
Вальцы для прокатки профильной трубы своими руками
Вальцы для профильной трубы: делаем ручной профилегиб своими руками
Сделать вальцы для профильной трубы своими руками, используя чертежи и знание принципа работы этого полезного приспособления, вполне реально. Используя такое устройство, обладающее высокой универсальностью, вы сможете самостоятельно изготавливать из профтруб гнутые конструкции любой степени сложности.

Прокатка профильных труб для навеса на самодельном станке
Основными рабочими органами вальцов, оказывающими механическое воздействие на обрабатываемую профильную трубу, являются вращающиеся валки, количество которых может варьироваться от 3 до 5 штук. В просвете между валками как раз и происходит пластическая деформация профтрубы.
Виды устройств с вращающимися валками
Прокатка профильной трубы, в результате которой осуществляется изменение ее первоначальной конфигурации, может выполняться на оборудовании различной конструкции. Различаться такие устройства для вальцовки профильной трубы могут по типу используемого привода и по основным техническим характеристикам. Так, вальцы прокатные могут иметь:
- ручной привод (применение таких приспособлений для прокатки профильных труб требует значительных физических усилий);
- электрический привод;
- приводной механизм гидравлического типа.

Ручные прокатные вальцы как раз и служат прототипом для самостоятельного изготовления станка
Наиболее простыми (и, соответственно, недорогими) приспособлениями, при помощи которых выполняют вальцовку профильной трубы, являются ручные профилегибы. Наряду со своей надежностью и простотой использования они отличаются еще целым рядом весомых преимуществ. Конструкцию профилегиба ручного составляют следующие элементы:
- массивная станина, служащая надежным основанием для всей конструкции;
- вальцы, которые выполняют подающую и приемную функции (данные конструктивные элементы, при помощи которых и выполняется вальцевание, соединяются между собой посредством цепной передачи);
- комплект зажимных механизмов (струбцин), предназначенных для фиксации труб различного размера.
Основные части вальцов
Такой прокатный станок, отличающийся простейшей конструкцией, также оснащается специальной трубой, которая выступает в роли направляющей для изгибаемой заготовки. Следует иметь в виду, что использование такого станка требует от исполнителя приложения значительных физических усилий. Кроме того, данное приспособление не позволяет выполнять вальцевание с высокой производительностью и чаще всего применяется для несложных работ в домашних условиях. Именно поэтому конструктивная схема данного станка используется для того, чтобы сделать профилегиб своими руками. Такой простой по конструкции профилегиб позволяет выполнять вальцевание профильных труб качественно и с высокой эффективностью.
Электрический станок для вальцевания профильных труб, даже сделанный самостоятельно, обеспечивает более высокую производительность технологической операции. Объясняется это тем, что за выполнение основной операции – протягивание проф трубы через вальцы – отвечает электрический привод, мощность которого может быть достаточно большой. Именно поэтому электрические вальцы для профильной трубы, сделать которые можно и своими руками, используя чертежи, применяются как небольшими организациями или домашними мастерами, так и производственными предприятиями.

Электроприводом станок может оборудоваться и позднее, главное учесть это изначально и разрабатывать достаточно мощную конструкцию
Однако, конечно, самой высокой мощностью отличается гидравлический профилегибочный станок, своими руками изготовить который достаточно сложно. Приспособления данного типа, предназначенные для вальцевания профильных труб, используются преимущественно на промышленных предприятиях, где осуществлять такую технологическую операцию необходимо с высокой производительностью.
Самодельные приспособления для вальцевания труб
Без такого устройства, как приспособление для вальцевания профтруб, практически не обойтись в тех ситуациях, когда вы решили самостоятельно заняться ремонтом, при выполнении которого придется иметь дело с гнутыми трубами. Для этого можно приобрести серийное устройство подобного назначения или использовать профилегиб самодельный, конструкция которого не отличается высокой сложностью. Вопросом о том, как сделать профилегиб, есть смысл задаться еще и по той причине, что серийные модели стоят достаточно дорого, поэтому их приобретение (особенно если они требуются только для выполнения домашнего ремонта) не всегда целесообразно.
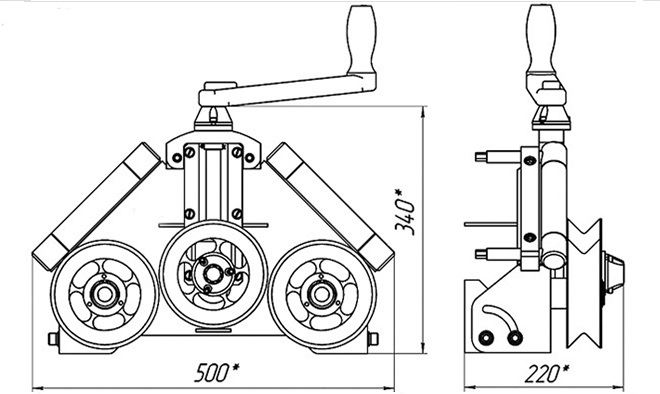
Ориентировочные размеры самодельных вальцов
Для того чтобы качественно изготовить самодельные вальцы, можно изучить теоретические сведения, просмотреть видео на данную тему, но главное – придерживаться рекомендаций тех, кто уже добился при решении этого вопроса хороших результатов. Конечно, чтобы сделать свой вальцеватель, необходимо обладать не только соответствующими знаниями, но и определенными навыками изготовления и использования различных технических устройств.
Кинематическая схема станка
Самодельные вальцы могут быть сделаны даже из подручных материалов, которые практически всегда есть в любом гараже или домашней мастерской. При этом эффективность таких вальцов, если они изготовлены с учетом всех рекомендаций, будет ненамного ниже, чем у моделей, выпускаемых серийно.
Чертежи валов станка:
Как самостоятельно изготовить профилегиб
Чтобы сделать профилегибочный станок своими руками, надо придерживаться следующей последовательности действий.
- В первую очередь изготавливается основание или станина, для чего можно использовать трубы большого диаметра или стальные швеллеры.
- Серьезное внимание следует уделить изготовлению вертикальной опоры станка, материалом для которой может послужить профиль П-образного сечения. Именно в верхней части такой опоры, которая должна отличаться высокой надежностью, устанавливается деформирующий трубу узел – вальцовый механизм. Для монтажа вертикальной опоры, нижняя часть которой надежно фиксируется под станиной, вам потребуется струбцина соответствующего размера. При таком способе крепления вертикальной опоры деформационное усилие, оказываемое на изгибаемую профильную трубу, будет равномерно распределяться по двум подающим вальцам.
- Чтобы привести во вращение подающие вальцы, используют цепную передачу, которую можно собрать, используя для этого цепь и звездочки от старого велосипеда. Звездочки, которые по своим геометрическим параметрам должны строго соответствовать характеристикам используемой цепи, фиксируются на подающем и ведомом валах. При монтаже цепного механизма подачи для вашего самодельного станка следует обеспечить хорошее натяжение цепи и только после этого приступать к фиксации рукоятки подающего механизма. Естественно, что приводной механизм вашего станка для вальцевания профтруб должен обеспечивать легкое вращение подающего и ведомого валов.
- Сами самодельные вальцы, которые будут оказывать давление на изгибаемую профильную трубу и тем самым воспринимать основную нагрузку при работе станка, лучше всего изготовить из стали, прошедшей процедуру закалки.
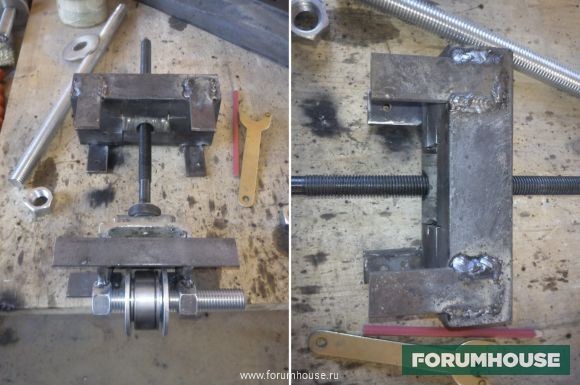
Весь процесс изготовления ручного профилегиба подробно отображен на фотографиях ниже.
Для того чтобы прокатный станок для профильных труб, сделанный своими руками, обладал высокой универсальностью и мог использоваться для обработки изделий различного размера, в его конструкции необходимо предусмотреть возможность выполнения радиальной регулировки. Такая важная опция позволяет изменять величину зазора между рабочими валками. Чтобы сделать свои самодельные вальцы еще более функциональными, можно предусмотреть в их конструкции возможность выполнения и угловой или, как ее еще называют, осевой регулировки.
Самодельные устройства для гибки профильного трубного проката, изготовленные по универсальным схемам, можно в дальнейшем подвергать модернизации, если в этом возникает необходимость. Например, их можно оснастить электрическим приводом или установить на них большее количество рабочих валков.
Конструкция станка может быть проще, если использовать гидравлический домкрат, как показано на видео ниже.
Самодельный профилегиб за 2000 рублей: детали, конструктив, размеры и необходимые инструменты
Профилегиб нужен многим домашним мастерам. Согнуть металлические трубы для теплицы, сделать арки для навеса для автомобиля, изготовить крышу для качелей — инструменту везде найдётся применение. Вот только цена на покупной качественный профилегиб заводского изготовления «кусается». Как быть? Сделать «машинку» для гибки труб с ручным приводом из недорогих материалов по образцу от Pin008.
- Стоимость самодельного профилегиба, необходимые детали и инструмент
- Этапы изготовления профилегиба своими руками
- Полезные советы по изготовлению самоделки
Профилегиб без токарных работ: цена, детали, инструменты
Задумав сделать профилегиб своими руками, мастер задаёт себе вопросы:
- Потребуется ли токарка?
- Во сколько обойдётся самоделка?
- Не дешевле ли купить профилегиб в магазине?
Чтобы ответить на них, сразу покажем, что получилось у участника портала Pin008.
А это пример работ, выполненных профилегибом.


А это видео, где показана работа этого самодельного трубогиба для профильной трубы.
Если вас заинтересовал самодельный станок для гибки труб Pin008, то для его изготовления вам понадобятся:
- подшипниковый узел UCP 204 – 4 шт.;
- швеллер прямой 8 (высота основания полки 8 см, ширина полки 4 см) – 2 м;
- ромбический домкрат от легкового автомобиля;
- подшипник 156704 – 3 шт.;
- резьбовая шпилька М20;
- гайки М20;
- шайбы под шпильку М20;
- звездочки от велосипеда – 2 шт.;
- велосипедная цепь.
- болгарка;
- мощная дрель;
- сварочный инвертор.
Далее мы расскажем, как из этих деталей собрать самодельный профилегиб.
Изготовление станка для гибки профильных труб из металла
Работу по строительству самоделки пользователь разбил на ряд последовательных шагов:
- Прикинул размеры профилегиба.


- От автомобильного домкрата взял винтовую часть для изготовления нажимного винта.



- Примерил детали.

- Собрал корпус гибочного станка из швеллера.



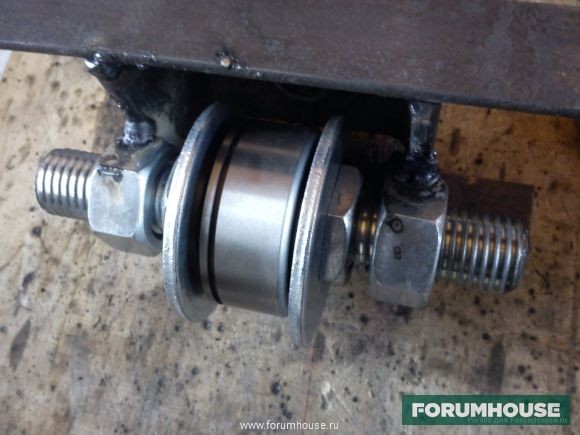
- Изготовил ролики. Ось Pin008 сделал из резьбовой шпильки М20. Для этого он разрезал её болгаркой на куски необходимой длины.





- Этапы изготовления нажимного ролика.




- Сборка станины профилегиба. Верхняя планка съёмная, для удобства установки нажимного ролика.


На фото ниже наглядно показано как сделать нажимной ролик для профилегиба.

Далее Pin008 изготовил контргайки. Делал он это так:
- Накрутил гайку на шпильку и законтрил её второй гайкой.
- Заготовку зажал струбциной, и распилил гайку болгаркой с тонким отрезным диском.



Конструкция в сборе.


Звездочки для цепного привода Pin008 прихватил к гайкам сваркой.



Далее Pin008 собрал профилегиб. Покрасил его и использовал по назначению.




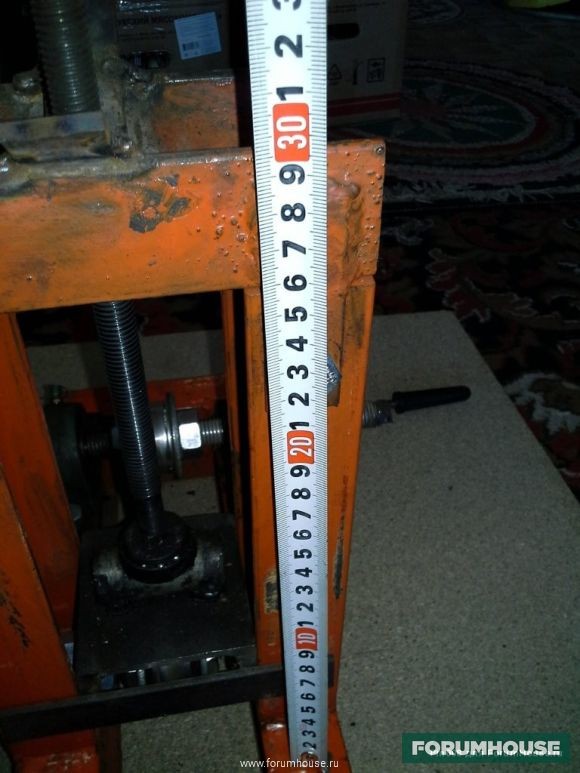
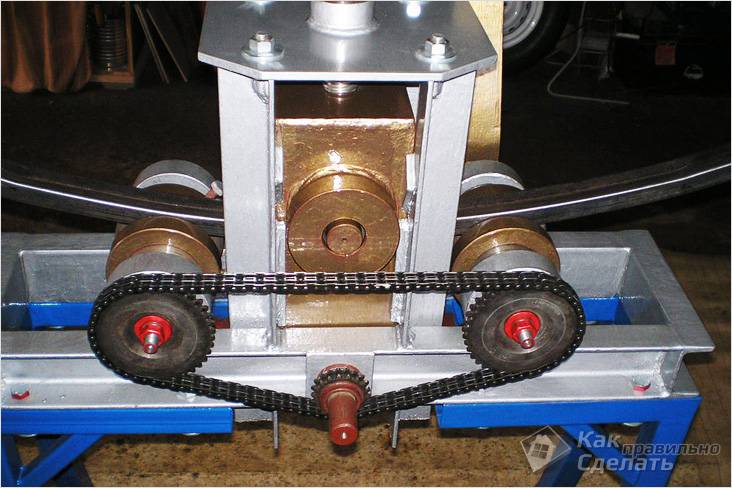
Т.к. чертежей самоделки Pin008 не сделал, то, для уточнения размеров станка, он приложил к профилегибу рулетку.

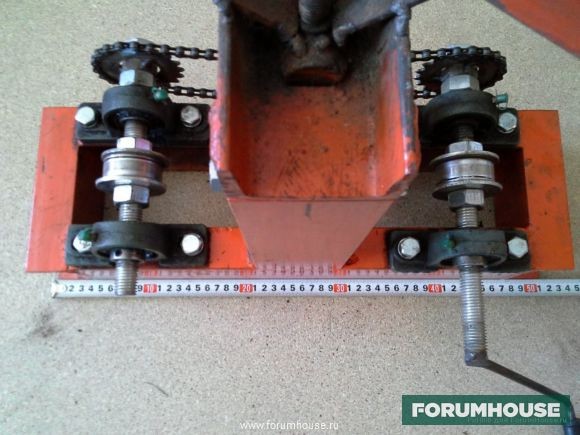




Думаю, брать швеллер меньших размеров не стоит. Масса станины снизится и станок будет стоять неустойчиво. Делать расстояние между осями роликов меньше 300 мм тоже не следует. Иначе увеличится нагрузка на ролики, подшипники и у них лопнут обоймы. Отмечу, что ход прижимного винта настолько лёгкий, что он крутится одним пальцем.

При изготовлении самодельного профилегиба запомните, что, чем меньше осевое расстояние между роликами, тем меньший радиус заготовки гнётся на станке. Но увеличится нагрузка на ролики, а значит и подшипники. Радиус сгиба регулируется величиной опускания прижимного ролика, а она ограничена высотой центральной части станины и длиной резьбовой части нажимного винта.
Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
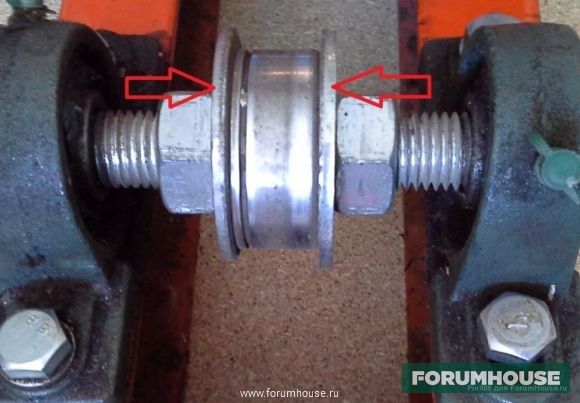
Эксплуатация профилегиба показала, что самоделка удалась и оптимально подходит для гнутья труб 20х20 мм. Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину. Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки. Но 5 лет эксплуатации инструмента доказали, что идея работает. По словам Pin008, за всё время эксплуатации самоделки, ничего не сломалось. Единственное, что бы он сделал — отказался от двух больших шайб на нажимном ролике. Они просто не нужны.
А нажимной подшипник он взял бы большей ширины.

Важный нюанс! Нижние ролики не крутятся относительно шпильки, т.к. «намертво» зажаты с двух сторон гайками. Но сами валы крутятся во внешних обоймах — в подшипниках, находящихся в опорах станины.
Это подсказало Pin008, как удешевить конструкцию.
Для нижних роликов не покупайте новые подшипники, а поищите на автосервисах «убитые». Они всё равно не крутятся на валах. Цепь и звездочки поспрашивайте у знакомых, вдруг завалялись «ненужные и лишние» от старья. Шпильку и швеллер купите на пунктах приёма металла.
А вот val-lel, по собственному опыту, советует поискать в автосервисах выкинутые цепи привода ГРМ и звездочки распредвала от двигателя ВАЗа. Всего нужно две одинаковых звездочки и одна цепь. Даже если на звездочках есть следы износа, а цепи вытянуты, для самодельного станка, это — не имеет значения.
Присоединиться к обсуждения самодельного станка можно в теме Арочный профилегиб без токарки.
Советуем прочитать статьи:
- Самодельные козлы для распиливания дров и дровокол: чертежи, конструктив, опыт использования
- Ручной станок для гибки арматуры своими руками — самые дешевые и простые варианты самодельных арматурогибов
- Помощники в работе по металлу для домашней мастерской: циркулярная пила по металлу, дисковый отрезной станок, как распилить металл лобзиком
Вальцы для профильной трубы своими руками
- 1 Виды валковых механизмов
- 2 Вальцы домашней сборки
- 3 Порядок сборки
- 4 Видео
Так называемые вальцы, используемые для работы с металлическими заготовками, представляют собой станок особого класса, посредством которого вы сможете получать гнутые профили любой степени сложности.
Основным функциональным узлом такого механизма являются валки, выполненные в виде вращающихся цилиндров, в промежутке между которыми и осуществляется формовка исходной трубной заготовки. У различных моделей вальцов число таких цилиндров может быть различным (обычно их устанавливается от 3-х до 5-ти штук).
Виды валковых механизмов
 Вальцы ручные
Вальцы ручные
Известно несколько моделей механизмов этого класса, различающихся как по виду привода, так и по своим рабочим характеристикам. Это следующие устройства:
- вальцы ручного типа;
- электрические вальцы;
- валковые механизмы, оснащённые гидравлическим приводом.
 Вальцы с гидравлическим приводом
Вальцы с гидравлическим приводом
Ручные вальцы для профильной трубы своими руками удобны, практичны в применении и имеют сравнительно небольшие размеры. У хорошего хозяина, который решит приобрести этот инструмент, скорее всего, не возникнет проблем с его установкой или обслуживанием. Вальцы состоят обычно из следующих частей:
- Массивное основание (станина).
- Подающие и приёмные вальцы, соединённые между собой посредством цепной передачи.
- Комплект специальных струбцин.
Ручное приспособление оборудуется специальной трубой, служащей направляющей для изгибаемой заготовки. Человек, обращающийся с таким механизмом, должен обладать «недюжей» физической силой. Вот почему подобные станки больше всего подходят для работы с небольшими трубными изделиями, производимыми в минимальных количествах.
 Вальцы электрические
Вальцы электрические
Электрические аналоги обладают заметно большей производительностью, так как исполнительный механизм, протягивающий трубу через вальцы, приводится во вращение при помощи электрического мотора. Результативность автоматической протяжки заметно повышается, так что такое оборудование используется очень часто на производствах, ориентированных на выпуск больших количеств изделий.
Что касается механизмов с гидравлическим приводом, то они отличаются от всех представленных выше приспособлений повышенной мощностью и могут быть отнесены к разряду капитального промышленного оборудования.
Вальцы домашней сборки
 Изготовленные самостоятельно
Изготовленные самостоятельно
В том случае, если вы решили заняться самостоятельными ремонтными работами – без так называемого «трубогиба» вам вряд ли удастся обойтись. Это утверждение относится в основном к тем бытовым операциям, которые напрямую связаны с использованием гнутых трубных профилей.
Самостоятельная сборка вальцов в принципе возможна; причём главное здесь – это придерживаться определенных инструкций. Кроме того, сама процедура монтажа механизмов потребует от исполнителя определённых навыков в проведении механических работ и не всем новичкам будет под силу.
Перед началом сборочных процедур вам следует подготовить все комплектующие изделия, в качестве которых допускается использовать различные запчасти, всегда имеющиеся в наличии почти у каждого заботливого хозяина.
Порядок сборки
 Изготовление вальцов чертеж
Изготовление вальцов чертеж
Порядок поэтапной сборки этого бытового механизма выглядит примерно следующим образом:
- В первую очередь собирается основание (станина), для монтажа которой можно использовать трубчатый каркас или швеллер подходящего типоразмера.
- Вертикальная опора изготавливается из каркаса, имеющего обычный П-образный профиль, в верхней открытой части которого устанавливается деформирующий элемент вальцового механизма. Следует отметить, что для её крепежа вам потребуется специальная струбцина, оснащённая подходящей резьбой. При подобном способе монтажа вертикальной опоры её нижняя часть закрепляется непосредственно под станиной; при этом деформационное усилие получается за счёт направленного давления на расположенные по краям вальцы подачи.
- Для реализации механизма подачи вальцов для профилированных труб своими руками вам потребуется специальная передаточная цепь (её роль может исполнить старая цепь от велосипеда). При наличии последней вам нужно будет подобрать две звездочки от старых велосипедов и закрепить их на подающем и ведомом валах. После установки цепи на звёздочки следует должным образом натянуть её, а затем (после проверки на лёгкость хода) перейти к монтажу ручки подачи.
- В качестве материала для изготовления самих вальцов рекомендуем вам воспользоваться обычной закалённой сталью.
 Комплект деталей для вальцов
Комплект деталей для вальцов
В готовом валковом механизме должна быть предусмотрена так называемая радиальная регулировка, посредством которой вы сможет изменять величину зазора между рабочими валками. Помимо этого, неплохо было предусмотреть и возможность осуществления угловой (осевой) регулировки.
Видео
Секреты работы с использованием вальцового механизма:
Принцип работы и чертеж станка для усиления профильной трубы
Стандартные профильные трубы квадратного или прямоугольного сечения, благодаря высокой прочности на изгиб при малом весе широко применяются в строительстве. В случаях превышения допустимых значений нагрузки, которые возникают при сильных изгибах, изделия деформируются и разрываются. Исключить негативные последствия позволяет применение труб с усиленным профилем.
Станок усиления профильной трубы
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
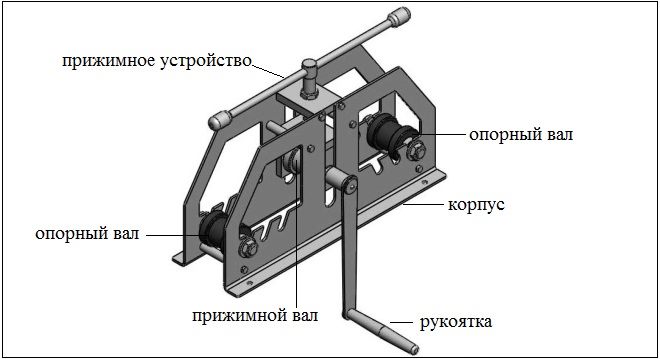
Конструкция
Станок для усиления профиля по принципу работы и по конструкции во многом напоминает обычный прокатный станок.
Кроме станины и привода движения, основными узлами станка для усиления профильной трубы являются:
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы перемещаются.
- Верхний вал – прижимной. Осуществляет деформацию профиля – прижимает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на массивное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг своей оси.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 90 0 ).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.
 Станок для усиления профиля
Станок для усиления профиля
Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
 Профильная труба
Профильная труба
Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Приводной механизм
По принципу работы существуют разные виды проводных механизмов:
- ручной;
- электрический;
- гидравлический.
Станок с ручным приводом отличается простой конструкцией, компактностью, рассчитан на небольшие объёмы работ. Работать на нём сможет только физически развитый человек. Деформировать металл придётся при помощи мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает не много места. Работает он от электродвигателя, производительность – высокая.
Оборудование с гидроприводом слишком громоздкое. Позволяет прокатать профильную продукцию с максимальными размерами. Предназначено для больших объёмов работ.
Функциональность
Повышенным интересом пользуются многофункциональные модули стационарного типа, которые оснащены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных элементов ;
- кузнечным блоком для холодной ковки.
Все операции выполняются без переналадки оборудовния и смены инструмента. Модули позволяют изготовить различные декоративные кованные элементы разного размера и требуемой формы.
Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, приспособленный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После такой обработки труба полностью готова для изготовления декоративного завитка на кузнечном блоке.
Изготовление станка своими руками
Не всегда есть смысл приобретать профессиональный станок. Для разовых работ больше подойдут простейшие установки, сделанные своими руками. Главное, иметь чертежи, тщательно изучить принцип устройства и работу станка, подобрать качественные материалы для заготовок и необходимые инструменты для сборки.
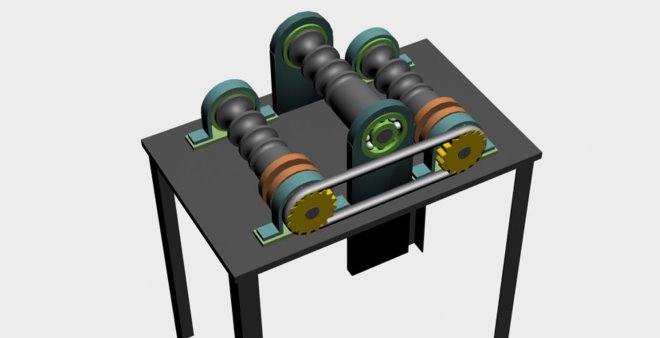
Схема
Принципиальная схема станка для проката 2-х видов сечений профиля в разрезе. На её основании можно получить представление о конструкции и сопряжении основных узлов и принципе обработка труб. В данном случае, верхний вал является ведущим.
 Схема станка
Схема станка
Комплектующие детали
Комплектующие вальцевателя прокатки не должны иметь сколов, выбоин, иметь приличный запас прочности, изготавливаться из определённых марок стали.
Валы, оси вытачивают на токарном станке. Некоторые комплектующие можно купить в магазине или снять с других механизмов, например:
- самоцентрирующиеся подшипники качения (4 шт.);
- звёздочки (4 шт.);
- цепь от велосипеда, мопеда.
Для сборки каркаса (основания) потребуется металлопрокат (швеллер, трубы), листы толщиной 5-10 мм. Основание обеспечивает стабильность установки в процессе работы.
 Сборка каркаса
Сборка каркаса
Вальцы (по 2 шт. каждого вида) для усиления профиля лучше выточить из легированной стали, для небольшого объёма работ подойдёт и Ст3, Ст10. Заготовки вальцов подвергают закаливанию.
Вальцы и оси должны многократно превосходить по твёрдости обрабатываемые трубы. В противном случае, вальцы придётся часто заменять новыми. Твёрдость вальцов на профессиональных установках не менее 52 НRС.
Инструменты
При сборке станка потребуются навыки (а так же соответствующее оборудование):
- токаря;
- сварщика;
- слесаря.
Крепление сваркой в некоторых местах можно заменить резьбовыми соединениями.
- дрель, с набором свёрл;
- гаечные ключи разного размера;
- уровень для выставления лини горизонта;
- штангенциркуль, рулетка.
Конструкция входящих деталей
По краям вальцов вытачивают специальные валики, которые надёжно фиксируют положение трубы во время проката.
 Вальцы
Вальцы
Получить размеры вальцов для протяжки профиля можно с комплекта от профессиональных установок. Чертежи вальцов и осей по полученным размерам не сложно разработать самому. Ниже представлен пример чертежа.
 Чертеж вальцов
Чертеж вальцов
Прокатка каждого размера профиля выполняется вальцами соответствующих размеров. Сделать модель со съёмными элементами не просто, по этой причине вальцы для усиления профильной трубы при сборе станка своими руками рекомендуется делать многоступенчатыми. Это позволит проводить обработку труб разных размеров без переустановки вальцов.
Обе оси имеют одинаковые размеры, но различную длину. На более длинной оси (ведущей) закрепляют рукоятку движения. Ниже представлен чертёж оси с посадочным местом под рукоятку.
 Чертёж оси с посадочным местом под рукоятку
Чертёж оси с посадочным местом под рукоятку
Сборочные работы
Каркас создаётся постепенно, по мере сборки остальных деталей. Отдельные элементы основания соединяют между собой сваркой или крупногабаритными болтами.
Расстояние между верхней и нижней осью зависит от диаметров вальцов. При неимении точных сборочных чертежей размеры между осями определяют опытным путём:
- устанавливают вальцы на оси;
- вымеряют расстояние между осями;
- высверливают отверстия на боковых стенках каркаса под установку подшипников;
- затем оси убирают в сторону, занимаются установкой подшипников.
Соединение оси и вальцов осуществляется несколькими способами:
- при помощи шпонки, размером около 8х8 мм;
- сваркой через заранее просверленные потайные несквозные отверстия, выполненные сверлом большого диаметра.
Второй способ доступен, если имеется аппарат для ручной электродуговой или полуавтоматической сварки.
Далее ось вставляется в подшипник, который предварительно закрепляется в буксе, заранее приваренной к стенке каркаса с внутренней стороны. Надёжность крепления – максимальная. В первую очередь оси с вальцами устанавливают в ту боковую стенку каркаса, где предполагается расположить цепную передачу. Затем оси вставляются в подшипники, закреплённые на 2-ой боковой стенке каркаса.
После установки основных элементов укрепляют каркас:
- сварочными швами;
- резьбовыми соединениями.
Сборка цепного механизма на практике так же происходит с определением размеров по месту:
- на нижнюю ось устанавливают 1-ю звёздочку;
- на верхнюю ось – 2-ю звёздочку;
- примеривают цепь, намечают расположение ещё 2-х звёздочек.
 Сборка цепного механизма
Сборка цепного механизма
Вальцы должны вращаться без затруднения при натянутой цепи. Рукоятка приваривается к ведущей оси в последнюю очередь.
 Цепной механизм
Цепной механизм
Для механизма подачи движения в виде червячной передачи необходимо запастись шестерёнками нужного размера.
 Механизм подачи движения
Механизм подачи движения
Рекомендации
Особые требования предъявляются к соосности вальцов: они должны располагаться в одной вертикальной плоскости и быть строго параллельными. Любое нарушение соосности приведёт к неравномерному сдавливанию профиля, что значительно снизит качество проката.
Станок, сделанный в домашних условиях специально для усиления профильных труб, не должен в процессе работы представлять опасность для человека. При сборке следует:
- Максимально надёжно фиксировать все движущиеся детали. Исключить их отскакивание в процессе работы.
- Предусмотреть защитные заслонки.
Правильно собранные самодельные установки не уступают профессиональным моделям по качеству выпускаемых изделий.
Вальцы для профильной трубы своими руками: чертеж и сборка
 Зачастую в домашнем хозяйстве во время проведения всевозможных ремонтных работ необходимо особым образом выгнуть кусок трубы, и в этом случае нужно подумать о том, как изготовить своими руками вальцы для профильной трубы. Естественно, проще всего купить профессиональные вальцы в строительном магазине, но не у каждого найдутся лишние деньги на это устройство.
Зачастую в домашнем хозяйстве во время проведения всевозможных ремонтных работ необходимо особым образом выгнуть кусок трубы, и в этом случае нужно подумать о том, как изготовить своими руками вальцы для профильной трубы. Естественно, проще всего купить профессиональные вальцы в строительном магазине, но не у каждого найдутся лишние деньги на это устройство.
Сделать так, чтобы материал трубы принял нужную форму можно и при помощи обычной горелки. Этот способ не редко практикуется, но мастер сталкивается с некоторыми сложностями:
- получить изделие ровным почти невозможно, это объясняется неправильным распределением усилий и неточностью движений;
- необходим упор и, как результат, много физической силы;
- возникает необходимость в наличии большого рычага, чтобы изменить форму.
Чтобы получить качественный результат, нужно использовать вальцы. При помощи них профильную трубу можно легко преобразить своими руками.
Обычные вальцы представляют собой конструкцию, которая имеет специальный рычаг, приводящая в работу несколько стальных валов, проходя сквозь которые металлическая труба получает необходимую изогнутую форму. Чтобы сделать вальцы своими руками в домашних условиях, нужно иметь под рукой необходимые чертежи и досконально знать принцип устройства. Самодельные вальцы для изгиба профильных труб будут иметь хорошую производительность и достойное качество, если будет точно соблюдена техника их сборки.
Виды вальцов и особенности работы
Самыми популярными являются вальцы с приводом ручного типа. Это универсальное устройство чаще всего имеет относительно небольшой вес и компактные размеры. У мастера не должно появиться вопросов с их размещением их в домашней мастерской.
Ручные вальцы
 Ручные вальцы используют для гибки разных профильных заготовок, они не имеют электропривода, а соответственно, могут работать почти в любых условиях. Как правило, это ручное устройство изготавливается из прочной металлической станины и подающих валец, сделанных в форме небольших цилиндров.
Ручные вальцы используют для гибки разных профильных заготовок, они не имеют электропривода, а соответственно, могут работать почти в любых условиях. Как правило, это ручное устройство изготавливается из прочной металлической станины и подающих валец, сделанных в форме небольших цилиндров.
Вальцы соединены друг с другом цепной передачей, она и приводит их в движение. Помимо этого, на вальцах находятся небольшие струбцины. Чтобы вальцы могли производить нужную деформацию профиля, их дополнительно оснащают специальной передающей трубкой.
Чтобы сделать необходимую работу на этом станке, мастеру нужно приложить некоторое физическое усилие, потому на больших предприятиях они не применяются. Удобней всего работать на вальцах, оборудованных электроприводом. Металлическая труба, которую нужно согнуть, протягивается через рабочую зону с помощью мощного электрического двигателя. По внешнему виду станки отдаленно похожи на ручные модели, отличие только в том, что в специальном отсеке установлен электрический двигатель. Как правило, электрические вальцы применяются в промышленном производстве.
Гидроприводные вальцы
Следующий тип вальцов для гибки труб, который устанавливается на производственных предприятиях, оборудован специальным гидроприводом. Эти станки имеют довольно большие размеры и обладают достаточной мощностью, что дает возможность производить работу почти с любым видом металлов. Гидроприводные вальцы выполняют большой объем работы за довольно короткое время.
Отличие самодельных вальцов
По большому счету, домашнему мастеру не нужно иметь под рукой профессиональное оборудование, оснащенное электромотором или гидроприводом. Эти устройства имеют очень сложную конструкцию, а также требуют для самостоятельной установки наличие дорогих составляющих.
Как правило, в повседневной жизни сталкиваются с необходимость выполнить деформацию разных профильных изделий очень редко. Потому в домашних условиях достаточно иметь ручной станок, который при этом можно очень просто изготовить своими руками. Все, что необходимо — это соответствующий инструмент, рабочее место и определенный комплект составляющих.
Чтобы конструкция, изготовленная в домашних условиях, могла легко справиться с поставленной задачей, и прослужило владельцу в течение долгих лет, нужно во время сборки соблюдать некоторые правила.
- Все комплектующие для устройства нужно выбирать максимально прочные и качественные, без каких-то изъянов. Зачастую все необходимые составляющие можно найти у себя в хозяйстве.
- Прежде чем начинать работы по изготовлению, нужно тщательно изучить чертежи, которые создадут полное представление о принципе работы вальцов ручного типа.
Если точно соблюдать все этапы работ, и выбрать только качественные элементы, то гибочное устройство получится долговечным и надежным.
Последовательность сборки
 Начинать изготовление вальца своими руками нужно с каркаса. Он обязан получиться максимально жестким и прочным. Для его сборки желательно использовать трубчатый металл, но подходит и швеллер необходимого сечения.
Начинать изготовление вальца своими руками нужно с каркаса. Он обязан получиться максимально жестким и прочным. Для его сборки желательно использовать трубчатый металл, но подходит и швеллер необходимого сечения.
Деформирующий элемент каркаса необходимо собрать П-образной формы, и на его верхнюю часть нужно закрепить с помощью сварки гайку. Производя данную работу, нужно использовать струбцину, она в обязательном порядке должна быть с резьбой. Затем нужно ввернуть гайку в соответствующую шпильку, сечение которой обязано подходить по своему диаметру.
На конец гайки нужно с помощью сварки закрепить круглую стальную пятку. Для удобства можно установить гидравлический домкрат. Его нужно закрепить в нижней части основания станины, то есть, так, деформация будет происходить под действием поступающей силы на находящиеся в верхней части подающие вальцы.
Затем нужно сделать функциональный и надежный механизм подачи. Для этого необходимо использовать металлическую цепь. Можно взять велосипедную цепь. Одну из звездочек надо закрепить на деформирующем валу, а другую — на ведомом. Затем в обязательном порядке необходимо аккуратно натянуть велосипедную цепь и лишь после этого можно пробовать вращать соответствующую ручку.
Чтобы самому выточить вальцы нужных размеров, можно использовать обычную легированную сталь. Подготовленные вальцы нужно обязательно подвергнуть закалке. Не забывайте, что полученные таким способом вальцы, по прочности обязаны в значительной мере превосходить тот материал, с которым вы в дальнейшем будете работать на станке.
Фиксируются вальцы на станок с помощью подшипников качения. Закреплять их нужно максимально прочно так, чтобы они не прогнулись и не соскочили во время работы гибочного станка.
Рекомендации профессионалов
 Чтобы изготовить самостоятельно устройство, при помощи которого можно будет довольно легко делать деформацию металлической трубы, не нужно иметь какими-то особые знания. Любой домашний мастер, имеющий даже небольшой опыт в строительстве, может это выполнить за небольшой промежуток времени.
Чтобы изготовить самостоятельно устройство, при помощи которого можно будет довольно легко делать деформацию металлической трубы, не нужно иметь какими-то особые знания. Любой домашний мастер, имеющий даже небольшой опыт в строительстве, может это выполнить за небольшой промежуток времени.
Самое важное в данном случае — иметь под рукой весь нужный инструмент и материал. Если устройство будет изготовлено из качественных комплектующих, с соблюдением всех правил, то можно будет решить совершенно любые задачи, даже очень сложные.
Во время сборки этого оборудования нужно в обязательном порядке установить радиальную регулировку. Это даст возможность, если необходимо, быстро изменять размер зазора между рабочими частями устройства. Также нужно подумать и о возможности регулировки углового зазора, что значительно облегчит работу на вальце.
Во время работы на вальце нужно соблюдать технику безопасности. Помимо этого, сам станок не должен представлять какой-то опасности. При сборке устройства своими руками, нужно максимально защитить все рабочие части, таким образом, предотвратив все вероятные риски нанесения травмы. В некоторых случаях самодельный валец по своим характеристикам даже может превосходить заводские станки.

