
ГОСТ на приварку фланцев к трубе
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры



Профессиональная разметка труб для последующей сварки
Перенесение необходимых размеров с чертежа на трубу для создания детали или части трубопровода называется разметкой. Этот процесс является важной и ответственной операцией, требующей точности исполнения. Специалист, наносящий метки, должен хорошо уметь читать чертежи, а также обладать развитым воображением, уметь производить геометрические построения и чертить развертки, разбираться в размерах припусков под последующую обработку деталей и труб, учитывать расход материалов, в целях экономии используя разные обрезки.
При разметке для геометрических построений знаков и линий пользуются мерительными инструментами и шаблонами. В перечень основных приспособлений можно включить линейку и угольник, циркуль и рулетку, транспортир и чертилку, уровень, нутромер, кернер, рейсмус, молоток и штангенциркуль.

Помимо этого, следует использовать и шаблоны. Они служат для разметки однотипных деталей. Материалом для изготовления, в основном, служит толь, жесть или картон.
Для нанесения знаков и меток обычно используют меловую краску с различными примесями, состоящими из жидкого стекла или столярного клея. На один литр воды достаточно взять 120 г мела и 7 г столярного клея. Таким раствором окрашивают поверхность, затем чертилкой наносят риски и, чтобы предотвратить их истирание, производят кернение. Во избежание неточностей и ошибок использовать для таких целей мел является недопустимым.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Варианты разметки труб перед сваркой для начинающих
Процесс сварки труб под углом для начинающих сварщиков представляет определенную сложность. В первую очередь необходимо разметить трубу, после этого ровно отрезать ее при помощи болгарки и вварить в другую. Какие при этом существуют тонкости? Как правильно и быстро сделать отрезку трубы под углом?
Особенно легко произвести сварку труб под углом в 90° или 45°, а для ее разметки использовать обычный бумажный листок. Необходимо квадратный лист бумаги сложить по диагонали. Таким образом, получается простейший шаблон для нанесения угловой разметочной линии.
Можно для таких целей воспользоваться и какой-нибудь емкостью с водой, но такой метод подойдет для разметки труб небольшого диаметра. Наклонив емкость на необходимый угол, следует опустить вертикально в воду трубу, после этого надо вынуть ее и обвести полученную меточную линию.
Помимо предыдущего варианта, имеется еще один простой способ разметки труб под сварку, при использовании которого применяют небольшой металлический уголок. Его слегка прихватывают электродом в том месте, где планируется произвести сварку труб под углом, и после этого по нему ввариваемая труба обводится мелом.
Следующий метод для быстрой разметки труб и последующей их сварки под углом – с помощью приспособления в виде длинных шпажек с резинками. Для такого вида разметки нужно подставить ввариваемую трубу к другой, надев на нее две резинки, а затем плотно вставить шпажки. Достижение необходимого угла производится вытягиванием шпажек, потом производится обрезка трубы.

По завершении разметки надо взять карандаш или остро заточенный мел и нанести черту на поверхности трубы по краям шпажек. После этого, при обрезке трубы по разметочной линии, получается правильный угол для сварки.
Есть и другие высокотехнологичные способы для нанесения разметки труб под углом при сварке, к примеру, с использованием компьютерных программ. Однако такие технологии редко применяются, в основном обходятся простыми методами.
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.

По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.

Виды сваривания фланцев
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.
- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.

Наружняя приварка фланца
Расценки на изделия заметно отличаются. Однако стоимость переделяетсяскорее размерами пластин, а не их конструкцией, и весом, конечно же. Согласно ГОСТ изготавливаются они из углеродистой, легированной или нержавеющей стали, а такжековкого чугуна. Расценки на металл и определяют стоимость приспособлений.
Виды угловых стыков
Основным нормативным документом, контролирующим сварку труб под углом, является ГОСТ 16037-80, в котором отражено, что, кроме пяти способов сварки тройников (крестовин), есть еще и восемь методов стыковки секторов в отводе (элементов в колее). Кроме того, угловое сопряжение, означающее стыковку магистралей под каким-либо углом, осуществляется при помощи следующих разновидностей соединений:
- Угловой стык – с одинаковым диаметром без кромочного скоса с использованием одностороннего сварочного шва. Этот метод закреплен в ГОСТ – У16. Выполнение кромок труб происходит практически без зазора, а проекцией линии сопряжения является геометрическая фигура треугольника.
- Угловая сварка штуцера или трубы (приварка или отростка) – односторонним сварочным швом, регламентировано ГОСТами У17, У18. Проекция сварочного стыка представляет собой форму полуокружности. Кромки должны быть подогнаны друг к другу с минимальным зазором.
- Соединение со скосом кромок и односторонним швом, имеющее шифр У19. Линия сопряжения напоминает сектор окружности. Торец нижней трубы в сущности без обработки, фаска снимается только на верхней трубе.
- Соединение, имеющее скос кромки на цилиндрическом торце, выполненное односторонним швом (шифр У20). При проекции линий сопряжения получается сектор дуги, а кромки нижней трубы также не поддаются обработке.
- С разделом и размещением вкладыша кольцевого исполнения внутри трубы на односторонней прокладке. Шов наносят с наружной стороны и маркируют в сборочной технической документации как У21.



Угловые и поворотные фитинги в трубопроводах различного вида
Каким способом вы будете проводить монтаж коммуникаций, зависит от материала ваших труб. Если у вас на повороте сходятся трубы из разных материалов, то угловые фитинги вы найдете и комбинированные. Например, уголок металлический с резьбой на одном конце и полипропиленовой вставкой с другой стороны.
Стальные трубопроводы
На стальных трубопроводах используют чугунные или стальные уголки. Если монтаж осуществляется на сварке, то уголок представляет собой стальной металлический корпус, изогнутый под требуемым углом. Размер детали совпадает с диаметром трубы.
Для разъемных соединений используют изогнутую муфту или цанговые фитинги. Резьбовые уголки производители предлагают размером от 6 до 50 мм в диаметре.

Цанговые поворотные фитинги монтируют на стальные и медные трубы. Это дорогие детали, которые изготавливают из нержавеющей стали или меди. Помимо водо и газопроводов, их устанавливают на пневматические, гидравлические системы. Пропускная способность цанговых металлических уголков варьируется от 12 до 60 мм.
Рекомендуем ознакомиться: Монтаж труб ПВХ под горячее и холодное клеевое соединение
Полимерные трубопроводы
Полипропиленовые трубопроводы соединяют при помощи поворотных полипропиленовых фитингов. Эти уголки имеют характерные расширения на концах для соединения с трубами диффузионной или холодной сваркой. Сварочный аппарат для полипропиленовых труб имеет небольшие габариты, работает от бытовой сети.
Для монтажа стыка одновременно нагревают конец трубы и внутреннюю часть конца полипропиленового уголка. Затем детали соединяют и дают им остыть. Результатом сварки является монолитное соединение.

Обратите внимание! Для получения качественного стыка полипропиленовой трубы с угловым фитингом необходимо, чтобы детали были из материала одного производителя.
Для монтажа канализационных труб из полипропилена выпускают поворотные фитинги с соединением в раструб. Это детали от 50 до 200 мм в диаметре, имеющие расширение и герметизирующую резинку на одном конце. Второй конец углового фитинга прямой. Его вставляют в раструб предыдущей детали.
Трубы из сшитого полиэтилена соединяют обжимными фитингами, поскольку этот материал обладает инерцией восстановления первоначальной формы.
Металлопластиковые трубы монтируют на латунных фитингах с цанговыми стыками или пресс-соединением. Максимальный диаметр до 50 мм. В силу эластичности труб простые уголки здесь требуются крайне редко. Большее применение находят запорные поворотные фитинги. Особенности материала требуют постоянного контроля резьбовых соединений и периодического подтягивания гайки.
Технология сварки
Газовую, аргонодуговую или электродуговую сварку без применения кромочных скосов начинают с подгонки торцов. Минимальный зазор между трубами в данном случае – 0,5 мм, а максимальный – 1,5 мм. Помимо этого, подобную технику разрешается использовать только при толщине стенок труб от 1 до 6 мм. Процесс необходимо начинать с прихватывания точечными швами углового сопряжения, после этого выполнить правку расположения труб и обварить стык снаружи по всему диаметру.
Для углового сопряжения с односторонним торцом предполагается изготовление фаски с углом 50°. А при двустороннем разделе предполагается применение двух фасок, выполненных под углом в 30°. В первом варианте величина зазора между кромками составляет 1-2 мм, а во втором – 2–5 мм. Другими словами, о правильности исполнения торцевых поверхностей практически можно не заботиться. При таком способе стыковки толщина стенок труб колеблется в диапазоне от 2 до 20 мм.
Варианты приварки фланца к трубе
Фланцевое соединение довольно часто используют вместо обычной сварки, а тем более на фитинг.

Фланец гарантирует не менее прочное и герметичное соединение, но при этом разъемное, чтопозволяет в любой момент демонтировать часть трубопровода для ремонта, например, или присоединения дополнительных секторов.
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.

По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.
Виды сваривания фланцев
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.
- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.

Наружняя приварка фланца
Расценки на изделия заметно отличаются. Однако стоимость переделяетсяскорее размерами пластин, а не их конструкцией, и весом, конечно же. Согласно ГОСТ изготавливаются они из углеродистой, легированной или нержавеющей стали, а такжековкого чугуна. Расценки на металл и определяют стоимость приспособлений.
Приварка фланца к трубе по ГОСТ
Технология сварки в принципе одинакова, за исключением крепления патрубков. Однако необходимо учитывать и сложность конструкции – рекомендуется уточнять чертежи, и соответствие требованиям по креплению.

Внутренняя приварка фланца
В большинстве случаев необходимо сохранение зазора в стыке. Если люфт не нужен, допускается техника сварки в лодочку. Если люфт должен быть большим – более 4–5 мм, изделие приваривают угловыми швами. Все это, естественно, влияет на расценки.
Размеры шва зависят от трубопровода. Ширина внутреннего шва обычно равна толщине стенки, высота – от 0,5 до 1 см, что определяется сечением трубопровода. Внешний шов требует большего наплавления металла, поэтому он несколько несимметричен.

Приварка производится с 2 сторон: сначала с наружной, а затем, для уплотнения шва – с внутренней. Такой метод более всего подходит для плоских фланцевых деталей. Сварка с одной стороны осуществляется, если изделие приваривается встык, как в случае с воротниковым фланцем.
Приспособление для приварки фланцев к трубам подходит не всякое. Обычно рекомендуется аппарат Лисицына и Бондаренко. При сварке электрод здесь остается неподвижным, а проворачивается трубопровод.
На видео процесс сварки рассматривается более подробно.
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
























ГОСТ 16037-80
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ
СТАЛЬНЫХ ТРУБОПРОВОДОВ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ
СТАЛЬНЫХ ТРУБОПРОВОДОВ
Основные типы, конструктивные элементы
и размеры
Welded joints in steel pipelines.
Main types, design elements and dimensions
ГОСТ
16037-80
Взамен
ГОСТ 16037-70
Переиздание (май 1999 г.) с Изменением № 1, утвержденным в декабре 1990 г. (ИУС 3-91)
Постановлением Государственного комитета СССР по стандартам от 24 апреля 1980 г. № 1876 дата введения установлена
Ограничение срока действия снято по протоколу 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
ЗП — дуговая сварка в защитном газе плавящимся электродом;
ЗН — дуговая сварка в защитном газе неплавящимся электродом;
Р — ручная дуговая сварка;
Ф — дуговая сварка под флюсом;
Г — газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
s , s1 — толщины стенок свариваемых деталей;
b — зазор между кромками свариваемых деталей после прихватки;
e — ширина сварного шва;
g — выпуклость сварного шва;
d — толщина подкладного кольца;
а — толщина шва;
с — притупление кромки;
В — ширина нахлестки;
l — длина муфты;
K — катет углового шва;
K 1 — катет углового шва со стороны разъема фланца;
Dn — наружный диаметр трубы;
f — фаска фланца.
1, 2. (Измененная редакция, Изм. № 1).
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
ГОСТ на приварку фланцев к трубе
Фланец — это деталь для герметичного соединения труб и другого оборудования в системе ЖКХ и нефтепереработки. Соединения и узлы труб при этом остаются ремонтопригодными. Правильный выбор такого элемента конструкции как фланец зависит напрямую от двух факторов: наружного диаметра и давления внутри системы.
Фланцевое соединение – это два расположенных параллельно одинаковых фланца, между которыми находится уплотнительное кольцо, изготовленное из какого-либо материала. Это может быть сталь, плотная резина, паронитовая либо графитовая прокладка.
Сегодня существует множество видов фланцев. Основные из которых: фланцы ГОСТ 12820 80, 12821 80, 12822 80, Р 54432 2011, 33259-2015.
Где применяются фланцы

Фланцы используются в самой разной промышленности: в химической, пищевой, винно-водочной, металлургической, в топливно-энергетических комплексах, в сфере жилищно-коммунального хозяйства. Любая промышленность, где используются трубопроводы, не может обойтись без фланцев. Фланцы соединяют отдельные участки трубопровода и благодаря фланцевым соединениям трубопровод может иметь изгибы.
Для разных видов труб и участков трубопровода используются разные виды фланцев — плоские, воротниковые, заглушки.
Фланцы ГОСТ 12820 80

Фланцы 12820 80 ГОСТ сегодня заменены на номер ГОСТ 33259-2015 тип 1.
Фланцы этого ГОСТа относятся к стальным, плоским, приварным элементам. Они надеваются на концы труб, которые будут соединены, и привариваются двумя сварными швами по всей окружности трубы. Один из швов делается для присоединения к стыковочной втулке фланца к трубе.
Второй шов варится на конце трубы. Эти фланцы имеют достаточно небольшой вес, что упрощает их монтаж и уменьшает общий вес труб.
Кроме особенности крепления, разные фланцы имеют разную способность выдерживать давление разной силы в трубах. Фланцы ГОСТ 12820 80 выдерживают давление до 25 кгс/см2. В зависимости от способности к разной силы давлению фланцы имеют разное исполнение.
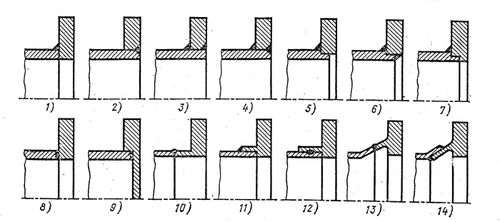
Для фланцев по ГОСТ 12820 80 существует исполнение 1, 2, 3, 4, 5, 8, 9.
Фланцы исполнения 6 и 7 выполняются по ГОСТ 12821-80 (заменен на ГОСТ 33259-2015 тип 11) и применяются при давлении выше 63 кгс/см2.
Для обеспечения герметичности лучше использовать фланцы исполнения 2, 3. 4. 5. Фланцы выдерживают температуру от — 70 С до 450 С.
Материалы изготовления фланцев тоже подбираются в зависимости от поставленных перед соединительным элементом задач. Для этого используется большое количество марок стали. Например, сталь 12Х18Н10Т с химическим составом по ГОСТ5632-2014.
Фланцы 12821 80 ГОСТ

Фланцы воротниковые 12821 80 ГОСТ относятся к приварным элементом, которые используются для соединения частей трубопроводов разного назначения. Фланцы облегчают монтаж и сборку всего трубопровода, они выдерживают температуру от -253 до +600°С.
Для надежности всего трубопровода
Фланцы воротниковые 12821 80 ГОСТ обеспечивают герметичность всей конструкции трубопровода. Конусообразный выступ (воротник) снижает напряжение во всей детали, что делает конструкцию более надежной.
Монтаж воротниковых фланцев имеет свои особенности. При сборке конструкции трубопровода данные фланцы необходимо предварительно стыковать, а не насаживать на трубу. Фланцы соединяются между собой шпильками и болтами, к трубопроводу привариваются газо- и электросваркой.
Исполнения фланцев ГОСТ 12821 80
Фланцы изготавливаются в 9 исполнениях. Исполнение 1 применяется чаще всего. Но для работы трубопроводов, где используется давление выше 16 атм. (1,6 МПа), используются фланцы исполнения 2-9. Также фланцы 12821 ГОСТ исполнения 2-9 подходят для трубопроводов, работающих с кислотно-щелочными средами.
Фланцы всех девяти исполнений называются воротниковыми, так как имеют симметричный выступ в форме усеченного конуса. Строение данных фланцев 12821 80 ГОСТ позволяет использовать их для крепления труб, в которых среды находятся под высоким давлением.
Исполнение
Фланцы 1-2 исполнения — фланцы с соединительным выступом;
Фланцы 3 исполнения — фланцы с впадиной;
Фланцы 4 исполнения — с шипом;
Фланцы 5 исполнения — с пазом;
Фланцы 6 исполнения — имеют углубление для линзового уплотнения;
Фланцы 7 исполнения — изготавливаются под уплотнительную прокладку овального сечения;
Фланцы 8 исполнения — имеют шип для фторопластовой прокладки;
Фланцы 9 исполнения — с пазом под фторопластовую прокладку.
Марки стали для фланцев ГОСТ 12821 80
Фланцы разного исполнения делаются из следующих марок стали:
сталь марки Ст3сп ГОСТ 380-94;
сталь 20, 25 по ГОСТ 1050-2013;
сталь 09Г2С по ГОСТ 19281-2014;
сталь 10Г2 по ГОСТ 1050-2013;
сталь 15Х5М по ГОСТ 20072-74;
сталь 12Х18Н10Т по ГОСТ 5632-2014;
сталь 15Х18Н12С4ТЮ(типа ЭИ-654) по ГОСТ 5632-2014;
а также сталь 06ХН28МДТ(типа ЭИ-945) ГОСТ 5632-2014, 10Х17Н13М3Т ГОСТ 5632-2014.
Преимущества фланцев воротниковых приварных 12821 80 ГОСТ
Данные фланцы делают быстрым монтаж и демонтаж отдельных частей трубопровода. Данные фланцы могут быть многоразовыми, так как с ними возможен демонтаж без резки трубы.
Фланцы ГОСТ 12822 80

Фланцы ГОСТ 12822 80 (заменен на ГОСТ 33259-2015 тип 02) относятся к стальным свободным крепежным деталям трубопровода, они используются для соединения труб в труднодоступных местах и для монтажа частей трубопровода, которые требуют частого ремонта. Фланец ГОСТ 12822 80 состоит из двух частей: из самого фланца и кольца, которое приваривается к трубе.
Фланцы стальные свободные используются в разных трубопроводах: в химической и нефтегазовой промышленности, в системах жилищно-коммунального хозяйства. Возможно их применение в соединительных частях машин, приборов, патрубков, различных аппаратов и резервуаров.
Кольцо и фланец имеют одинаковый диаметр и выдерживают одинаковое давление.
Допустимое рабочее давление в трубопроводе, в которых при монтаже используются фланцы ГОСТ 12822 80: Ру от 0,1 до 2,5 Мпа (от 1 до 25 кгс/см²). Рабочая температура сред может колебаться от -253°С до 600°С. Данные фланцы изготавливаются из марок стали Ст.20,12Х18Н10Т, 10Х17Н13М2Т, AISI 304, AISI 321, AISI 316L, AISI 316Ti. Выпускаются в исполнении: 1, 2, 3, 4, 5, 8, 9.
В некоторых случаях для таких фланцев изготавливается кольцо с уплотнительной поверхностью.
Способы изготовления фланцев и колец: ковка, штамповка, метод кислородной и плазменно-дуговой резки, допускаются и другие способы изготовления.
Преимущества фланцев ГОСТ 12822 80
Особенности крепления фланцев (кольцо приваривается, а фланец просто надевается на трубу) обеспечивают удобную работу с частями и легкий монтаж трубопровода.
Фланцы ГОСТ 12822 80 можно использовать для трубопроводов, которые подвержены коррозии. В этом случае заменяются только фланцы, а части трубопровода, еще не подверженные коррозии, нет.
Фланцы ГОСТ 12822 80 легко крепить за счет их свободного вращения, это позволяет выровнять отверстия для болтов фланца, который находится на противоположном конце трубы.
Фланцы ГОСТ 12822 80 не соприкасаются со средами трубопровода, поэтому не подвергаются коррозии, а значит, возможно их повторное использование даже после замены труб.
Межгосударственный стандарт ГОСТ 16037-80* «Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры» (введен в действие постановлением Госстандарта СССР от 24 апреля 1980 г. N 1876)
2. В стандарте приняты следующие обозначения способов сварки:
ЗП — дуговая сварка в защитном газе плавящимся электродом;
ЗН — дуговая сварка в защитном газе неплавящимся электродом;
Р — ручная дуговая сварка;
Ф — дуговая сварка под флюсом;
Г — газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
s; — толщины стенок свариваемых деталей;
b — зазор между кромками свариваемых деталей после прихватки;
е — ширина сварного шва;
g — выпуклость сварного шва;
— толщина подкладного кольца;
с — притупление кромки;
В — ширина нахлестки;
К — катет углового шва;
— катет углового шва со стороны разъема фланца;
— наружный диаметр трубы;
f — фаска фланца.
1, 2. (Измененная редакция, Изм. N 1).
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Продолжение табл. 1
Продолжение табл. 1
Продолжение табл. 1
Продолжение табл. 1
Продолжение табл. 1
Примечание. В графе «Толщина стенки и минимальный наружный диаметр трубы для способов сварки» в числителе приведены предельные толщины стенок, а в знаменателе — минимальные наружные диаметры труб за исключением угловых соединений, для которых приведены предельные толщины стенок и минимальные наружные диаметры ответвлений (отростков, ответвительных штуцеров и приварышей); для соединений, выполненных газовой сваркой, в знаменателе приведены предельные значения наружных диаметров.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2-33.
Примечание. При способе сварки 3Н зазор .
* Допускается увеличение до 2 мм.
* Допускается увеличение до 2 мм.
Примечание. При способе сварки 3Н зазор .
Примечание. Допускается применение штуцеров и ниппелей с фаской.
Примечание. Значение «K» определяется при проектировании.
Примечание. Значение «K» определяется при проектировании.
Примечание. Значение «K» определяется при проектировании.
Примечание. Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
Примечание. Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
1. При способе сварки 3Н зазор .
2. Длина протачиваемой части приварыша, входящей в трубу, устанавливается при проектировании соединения.
3. Величина приведена после расточки.
Примечание. При способе сварки Н3 зазор .
Для угловых швов в таблицах приведен расчетный катет.
5. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами — соответственно типы сварных соединений труб с трубами или труб с фланцами.
6. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 34, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющей большую толщину , должен быть сделан скос до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
7. Шероховатость обрабатываемых под сварку поверхностей — Rz не более 80 мкм по ГОСТ 2789-73.
8. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050-88.
9. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим методом, должен быть не более 0,2 мм, а для соединений, не контролируемых радиографированием, — не более 0,5 мм.
Местные зазоры для указанных соединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор между расплавляемой вставкой и торцевой или внутренней поверхностью трубы должен быть не более 0,5 мм.
11. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45° к оси трубы.
12. В соединениях У18 и У19 размеры е и g в сечении А-А должны устанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3 мм, а размер а должен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонения катета углового шва К, от номинального в случаях, не оговоренных в таблицах, должны соответствовать:
+5 мм — при К > 12 мм.
15. Допускается выпуклость углового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке в других пространственных положениях. Вогнутость углового шва до 30% величины катета, но не более 3 мм.
(Измененная редакция, Изм. N 1).
16. Для сварных соединений труб с толщиной стенки более 4 мм допускается сварка корня шва способом, отличным от основного способа сварки.
Откройте актуальную версию документа прямо сейчас или получите полный доступ к системе ГАРАНТ на 3 дня бесплатно!
Если вы являетесь пользователем интернет-версии системы ГАРАНТ, вы можете открыть этот документ прямо сейчас или запросить по Горячей линии в системе.
Межгосударственный стандарт ГОСТ 16037-80* «Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры» (введен в действие постановлением Госстандарта СССР от 24 апреля 1980 г. N 1876)
Текст ГОСТа приводится по официальному изданиию Госстандарта России, ИПК Издательство стандартов, 1999 г.
Дата введения установлена с 1 июля 1981 г.
Ограничение срока действия снято по протоколу 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
* Переиздание (май 1999 г.) с Изменением N 1, утвержденным в декабре 1990 г. (ИУС 3-91)

