые входят не достаточно хорошо, должны быть немедленно заменены, поскольку достойное качество монтажа пластиковых труб они все равно не обеспечат.
- После проверки качества взаимодействия насадок и запчастей можно включать инструмент для прогрева. Все компоненты к этому моменту должны быть нарезаны и очищены.

Какие агрегаты и материалы потребуются
Для пайки труб пвх необходимо иметь:
Устройство для нагрева деталей. Как правило, его называют “утюгом” или “паяльником”. Обязательно стоит располагать набором насадок, они обязательно потребуются.
Прибор для разрезания труб, “резак”
Перед началом монтажа крайне важно удостовериться в том, что нож идеально наточен. Если фактическое положение дел отличается от описанного – то резак необходимо наточить или заменить, иначе в процессе сборки будет совершено немало ошибок.
Ветошь (не волокнистая) и спирт или любое другое обезжиривающее вещество
Детали и насадки на момент начала нагрева должны быть идеально чистыми.
Интересно знать, что все перечисленные способы актуальны и для монтажа труб которые проводят газ.
Измерительные и разметочные приборы. В качестве первого отлично подойдет самая простая рулетка любого удобного размера, в качестве второго – карандаш или маркер.
В тех случаях, когда речь идёт о соединении компонентов, диаметр которых превышает 50 мм, необходимо обзавестись центровочным прибором.
Острый нож для удаления фасок. Оптимальным решением станет приобретение фаскоснимателя.
Последовательная технология пайки
Пайку пластиковых труб лучше проводить в помещении с хорошей вентиляцией. Это обусловлено тем, что при нагревании полимеры выделяют опасные для здоровья токсины. При достаточной их концентрации они вызывают отравления.
 Выполнять пайку труб лучше в защитных перчатках
Выполнять пайку труб лучше в защитных перчатках
- На рабочий орган паяльника устанавливают необходимого размера болванку;
- Настройка температуры должна быть в пределах 260 градусов;
- Готовят все дополнительные детали, их очищают и правильно размещают;
- Включается паяльник;
- Выжидают, когда прибор наберет необходимую температуру, о чем свидетельствует зеленый датчик.
Далее трубу и муфту требуется одновременно разместить на паяльнике и болванке. Трубопровод монтируется во внутреннюю часть болванки. Муфта же устанавливается на внешней части. Трубу необходимо засунуть до заранее отмеченной части. Муфту надевают до упора. Для правильной сварки нужно помнить о времени.
При небольшой температуре уровень диффузии будет низким, что отразится на качестве сплава. При перегреве детали деформируются. Время выбирают в зависимости от диаметра материала.
Когда детали нагреты, необходимо быстро провести их стыковку. При этом необходимо соблюдать соосность. На протяжении нескольких секунд можно провести коррекцию, но нельзя поворачивать изделия
Важно при работе не тянуть, но и не спешить
Различия спайки пластика и металлопластика
Многих интересует, как правильно сваривать металлопластиковые изделия. Интересно то, что такого понятия в работе профессионалов не существует. Сваривают алюминиевые трубы. При этом используют методику встык или внахлест. Для соединения используют фитинги.
- Компрессионные;
- Пресс-фитинги.
Пресс-фитинги отличаются большей прочностью. Соединяют трубы с помощью прессовки, используя специальный инструмент. Для затягивания компрессионных соединений применяют простой ключ. Но такие фитинги не включают сварки.
На рынке представлены полипропиленовые трубы, армированные алюминием. Они используются в системах отопления и горячего водоснабжения. Именно такие устройства нуждаются в сварке.
 Чтобы избежать ошибок, перед пайкой лучше посмотреть обучающее видео
Чтобы избежать ошибок, перед пайкой лучше посмотреть обучающее видео
Для металлопластиковых изделий сварку не используют. А вот армированные изделия соединяют именно таким способом. Среди пластиковых труб популярностью пользуются варианты из ПВХ. Их коэффициент расширения небольшой. Характеристика изделий позволяет их использовать только для обустройства канализации. Но трубы большого диаметра можно взять для центрального водопровода. Монтаж можно проводить с помощью сварки или склеивания.
Секреты пайки ПВХ и меры безопасности
Работы по спайке следует выполнять в комнате с плюсовой температурой. Необходимо учесть, что чем холоднее, тем дольше будут прогреваться элементы. При этом существует ряд и других правил, которые следует соблюдать.
Особенности спайки труб ПВХ:
- Мощность утюга должна быть 1200 Вт.
- Ручной прибор используется для труб с диаметром до 32 мм. Для больших размеров применяется профессиональное оборудование.
- Перед началом работы прибор необходимо прогревать 5-10 минут. Это необходимо, чтобы устройство с насадками достигли нужных параметров.
- После спайки запрещается прокручивать соединение. Иначе это может нарушить целостность шва. Можно только выпрямить перекосы, чтобы соединение не протекало.
- Не нужно применять много силы для сжимания деталей. Иначе просвет заполнится горячим пластиком и нарушит проходимость.
- Запрещаются зазоры между стыком трубы и внутренней частью фитинга. Иначе под давлением будут наблюдаться протечки.
- До эксплуатации спаянное место должно полностью остыть.
- После завершения работы утюг очищают от пластика. Так на приборе не возникнет нагар, а элементы для спайки не будут подвергаться порче.
Для очистки следует использовать плоскую деревянную палочку. Так тефлон не повредится. Металлические предметы могут поцарапать поверхность и привести в негодность насадку, ведь пластик начнет прилипать к покрытию.
 Аппарат для пайки следует ставить таким образом, чтобы он устойчиво стоял
Аппарат для пайки следует ставить таким образом, чтобы он устойчиво стоял
При работе с электроинструментами важно соблюдать технику безопасности. Иначе можно получить ожог или травму
Работать нужно в защитных перчатках. Помещение должно быть чистое, без запыленности. Иначе частицы будут оседать на пластике и нарушать качество спайки.
Паяльник размещают горизонтально поверхности. При работе запрещается отключать оборудование. Работу начинают, когда утюг полностью разогрелся. В современных моделях об этом свидетельствует индикатор. Для вариантов старого образца выжидают 20 минут.
Спайка полиэтиленовых труб не имеет сложной технологии. Сварка может иметь особенности, если паять армированные изделия
При этом важно соблюдать меры предосторожности. Спаять трубы правильно помогут основные секреты и правила. Также следует с точностью соблюдать инструкцию
Также следует с точностью соблюдать инструкцию.
Разновидности и выбор оборудования
Оборудование для спайки представляет собой устройства, которые с помощью высоких температур создают надежное герметичное соединение. Для сварки пластиковых и чугунных изделий может быть использована разная аппаратура.
Для сварки полипропилена выделяют 2 основные группы оборудования:
- Механические приборы. Используются, когда объем работы большой, и требуется много трудовых ресурсов.
- Ручной аппарат. Можно использовать для труб небольшого диаметра для самостоятельной работы.
В механический прибор входит опорная рама, блок, гидроагрегат. С двух сторон оборудования предусмотрены захваты. На их средине наблюдаются вкладыши. Их задача состоит в правильном распределении давления и центровки.
 Для пайки труб лучше задействовать 2 человека
Для пайки труб лучше задействовать 2 человека
Торцы выравнивают с помощью электроторцевателя. Он представляет собой вращающий диск с двусторонними ножами. Главный элемент агрегата – электронагреватель. Он установлен внутри и является диском с ТЭНом.
Чтобы выполнить спайку ручным способом, нужно приобрести специальный утюг. Принцип работы напоминает бытовой прибор, хоть внешний вид устройств отличается. В конструкцию утюга входит нагревательная плита, терморегулятор и ручка. В плите имеются два отверстия для деталей спаивания. Из-за тефлонового покрытия разгоряченный пластик не пристает к устройству.
Разновидности и стоимость паяльников.
Такой агрегат, как паяльник для сантехники может быть достаточно разным, в зависимости от текущих потребностей и финансовых возможностей мастера.

Основным параметром такого устройства, на который стоит обратить внимание, является мощность. Данная характеристика определяет скорость нагрева и, во многом, его эффективность
Количество и специфика насадок также важна, ведь от этого фактора зависит ассортимент изделий, которые получится обрабатывать. Планируя обзавестись таким устройством, как прибор для пайки, необходимо обратить внимание и на фирму – производителя.
| Мощность | 800 Вт |
| Максимальная рабочая t °C | 300 °C |
| Тип нагревания | Периодический |
| Насадки: | Ø20 / 25 / 32 мм |
| Работает от напряжения | 220 В |
| Нагрев до рабочего состояния | до 15 мин |
| Цена (примерно) | от 10 до 15 у.е. |
Многих потенциальных потребителей волнует и такой фактор, как стоимость рассматриваемого инструментария. Стоит понимать, что цена прибора может быть достаточно разной, от 500 рублей (по своей сути примитивные и, зачастую, ненадежные “утюги”) и до десятков тысяч рублей.
Важно! Если работы много и нужно сделать 100 – 120 паек. Не дышите горелым пластиком, берегите себя.. Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей
Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка
Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей. Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка.
Такое положение дел безошибочно говорит о том, что приобретение “утюга” способно оправдать себя с финансовой точки зрения уже после выполнения одного заказа, если речь идет о многоразовом использовании.
Хорошо, если у мастера есть возможность попросить на время работ необходимый инструментарий, то такое решение можно справедливо назвать наиболее оптимальным. В других ситуациях остро встает вопрос либо об аренде “паяльника”, либо о приобретении собственного устройства.

СПТ-2200; Мощность – 2200 Вт; раб-я t – 300 °C
Так или иначе, качественный, надежный инструмент для монтажа водопроводов из пластиковых труб, с расшифровкой аббревиатуры которых можно ознакомится на нашем сайте,
никогда не окажется лишним в руках опытного специалиста или человека, который планирует стать таковым уже в обозримом будущем, выполняя такие работы для себя или на коммерческой основе.
Смотрите видеоинструкцию – 4мин 31сек:
Как осуществляется сборка конструкции
Дальнейший процесс работы осуществляется следующим образом:
- Вне зависимости от того, как осуществляется сварка – без паяльника или с ним, должна быть выполнена разметка.
- Следуя инструкции к устройству, необходимо прогреть соединяемые части, а после начала соединения не допускать упора трубы в стену фитинга. Помочь в этом способна правильно выполненная разметка.
- Оставить смонтированный участок до полного остывания и обеспечить его неподвижность.
- После этого необходимо убедиться в отсутствии брака (наплывов, отклонения от общей оси, протечек). В случае выявления любого из описанных дефектов, неудачный участок нужно разобрать и провести монтаж заново, с применением новых компонентов и учетом допущенных ошибок.
Как правильно паять пластиковые трубы паяльником
Производители материалов для прокладки инженерных сетей предлагают широкий выбор современных решений, которые пришли на смену традиционным. В частности, это касается труб для монтажа в доме или квартире водопровода, ветки ГВС, радиаторной и напольной отопительной системы. Чтобы проложить или отремонтировать локальный трубопровод из полимерных труб (поливинилхлорида, полипропилена), необходим специальный инструмент и некоторый навык работы с ним. Пайка пластиковых труб не относится к сложным работам, но важно понять технологию и учесть ряд моментов, чтобы получить надежный и долговечный результат.
 Инструмент для пайки пластиковых труб
Инструмент для пайки пластиковых труб
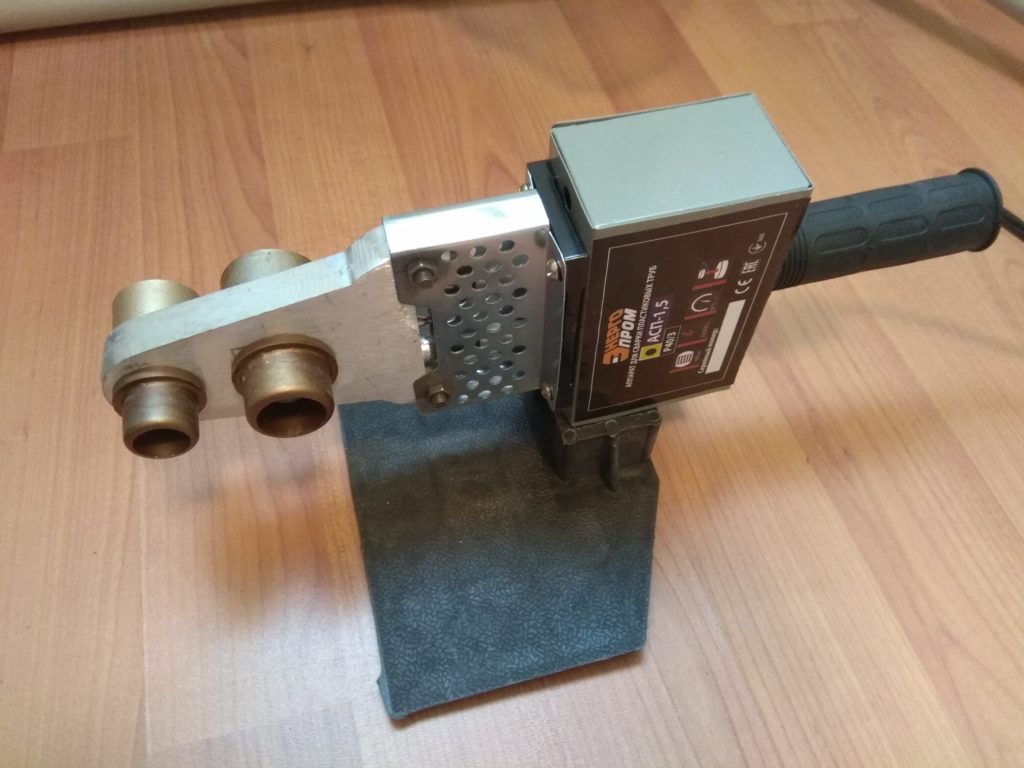
Аппарат для пайки труб
В быту применяется специальный аппарат, рассчитанный на присоединение полимерной трубы к соответствующему фитингу или муфте. Максимально допустимый диаметр труб, с которыми может справиться домашний мастер, 63 мм. Трубы большего диаметра преимущественно сваривают встык, используя профессиональное оборудование.
Паяльный инструмент для домашнего использования представляет собой агрегат, оснащенный подставкой, рабочая часть которого нагревается до заданной температуры. Греющийся элемент (подошва) снабжен отверстиями для установки насадок различного диаметра (от 16 до 32 мм).
 Аппарат для спаивания пластиковых труб
Аппарат для спаивания пластиковых труб
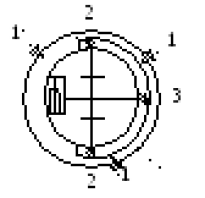
По конструкции различаются аппараты:
- мечевидные;
- цилиндрические.
Нет принципиальной разницы, какой из них использовать для пайки пластмассовых труб своими руками. В любом случае точное соблюдение инструкции поможет получить желаемый результат.
Секреты качественной пайки
Пайка труб должна осуществляться в помещении с плюсовой температурой, при этом чем холоднее воздух, тем больше времени потребуется прогревать детали из пластика или металлопластика для герметичного и прочного соединения.
 Секреты качественной пайки
Секреты качественной пайки
Чтобы не допустить распространенных ошибок при монтаже труб для отопления или водоснабжения, обратите внимание на следующие рекомендации:
- Мощность бытового инструмента должна составлять 1200 Вт.
- Устройство для домашнего использования предназначено для работы с трубами диаметром до 32 мм, в остальных случаях необходимо задействовать профессиональный паяльник.
- Перед тем как начать паяние, прогревайте аппарат не менее 5–10 минут, чтобы рабочая часть с насадками разогрелась до заданных параметров.
- Спаяв элементы трубопровода между собой, не прокручивайте их и не смещайте шов, чтобы не нарушить его целостность. Допускается лишь аккуратно выпрямить перекосы, в противном случае под нагрузкой шов будет протекать.
- Не следует сильно сжимать детали между собой. Так как расплавленный пластик вдавится внутрь и уменьшит проходной диаметр фитинга, что ухудшит рабочие параметры системы.
- Нельзя оставлять зазоры между краем трубы и внутренней частью фитинга. Такое соединение под давлением даст течь.
- Обязательно дайте спаянному месту полностью остыть прежде, чем подвергать нагрузкам.
- После каждой операции по пайке очищайте насадки от следов расплавившегося пластика. Это предотвратит появление нагара, а также порчу элементов, которые требуется спаять.
- Очистку насадок выполняйте при помощи деревянной плоской палочки. Это убережет тефлоновое покрытие от повреждений. Металлические предметы использовать нельзя, так как царапины приведут в негодность насадку, а пластик к ней будет прилипать и сгорать.
Внимание! Прежде чем приступать к монтажу трубопровода посмотрите подробную видеоинструкцию и потренируйтесь на ненужных обрезках пластиковых труб.
Меры безопасности
Важно не только знать, как паять пластиковые трубы, но и соблюдать технику безопасности при работах с электроинструментом, чтобы не получить ожог или травму.
 Важно использовать защитные перчатки
Важно использовать защитные перчатки
- При работе обязательно используйте защитные перчатки.
- Обратите внимание на чистоту пола, запыленность помещения. Грязь, попавшая в расплавленный пластик, ухудшает качество сварки и делает место стыка неэстетичным.
- Паяльный агрегат требуется расположить на горизонтальной ровной поверхности.
- В течение всего рабочего процесса агрегат не обесточивают.
- Начинать сварку элементов можно только после полного разогрева паяльника. У современных моделей о выходе на рабочий режим сообщает отключившийся индикатор. Используя старый прибор, подождите около 20 минут с момента включения.
Ход работ
Рассмотрим подробно, как правильно паять пластиковые трубы в домашних условиях. На предварительном этапе требуется подготовить весь необходимый инструмент:
- рулетку и маркер;
- надфиль или напильник;
- наждачную бумагу с мелким зерном;
- труборез;
- острый монтажный нож;
- паяльник для сварки пластика.
Также потребуется ветошь и спирт (либо другое средство для обезжиривания) для обработки спаиваемых поверхностей.
Подготовка элементов
Трубы нарезаются на нужную длину при помощи специального трубореза или острого монтажного ножа. Следите за тем, чтобы срез был строго перпендикулярным, иначе не получится выполнить герметичное соединение.
 Использование шейвера
Использование шейвера
Далее требуется обработать край трубы. Желательно применить специальный инструмент – шейвер, но в его отсутствие достаточно использовать монтажный нож (используется для удаления заусенцы), после чего край обычной трубы из пропилена или армированной стекловолокном требуется обработать до гладкости при помощи надфиля, мелкозернистой шкурки.
Важно! У армированной алюминием трубы ПВХ рекомендуется удалить на краю верхний слой полимера и слой фольги, чтобы повысить качество соединения.
Убедившись, что по гладкости обработанный край практически не уступает внутренней части купленного в магазине фитинга, можно начать спаивать элементы, предварительно обезжирив соединяемые поверхности спиртом.
Технология пайки
Рассмотрим, как пользоваться паяльником и какой температурный режим нужно выбрать для пластиковых труб разного типа. Работы по монтажу полимерного трубопровода своими руками выполняются в несколько этапов:
- Паяльный агрегат надежно закрепляют на платформе и устанавливают на рабочую часть насадки подходящего диаметра.
- Электропаяльник включают, предварительно задав требуемую температуру. Чтобы припаять друг к другу детали из полипропилена, рабочую часть требуется разогреть до 260°C, при сварке изделий из ПВХ необходим нагрев до 220°C.
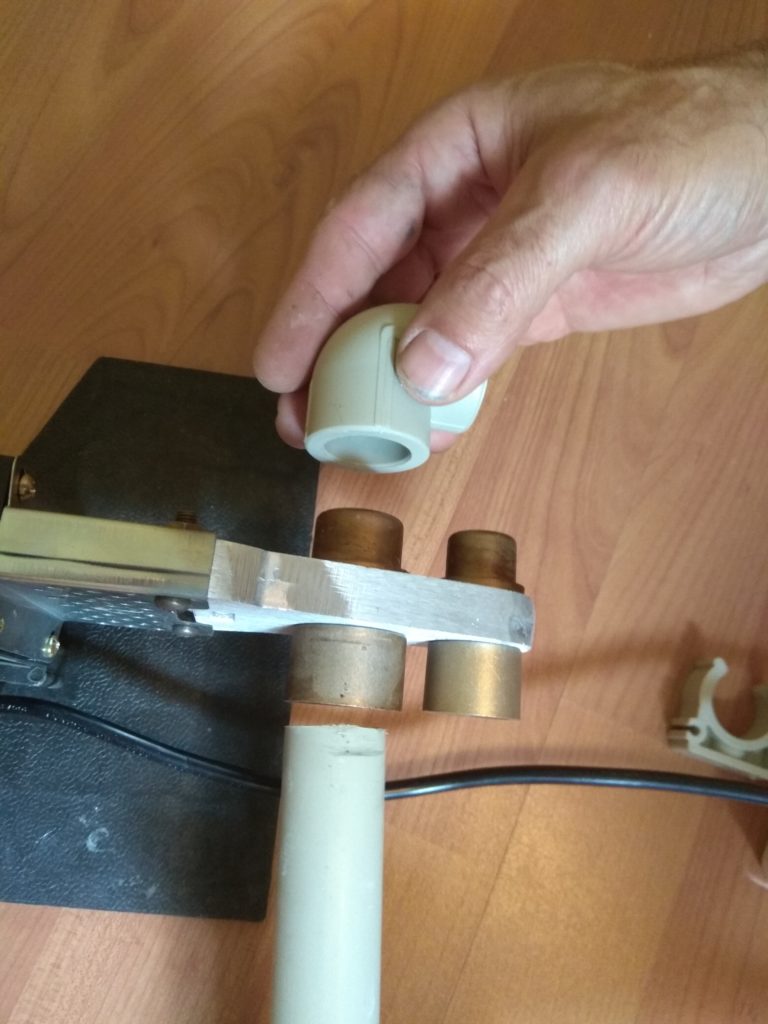
- После прогрева аппарата, фитинг и подготовленный край трубы надевают на насадки и нагревают детали в течение нескольких секунд (точное время прогрева указано ниже в таблице, оно зависит от диаметра элементов).
- Выждав требуемое время, детали аккуратно стыкуют между собой и оставляют до полного остывания. Аналогично скрепляются и все остальные элементы трубопровода.
Глубина сварки трубы соответствует параметрам внутренней части фитинга – насадки на паяльник обеспечивают нагрев элементов на одинаковую глубину, чтобы обеспечить максимальное соприкосновение поверхностей для лучшего сцепления.
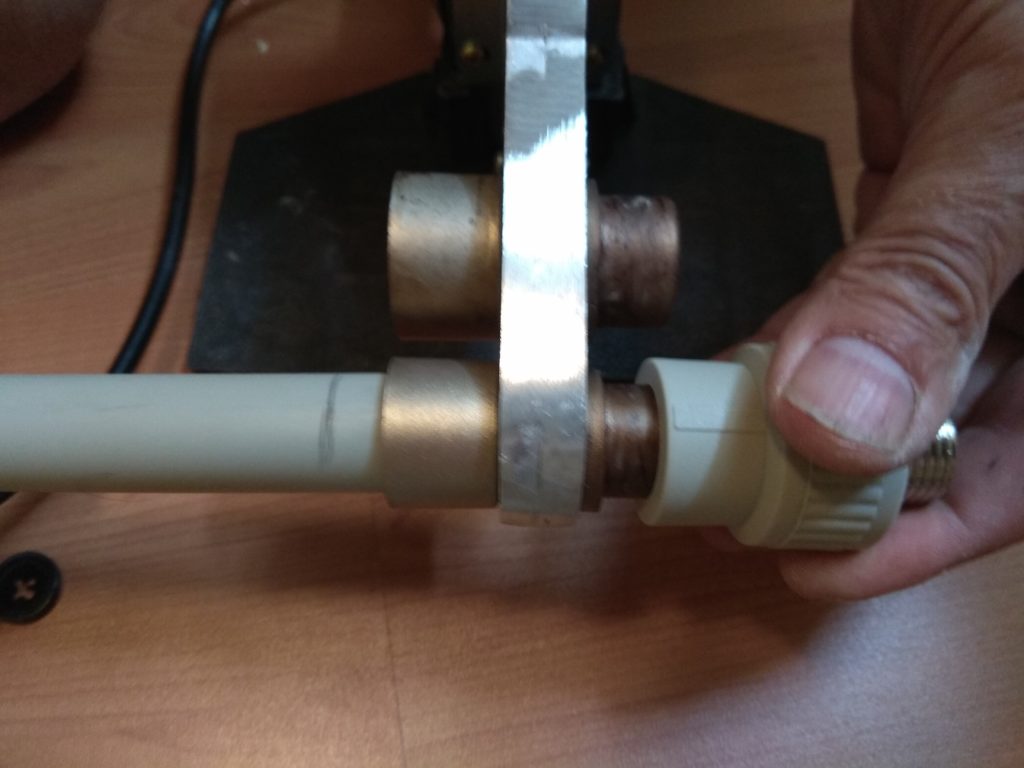
 Технология процесса пайки
Технология процесса пайки
Способ соединения полимерных труб при помощи температурной сварки достаточно прост, если освоить навык точного соединения нагретых элементов, знать, как спаять детали. Вставив трубу в фитинг, ее не перемещают и не поворачивают, чтобы разогретый полимер смог сформировать монолит. Если место спайки шевелить до застывания материала, полимер соберется складками и соединение разгерметизируется.
Проверяем качество соединения
К поверке герметичности соединений приступают после того, как все стыки смонтированы и успели остыть. Для этого в готовую систему заливают воду и осматривают трубопровод, чтобы выявить утечки. До заливки воды дайте смонтированной системе простоять хотя бы час при нормальной комнатной температуре, а если воздух в помещении более прохладный, то предпроверочная пауза должна продлиться минимум 2–3 часа.
Если нашлись неплотные стыки, необходимо слить воду из системы перемонтировать участок трубопровода, установив новые фитинги и взяв отрезок трубы соответствующей длины. Попытка как-то заклеить негерметичное соединение или запаять его при помощи электропаяльника, заранее обречена на провал. Монтаж полимерного трубопровода требует точного соблюдения технологий.
 Пример качественного соединения
Пример качественного соединения
По окончании ремонтных работ заново проверяют герметичность системы, залив в нее воду. Если речь идет о системе отопления, настоящую проверку трубопровод пройдет только после нагрева теплоносителя в котле, при повышенных температурах и давлении.
Заключение
Инструкция как паять пластиковые трубы позволяет понять технологию процесса. Если возникла необходимость в разовых работах, экономически невыгодно покупать электропаяльник для труб, проще взять инструмент в аренду в компании, предоставляющей подобные услуги.
Планируя впервые проводить самостоятельные работы, желательно купить материал с небольшим запасом. Зная только в теории, как паять трубы, прежде чем приступать к работам в доме, необходимо потренироваться. Если опыт получился неудачным, доверьте монтаж или ремонт трубопроводов в доме профессионалам.
Видео по теме:
Как правильно паять пластиковые трубы
Водопроводные и канализационные трубы из полимерных материалов уверенными шагами вытесняют своих старших железных собратьев из квартир, коттеджей и общественных мест. Это объясняется их дешевизной, долговечностью, стойкостью к коррозии и простотой монтажа. Подробнее о том, как паять пластиковые трубы, — в данной статье.

Спайка полипропиленовых труб
Разновидности труб, подлежащих сварке
Понятие «пластиковые трубы» включает в себя несколько видов сантехнических изделий из разных полимеров. Они различаются сферой применения (для водопровода или канализации), техническими характеристиками и способом монтажа.
Методом сварки монтируются следующие полимерные трубы:
- Полипропиленовые (РР). Трубопровод из этого материала выдерживает высокие температуры и давление и отличается износостойкостью и долговечностью. Полипропилен применяется для монтажа контуров холодного и горячего водоснабжения, а также систем отопления, монтаж которых производится с использованием армированных полипропиленовых материалов.
- Полиэтиленовые (РЕ). Обладая всеми преимуществами полипропилена, полиэтиленовая труба отличается более высокой гибкостью и пластичностью, поэтому в отличие от полипропиленовых изделий хранится и реализуется в рулонах. Единственный минус по сравнению с полипропиленом — более низкая термоустойчивость, поэтому полиэтилен непригоден для использования в системах отопления и горячего водоснабжения.
- Поливинилхлоридные (ПВХ). Ассортимент продукции из этого полимера обширен — с большим диапазоном диаметра, жесткости и рабочего давления. Отличительная особенность поливинилхлорида — высокие бактерицидные свойства.
Существуют виды пластиковых труб, сборка коммуникаций из которых не требует сварочных работ. К таким относятся:
- из сшитого полиэтилена;
- металлопластиковые трубы.
Трубопровод из этих материалов монтируется при помощи металлических соединительных элементов — фитингов, что увеличивает стоимость монтажа.
Необходимое оборудование и инструменты
Сварка ПВХ, полипропиленового и полиэтиленового водопровода требует минимального количества инструмента и оборудования:
- Аппарат для сварки — электронагревательный прибор с комплектом парных насадок с тефлоновым покрытием стандартных диаметров. Насадки соответствуют внутренним и внешним диаметрам используемых труб. Если планируется однократное использование аппарата — есть смысл не покупать его, а взять в краткосрочную аренду.
- Ножницы-труборез — для быстрого, точного и ровного отреза труб нужного размера. При отсутствии трубореза можно воспользоваться ножовкой по металлу, но в этом случае срез получится не таким аккуратным.
- Рулетка, строительный уровень и маркер — для измерения длины отрезков трубопровода и разметки при монтаже.
- Ветошь, растворитель — для обезжиривания свариваемых участков.
В случае врезки пластикового трубопровода в металлические коммуникации могут понадобиться пара газовых ключей (или гаечные нужного диаметра), лен сантехнический (или фум-лента), герметик для герметизации резьбовых соединений.
Если монтаж будет проводиться армированными трубами, будет необходим шабер — приспособление для зачистки от фольги.
Для крепления трубопровода к стене потребуется перфоратор.
Подготовка к работе
Сварка ПВХ труб, как и других полимерных материалов, требует проведения подготовительных мероприятий.
До монтажа системы водопровода следует нарисовать схему будущих коммуникаций на бумаге, по возможности минимизировав количество ответвлений. Затем разметить прокладку трубопровода «на местности» — на стенах или на полу, с отметкой соединительных элементов (тройников, уголков и муфт), вентилей, счетчиков, фильтров и всех точек потребления воды (смесители, унитаз, стиральная машина и т.д.).
После разметки системы водопровода необходимо посчитать метраж труб и количество фитингов. Следующий этап — поход в магазин. Покупать материалы следует с запасом 10%. Вентили, фильтры, счетчики и переходные муфты с резьбовым соединением приобретаются в соответствии с нарисованной схемой.
Особенностью полимерных материалов является их линейное расширение при тепловом воздействии. Во избежание провисания и деформации коммуникаций на длинных участках (5 м и более) рекомендуется предусмотреть использование компенсаторов — петлеобразных соединительных элементов, которые компенсируют физическое воздействие высоких температур на трубопровод.
Процесс пайки
Необходимые материалы закуплены, оборудование подготовлено — самое время переходить к монтажу системы водоснабжения.
Разберемся подробнее, как правильно паять пластиковые трубы своими руками.
Технология сварки пластиковых труб крайне проста: нагрев соединяемых элементов до нужной температуры и стыковка их друг с другом, в результате чего получается высокопрочное однородное полимерное соединение.
Последовательность сварочных работ следующая:
- Трубы нарезаются на отрезки нужных размеров согласно схеме монтажа.
- При использовании армированных труб они в местах сварки очищаются от армирующей фольги.
- На аппарате для сварки крепятся насадки, соответствующие диаметрам свариваемых деталей. Аппарат включается в электросеть. Сварка производится при температуре +260⁰С.
- Маркером на соединяемых элементах отмечаются риски для обеспечения соосности деталей.
- Вставляем соединяемые детали в насадки. Один из соединяемых элементов нагревается снаружи, другой — изнутри. Время прогрева зависит от диаметра материала.
- Нагретые элементы быстро соединяются друг с другом по ранее намеченным рискам. Соединение фиксируется, смещение недопустимо.
- Дается время на остывание в течение 2-8 минут в зависимости от диаметра.
Таблица соответствия диаметра трубопровода и времени сварки
| Диаметр трубы, мм | Время нагрева, сек | Время соединения, сек | Время остывания, мин |
|---|---|---|---|
| 20 | 6 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 4 |
| 63 | 24 | 8 | 6 |
| 75 | 30 | 10 | 8 |
| 90 | 40 | 11 | 8 |
| 110 | 50 | 12 | 8 |
При соблюдении всех требований результатом сварки является монолитное соединение, гарантирующее герметичность и надежность трубопровода.
Как паять пластиковые трубы. Пошаговая инструкция
Самым эффективным материалом для проведения коммуникаций отопления и канализации являются трубы ПВХ. Процесс соединения пластиковых труб несложный, и для его выполнения не обязательно нанимать специалистов. Освоение технологии соединения труб позволит вам проделать эту работу самостоятельно.
Пайка труб ПВХ. Подготовка процесса
Итак, для начала необходимо составить схему трубопровода. Желательно, чтобы схему монтажа разработали специалисты, так как если это отопительная система, то важно не ошибиться с планированием коммуникаций. Кроме того, чертеж трубопровода позволит вам определить количество фитингов и метраж трубы.

Далее установите крепежи для труб. Во время пайки вам будет проще фиксировать готовые соединения. Для установки крепежей отмерьте необходимую высоту от пола и просверлите отверстие под дюбель перфоратором.


Затем зафиксируйте дюбель в отверстии, и закрепите фиксаторы к стене при помощи самореза. Для этого можно использовать отвертку или шуруповерт.




Фиксаторы необходимы для того, чтобы трубы не провисали. Устанавливайте крепежи с отступом не более 1 метра. После того как вы соедините трубы, установить фиксаторы будет трудно или невозможно. Поэтому лучше это сделать сразу.
Когда фиксаторы установлены, можно приступить к проведению трубопровода.
Как паять пластиковые трубы для водопровода и отопления
Обрезка труб осуществляется специальными ножницами. С их помощью вы сможете получить ровные края при обрезке. Когда вы отмеряете нужную длину отрезков трубы, важно учитывать, что труба заходит в паз фитинга. Если этот момент не учитывать, то отрезки могут быть короче необходимого размера.

Включите паяльник и подождите пока он нагреется до нужной температуры в 250-260 градусов (отметка на регуляторе температуры). Обычно на данных приборах есть специальная лампочка (индикатор), которая сигнализирует об этом. Будьте осторожными при пайке, чтобы не получить ожог.
Чем больше диаметр трубы, тем дольше необходимо нагревать трубу и фитинги. Например, время нагрева трубы диаметром 25 мм составляет 6 – 7 секунд, а 20 мм – 5 секунд. Важно не перегревать материал, так как сильно растопленный пластик будет текучим, из-за чего может перекрыть стыки труб внутри, и нарушить проходимость.
Для нагрева трубы и фитинга вставьте их в соответствующие гильзы паяльника. Сначала вставляется фитинг, а затем труба. Для этого необходимо подталкивать их вокруг своей оси. Важно при этом не наклонять детали, чтобы они заходили ровно, иначе это может привести к деформации соединения.

Перед пайкой сделайте отметку карандашом на трубе. Она должна соответствовать глубине фитинга (уголок, тройник). По этой черточке вы будете ориентироваться во время вставки трубы в гильзу паяльника.
После того как вы подождете необходимое количество секунд для нагрева фитинга и трубы, как можно быстрее вытащите их из гильзы паяльника и соедините в необходимом вам положении. На это у вас примерно 5 секунд.



При соединении придерживайте фитинг и трубу, так как она будет выдавливаться назад. Подержите соединение пока пластик не застынет.
Время от времени прочищайте паяльник от остатков расплавленного пластика, чтобы не дышать токсичным материалом.