
Как сварить профильную трубу под 90 градусов?
Сварка профильных труб
Для создания прочных и легких конструкций из профильных труб применимы три метода сварки: электродуговая, контактная, газовая. У каждого есть свои особенности, недостатки, преимущества.
Прокат можно соединять под любым углом, в любой плоскости, при этом не нарушается целостность профиля, не повреждается внутренняя поверхность. При сварке профильной трубы необходимо учитывать толщину стенки.
Особенности и характеристики профильных труб
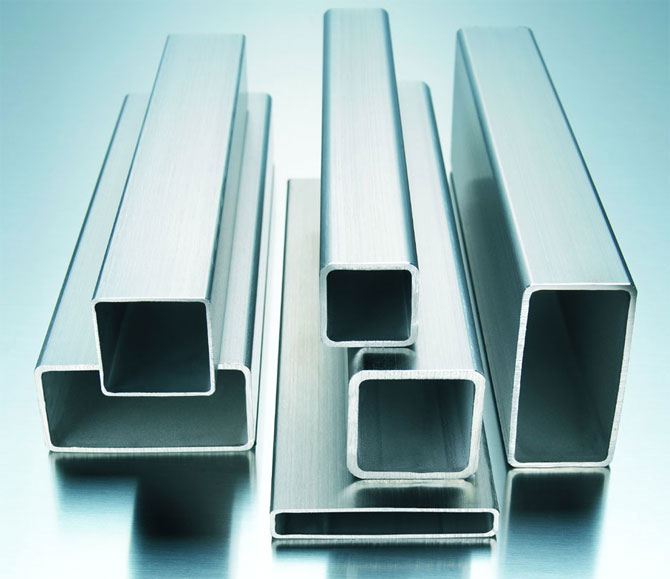
Пустотелый прокат различного профиля производится из низкоуглеродистых или низколегированных сталей. По сечению профиль подразделяется на:
- овальный;
- плоскоовальный;
- многогранный;
- прямоугольный;
- квадратный.

Наибольшей популярностью пользуется квадратная труба из-за равномерно распределённых ребер жесткости и легкости монтажа. Из нее выполняют лестничные перила, уличные конструкции, каркасы ворот, теплиц, элементов городской среды: беседок, скамеек, игрового инвентаря. Пустотелый прокат при низком удельном весе отличается большой прочностью, металлоконструкции способны выдерживать большие динамические и статические нагрузки, если качественно выполнен стык.
Виды сварочных соединений профильных труб
Выбор метода и температурного режима обусловлен толщиной стенок труб, так как деформационное напряжение у профиля выше, это особенно актуально для торцевого крепления, важно, чтобы конструкцию не повело.
- Дуговая, применяется для проката со стенкой от 2 до 6 мм.
- Газовая, не применяется для тонкостенного проката из-за быстрого расплава стали с последующей деформацией.
- Контактная, требует специального оборудования.
Электродуговая сварка
Такой метод позволяет создавать крепеж в любых, даже труднодоступных частях конструкции. Для работы необходимо использовать электроды и аппарат. Работу реально выполнить своими руками, основные ее этапы:
- При касании электродом металла появляется дуга, в этот момент необходимо быстро отвести руку с держателем от рабочей зоны;
- Плавными движениями постепенно наплавляют шов, важно, чтобы металл не скапывал, а растекался по поверхности равномерно;
- Процесс спайки непрерывный, пауза делается только при смене электрода.
- В финишной точке шва, чтобы не было трещин на металле, оставляют дугу на пару секунд, только затем отводят руку.
Возможные виды крепления электросваркой:
- тавровое;
- двух поверхностей внахлест;
- под углом;
- стыковое.
Выбираем электроды для дуговой сварки
Они бывают двух видов:
- образующие расплав при температуре дуги, таким электродом заполняют пространство между кромок;
- жаропрочные, не расплавляющиеся от температуры дуги, в этом случае необходимо дополнительно применять припои.
- сварка инвертором осуществляется электродами типа ОЗЛ, пригодными для нержавеющих сталей;
- какими электродами варить 2 мм профиль – только неплавящимися вольфрамовыми, с сечением не выше 1,5 мм;
- для стенки от 2 до 3 мм нужен 2 мм электрод;
- если толщина от 4 до 6 мм, выбирают 4-х миллиметровые следующих марок: УОНИ-13/55 с основным видом обмазки; МР-3, они легко зажигаются; АНО – универсальные.
Газовая сварка
Поверхности варятся при возгорании смеси ацетилена и кислорода, шов образуется за счет флюса и сварочной проволоки. Газовая сварка используется только для профиля со средней и толстой стенкой, при соединении тонкостенных профилей возможно прогорание и деформация шва. Описание процесса:
- На свариваемые поверхности наносят флюс;
- Присадочная проволока при сваривании тонких стенок вводится в разогретый шов справа налево за горелкой, для толстостенных швов в обратном направлении, до нагрева металла;
- Образовавшийся стык освобождают от окалины, проводят его зачистку, делают антикоррозионную обработку.

Контактная сварка
Этот способ считается наиболее надежным, основан на молекулярном скреплении двух стенок трубы. Слои металла разогреваются насквозь электрической дугой, затем путем сжатия образуется диффузионный слой однородной структуры. Такой вид сварки требует специального оборудования, поэтому в быту не встречается.
Полезные советы
Качество соединения зависит от соблюдения технологии. Необходимо учитывать особенности подготовки поверхности: ее необходимо обезжирить, зачистить, проверить ровность кромки, со стенок свыше 4 мм для дуговой предварительно снимают фаску. При газовой горелку не держат в определённом положении, а раскачивают.
Как сварить профильную трубу под 90 градусов
Для правильного распределения нагрузки при монтаже конструкции делается расчет сварки углом по специальным формулам. Чаще при монтаже делается соединение под 90°.
Как правильно варить профиль под прямым углом:
- Нужна ровная поверхность, на ней укладывают фрагменты конструкции.
- Затем правильно делаются срезы, для точности используют магнитные угольники, косынки.
- После подготовки поверхности узел фиксируется.
- Прихватывается в нескольких точках, только после этого делается основной шов.
Как варить тонкие трубы
Важно понимать, что нужно делать, чтобы не прожечь трубу:
- не использовать газовый метод;
- при дуговой сварке правильно выбирать электроды;
- сила тока для сваривания тонкостенных профилей не должна быть выше 60 А;
- удобно применять технику отрыва – делать точечный шов;
- «вкладыши» обеспечивают ровного стыковое скрепление без прожогов.
Сварка встык
Для прочного соединения сначала рекомендуют в нескольких местах прихватить профиль. Обварка тонких стенок делается однократным проходом, толстые проходят электродом многократно.
Тонкости сваривания профильной трубы
Профильная труба очень популярный металлопрокат. Она используется для сборки самых различных металлоконструкций. А поскольку сварка признана одним из лучших способов соединения металлов, то, без неё никак не обойтись.
Какие трудности при сварке профильной трубы возникают? Во-первых, очень часто при нагреве профильную трубу ведёт намного больше, чем обычную, круглую трубу. В результате меняется геометрия всей конструкции, что приводит к серьёзным деформациям.
Во-вторых, на углах профильной трубы в месте сварочного шва возникает серьёзное напряжение, что нередко приводит к разрывам соединения. Также, просвет профильной трубы внутри может быть заплавлен металлом, и это важно учитывать, если нужно, чтобы изделие оставались пустотелым внутри.
Как правильно варить профильную трубу? Какими хитростями пользуются опытные сварщики?
Технология сварки профильной трубы
Само собой разумеется, что успех проделанной работы зависит не только от правильности выбора расходных материалов, настроек инвертора, и некоторых других особенностей сварки. Варить профильную трубу лучше на небольших токах, чтобы сильно не расплавлять металл. Ни о какой газовой сварке речи идти и не может, только ручная дуговая сварка.

Электроды можно использовать диаметром 2-3 мм. Для каждого из них выбирается свой определённый сварочный ток. Для электродов диаметром до 2 мм, значения сварочного тока должны быть не более 50 ампер. Если используются электроды 3 мм, то сварочный ток должен быть выше, но не более чем 100 ампер.
В большинстве случаев ток для сварки выбирается экспериментальным путём. Здесь все зависит не столько от инвертора, сколько от рабочего напряжения в электросети.

При этом многое зависит и от качества подготовительных работ. Поэтому для начала следует осуществить подготовку перед сваркой.
- Подогнать профильную трубу по размерам металлоконструкции. Сделать подрезку и подгонку деталей. Резать трубу рекомендуется болгаркой или сабельной пилой, но никак не при помощи сварочного аппарата.
- Важно выровнять стыки профильных труб и максимально подогнать их. Обычно именно из-за этого и ведёт всю конструкцию. Также следует уделить должное внимание подготовке и очистке металла от ржавчины. Кромки труб должны быть ровными, а зазор между ними — минимальным.
- Только после этого свариваемые детали нужно уложить и зафиксировать точно так, как они и будут находиться в готовой конструкции.
Снимать струбцины или магнитные крепежи можно только после того, как сварка будет завершена, а стыки полностью остынут.
Хитрости сваривания профильной трубы
Итак, все подготовлено, и конструкция из профильной трубы уложена должным образом. Теперь можно приступать к свариванию деталей.

Для этого сначала:
Рекомендуется прихватить профильную трубу в нескольких местах, и только потом полностью обваривать. Обычно пяти точек на гранях вполне достаточно, чтобы зафиксировать конструкцию. Наплавляя металл в одном месте больше, а в другом меньше, можно добиться выравнивание деталей. Также, контролировать положение можно не слишком сильным постукиванием молотка по заготовке.
Затем необходимо проварить стыки профильных труб, таким образом, чтобы на них образовался ровный, и не слишком высокий валик из расплавленного металла.

При этом важно следить за тем, чтобы плавились лишь кромки заготовок, а металл не стекал вниз. Для этого ведём короткую дугу, таким образом, чтобы металл не слишком сильно расплавлялся. Сразу же разрываем её и постепенно двигаемся по стыку.
Если варится толстостенная труба, то, рекомендуется использовать сварку в несколько проходов. При этом второй проход следует выполнять в противоположном направлении предыдущему проходу.
Особенности сварки инвертором профильной трубы
Профильные трубы широко применяются при изготовлении легких по весу металлических конструкций, к примеру, каркасов теплиц и парников, опор заборов и ограждений для частных домов и т.п.
Особенностью трубного проката считают квадратное или прямоугольное сечение, поэтому сварка профильной трубы характеризуется определенным особенностями, без учета которых получить действительно качественно сварочное соединение не получится.
- Особенности сварки профильных труб
- Обобщенно о сварке профильной трубы
- Варим трубы электродуговым агрегатом
- Сварка трубы газовым оборудованием
- Подведем итоги
Особенности сварки профильных труб
Профильная труба представляет собой особую разновидность металлопроката, изготавливаемую из углеродистой или нержавеющей стали путем литья стальной трубы с круглым сечением и ее последующей формовки.
Сечение материала может меняться в пределах от 10х10 и до 500х400 мм, что позволяет подобрать актуальный вариант с учетом конкретной нагрузки на металлоконструкцию. Толщина стеночек тубы в зависимости от параметров ее сечения меняется в диапазоне 1-22 мм.
Трубный прокат ‒ это особенный вид строительного металлопроката, который актуален для возведения легких металлических конструкций.
 Чертеж профильной трубы.
Чертеж профильной трубы.
Основные достоинства материала:
- низкий вес, что позволяет снизить трудозатраты при монтаже металлической конструкции;
- широкое разнообразие размеров;
- стандартные размеры по типу труб, что облегчает их торцовую стыковку при сварке;
- равномерная толщина стеночек, ровная гладкая поверхность профильного проката снаружи и внутри.
Сваривание специальным оборудованием и электродом является наиболее популярным на отечественном рынке видом термообработки металлопроката.
Сварка профильных труб позволяет создать каркасы поликарбонатных теплиц, опоры заборов бытового назначения, ворота для гаражей и частных коттеджей, коммуникационные системы разного вида и назначения.
Но выполнять сварные операции важно с учетом особенностей этого материала, без знаний о том, как правильно создавать сварные швы на металлопрокате, отменных результатов работы ждать не стоит.
Обобщенно о сварке профильной трубы
Приведем общие сведения, которые должен уяснить мастер при работе с трубным прокатом:
- под воздействием высокой температуры трубы с профильным сечением в большей мере деформируются, чем круглые изделия;
- при расплавлении металла внутреннее пространство трубного проката может заполниться и перекрыться, если же пустотелость изделия крайне необходима, важно контролировать отсутствие капелек металла внутри трубы;
- при торцевом соединении металлопроката с профильным сечением из-за неравномерного нагрева или неправильного формирования валиков может появиться высокое напряжение на углах изделия.
Толщина стеночек металлопроката меняется в довольно широком диапазоне значений, но именно сварка тонкостенных труб требует от мастера наличия определенных знаний и навыков.
Способы сварки профильных труб.
Работа с тонким металлом не так проста в сравнении со сваркой инвертором толстостенных труб, так как при работе нужно учитывать ряд важных моментов:
- для создания сварных соединений на металлопрокате требуется ток от 10 до 60 А;
- электроды для сварки тонкостенного профиля должны иметь диаметр 0,5-2 мм, но никак не более;
- шов выполняется в один проход;
- качество соединения во многом определяется скорость сваривания;
- мастер должен успеть осуществить сварку профиля до того момента, пока рабочие кромки не остынут.
При внимательном изучении описанных рекомендаций, сварка ворот своими руками из профильной трубы не составит труда даже для малоопытного мастера. Если же выполнять такую работу без знания специфики металлопроката, конструкции не получатся надежными, прочными и долговечными.
Не менее важно при работе с профильными трубами не ошибиться с выбором электрода, так как от этого зависят эксплуатационные параметры сварного шва.
Сварщик должен обратить особое внимание на сечение сварной проволоки: чрезмерно тонкий электрод станет причиной нестабильности горения дуги, а электрод с большим сечением может прожигать тонкостенное изделие.
Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
- если сечение трубы металлопроката не превышает 2-х мм, актуален электрод с диаметром 1,5 мм;
- профильная труба с сечением 2-3 мм варится электродом с диаметром 2 мм;
- металлопрокат с сечением 4-6 мм требует применения сварной проволоки с диаметром 4 мм.
Важно! Электроды бывают двух видов: плавящиеся и неплавящиеся. Последние используются при сварке металлопроката исключительно в тандеме со специальными присадками из сплавов олова, латуни и других металлов высокой мягкости с примесями фосфатов.
Сварка фермы или иного рода конструкций из металлического профиля может осуществляться разными способами, но наиболее популярны из них следующие варианты:
- электродуговая;
- газовая.
Расскажем об этом более подробно далее.
Варим трубы электродуговым агрегатом
Сварка квадратных труб электродуговым оборудованием своими руками не считается сложной технологией. Выполнить такую сварку просто даже мастеру с минимальным опытом сварных операций, поэтому данный метод соединения металлопроката очень востребован среди сварщиков.
Электродуговой агрегат позволяет без труда сваривать изделия в труднодоступных местах.
Важно! Посредством дуговой сварки можно варить металлические тубы любого сечения и любой толщины стеночек. Но если металлопрокат имеет стенки с толщиной, превышающей 4 мм, сварные операции с ним должны осуществляться при условии выполнения предварительной подготовки сварной кромки с торца изделия.
Особенности сварки профильных труб. Электродуговая сварка ферм своими руками из профильной трубы требует наличия сварного аппарата и электродов, а также защитной одеждой и специальных фиксаторов для профилей.
Технология может реализоваться разными методами:
- выполнение соединений встык;
- организация сварных швов внахлест;
- тавровые швы;
- соединения, выполненные под удобным углом.
На заметку! При сварке фермы из профильной трубы специалисты рекомендуют располагать швы в нижней позиции, если это допускают условия работы.
Изготовление разного рода металлоконструкций из профильных труб стоит организовывать в условиях специальных помещений. К примеру, сварку раздвижных ворот стоит выполнять в мастерской или просторном гараже, приспособленном под данную работу.
Концы свариваемых труб следует зачистить и обезжирить перед началом работы, чтобы обеспечить кромкам изделий максимальную цепкость.
Если толщина стеночек металлического профиля превышает 4 мм, следует подготовить кромку посредством фаскоснимателя. Это позволит сформировать шов в несколько слоев и сделать стык более долговечным и надежным.
Металлопрокат с меньшей толщиной варят в один шов. При этом детали важно зафиксировать на специальном столе. Трубу с меньшей толщиной стенок нужно сваривать в один шов, также закрепляя детали на специальном столе.
Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку. Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия.
Схема сборки стыка профильных труб.
Чрезмерно медленная скорость ведения электрода приводит к прожигу при сварке тонкостенного металла. Электрод двигают елочкой или из стороны в сторону.
Режим дуговой сварки профильных труб полностью зависит от типа и силы тока, диаметра сварной проволоки, а также выбранной полярности. При этом силу тока подбирают в пределах 20-90 А, учитывая сечение сварного электрода.
Если профилированные трубы варят электродом малого сечения, понадобится постоянный ток с обратной полярностью. При выполнении сварного шва на поверхности образуется шлак, который нужно периодически сбивать.
Также следует учитывать, что зачищенный после остывания сварочный шов будет более надежным, если обработать его специальными антикоррозийными средствами.
Проблематика вопроса заключается в том, что разогретый до высокой температуры сварной шов гораздо быстрее покрывается ржавчиной, теряя прочностные характеристики. Обработка антикоррозийным составом не займет много времени, но значительным образом продлит срок службы металлоконструкции из профильной трубы.
Сварка трубы газовым оборудованием
Но если отсутствует возможность подключить сварное оборудование к электричеству, для сварки тонкостенных труб приходится применять газовый агрегат.
Подготовка и сварка труб по шаблону.
Существуют две технологии применения газосварочного оборудования:
- Мастер должен двигать присадкой по направлению за горелкой слева на право, поэтому такую технологию называют правой.
Достоинства такого метода заключается в хорошем прогревании зоны сваривания и прекрасной видимости рабочей зоны, что позволяет добиться высокой производительности и снизить расход газа. Но применяют правую технологию только для профильных труб с толщиной стенок не менее 5 мм. - Левый способ предусматривает движение горелки справа налево и актуален для тонкостенного металлопрофиля.
При этом проволоку перемещают впереди горелки.
Газовая сварка выполняется поэтапно.
На начальном этапе работы требуется подготовить следующие материалы:
- баллоны с ацетиленом и кислородом;
- редуктор;
- присадку;
- газовую горелку и наконечники для нее;
- шланги, обеспечивающие подачу газа к месту сваривания металла;
- флюс.
Важно! Газосварка не рекомендуется к применению, если объектом сварных работ выступает профильная труба с тоненькими стенками. При таких условиях герметичность сварного шва слишком часто вызывает сомнения, так как чрезмерно высок риск быстрого расплавления металла.
Использование газовой сварки для соединения профильных труб.
На следующем этапе работы нужно обезжирить подготовленные металлические детали и зафиксировать их на специальном столе. Кромку изделия обрабатывают флюсом в виде пасты, чтобы предотвратить образование окиси в процессе сварки.
Специалисты настаивают, что угол скоса кромки непременно должен равняться 30 градусам, чтобы появилась возможность организовать несколько высококачественных рядов сварного шва.
Подача пламени обеспечивается смесью из ацетилена и кислорода. Между свариваемых металлических труб подают присадочный материал перед пламенем горелки. От высокой температуры пламени металл профильной трубы и присадки начнет плавиться, вследствие чего образуется качественный сварной шов.
Горелку при этом нужно двигать справа налево. При сварке трубопроводов встык с толстыми стенками пруток нужно подавать за пламенем горелки, а саму горелку двигают слева направо.
Важно подобрать нужные по размеру электроды для сваривания профильной трубы, чтобы выполнить сварные операции максимально качественно.
На заметку! Обязательно следите за геометрией свариваемых изделий при изготовлении калитки сварочным агрегатом или других конструкций из профильных труб во избежание перекоса изделия.
Подведем итоги
Чтобы создавать конструкции по типу каркасов парников, ворот для гаражей или частных домов из металлопроката, важно знать, какими электродами стоит варить профильную трубу, выбрать наиболее подходящий условиях работы метод сварки и ознакомиться с нюансами работы с таким материалом.
Соблюдайте правила работы с металлопрокатом, чтобы получить наилучшую свариваемость металла и максимально долговечные и прочные сварные швы.
Принципы сваривания профильных труб
Сварочные аппараты применяются во многих случаях. Их используют во время прокладки водопроводов и канализационных систем. Также широкое применение сварка получила в бытовых условиях, когда необходимо создать конструкцию навеса, крыши или устранить дефекты в конструкции автомобиля. В каждом из данных вариантов сварочный аппарат может решить проблему быстро и эффективно.
Сварка профильной трубы своими руками
Особое значение в применении сварки играют профильные трубы, которые часто приходится соединять с ее помощью. В большинстве случаев, данный тип труб выполнен, либо из нержавеющей, либо углеродистой стали. Такие изделия из металла имеют несколько преимуществ в своем применении:
- Большой выбор типов, форм и размеров;
- Масса как отдельно взятой трубы, так и целых конструкций не велика. Это позволяет соединять их в сложные конфигурации, не создавая существенной нагрузки на несущие элементы;
- Можно выбрать сразу несколько стандартных видов. Это позволяет в дальнейшем самостоятельно провести монтаж конструкции.
Самое главное при самостоятельном креплении профильной трубы – это правильно подобранная температура. Дело в том, что температурный режим определяет качество, с которым изделия будут сварены. Этот показатель зависит от толщины стенок заготовки. Также следует помнить, что при торцевом соединении углы свариваемых элементов имеют большое напряжение.
Как варить профильную трубу ручной дуговой сваркой?
Характеристики и простота использование металла профильной трубы позволяет соединять ее между собой самыми различными способами – стыком, тавровым методом, а также внахлест. Нижнее положение швов является приоритетным при сваривании элементов металлического профиля.
Режим сварки определяется по следующим критериям:
- Скорости движения электрода;
- Напряжению на дуге;
- Полярности (при условии постоянного тока);
- Силе тока.
Последний, из указанных критериев определяется значением сечения используемого электрода. Сварка профильной трубы будет выполнена правильно и надежно только в одном случае – если удастся добиться максимальной силы тока, разрешенной для металла. При сваривании методом встык следует проводить дугу так, чтобы кромки оплавлялись, а сам металл в результате не просел.

Аппараты для сварки профильных труб
Выполнять соединение металлических труб можно с помощью двух основных видов аппаратов:
- Дуговой сварки;
- Газовой сварки.
Каждая из них имеет свои преимущества и недостатки. Принято считать, что газовая сварка более универсальная в своем применении. Она может справиться с самыми разнообразными задачами и различными типами металла. Но такой тип сварочного аппарата не каждый может себе позволить.
Более распространенным типом считается обычная дуговая сварка. Поэтому все, что потребуется для успешного крепления профильных труб:
- учитывать толщину стенки изделия;
- подобрать оптимальный диаметр электрода;
- выставить правильное напряжение на аппарате.
Какими электродами варить профильную трубу?
Так, как для изготовления профильных труб используют конструкционную сталь обычного образца, можно воспользоваться стандартными, самыми распространенными электродами. К примеру, марка ОМА-2 идеально подойдет для данной цели. В состав изделий данной марки входят концентрат титана и ферромарганец.
Видео — Применение различных электродов:
Также многие опытные сварщики рекомендуют использовать электроды с маркировкой на упаковке МТ-2. Они, как правило, задействуются вместе со сварочными выпрямителями. Основной критерий при выборе – устойчивая дуга и равномерный расход присадочных материалов.

Сварка профильной трубы: правила формирования надежного соединения
Основное правило применение дуговой сварки заключается в правильном соединении элементов и аккуратном их фиксировании точечным методом. Когда все изделия на месте и плотно прижаты друг к другу, необходимо просто приварить несколько точек по всему периметру, чтобы конструкция не распалась.
После этого можно приступать к обвариванию всех деталей. Линия сварного шва ведется плавно. Присадочный материал должен ложиться равномерно. При использовании обычных электродов новичкам можно вести дугу из стороны в сторону в небольшом диапазоне. Не все профессионалы применяют такой подход, но для начинающих специалистов метод вполне подойдет.
Самое главное во время данного процесса – формировать аккуратный валик из обрабатываемого материала. Сформируется ровная линия сварного шва.
Как сварить профильную трубу – свои секреты
Первым советом будет тщательная зачистка поверхностей и самое главное – идеально ровный срез обеих сторон, которые будут соединяться.
Специалисты с многолетним опытом всегда советуют новичкам придерживаться нескольких основных пунктов. Их эффективность неоднократно была применена на практике.
Итак, основные моменты соединения, известные только «бывалым»:
- Основная проблема неопытных сварщиков в том, что они забывают проверять правильность всей конструкции. Всегда контролируйте геометрию металла. Их часто начинает крутить во время сварки. Особенно это касается профильных труб.
- Качество шва и его надежность напрямую зависит от скорости, с которой производится сваривание элементов. Скорость должна быть такой, чтобы специалист успел скрепить изделия до остывания разогретой кромки.
- Для профильных труб не используют пропанобутановые, а также ацетиленовые горелки. Их температура слишком высока.
Выполняем дуговую сварку
Изначально следует занести изделия в специально подготовленное помещение. Все концы труб, которые будут соединяться обезжириваются. Фаскосниматель применяется только в том случае, если толщина профильной трубы составляет более 4 мм. После применения данного приспособления можно сделать шов в несколько слоев. Он будет достаточно прочным.
Если же толщина трубы меньше – одного шва сварки будет достаточно. Все детали необходимо закрепить в специально предназначенном для этого столе. Если его нет, тогда воспользоваться помощью еще одного или нескольких людей. Сварка профильной трубы при этом будет выполнена эффективно.
Определенная толщина материала, марка и толщина сечения электрода устанавливает напряжение, с которым нужно выполнять процесс сваривания.
Шлак следует время от времени сбивать, чтобы избежать преждевременного появления коррозии.
Выполняем газовую сварку
После подготовки и обезжиривания поверхностей следует нанести пасту-флюс. Она не даст образоваться окиси. При этом важно придерживаться определенного угла скоса кромок. Он, как правило, составляет 30˚.
Как варить профильную трубу правильно? Ответ прост – подавая равномерно присадку от начала и до конца впереди пламени. Горелка будет аккуратно плавить материалы, и соединять трубы.
Газовая сварка имеет отличительную особенность. В случае если толщина стенок превышает 6 мм – горелку водят из стороны в сторону. Таким образом уровень расхода ацетилена снижается. А детали прочнее скрепляются между собой.
Видео — Горизонтальный шов газом:
Сварка электродами и ее особенности
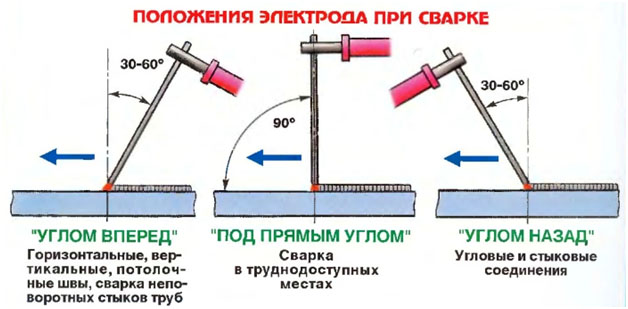
Основные аспекты использования дуговой сварки заключаются в правильном режиме тока. Расположение швов определяется положением электродов в процессе сварки. При этом необходимо немного наклонять электрод в сторону шва.
При условии постоянной практики можно добиться отличных результатов и научиться создавать один из трех основных типов швов:
- Короткий;
- Средний;
- Длинный.
Как качественно и правильно сваривать профильные трубы — рекомендации специалистов
Сварка — способ соединения деталей, который дает возможность создать конструкцию самой сложной конфигурации – под любым углом и наклоном.
Профильные трубы часто применяют для создания каркаса для теплиц, заборов и других ограждений, беседок и т.д. Все металлические трубы соединяются с помощью сварки различных видов, при выборе требуется учитывать толщину стенок.
Особенности и характеристика профильных труб
Профильные трубы применяются для строительства сооружений различного назначения и находят применение в мебельном производстве.
Использование металла оправдывается небольшими финансовыми затратами, способностью изделий удерживать форму при высоких температурах воды и довольно простым монтажом.
Чаще всего профильные трубы изготавливаются из углеродистых и низколегированных видов стали. Прочность и гладкость материала, как снаружи, так и внутри, обеспечивает комфортную эксплуатацию и долговечность всей созданной системы.

Сечение профиля бывает прямоугольным, квадратным, в виде многогранника или овальным, что обеспечивает высокий запас прочности на излом и сгиб. Но именно из-за особенностей сечения сварка профильных труб имеет определенные нюансы.
Виды сварочных работ для соединения профильных труб
От толщины стенок зависит как способ сварки, так и особенности подготовительного этапа работ:
- Для труб с толщиной стенок от 4 мм и выше, концы изделий обрабатывают фаскоснимателем – под углом от 25 до 50 градусов. Это позволит в будущем создавать несколько слоев сварки, что обеспечивает шву надежность и прочность.
- Тонкие трубы варятся одним швом. Чтобы он получился идеальным, рекомендуется жесткая фиксация изделия. Зажимы снимаются только после полного остывания шва.
- При большом диаметре и толщине, срезы сначала прихватывают по линии соприкосновения и только затем производят основное сваривание.
- Скорость работ должна соответствовать плавке металла без его растекания.
Обратите внимание! Во время работы важно следить, чтобы шлак и капли не попадали в отверстие. Жидкий металл может попасть во внутреннюю часть трубы, что уменьшит ее пропускную способность, здесь будет скапливаться налет, что неизбежно приведет к коррозии.
Для сваривания профильных труб применяют следующие виды сварочных работ:
- контактная сварка;
- электродуговая;
- газовая.
Электродуговая сварка
Особенность этого вида сварочных работ в том, что он дает возможность соединять трубы даже в труднодоступных местах. Выполняется с помощью сварочного аппарата и электродов.
При горении элемент начинает плавиться, расплавляя и обволакивая срезы стыков.

- После соприкосновения с электрода с поверхностью, как только появилась дуга, инструмент быстро отводят на несколько миллиметров выше среза.
- Движения производят плавно вдоль линии соприкосновения, без пропусков, чтобы металл успевал оплавиться, но не стекал каплями.
- По технологии предусмотрено постоянное горение, перерывы позволительны только для смены электрода.
- В конечной точке дугу придерживают пару секунд, чтобы исключить возникновение трещин или расслоения.
Для бытовых, то есть обладающих небольшой мощностью, электросварочных аппаратов, достаточно иметь подключение к однофазной проводке.
Сварочный трансформатор способен преобразовывать переменный ток из домовой сети в постоянный, что и необходимо для сварки. Однако оборудование не в состоянии поддерживать постоянство или стабильность дуги, поэтому часто к нему приобретается выпрямитель.
Для начинающих наиболее удобно производить дуговую сварку с помощью инвертора, потому что в таком случае предусмотрено изменение импульсного режима, при котором исключается залипание электрода, это обеспечивает постоянную силу тока, что стабилизирует длину электрической дуги.

Дуговая сварка дает возможность соединять трубы разными способами: внахлест, встык, под углом, тавровым швом. При этом качество соединения целиком зависит от выбора электрода.
Выбор электродов
Для профильных труб используются электроды, имеющие характеристики, соответствующие металлам или сплавам, а также толщине изделий. От правильно подобранных параметров зависит прочность и качество шва.

Существует два основных вида электродов: плавящиеся и неплавящиеся, для которых дополнительно применяются с присадкой из проволоки оловянной или латунной с добавлением фосфатов.
Диаметр электрода всегда подбирается в соответствии толщиной стенок труб и их диаметром.
Электрод должен быть всегда меньше или равняться толщине профиля:
- диаметр расходника 1,5 мм подходит для изделий толщиной до 2 мм;
- 2 мм – для труб, толщиной от 2 до 3 мм;
- 4 мм — для толщины стенок от 4 до 6 мм.
Важно! При высоких значениях тока дуга появляется на близких расстояниях электрода от поверхности. Без навыка определения длины дуги и необходимой сноровки можно легко прожечь тонкий металл.
Газовая сварка
Используется в случаях, когда нет возможности подключения сварочного оборудования к электричеству. Способ небезосновательно считается затратным: необходимо приобретение баллонов с ацетиленом и кислородом. Также требуется опыт работы.

Газовая сварка подходит для соединения труб со средней или толстой стенками. Тонкие изделия не поддаются обработке – расплавляются, деформируя металл, шов не получается без пропусков.
Для проведения работ необходимо иметь:
- баллон с ацетиленом (бутаном или пропаном) и кислородом;
- редуктор,
- газовую горелку и к ней набор наконечников;
- присадки;
- флюсовый порошок;
- шланги необходимой длины для подачи газа к месту сварки.
Перед сваркой подготовленные срезы покрывают флюсом. Соединение происходит с помощью присадочной проволоки. Тонкостенные трубы рекомендуется по технологии соединять справа налево, с введением присадки вслед за пламенем горелки. Для более 5 мм – уже слева направо и присадочный материал прокладывается перед горелкой.
После окончания работы и остывания швов, их зачищают и покрывают антикоррозийным составом.
Контактная сварка
Метод контактной сварки требует применения специального оборудования. В процессе соединения труб происходит пропускание электротока путем давления электродов на металлическую поверхность, в результате этого металл деформируется и образуется очень прочный шов. Такую сварку проводят для соединения конструкций промышленных объектов.
Рекомендации по выполнению сварки профильных труб
Специалисты рекомендуют соблюдать правила при выполнении сварочных работ при монтаже конструкций из профильных труб для создания более качественных соединений:
- Резку металла лучше производить пилой, предназначенной именно для этих целей, чтобы срез был ровным без выемок и выступов. Все искривления до начала сварки необходимо выровнять.
- Металл не должен быть покрыт окалиной или ржавчиной. Поверхность должна быть чистой и гладкой. Работы выполняются машиной для шлифовки или щетками по металлу.
- До сборки отдельных элементов рекомендуется выложить всю конструкцию и проверить на совместимость и размеры все основные и вспомогательные детали.
- После окончания сварочных работ с использованием крепежей, швам дают остыть и только после этого снимают с фиксации.
Как варить тонкие трубы?
Тонкие трубы лучше варить сразу одним швом, но большинству любителей это не по силу. Новички предпочитают сначала произвести точечную сварку и уже потом переходить к формированию шва.
Обеспечить комфортную и качественную работу таким образом может только инвертор, с установленной силой тока не выше 60 А.
Обратите внимание! Для тонких труб, толщиной менее 2 мм, применяются электроды сечением от 1,5 до 2 мм и классом АНО-21 или МР-3С.
Как соединить профильную трубу под прямым углом
Прежде всего, трубы должны быть правильно обрезаны, а срезы подготовлены к работе. Для надежности все элементы конструкции фиксируются, чтобы под собственной тяжестью труб не произошло смещение. В качестве подсобных приспособлений для установления точности применяются уголки, косынки или магнитные угольники.
Сама сварка проводится в два этапа. Сначала осуществляется черновое соединение, проверяются необходимые линейные значения, положение вертикального элемента. После остывания осуществляют оформление чистового шва.

