
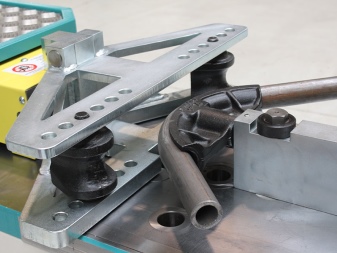
Гибка квадратной трубы по радиусу
Как согнуть профильную трубу?

- Особенности
- Что понадобится?
- Способы
- Рекомендации
Гнутая профильная труба – обязательный элемент в конструкции беседок, навесов, теплиц, заборов, даже гаражей. Толстостенный профиль большого сечения используются при возведении крыш зданий. От того, насколько качественно согнётся профиль, зависит надёжность и приглядный вид возводимого сооружения.



Особенности
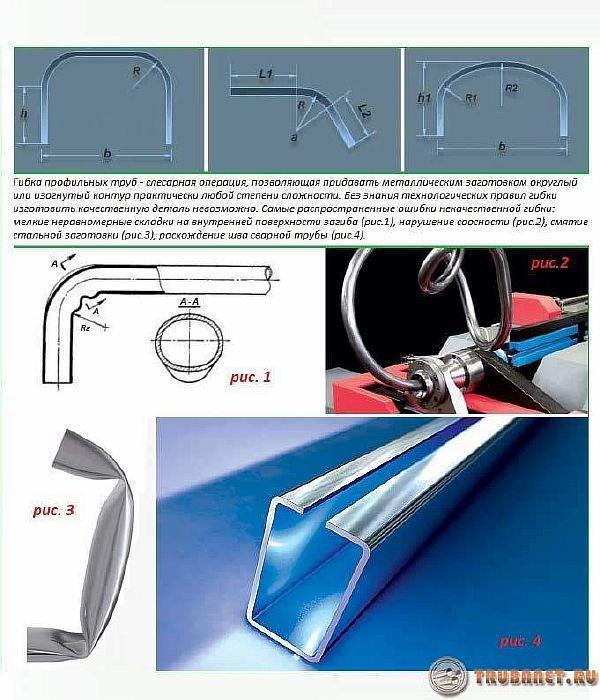
В отличие от трубы с круглым сечением, загиб профиля с квадратным или прямоугольным представляет собой большую сложность. Из-за наличия резких углов, из которых была отлита профильная труба, гнуть профиль в некоторых случаях нужно частично. Применяют следующие подходы.
- Воздействуя на трубу изнутри давлением. Это может быть любая сыпучая или жидкая среда. Она поможет трубе принять правильную форму при изгибании, без проминания и «морщин» с внутренней стороны.
- Нагрев профиля до температуры, близкой к той, при которой сталь размягчается.
При изгибании трубы на профиль воздействуют сила сжатия с внутренней стороны изгиба и сила растяжения – с внешней. Стороны теряют правильное расположение, приданное им на заводе.
Если не соблюсти радиусы изгиба – профиль лопнет снаружи и/или промнётся внутрь с противоположной стороны. Влияние оказывают и толщина стенок, габариты сечения. Испорченное изделие восстановлению не подлежит.


Что понадобится?
Самый быстрый способ – использование профиле- или трубогиба. Холодное сгибание трубы до 10 мм – и квадратной, и круглой похоже на сгибание арматуры. Достаточно соблюсти правило – не менее 15 наружных радиусов круглой трубы либо не менее 15 значений большей ширины прямоугольной трубы. Сгибание квадратного профиля потребует Если нет доступа к промышленному трубогибу, в котором гибка по радиусу выставляется очень точно, то помогут болгарка и сварочный аппарат. Но «ломаное» гнутьё – крайняя мера.
Холодное гнутьё также возможно при помощи простого приспособления, сделанного из другой трубы (или арматуры) и специальной скобы с большой площадью захвата, позволяющей согнуть круглую или квадратную трубу постепенно. Такой способ используется, когда идеальный, равномерный сгиб необязателен.


Самодельный профильный трубогиб – в простейшем случае плита с отверстиями, в которую вставлены штыри. Они расположены так, чтобы сгибаемая труба проходила между ними, но заранее выстраиваются с обеих сторон по кривой. Другой вариант – рычаг с овальным шаблоном, выполняющим роль своеобразного лекала, состоящего из плоскопараллельных плоскостей. Используют также специальный ролик-колесо, прокатываемый по зоне будущего изгиба: глубина прогибания регулируется прилагаемой силой. Все способы самодельного гнутья требуют определённой сноровки и опыта.

Способы
Согнуть профиль 40×20 или 20×20 в домашних условиях особого труда не составит. Для этого подойдут все способы, перечисленные ниже. Узкие профтрубы (менее 20*20), особенно тонкостенные, гнутся с помощью примитивного захвата или даже на любой криволинейной и гладкой поверхности.
Главное – не гнуть изделие по радиусу, меньшему, чем 10-15 сторон (значений ширины) профтрубы, не делать резких движений. Так, для размера 40 на 20 см радиус гиба не ниже 0,3 м.


Болгаркой
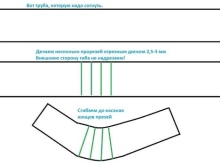
Болгарка (или углошлифовальный ручной электростанок с отрезным диском по металлу) позволяет согнуть профильную трубу своими руками, используя пропилы. Они отстоят на равном расстоянии друг от друга, когда их более двух. Один пропил позволит сделать лишь резкий, прямоугольный изгиб. Чем больше пропилов – тем плавнее изгиб. Он примет вид правильной ломаной. Пропилы нужны, чтобы лишний металл с внутренней стороны не образовывал складки, придающие трубе неприглядный вид.
Величина угла каждого пропила определяется общим гибочным углом, делённым на количество выпиленных зазоров. Чтобы профтруба приняла аккуратный вид, и внутрь не затекала дождевая вода, пропилы должны быть с острым углом у наружной стенки трубы, а не прямоугольными. Например, арочная труба, имеющая угол сгиба в 180 градусов, при 20 пропилах требует угол для каждого из них в 9 градусов. Добиться этого можно лишь на крупногабаритном профиле и при использовании более тонких дисков – либо делать пропилы ножовкой по металлу, а не болгаркой.


Разогревать для этого профтрубу незачем. Пропилы размечаются и выполняются в соответствии с радиусом изгиба, запрашиваемого заказчиком. При этом одна из стенок – наружная остаётся целой, что позволит конструкции не развалиться, но труба теряет прочность. Для обретения профтрубой исходной прочности получившиеся стыки провариваются с помощью сварки.
Данный метод относят к холодному гнутью трубы. Термообработка (сваривание) осуществляются уже после сгибания – а не до него, как это происходит в случаях, описанных ниже. Недостаток – ребристая наружная и внутренняя поверхности сгиба, что исключает плотный контакт с криволинейными конструкциями, например, при накладывании композитных или пластиковых кровельных листов поверх каркаса, собранного из таких труб.
Гибка профильных труб
Завод Металлоизделий «Новаметалл» предлагает услуги гибки профильных труб. Для гибки мы используем автоматизированные ЧПУ станки. Чтобы оставить заявку, пишите на почту info@novametcom.com или звоните по телефону: 8 (800) 777-19-60.
| Размер, мм | Стоимость* гибки, 1м.п., руб. |
|---|---|
| Гибка профильной трубы 20х20 | 99 |
| Гибка профильной трубы 30х30 | 99 |
| Гибка профильной трубы 40х20 | 116 |
| Гибка профильной трубы 40х25 | 116 |
| Гибка профильной трубы 40х40 | 143 |
| Гибка профильной трубы 50х25 | 132 |
| Гибка профильной трубы 50х50 | 154 |
| Гибка профильной трубы 60х30 | 143 |
| Гибка профильной трубы 60х60 | 176 |
| Гибка профильной трубы 80х60 | 242 |
| Гибка профильной трубы 80х80 | 242 |
| Гибка профильной трубы 100х50 | 352 |
| Гибка профильной трубы 100х100 | 352 |
| Гибка профильной трубы 120х80 | 682 |
| Гибка профильной трубы 120х120 | 682 |
| Гибка профильной трубы 140х120 | 935 |
| Гибка профильной трубы 140х140 | 935 |
| Гибка профильной трубы 160х160 | 1430 |
*Стоимость гибки зависит от радиуса
Примеры работ
Особенность профильной трубы — овальная или многоугольная форма сечения. Как правило, популярны квадратные и прямоугольные изделия. Применяются в строительстве, машиностроении, производстве мебели и других конструкций. Достоинства продукции:
- Малый вес;
- Доступность;
- Высокая прочность на разрыв, изгиб, кручение;
- Удобная для обработки и монтажа геометрия;
- Возможность придания заготовке художественной или проектной формы.
Методы гибки профильных труб:
Сложность сгиба заключается в высокой вероятности разрыва, залома или смятия поверхности. Также нередка потеря соосности отдельных участков трубы. В промышленности применяют следующие методы:
- Индукционная гибка — формирование изгибов профиля, нагретого бесконтактным методом. Равномерный глубокий прогрев происходит за счет воздействия высокочастотных электротоков. Участки, не подлежащие нагреву, охлаждаются водяным спрейером.
Механические усилия прикладываются профелегибными станками с ЧПУ. Метод обеспечивает высокую скорость и точность многократно повторяемого процесса. Технология актуальна для толстостенных труб, в том числе – большого диаметра (ширина грани – от 50 мм).
Услуги гибки профильных труб на заказ
Начало работы компании «Новаметалл Трейд» в сфере металлопроката — 2010 год. Помимо продажи металлической продукции, мы производим и обрабатываем изделия на заказ.
- Скорость выполнения заказа любого объема — 3-5 дней;
- Постоянное наличие широкого ассортимента на складе;
- Собственный парк грузовой техники;
- Современное оборудование;
- Квалифицированные сотрудники.
Мы готовы дать более подробную информацию по услуге, ценам по номеру 8 (800) 777-19-60.
Как согнуть профильную трубу в домашних условиях без трубогиба: 12 способов + видео
Сегодня не редко на дачах устанавливают теплицы, сделанные из профильных труб. Они устойчивы, срок их службы больше и пропускают лучше свет, чем деревянные.
Чтобы смонтировать сооружение из профиля, требуется его загнуть под определённым углом. Кажется, что сделать это без спецоборудования не реально. В данном материале мы рассмотрим возможные способы, и объясним — как загнуть без трубогиба квадратную профильную трубу в домашних условиях.
Какие сложности возникают в процессе гибки профильной трубы
Под гибкой профильной трубы подразумевается её загиб частично или полностью. Как известно, у профтруб степень прочности высокая, поэтому согнуть их можно лишь под давлением или при нагревании сгибаемого участка. В процессе, на деталь оказывают действие две силы:
- сжатия — внутри;
- расширения — снаружи.
Именно в противоположности направленности этих сил и заключается сложность работы при закруглении патрубка:
- В различных местах профтрубы может по-разному реагировать на изгиб, что приведёт к потере соосности, то есть, отдельные участки заготовки будут располагаться на разных поверхностях.
- Труба не всегда способна выдержать процесс растягивания и может сомнутся или лопнуть. Чаще такие моменты возникают при неправильном способе сгибания.
- У изделия могут появиться складки, которые напоминают гофру.
- Снижается степень прочности при перегреве, нарушается структура.
- Сминаются боковые стенки — это происходит при чрезмерном давлении, при прохождении заготовки через гибочную конструкцию.
Для избежания данных проблем, следует учитывать материал изготовления труб и их размер: толщину стен, диаметр, угол загиба.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.

Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Профессионалы предлагают к трубопрокатному материалу с диаметром менее 10 мм применять «холодный» метод, а от 40 мм и выше гнуть под нагревом.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.

Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно. Важно лишь обратить внимание на следующие аспекты.
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.

Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Как согнуть профильную трубу без трубогиба
В основном, при сооружении навесов или тепличных конструкций на даче берутся профтрубы небольшого размера, при этом точность угла загиба не критична, поэтому для сгиба подойдут подручные средства.
Конечно, лучше проводить данную процедуру в отдельном помещении, где есть верстак и различный инструмент.
Также, нужно подготовить спецодежду, она защитит вас о пыли, стружки, искр и при работе с паяльной лампой.
Если делать загиб в домашних условиях, то нужно учитывать:
- Величину загиба.
- Материалы изготовления.
- Величину толщины стенок.
- Сечение.
Мероприятия по деформации профильных трубопрокатных изделий выполняют в допустимых нормах, выставляемых к сечению и толщине стенок.
При работе необходимо контролировать, чтобы поперечное сечение не сплющивалось и не возникало внутренних изломов.
Как загнуть с предварительным подогревом (с наполнителем – песок)
Для получения качественного и ровного загиба на профтрубе, при применении «горячего» способа, предварительно следует наполнить изделие песком. Так как работы будут связаны с горячим металлом, то необходимо производить их в перчатках из брезента.
Пошагово, гибка квадратного изделия выглядит так:
- С одного края в патрубок вставляется деревянный клинышек. Его длина должна превышать ширину основания в 10 раз. При чём, площадь основы равняется 2 площадям отверстия в заготовке, которое он будут закрывать.
- Мелкозернистый песок засыпается в трубу, он предварительно просеивается и просушивается (производится прокаливание при + 150 градусах). Чтобы заполнить профиль песком, используется воронка. Для плотного и равномерного размещения его внутри, он сыпется порциями. В процессе следует осуществлять постукивания по стенкам детали деревянной киянкой.

- Со второй стороны также вбивается клин.
- Заглушки должны соответствовать внутреннему размеру профиля. На одной проделываются 4 продольные паза — через них будет осуществляться выход газа, который образуется при нагреве песка.
- Место, которое планируется загнуть отмечается мелом.
- Профильная заготовка фиксируется с помощью тисков. Если изделие имеет сварной шов, он должен быть сбоку.
- Место, отмеченное мелом нагревается газовой горелкой до красна.
- Квадратный профиль гнём аккуратно, без резких движений, но с усилием. Делается это в один приём.
- Затем детали необходимо дать остыть, и результат сравнивается с шаблоном.
- Если изгиб сделан правильно, то вынимаются заглушки, и высыпается песок.
Если вы будите гнуть квадратную трубу со сварными швами, то их надо располагать снаружи изгиба, а не внутри, иначе шов разойдётся.
Этот метод подойдёт при изготовлении углового загиба лишь раз. При многочисленном нагревании металл потеряет прочность.
Возможно, изгибать трубное изделие наполненное песком не нагревая, но это более сложный процесс.
7 вариантов как загибать без нагрева (холодный способ)
Произвести загиб профильной трубы можно по «холодной» технологии, применяя различные приспособления, не осуществляя предварительного нагрева. Рассмотрим, как загнуть профильное изделие самостоятельно без нагрева.
- Гнем с наполнением — вода. Этот вариант менее затратный, не требует нагрева, он предназначен для трубопрокатов маленькой толщины из дюралюминия и латуни. Особенно удобно им пользоваться зимой, при минусовой температуре.
Процедура не сложная:
- один конец заготовки закупоривается с помощью заглушки;
- с другого края в деталь заливается вода, и также осуществляется его закупорка;
- профиль выносится на улицу, держится на морозе до застывания воды;
- труба сгибается, при замёрзшей в ней воде это просто;
- изделие заносится в тепло, размораживается жидкость, вода сливается.
Методика рекомендована для труб из цветных металлов, так как они не подвергаются коррозии.
2. С гибочной плитой — метод предназначен для изгиба квадратных труб из стали или алюминия. Плита — панель, для изготовления которой используется толстый металлический лист. Она приваривается к стойке, установленной на импровизированной возвышенности. Чтобы загнуть, требуется произвести ряд действий.
Как согнуть профильную трубу своими руками без специальных приспособлений

Профильные трубы незаменимы в процессе сборки каркасов для строительных конструкций. Теплицы, разнообразные парники, беседки и другие объекты возводятся с их помощью достаточно быстро и качественно. Однако все не так просто.
Чтобы согнуть такую трубу приходится использовать дорогостоящее специальное оборудование, что не всегда приемлемо для домашнего мастера. Давайте поговорим о том, как согнуть профильную трубу в домашних условиях.
Труба профильная – что это такое?
Профильной считается труба, имеющую отличное от круглого сечение. Оно может быть прямоугольным, овальным, шестиугольным или квадратным. Труба обладает повышенной прочностью, ведь ее грани берут на себя роль ребер жесткости.
Профильные изделия справляются со значительными нагрузками на изгиб, благодаря чему являются хорошим выбором для возведения металлокаркаса построек самого разного назначения.
Сырьем для производства профильных труб чаще всего становится высоко или низколегированная сталь. В зависимости от способа изготовления различают электросварные, холодно и горячекатаные, бесшовные трубы.
Изделия различаются толщиной стенки и высотой профиля. Такие трубы могут использоваться для изготовления различных деталей в форме рам, лестниц и перил. Чаще всего трубу профильную применяют в строительстве для сооружения арочных конструкций и в качестве замены железного бруса при возведении каркасов.
Навыки в деле гибки профильной трубы пригодятся домашним умельцам, желающим самостоятельно обустроить загородный участок:
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.

Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.

Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Особенности разных способов гибки профиля
Существует два основных метода гибки профильной трубы: холодный и горячий. Первый предполагает, что процесс изгибания выполняется без предварительного температурного воздействия на деталь.
Тогда как второй проводится только с предварительно разогретой трубой. Надо признать, что нагрев детали значительно увеличивает ее пластичность и облегчает процесс гибки.
Нормативов, строго регламентирующих использование холодного и горячего метода гибки для профильных изделий, не существует. Они есть только для труб с круглым сечением. Согласно этим нормам горячая гибка используется для деталей, диаметр которых составляет 100 мм и больше. Для прямоугольных и квадратных труб действуют несколько иные правила.
Если предстоит разовая работа по гибке трубы, можно купить, но лучше взять в аренду гидравлический трубогиб с ручным приводом:
Технология радиусной гибки труб
Мы рассмотрим способы и оборудование для гибки профильных и круглых труб по радиусу. Расскажем, как определяется минимальный радиус гибки.
Трубы имеют широкое применение практически во всех сферах производственной деятельности. Одним из основополагающих процессов, сопутствующих проведению монтажных работ по устройству различных трубопроводных систем, является гибка трубы по радиусу, что позволяет существенно уменьшить количество сварных швов и благоприятно сказывается на общем качестве работ.
Методы сгибания труб по радиусу
Процесс сгибания стальных труб по радиусу позволяет придавать им частичную или полную изогнуто-плавную конфигурацию, которая не зависит от формы сечения профиля. Так, при сгибании полого профиля на стальную заготовку, одновременно действует сила, сжимающая ее по внутренней стенке и усилие, растягивающее по внешнему радиусу. Специфика такого процесса состоит в том, что:
- профиль в момент придания ему формы загиба может получить искривление, при котором трубой будет утрачена соосность;
- при растяжении наружной стенки трубы на участке максимального радиуса может произойти разрыв стенки за счет воздействия радиальной силы;
- сдавливаемая внутренняя часть трубы при неравномерном сокращении будет сминаться складками в виде гофры от приложения тангенциальных сил.
Поэтому существуют два основных способа, при которых производиться гибка трубы по радиусу, а именно:
- непосредственно на холодной трубе,
- при разогреве места сгиба.
Холодный способ используют в основном для труб с малым диаметром, но в этом случае необходимо четко знать минимальный радиус гиба трубы по осевой линии.
При разогреве места сгибания создаются более благоприятные условия для процесса заданной деформации, так как металл приобретает достаточную пластичность, снижая вероятность образования различных дефектов. Горячие способы сгибания трубы по радиусу применяют в основном для заготовок большого диаметра, так как эта методика является более затратной и требует большего времени для осуществления единичного гиба.
При использовании обоих способов необходимо знать технологический процесс, который позволит обеспечить равномерное сечение металлической трубы на всем протяжении радиуса искривления и полное отсутствие на стенках трещин и складок.
Как определить минимальный радиус

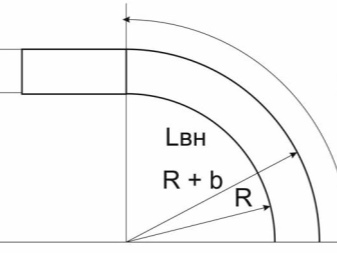
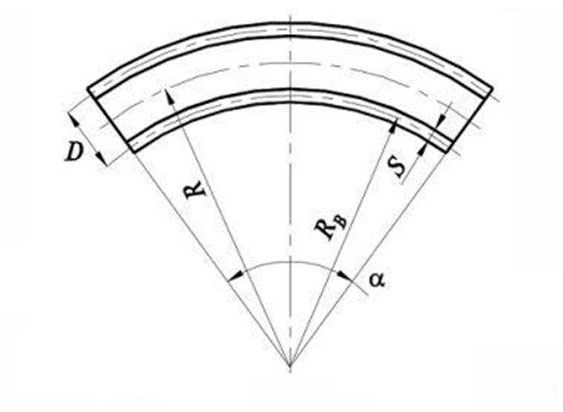
Минимально допустимый радиус гиба, при котором может наступить критическая деформация определяется отношением:
Rmin = 20*S,
где Rmin – минимально возможный радиус гиба металлической трубы, S – толщина стенки трубы в мм.
Отсюда радиус по центральной оси трубы будет:
R = Rmin + 0,5 * D,
где D – условный диаметр трубы.
Обязательным условием при правильном расчете минимального радиуса гиба является необходимость учитывать отношение:
Кт =S/D,
где Кт – критерий, учитывающий тонкостенность труб.
R= 20*Кt*D + 0,5 *D,
При условии, если расчетный радиус R больше, чем (20*Кt*D + 0,5 *D), то применяем способ холодной гибки, если же меньше, то необходимо дополнительно разогревать трубу перед сгибанием, в противном случае деформации стенок не избежать.
А также необходимо учитывать, что, если значение критерия тонкостенности лежат в диапазоне 0,03 Инструменты и оборудование
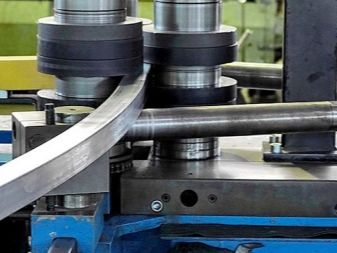
- с помощью шаблонной обкатки для круглых труб диаметром до 76 мм. На станках, использующих обкатку, не получиться получить качественную округлость радиуса сечения в месте загиба;
- путем наматывания на неподвижный ползун, при продольном перемещении обкатывающего ролика ;
- основанный на передаче усилия пневмо- или гидроцилиндром месту сгиба с упором на два подвижных ролика;
- с протяжкой через подвижные направляющие ролики, что позволяет производить отводы с малым угол радиуса, используется на универсальных гибочных станках.
 Гибка профильной трубы по радиусу квадратного или прямоугольного сечения осуществляется такими же способами, как и стальных труб круглого сечения. Главное отличие профильных трубогибных станков заключается в виде прокатных роликов, шаблонов и обкаток, которые имеют, соответственно, форму прямоугольного сечения.
Гибка профильной трубы по радиусу квадратного или прямоугольного сечения осуществляется такими же способами, как и стальных труб круглого сечения. Главное отличие профильных трубогибных станков заключается в виде прокатных роликов, шаблонов и обкаток, которые имеют, соответственно, форму прямоугольного сечения.
Трубы больших диаметров гнут исключительно горячими способами на специальных станках, так используют метод:
- деформации заготовки на штампе, что позволяет изготавливать изделия с несколькими сгибами как в одной, так и нескольких плоскостях сразу;
- протяжки на специальном роге, дает возможность получать не только минимальные радиусы, но и заданную кривизну радиуса, при этом сохраняя равномерный диаметр сечения трубы за счет одновременной калибровки на внутреннем сердечнике.
Как производиться горячее сгибание заготовок труб на производстве можно посмотреть на данном видео.

