
Как спаять полипропиленовые трубы своими руками?
Пайка полипропиленовых труб. Полезные советы и инструкция
Частное жилье, квартира и дом обустраиваются посредством применения инженерных коммуникаций. Проблема монтажа, реконструкции и ремонта на каждом из объектов требует ремонта или прокладывания системы водопровода и отопления. Современные технологии предложили владельцам объектов и специалистам по монтажу альтернативное, более бюджетное и удобное решение — трубы из полипропилена. Правильный монтаж определяет, что контуры отопления и водопровод не уступают другим вариантам по эксплуатационным свойствам. По отдельным параметрам присутствует существенно превосходство полипропиленовых конструкций над стальными. Сам процесс выполнения пайки труб не представляет сложности, не требует профессиональных знаний и особенных навыков. Он рассмотрен в инструкции, представленной ниже.
Трубы отличаются между собой
Перед началом описания инструкции по монтажу требуется дать определение материалам, разновидностям и сфере применения. Выбор труб по принципу цены или наличия в строительном магазине недопустим. Неправильный выбор чреват возникновением трудностей после монтажа. Они могут заключаться в возникновении протечек, трещинах и деформации. Это приводит к необходимости переделывать систему, нести дополнительные затраты.
Гидравлические расчеты определяют размерную сетку для труб. Коммуникации отличаются между собой и требуют разного диаметра трубы. Линейка диаметров составляет от 16 до 110 мм обеспечивает практически все варианты и потребности монтажа. Практика показывает, что потребности квартиры удовлетворяются трубами диаметром до 50 мм, исключения бывают редко. Трубы большего диаметра магистральные. Они требуют особенного подхода к монтажу и редко встречаются в работе домашнего мастера.
Трубы полипропиленовые отличаются между собой по цветовым решениям. Оттенки и разновидности труб по цвету никак не связаны с эксплуатационными характеристиками и ни на что не влияют. Их не стоит принимать во внимание. Это стандартное решение производителей, помогающее им сделать продукцию более броской и яркой на общем фоне. Единственная возможность выбрать трубу с определенным цветом и задачей — приобрести белое изделие для отопления. Цвет обеспечивает возможность вписаться в любой интерьер.
Если на трубе присутствуют цветные полосы, то они будут нести информационную нагрузку, понятную для всех. Синяя полоса говорит о применении изделия для потребностей холодного водоснабжения. Красная полоса говорит о предназначении выдерживать высокие температуры в процессе эксплуатирования. Маркировка цветом приблизительная и несет минимальную информационную нагрузку. Отдельные разновидности изделий не обременены даже такой маркировкой. Линия на трубах помогает определить нагрузку, свойства и становится ориентиром при стыковке на швах. Линия — удобный ориентир при монтаже.
Буквенно-цифровая маркировка несет основную часть информации. Искать ее нужно на внешней стенке изделия. Здесь стоит проявить особую внимательность и вникнуть в написанное производителем.
Полипропиленовая труба имеет обозначение PPR, принятое в качестве международной маркировки полипропилена. Обозначения РРRC, РР-В, РР-Н, РР-3 и другие встречаются при указании разновидности материала. Для удобства пользователя предусмотрена другая система маркировки, учитывающая тип, давление жидкости, перекачиваемые температуры. На практике применяется четыре типа труб: PN-10, PN-25, PN-16 и PN-20. От цифры зависят эксплуатационные свойства трубы и максимальная температура использования. PN-25 применяется для потребностей отопления и выдерживает температуру 95 градусов.
Эксплуатационные свойства имеют прямую зависимости от толщины стенок трубы. Толстые стенки могут выдержать большую температуру и высокое давление.
Полипропилен при своих плюсах имеет существенный недостаток — при перегреве наблюдается существенное линейное расширение. Трубы холодного водопровода, находящиеся внутри здания, не чувствуют на себе отрицательного влияния фактора расширения. Трубы горячего водоснабжения могут более существенно ощущать проблему, испытывать деформацию, появление напряжения внутри конструкции, провисание длинных участков.
Армирование полипропиленовых труб применяется для снижения влияния температурного расширения. Армируют стеклопластиком и алюминием. Армирующий пояс из стеклопластика располагается по центру толщины стенки трубы, не влияет на пайку.
Алюминиевое армирование делится на два типа. При первом слой фольги располагается в рядом с внешней стенкой изделия. Альтернативный вариант предусматривает прохождение слоя алюминия по центру. Оба типа отличаются по особенностям монтажа и конструкции.
Оба варианта армирования позволяют добиться существенного снижения уровня расширения труб при нагреве. Слой армирующего материала становится барьером против диффузии (проникновения кислорода через поверхность трубы внутри нее).
Проникновение кислородных молекул и их попадание в воду внутрь трубы вызывает ряд отрицательных последствий: существенное повышение газообразования, возникновение процессов коррозии, что очень опасно для котельного оборудования. Надежный армирующий слой существенно снижает отрицательное воздействие на трубы и коммуникации в целом. Трубы с армированием получили широкое применение в отопительных системах. Трубы для водопровода выбирают со стандартным стеклопластиковым армированием, не оказывающим на диффузию значимого эффекта и влияния.
Трубы реализуются отрезками стандартного размера по 2 м и 4 м. Торговые точки режут трубы кратно 1 метру. К трубам добавляются специальные комплектующие: резьбовые фитинги для перехода на другой тип труб, заглушки, муфты, компенсаторы, обводные петли и т.д.
Разнообразие конструкционных элементов и расходных материалов позволяет подобрать варианты для сборки системы любого уровня сложности. Расходники и детали стоят недорого, что позволяет сделать приобретение с нужным запасом для монтажа и использования.
Методы соединения труб из полипропилена
Полипропилен представляет собой термопластичный полимер. Структура материала поддается изменениям в процессе нагрева (пайки, сварки) — размягчается под воздействием высокой температуры. Два нагретых до одинаковой температуры фрагмента проходят процесс диффузии. Остывание предварительно нагретых частей изделия не меняет его свойств. При правильном нагреве и соединении обеспечивается создание монолитного узла.
На приеме нагрева основываются особенности технологий соединения полипропиленовых труб в одну систему. Метод получил название полифузной сварки. Проводится муфтовым или стыковым способом.
При монтаже применяется сама труба и муфта, диаметр которой меньше диаметра трубы. В нормальных условиях стыковка обоих элементов невозможна. В качестве муфты может выступать монтажный участок тройника, крана, отвода, резьбового винта и прочих комплектующих.
Процесс пайки полипропиленовых труб подразумевает одновременное насаживание обоих элементов на нагревательный элемент сварочного аппарата. На сам рабочий нагреватель заранее соосно вмонтирована пара нужного диаметра, состоящая из муфты на металлической базе, куда будет вставляться труба, и специального дорна для одевания соединительного элемента. При пайке образуется пояс расплавленного полипропилена, примерно равный по ширине и глубине. Важной особенностью монтажа является правильное выставление температуры. Нельзя допустить расплавление труб по всему диаметру. Трубы снимаются с нагревательного элемента и с усилием, соосно соединяются вместе. Расплавленный полипропилен прослужит соединительным элементом и уплотнителем, благодаря которому меньшая муфта будет надежно заходить в трубу и обеспечивать плотное соединение на всю длину места прогрева.
Важным отличием альтернативного способа пайки полипропиленовых труб является обязательная стыковка одинаковых по диаметру деталей. Первым шагом считается точная подгонка торцов для последующего стыкования. Трубы с обеих сторон с силой прижимаются к торцевателю. После фиксации на место торцевателя укладывается нагревательный элемент плоской формы. По мере нагревания обе трубы будут равномерно расплавляться. Далее трубы сжимаются для обеспечения полифузии. Сжатие проводится с усилием. По мере остывания происходит полимеризация материала и создается надежный шов на месте стыка. Условия, нужные для такого монтажа, достигаются только при наличии специального оборудования. Оно обеспечить равномерный нагрев и стыкование.
Процесс сварки ППР труб
Залог успеха состоит в выполнении максимального количества узлов в одной позиции на верстаке. Лучше проводить работы по пайке ппр труб с помощником, ведь при самостоятельном монтаже просто допустить ошибку.
Подготовка паяльного аппарата

На нагреватель надевают и затягивают специальными винтами рабочие пары — дорны и муфты. Диаметры подбираются под рабочие нужды. Если подразумевается работа с одним типом трубы, то достаточно одеть одну пару, максимально близко расположенную к концу нагревателя.
Важно! Работать удобнее при условии надежной фиксации аппарата на рабочей поверхности верстака. Хорошо, если конструкция предусматривает винт для крепления на краю столешницы. Если такой возможности нет, то можно привинтить аппарат к поверхности саморезами. Для такой фиксации должна быть специальная поверхность.
Для работы с полипропиленом требуется включить на паяльнике температуру в 260 градусов. Температура одинаковая для всех труб. Изменяется только время прогрева.
Следует смотреть за тем, чтобы была достигнута рабочая температура. Для этого нужно просматривать средства индикации, доступные на конкретном аппарате.
Важно! Перед соединением и нагревом обязательно следует очистить места соединения от пыли и грязи, а также провести обезжиривание.
Разметка соединения
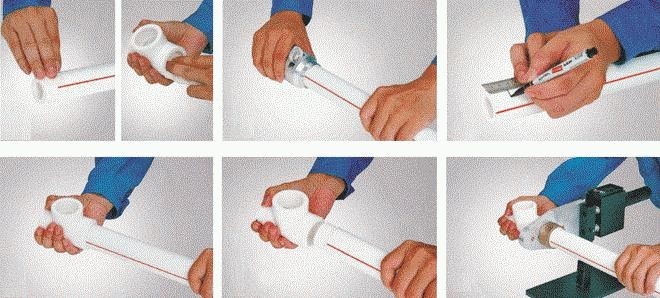
Следующим шагом является разметка соединения. Требуется отмерить длину пояса провара и сделать пометку карандашом или маркером. Это будет место, по которое труба будет введена в нагревательную муфту. Для каждого диаметра устанавливается свой показатель, и ему нужно следовать. При необходимости наносится дополнительная метка, если имеет значение взаимное расположение деталей для сопряжения.
Соединение труб

Далее помеченные элементы труб одновременно вводят в муфту паяльника, а элемент соединения устанавливается в дорн. Труба должна быть введена до отметки, элемент соединения — до упора.
После установки элементов начинает вестись отсчет времени прогрева, зависящего от диаметра трубы, и ему обязательно надо следовать.
В конце времени прогрева детали также одновременно снимают. У мастера есть секунды для их соединения и придания правильного положения. Детали с усилием заводятся друг в друга. Легкая корректировка допускается в первые 1-2 секунды. Детали удерживаются без изменения положения все время, отведенное на фиксацию.
Готовый узел не должен использоваться и испытывать нагрузки все время, предусмотренное для полимеризации полипропилена.
Перед первой пайкой полипропиленовых труб рекомендуется купить соединительные элементы и трубы для тренировки. При успешной пайке образовывается буртик в 1 мм, не портящий внешнего вида изделия.
Пайка полипропиленовых труб своими руками правильно: Пошагово- Обзор +Видео
 Полиэтиленовые трубы настолько практичны в применении, что почти заняли всю нишу в доли продаж, вытеснив традиционные металлические. Это связано в первую очередь характеристиками пнд труб.
Полиэтиленовые трубы настолько практичны в применении, что почти заняли всю нишу в доли продаж, вытеснив традиционные металлические. Это связано в первую очередь характеристиками пнд труб.
Достоинства полипропиленовых труб
 Полипропиленовые трубы обладают рядом достоинств:
Полипропиленовые трубы обладают рядом достоинств:
- долгий период эксплуатации;
- отсутствие накипи, ила и конденсата в процессе использования;
- высокая устойчивость к перепадам температур и давления;
- низкая стоимость;
- простота монтажа.
 Изначально при сборе, полипропиленовые трубы не подвергались пайке. Использовался специальный клей для соединения.
Изначально при сборе, полипропиленовые трубы не подвергались пайке. Использовался специальный клей для соединения.
В некоторых странах с трубами небольшого диаметра внутри помещения, так до сих пор и поступают.
Как паять полипропиленовые трубы
Необходимые инструменты
Чтобы паять полипропиленовые трубы своими руками понадобятся, так называемые, фитинги. Это специальные соединительные элементы, зачастую в угловом виде. 
Они различаются по форме.
Бывают из разных материалов, однородных или нескольких, например, металл с пластиком. И применяются в разных работах:
 Муфта. Используется, когда надо соединить трубы одного диаметра, расположенные в одной плоскости. Иногда припаивается капитально, а в случае необходимости можно использовать с резьбой внутри. Это позволяет заменять отрезки труб для ремонта.
Муфта. Используется, когда надо соединить трубы одного диаметра, расположенные в одной плоскости. Иногда припаивается капитально, а в случае необходимости можно использовать с резьбой внутри. Это позволяет заменять отрезки труб для ремонта.
 Муфта. Используется, когда надо соединить трубы одного диаметра, расположенные в одной плоскости. Иногда припаивается капитально, а в случае необходимости можно использовать с резьбой внутри. Это позволяет заменять отрезки труб для ремонта.
Муфта. Используется, когда надо соединить трубы одного диаметра, расположенные в одной плоскости. Иногда припаивается капитально, а в случае необходимости можно использовать с резьбой внутри. Это позволяет заменять отрезки труб для ремонта.Но надо учитывать, что резьба часто течет, а пайка – это более качественное соединение. Резьбу иногда уплотняют подручными средствами.
- Переходник. Из названия понятно, что соединяться между собой будут элементы с разным диаметром.
- Отводы на 90 и 45 градусов. Позволяет сделать соединение труб под нужным углом.
- Тройник или крестовина. В один технический узел соединяют три или четыре отрезка.
- Заглушка. Намертво закрывает трубу.
 Переходник. Из названия понятно, что соединяться между собой будут элементы с разным диаметром.
Переходник. Из названия понятно, что соединяться между собой будут элементы с разным диаметром.  Из специфических инструментов вида понадобятся только специальные ножницы и паяльник для труб.
Из специфических инструментов вида понадобятся только специальные ножницы и паяльник для труб.
Ножницы бывают двух видов, в зависимости от диаметра. Иногда используется шейвер и фаскосниматель.
Сварочный аппарат представляет собой конструкцию с различными отверстиями.

В этих отверстиях с разным диаметром крепятся специальные насадки для пайки. В набор включены различные насадки со специальным покрытием, за которыми нужен бережный уход.
Есть несколько видов аппаратов, рассчитанных на разную мощность. Соответственно, и на разный диаметр. Температура работ регулируется специальным переключателем.

Шейвер это специальный прибор для зачистки армированного слоя с поверхности торцов.
Для очистки от ненужного пластика и выравнивания поверхности используется фаскосниматель.
Предварительные работы
 В нем должны быть видны все стыки и длины отрезков, а также прописаны крепления к поверхностям. Такие работы снизят вероятность ошибок.
В нем должны быть видны все стыки и длины отрезков, а также прописаны крепления к поверхностям. Такие работы снизят вероятность ошибок.
Далее необходимо сделать правильную разметку. Это один из самых важных этапов работ.
Также рассчитывают необходимое количество материала. Если делают по аналогии со старыми системами, то их промеряют.
Заранее делаются заготовки – нарезают необходимые длины труб. Для этого к расстоянию между фитингами прибавляют 30 мм. Затем разрезают специальными ножницами ровно под 90 градусов. Потом крепят фитинг, и отмечают расстояние. Продольная отметка помогает соединить элементы труб по осям.
При пайке армированных труб по торцам проходят шейвером для очистки поверхности. Крепежные элементы сделаны с таким диаметром, что в них поместятся трубы только без верхнего слоя.
Как паять полипропиленовые трубы.
- Аппарат достается и включается. Важно подготовить место, чтобы было удобно работать и ничего не отвлекало. Он должен быть постоянно включен.
- Концы труб обезжириваются и очищаются от мелкой пыли и мусора. Элементы соединений можно промыть водой.
- В специальное отверстие паяльника вставляется подходящая по диаметру насадка.
- Устанавливается необходимая температура. И прибор греется в течение примерно десяти минут. О готовности сообщит индикатор.
- На насадку медленно и аккуратно надевается элемент трубопровода.
- Для нагрева необходимо выдержать паузу. Чем больше диаметр, тем дольше надо ждать. Время составляет от 4 до 10 секунд.
- Далее этот элемент быстро снимается и надевается на трубу. Здесь как раз и помогут продольные и поперечные метки.
- Шов осматривается. Качественный шов обычно ровный и аккуратный. Не должно быть трещин или складок. Допустимый сдвиг – толщина одной стенки.
- После этого трубам надо дать остыть. Нельзя их перегибать или деформировать.
- Если в процессе что-то пошло не так, то ошибку можно исправить, только вырезав неправильное соединение.
- При пайке крана надо расположить его так, чтобы ручка могла поворачиваться во все стороны.
 Аппарат достается и включается. Важно подготовить место, чтобы было удобно работать и ничего не отвлекало. Он должен быть постоянно включен.
Аппарат достается и включается. Важно подготовить место, чтобы было удобно работать и ничего не отвлекало. Он должен быть постоянно включен. Устанавливается необходимая температура. И прибор греется в течение примерно десяти минут. О готовности сообщит индикатор.
Устанавливается необходимая температура. И прибор греется в течение примерно десяти минут. О готовности сообщит индикатор. Далее этот элемент быстро снимается и надевается на трубу. Здесь как раз и помогут продольные и поперечные метки.
Далее этот элемент быстро снимается и надевается на трубу. Здесь как раз и помогут продольные и поперечные метки.Можно посмотреть, как паять полипропиленовые трубы на видео. Работы лучше проводить в перчатках.
Как правильно паять пластиковые трубы паяльником
Производители материалов для прокладки инженерных сетей предлагают широкий выбор современных решений, которые пришли на смену традиционным. В частности, это касается труб для монтажа в доме или квартире водопровода, ветки ГВС, радиаторной и напольной отопительной системы. Чтобы проложить или отремонтировать локальный трубопровод из полимерных труб (поливинилхлорида, полипропилена), необходим специальный инструмент и некоторый навык работы с ним. Пайка пластиковых труб не относится к сложным работам, но важно понять технологию и учесть ряд моментов, чтобы получить надежный и долговечный результат.
 Инструмент для пайки пластиковых труб
Инструмент для пайки пластиковых труб
Аппарат для пайки труб
В быту применяется специальный аппарат, рассчитанный на присоединение полимерной трубы к соответствующему фитингу или муфте. Максимально допустимый диаметр труб, с которыми может справиться домашний мастер, 63 мм. Трубы большего диаметра преимущественно сваривают встык, используя профессиональное оборудование.
Паяльный инструмент для домашнего использования представляет собой агрегат, оснащенный подставкой, рабочая часть которого нагревается до заданной температуры. Греющийся элемент (подошва) снабжен отверстиями для установки насадок различного диаметра (от 16 до 32 мм).
 Аппарат для спаивания пластиковых труб
Аппарат для спаивания пластиковых труб
По конструкции различаются аппараты:
- мечевидные;
- цилиндрические.
Нет принципиальной разницы, какой из них использовать для пайки пластмассовых труб своими руками. В любом случае точное соблюдение инструкции поможет получить желаемый результат.
Секреты качественной пайки
Пайка труб должна осуществляться в помещении с плюсовой температурой, при этом чем холоднее воздух, тем больше времени потребуется прогревать детали из пластика или металлопластика для герметичного и прочного соединения.
 Секреты качественной пайки
Секреты качественной пайки
Чтобы не допустить распространенных ошибок при монтаже труб для отопления или водоснабжения, обратите внимание на следующие рекомендации:
- Мощность бытового инструмента должна составлять 1200 Вт.
- Устройство для домашнего использования предназначено для работы с трубами диаметром до 32 мм, в остальных случаях необходимо задействовать профессиональный паяльник.
- Перед тем как начать паяние, прогревайте аппарат не менее 5–10 минут, чтобы рабочая часть с насадками разогрелась до заданных параметров.
- Спаяв элементы трубопровода между собой, не прокручивайте их и не смещайте шов, чтобы не нарушить его целостность. Допускается лишь аккуратно выпрямить перекосы, в противном случае под нагрузкой шов будет протекать.
- Не следует сильно сжимать детали между собой. Так как расплавленный пластик вдавится внутрь и уменьшит проходной диаметр фитинга, что ухудшит рабочие параметры системы.
- Нельзя оставлять зазоры между краем трубы и внутренней частью фитинга. Такое соединение под давлением даст течь.
- Обязательно дайте спаянному месту полностью остыть прежде, чем подвергать нагрузкам.
- После каждой операции по пайке очищайте насадки от следов расплавившегося пластика. Это предотвратит появление нагара, а также порчу элементов, которые требуется спаять.
- Очистку насадок выполняйте при помощи деревянной плоской палочки. Это убережет тефлоновое покрытие от повреждений. Металлические предметы использовать нельзя, так как царапины приведут в негодность насадку, а пластик к ней будет прилипать и сгорать.
Внимание! Прежде чем приступать к монтажу трубопровода посмотрите подробную видеоинструкцию и потренируйтесь на ненужных обрезках пластиковых труб.
Меры безопасности
Важно не только знать, как паять пластиковые трубы, но и соблюдать технику безопасности при работах с электроинструментом, чтобы не получить ожог или травму.
 Важно использовать защитные перчатки
Важно использовать защитные перчатки
- При работе обязательно используйте защитные перчатки.
- Обратите внимание на чистоту пола, запыленность помещения. Грязь, попавшая в расплавленный пластик, ухудшает качество сварки и делает место стыка неэстетичным.
- Паяльный агрегат требуется расположить на горизонтальной ровной поверхности.
- В течение всего рабочего процесса агрегат не обесточивают.
- Начинать сварку элементов можно только после полного разогрева паяльника. У современных моделей о выходе на рабочий режим сообщает отключившийся индикатор. Используя старый прибор, подождите около 20 минут с момента включения.
Ход работ
Рассмотрим подробно, как правильно паять пластиковые трубы в домашних условиях. На предварительном этапе требуется подготовить весь необходимый инструмент:
- рулетку и маркер;
- надфиль или напильник;
- наждачную бумагу с мелким зерном;
- труборез;
- острый монтажный нож;
- паяльник для сварки пластика.
Также потребуется ветошь и спирт (либо другое средство для обезжиривания) для обработки спаиваемых поверхностей.
Подготовка элементов
Трубы нарезаются на нужную длину при помощи специального трубореза или острого монтажного ножа. Следите за тем, чтобы срез был строго перпендикулярным, иначе не получится выполнить герметичное соединение.
 Использование шейвера
Использование шейвера
Далее требуется обработать край трубы. Желательно применить специальный инструмент – шейвер, но в его отсутствие достаточно использовать монтажный нож (используется для удаления заусенцы), после чего край обычной трубы из пропилена или армированной стекловолокном требуется обработать до гладкости при помощи надфиля, мелкозернистой шкурки.
Важно! У армированной алюминием трубы ПВХ рекомендуется удалить на краю верхний слой полимера и слой фольги, чтобы повысить качество соединения.
Убедившись, что по гладкости обработанный край практически не уступает внутренней части купленного в магазине фитинга, можно начать спаивать элементы, предварительно обезжирив соединяемые поверхности спиртом.
Технология пайки
Рассмотрим, как пользоваться паяльником и какой температурный режим нужно выбрать для пластиковых труб разного типа. Работы по монтажу полимерного трубопровода своими руками выполняются в несколько этапов:
- Паяльный агрегат надежно закрепляют на платформе и устанавливают на рабочую часть насадки подходящего диаметра.
- Электропаяльник включают, предварительно задав требуемую температуру. Чтобы припаять друг к другу детали из полипропилена, рабочую часть требуется разогреть до 260°C, при сварке изделий из ПВХ необходим нагрев до 220°C.
- После прогрева аппарата, фитинг и подготовленный край трубы надевают на насадки и нагревают детали в течение нескольких секунд (точное время прогрева указано ниже в таблице, оно зависит от диаметра элементов).
- Выждав требуемое время, детали аккуратно стыкуют между собой и оставляют до полного остывания. Аналогично скрепляются и все остальные элементы трубопровода.
Глубина сварки трубы соответствует параметрам внутренней части фитинга – насадки на паяльник обеспечивают нагрев элементов на одинаковую глубину, чтобы обеспечить максимальное соприкосновение поверхностей для лучшего сцепления.
 Технология процесса пайки
Технология процесса пайки
Способ соединения полимерных труб при помощи температурной сварки достаточно прост, если освоить навык точного соединения нагретых элементов, знать, как спаять детали. Вставив трубу в фитинг, ее не перемещают и не поворачивают, чтобы разогретый полимер смог сформировать монолит. Если место спайки шевелить до застывания материала, полимер соберется складками и соединение разгерметизируется.
Проверяем качество соединения
К поверке герметичности соединений приступают после того, как все стыки смонтированы и успели остыть. Для этого в готовую систему заливают воду и осматривают трубопровод, чтобы выявить утечки. До заливки воды дайте смонтированной системе простоять хотя бы час при нормальной комнатной температуре, а если воздух в помещении более прохладный, то предпроверочная пауза должна продлиться минимум 2–3 часа.
Если нашлись неплотные стыки, необходимо слить воду из системы перемонтировать участок трубопровода, установив новые фитинги и взяв отрезок трубы соответствующей длины. Попытка как-то заклеить негерметичное соединение или запаять его при помощи электропаяльника, заранее обречена на провал. Монтаж полимерного трубопровода требует точного соблюдения технологий.
 Пример качественного соединения
Пример качественного соединения
По окончании ремонтных работ заново проверяют герметичность системы, залив в нее воду. Если речь идет о системе отопления, настоящую проверку трубопровод пройдет только после нагрева теплоносителя в котле, при повышенных температурах и давлении.
Заключение
Инструкция как паять пластиковые трубы позволяет понять технологию процесса. Если возникла необходимость в разовых работах, экономически невыгодно покупать электропаяльник для труб, проще взять инструмент в аренду в компании, предоставляющей подобные услуги.
Планируя впервые проводить самостоятельные работы, желательно купить материал с небольшим запасом. Зная только в теории, как паять трубы, прежде чем приступать к работам в доме, необходимо потренироваться. Если опыт получился неудачным, доверьте монтаж или ремонт трубопроводов в доме профессионалам.
Видео по теме:
Как выполняется пайка полипропиленовых труб в труднодоступных местах – проверенные опытом способы
При установке новых полипропиленовых труб взамен устаревших металлических систем может возникнуть ситуация, когда соединение труб с помощью сварки необходимо выполнить в местах, которые не совсем соответствуют условиям для совершения такой операции.
Поэтому для самостоятельного обновления трубопровода требуются определенные знания, помогающие организовать сварку полипропиленовых труб в неудобном месте, используя для этого вспомогательные инструменты.

Инструменты для работы
Выполнить качественное соединение трубных элементов помогает специальный паяльник для труб из полипропилена и набор тефлоновых насадок. Используя паяльник, можно без особых усилий выполнить соединение сваркой на любом участке трубы. С помощью насадок можно соединить трубные элементы, имеющие разный диаметр.

Кроме того, пайка полипропиленовых труб в труднодоступных местах предполагает наличие следующих инструментов:
- Приспособление для резки труб из полипропилена (чаще всего резак идет в комплекте с паяльником).
- Раствор, позволяющий обезжирить место пайки.
- Набор соединительных элементов.
Также необходимо приготовить рулетку, линейку и карандаш, а также уголок и ножик. В некоторых случаях может понадобиться ветошь.
Способы сварки полипропиленовых труб
Пайка труб в труднодоступных местах может выполняться разными способами в зависимости от рабочего диаметра труб:
- Методом стыковой сварки соединяют трубы, имеющие толщину стенок не меньше 4 мм и диаметр до 50 мм. В быту таким способом пользуются довольно редко.
- Раструбным способом пользуются при соединении труб с диаметральным сечением до 40 мм. Для работы требуется специальный сварочный механизм, оснащенный центрирующим устройством.
- При седельной пайке к трубе под углом 90 0 приваривают специальное раструбное седло путем стыкового сочленения. Седло просверливают и к месту соединения приваривают кусок трубы, получая на выходе Т-образный переходник. Читайте также: «Надёжная пайка пластиковых труб своими руками – хороший способ соединения».
Сварка в труднодоступных местах
Паять труднодоступные участки полипропиленовых изделий намного сложнее, чем прямолинейные прогоны. Для создания благоприятных условий работы в таких местах требуется приложение достаточного количества усилий.
К «неудобным» местам можно отнести:
- Пространство под потолком.
- Углы помещения.
- Стесненные условия для размещения паяльника.

Выполняя сварку полипропиленовых труб в труднодоступных местах под потолком, нужно приготовить место, где будет размещен сварочный аппарат при ручном формировании соединения. Для этой цели можно пригласить помощника или повесить аппарат на специальный крюк, подготовленный заранее. Читайте также: «Как правильно паять полипропиленовые трубы – теория и практика».
В случае расположения труб очень близко к стене используют специальный прием: прямую и ответную часть формируемой стыковки поочередно прогревают паяльником. При этом нагрев должен доходить до таких пределов, чтобы первый нагретый участок не успел остыть, пока нагревается ответная часть.
Особенности пайки в углах
Чтобы решить проблему, как паять полипропиленовые трубы в труднодоступных местах, например, в углах, нужно знать особенности таких соединений. Стыковка трубных элементов в углах помещения проводится с использованием заготовок, обрезанных под углом 90 0 . При этом важно, чтобы их концы были тщательно зачищены и обработаны обезжиривающими средствами (прочитайте также: «Как отрезать трубу под углом – варианты разметки для круглой и профильной трубы»). Использование специальных угловых переходников и фитингов способствует образованию плавных переходов на трубных элементах при угловом соединении.

Формирование угловых соединений на трубах, располагающихся на небольшом расстоянии от стены, также выполняется путем последовательного нагревания прямой и ответной части. Особое внимание в этом случае следует уделить глубине вхождения трубного элемента в тело угловой детали. Для обеспечения высокой точности необходимо сделать соответствующую отметку маркером или карандашом. Читайте также: «Как выполняется пайка полипропиленовых труб – правила соединения».
Решение вопроса о том, как спаять полипропиленовые трубы в труднодоступных местах, требует внимательного отношения и точного выполнения всех действий. Стыковочные элементы, имеющие даже незначительный дефект, подлежат обязательной замене на новые детали. По мнению специалистов при выполнении соединений в труднодоступных местах не стоит отключать питание сварочного аппарата, лучше, если он будет всегда включенным.
Паяем полипропиленовые трубы своими руками. Полное руководство и видео инструкции
 «Полипропиленовые трубы изготавливают экструзивным путём из термопластичного полимер-пропилена. Это позволяет достичь хорошей свариваемости однородных элементов» (выдержка из Википедии).
«Полипропиленовые трубы изготавливают экструзивным путём из термопластичного полимер-пропилена. Это позволяет достичь хорошей свариваемости однородных элементов» (выдержка из Википедии).
Здравствуйте, уважаемые друзья! Сегодня предлагаю продолжить разговор, который вели 7-го марта…
Полипропиленовые трубы благодаря демократичной цене и несложному соединению, занимают лидирующую позицию в монтаже водопроводных сетей. Несмотря на кажущуюся хрупкость и недолговечность, они надёжно служат в инженерных коммуникациях многих квартир и домов. Особо привлекает их монтаж, позволяющий за несколько минут создать прочное соединение. Итак, наша тема — пайка полипропиленовых труб своими руками.
Из этой статьи вы узнаете:
Вначале сообщу о достоинствах таких труб
- Срок службы по заявлениям разных производителей составляет от 20 до 50 лет;
- Не подвержены коррозии, отложению известкового налёта и не требуют окраски;
- Сварка (пайка) элементов трубопроводов является монолитным соединением;
- Относительно эластичны и не боятся умеренных физических (ударных) нагрузок;
- Демпфируют (сглаживают) вибрации и шумы проходящей в них воды;
- Обладают химической стойкостью, не пропускают кислород, являются отличным диэлектриком;
- Спаянные соединения не нуждаются в последующем обслуживании;
- Экологически безвредны и недороги.

Переходим к главному – сварке полипропиленовых труб
Сварка и пайка полипропиленовых труб (ПП-труб) – это понятия одного рода. Поэтому, в тексте уместны оба выражения.
Хорошая новость. Для выполнения пайки не требуется специальная квалификация. Сама пайка пропилена, не является сложной. Главное условие – последовательное выполнение инструкций и наличие некоторого специального инструмента.
Минимальный набор инструментов для работы
- Паяльник раструбной пайки. Другое название – сварочный аппарат для полипропиленовых труб;
- Набор насадок нужных диаметров для ПП-труб и фитингов;
- Кольцевой резчик (труборез) или специальные ножницы;
Одним словом, купив или взяв у друзей специализированный набор, можно получить все, выше перечисленные компоненты в одном кейсе-чемодане. И ещё, нужна рулетка, карандаш или маркер.
Эксперты не рекомендуют пытаться соединять ПП-трубы подручными средствами (без специального инструмента). Качество таких действий, под большим вопросом. Хотя кому-то, это и покажется возможным.
 Принцип соединения состоит в следующем: параллельно нагретые края элементов в «горячем» виде скрепляются, образуя при этом, неразъемное герметичное соединение.
Принцип соединения состоит в следующем: параллельно нагретые края элементов в «горячем» виде скрепляются, образуя при этом, неразъемное герметичное соединение.
Как паять трубы? Последовательность действий
Итак, у Вас имеется необходимый инструментарий. Предположим, Вы его купили или взяли в аренду.
Следующий этап — готовим материал
 1)ПП-трубы отмеряют и отрезают труборезом или кусачками, под углом 90°. Полученный срез должен быть ровным и чистым, без «бахромы».
1)ПП-трубы отмеряют и отрезают труборезом или кусачками, под углом 90°. Полученный срез должен быть ровным и чистым, без «бахромы».
2)Отмечаем маркером или карандашом глубину сварки (расстояние, на которое труба вставится в фитинг). Для определения размеров, используйте инструкции производителя (обычно это 10-15 мм). Учитывайте то, что точная разметка — это очень важный момент, от которого зависит аккуратность, эстетика и качество будущих коммуникаций.
3)Место пайки очищается от волокон и пыли, после чего обезжиривается. Если этим пренебречь, то есть риск нарушения герметичности. Вы же не торопящийся ЖЭКовский сантехник, поэтому уделите внимание этому вопросу. Кстати, для обезжиривания сгодятся гигиенические спиртовые салфетки из аптеки.

На внешнем ободе трубы делается фаска рекомендуемой глубины и угла. В соответствии с европейскими стандартами, фаска должна углубляться в пределах 2-3 мм, под углом 15°. Российские стандарты, обозначают угол в 45° и длину соответствующую 1/3 толщины трубы (это Вам для общего развития, на практике такого никогда нет, и угол Вы замерять никогда не будете).
Для снятия фаски, подойдёт любой инструмент, позволяющий выполнить работу аккуратно. Обычно, это острый нож, а лучше — кусок крупной наждачной бумаги (покрутил торец трубы и всё готово). Место фаски, требуется очистить и обезжирить.
Совет эксперта: когда режете небольшие куски (чтобы не было перекоса), более длинный отрезок держите справа. Безусловное удобство полипропиленовых труб — возможность использования по назначению для водо и теплоснабжения, уже через 10-20 минут после окончания сварки.


Готовим паяльник для полипропилена
Паяльник («утюжок»), собирается и закрепляется на подставку. В зависимости от диаметра труб устанавливаются насадки нужного размера.
Регулятор термостата подводим к отметке температуры в 260° и ожидаем прогрева*. О его достижении нам просигнализирует контрольная лампочка. *температура разогрева может отличаться.
К недостаткам технического характера, можно отнести неудобство использования сварочного прибора в труднодоступных местах. Если работы будут на высоте (в буквальном смысле), то нужен помощник, поскольку требуется сноровка и быстрота, позволяющая за пару секунд снять детали с паяльника и соединить.
Технология процесса сварки
Все дальнейшие действия выполняйте в термозащитных перчатках (часто имеются в комплекте к паяльнику). Даже случайное кратковременное касание «утюжка» голыми руками, приведёт к ожогу.
1) Труба вставляется в соответственно подобранную горячую гильзу, на отмеченную по её поверхности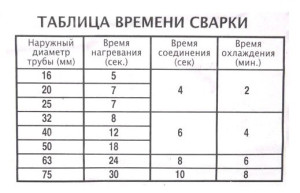 глубину, а фитинг надвигается на так называемый дорн. Оба действия проводятся одновременно. Данная работа не требует больших физических усилий. Это связанные с тем, что насадки изготовлены в виде конуса с небольшим углом.
глубину, а фитинг надвигается на так называемый дорн. Оба действия проводятся одновременно. Данная работа не требует больших физических усилий. Это связанные с тем, что насадки изготовлены в виде конуса с небольшим углом.
 Внимание! Полипропиленовые элементы нельзя вращать при установке на сварочные насадки. Труба и фитинг выдерживаются, определённое время, исходя из их толщины и типа. Время нагрева (оплавления), приводится в таблицах.
Внимание! Полипропиленовые элементы нельзя вращать при установке на сварочные насадки. Труба и фитинг выдерживаются, определённое время, исходя из их толщины и типа. Время нагрева (оплавления), приводится в таблицах.
Если работа проводится при температуре ниже +10°, то увеличьте время оплавления на 2-4 секунды (в зависимости от ø трубы). Если пайка выполнена правильно, то проходное отверстие должно быть без сужений.
2) По истечении заданного времени, одновременно вынимаем из сварочных насадок фитинг (тройник, уголок, муфту) и трубу, и без промедления соединяем нагретые элементы. Неподвижно фиксируем их в этом положении, примерно 10-20 секунд. За это время, оплавленные части взаимно схватятся.
Внимание! Не вдвигайте детали с большим усилием. Это может привести к образованию утолщения, уменьшающего просвет трубного канала. Не делайте при соединении вращательных движений и контролируйте совмещение осей в обеих плоскостях.
Если фитинг угловой, заранее определитесь, в какую сторону будет направлен угол.
3) Сварное соединение выполнено. Дайте ему в течение 3-8 минут окончательно схватиться. Время напрямую зависит от диаметра (чем больше — тем дольше).
Внимание! Если заметили какую-либо неправильность, помните, у Вас есть только несколько секунд, чтобы изменить их взаимное положение. После чего, они быстро остынут, и дальнейшие движения могут негативно сказаться на качестве соединения. Говоря проще — стык потечёт.
Захотите проверить качество сварки – аккуратно разрежьте ПП-фитинг по месту его соединения с трубой. Если на срезе будет однородная поверхность (без швов и прочих деформаций) – значит, всё выполнено успешно, и соединение двух деталей стало, как говорят, «одним целым».

Таким образом, продвигаясь от входа стояка до различных точек (вентилей, приборов учёта и т. д.), производят монтаж ПП-труб c помощью фитингов. Следует учитывать, что «первый блин всегда будет комом». Поэтому, потренироваться лучше отдельно на простых заготовках и конфигурациях…
А это — видео уроки, которые помогут усвоить теорию. И не забывайте: лучший учитель — это практика. Объяснить и рассказать все нюансы я не смогу, а они тоже имеются. Будет больше практики — будет отличный результат.
 Анекдот в тему: — А чего это у вас трубы такие кривые?
Анекдот в тему: — А чего это у вас трубы такие кривые?
— Это просто у нас вода такая жёсткая.
Спасибо всем кто дочитал до конца и позитивно оценил информацию. Успехов и надёжной пайки Вашим трубам! До встречи в следующих статьях!
Цитата мудрости: Чем сильнее заблуждение, тем более торжествует истина (Иоганн Шиллер).

