
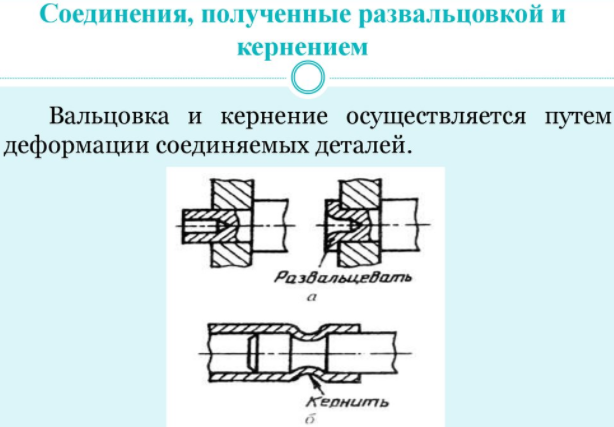
Вальцеватель для гофрированных труб своими руками
Техника самостоятельной развальцовки труб
Существует множество способов соединения труб. Иногда возникают сложности в применении какого-либо из них. Причиной тому может быть незаметное на первый взгляд различие в диаметре, неравномерно сформированные стенки. Решением вопроса может стать вариант стыковки с помощью накидных муфт. Но для этого необходимо разобрать такое понятие как развальцовка торца труб.
Что собой представляет развальцовка
Под развальцовкой понимают процесс получения на конце трубы конической юбки. Диаметр такого образования превышает диаметр исходного материала. Это возможно за счет растяжения металла. Чем сечение развальцованного участка больше, тем меньше толщина его стенки. Любые трубы из мягкого материала (алюминий, медь, их сплавы, некоторые марки нержавейки) можно развальцевать ручным способом. Твердый металл подвергают машинной обработке. Не следует путать развальцовку с вальцовкой труб.

В каких случаях применяют развальцовку
Есть несколько причин, по которым необходимо обращаться к этому методу.
Чтобы получить разъемный стык. В кондиционерах, холодильных установках, гидравлических и других системах, где положен контроль за рабочей жидкостью, применяют соединение труб при помощи муфт. Если нужно уйти от сварки цветных металлов или сварки в целом.
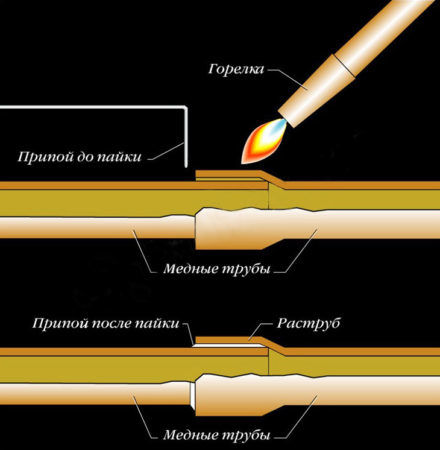
Применение пайки на медных трубках. Эффективно спаять две трубы можно только при условии достаточного соприкосновения их поверхностей. Это достигается либо вставкой одного диаметра в другой, либо (при одинаковых диаметрах) развальцовкой торцов и увеличением площади прилегания элементов. В противном случае соединение труб разорвется под действием вибрации или стороннего усилия.
Для упрощенной фиксации торца трубы. В декоративных и других целях, когда трубу следует зафиксировать, например, торцом к плоскости, применяют развальцовку и фиксацию шайбой.
В сложных конфигурациях. В тех случаях, если внутри трубы прокладывают электрические жгуты и необходимо прохождение через различные изгибы. Тогда всю трассу разбивают на отдельные элементы и стыкуют муфтами.
Инструменты для проведения работ
Развальцовку труб можно осуществить двумя способами: ручным и машинным. Первый применим для мягких металлов с небольшим диаметром. Второй – для больших диаметров сталей с возможным разогревом торца заготовки.
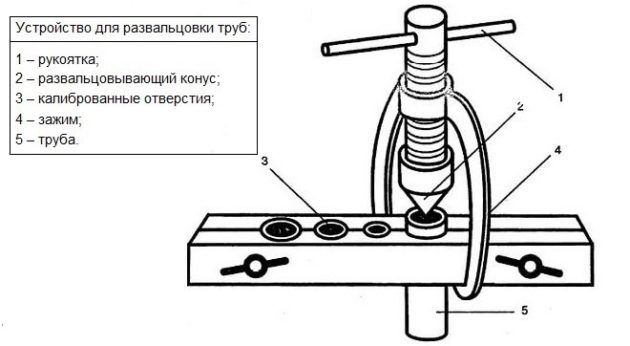
Стандартный ручной развальцовывающий станок состоит из:
- Рукояти и направляющего стержня. С их помощью осуществляется поступательно — вращательное движение конуса для развальцовки.
- Направляющего зажима. Удерживает стержень напротив заготовки.
- Конуса развальцовывающего. Непосредственно воздействует на торец трубы, формируя юбку.
- Станины тисочного типа. Она имеет калиброванные отверстия под разный диаметр трубок.
Ручное приспособление для двойной развальцовки труб. Механизм может производить несколько операций с торцом трубы, делать одинарную воронку, «грибок», двойную воронку.

Экспандер для увеличения диаметра торца трубы. Представляет собой ручной рычажный инструмент. Его рабочим органом является специальная головка, которая имеет возможность расширяться при воздействии на рычаг. С помощью этого устройства также можно делать развальцовку, но юбка будет не конусной. В обработанный таким образом край трубы можно вставить другую трубу и дальше применить пайку либо сварку.

Молоток с головкой из латуни плюс вальцовочный инструмент, изготовленный из твердой стали. Комплект предназначен для создания раструбов с углом в 45 градусов, но с помощью него сложно идеально развальцевать трубу.

Профессиональная установка для развальцовки снабжена электрическим приводом. Основной элемент устройства – головка конусовидной формы. Рабочая деталь, вращаясь, прокатывается по внутренней плоскости торца трубы. Таким образом, торец постепенно раскрывается, образуя юбку.

Получения конического раструба
Для понимания технологии процесса можно взять пример развальцовки трубок из меди. Порядок проведения работ следующий:
- Трубу тщательно торцуют. Для качественной развальцовки угол между торцом и плоскостью должен быть строго 90 градусов.
- Обработка металла рабочей части заключается в зачистке и удалении заусениц и окислов.
- На трубку надевают резьбовую муфту.
- Заготовку зажимают в станине в посадочном отверстии соответствующего диаметра. Конец трубы (рабочая часть) на несколько миллиметров должен выступать над станиной.
- Завинчивая винт, упирают развальцовывающий конус в торец и производят давление до тех пор, пока деформация участка не достигнет предела – будет образована юбка, скошенная под углом в 45 градусов.
- Вынимают заготовку из станины, муфту перемещают к обработанному краю.
Чтобы легче воздействовать конусом на заготовку, рабочую поверхность лучше покрыть смазочным материалом. Винт перемещать вперед- назад, постепенно достигая нужного результата – это поможет избежать возможного разрыва металла в районе деформации.
Работа ручным экспандером имеет свой алгоритм действий:

- Торец заготовки насаживают на подходящий диаметр головки до упора (диаметров в наличии несколько).
- Удерживая стационарную рукоять, подвижную перемещают по окружности, тем самым разводя губки головки. Работу проводят без насилия, чтобы не разорвать трубу.
- После получения расширения диаметра снимают заготовку с инструмента.
- Проверяют легкость вхождения второй трубы в полученный раструб.
Изготовление самодельного вальцовочного инструмента
Не всегда нужно приобретать заводской станок для развальцовки труб, тем более, если операция единичная. В этом случае можно воспользоваться обычным конусом и молотком, но для большей точности результата работы лучше изготовить простой самодельный инструмент. Основные части приспособления:
- Станина. ЕЕ изготавливают из стального уголка длинной 200 мм, шириной полки в 32 мм и толщиной стенки – 5 мм.
- Болты М8 два штуки. С помощью них стягивают станину.
- Тиски. В них зажимают станину.
- Конусные оправки (развальцовывающий конус). Заказывают у токаря, либо самостоятельно вытачивают из стальной болванки.
Инструмент для проведения работ:
- Электрический наждак;
- Дрель;
- Болгарка с обрезным кругом по металлу.



- Заготовку из стального уголка разрезают на два отрезка длиной по 100 мм.
- Соединяют заготовки (чтобы в торце получилась буква «Т») и зажимают в тисках.
- Просверливают два отверстия в уголках под болт М8.
- Стягивают заготовки между собой болтами.
- Просверливают отверстия под разные диаметры медных трубочек (диаметром не более 8 мм) по линии соприкосновения двух уголков.
- В каждом отверстии выбирают небольшие фаски.
Полученный инструмент готов к работе, его применяют так же, как и заводской.
Заключение
Описанные в статье материалы не исчерпывают знаний в области работы с трубами и правильной организации соединений. Но все же некоторые освещенные практические моменты помогут избежать сложностей, используя метод развальцовки.
Видео по теме: Развальцовка трубок
Почему не приживается гофра Lavita?
psnsergey написал :
Конечно, она остаётся гофрой, только витки реже.
Увы, эквивалентная шероховатость остаётся высокой, высота складок почти не уменьшается. Я свои опыты, опровергающие заявления корейских маркетоложцев, ставил, кстати, как раз с уже растянутой (нерастягивающейся) трубой.
Дак как же отличить тянущуюся нержгофру от нетянущейся? Что должно быть написано в маркировке?
виктор1 написал :
А вот пусть выполнят вот это и посмотрим кто он
У нас «вот это» — оцинковка — стало головной болью всего дома. Новостройка 2005года, разводка в подвале и стояки — именно так сделаны. Итог: ржавая вода, причём никакие фильтры кроме угольных не помогают (растворённое, а не коллоидное железо). В остальном насчёт Равшанов и Джамшутов — полностью согласен. Их излюбленный материал тот, где не нужен спец. инструмент.
ООооо у меня та же тема, СПБ дом. ул Народная д.5 корп.2.
К меди после курения форумов поостыл. Так как у нас в Спб, что и Эак подтвердил, для медяхи вода хромает по PH. Такая пичаль. А так заманчиво на пайке. размечтался. Более того, у меня заземление на водопровод запитано (у унитаза проводочки).
Придётся видимо сдаваться на милость победителю — армированному ПП.
У меня 2 момента: метровая штроба и очень много железа в воде (пытались судиться, но падлы из водоканала предъявили свои результаты анализов, которые отличались от наших).
Нержу по цене не потяну по инструменту — заоблачные ценники. Ок, можно взять в прокат. Но и сама нержа космос, я её даже в магазинах не видел.
ГН Лавита на фиттингах в штробах? для полной разводки 0,3 мм как-то не очень. Есть примеры с фото? Кто-нибудь делал?
Всем доброго времени суток.
Возникло несколько Вопросов по гофро-трубе Lavita.
Купил развальцованную 2-x метровую трубу Lavita на замену 8 летней гибкой подводки в
квартире.
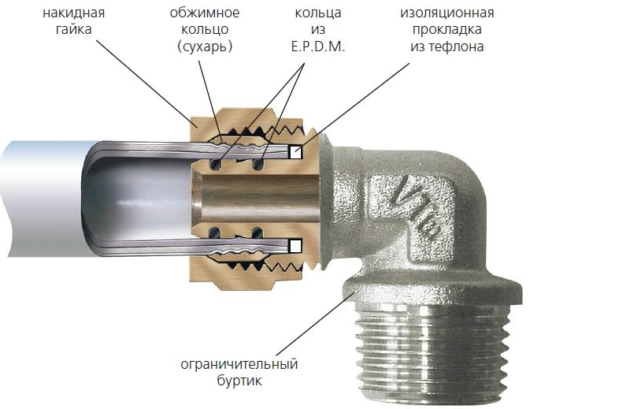
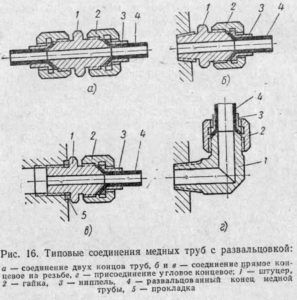
На второй фото пример развальцовки с гайкой и прокладкой. Два кольца – кто то делает 3 кольца.
Есть ли существенная разница между двумя и тремя кольцами при развальцовке ?
Возникает вопрос надёжности такого рода соединения — Для горячей и холодной воды (раковина)
Смущает очень маленький эффект развальцовки трубы + у самой накидной гайки Lavita очень
узкая внутренняя каёмка (прижимная часть)
от сюда вопрос:
Нужно ли ставить дополнительное КОЛЬЦО для большего эффекта прижима ? (образец на фото)
Или оставить как есть – затянуть в ручную и немного подтянуть ключом ?
Не вырвет ли со Временем давлением шланг из под накидной гайки ? (расшатается или
сломается на месте развальцовки – труба то вроде как не очень толстая )
И на сколько времени хватит резиновой прокладки такого типа на горячую воду (раковина). ?
Всем за ранее спасибо за ответы.



alexan77 , сколько проблем создали.
alexan77 написал :
Есть ли существенная разница между двумя и тремя кольцами при развальцовке ?
Никакой. Только в больших объёмах это лишнее кольцо в метры трубы превратится.
alexan77 написал :
Или оставить как есть – затянуть в ручную и немного подтянуть ключом ?
alexan77 написал :
И на сколько времени хватит резиновой прокладки такого типа на горячую воду (раковина). ?
Если из нормальной резины, то переживут саму сантехнику.
Всем привет. Я в небольшом Шоке-замешательстве.
Постом выше описывал развальцованную гофру Lavita.
По всем вопросам позвонил представителем Lavita по г. Москва.
На все вопросы отвечала Девушка.
Мне было сказано что:
развальцованная труба производителя Lavita – таким методом соединения
развальцовка – накидная гайка – фирменная прокладка — ПОДХОДИТ для воды только на дачных
участках в квартирах такое соединение не рекомендуют — Говорят, что такое соединение
рассчитано Максимум на 2 – Атмосферы .
Переспросил ещё раз по данному факту, спросил где можно получить более точную информацию ?
Ответ был получен – что более точной информации не существует и это наиболее точная.
Я в в ступоре – подключил раковину, унитаз .
В доме давление воды постоянное от 6.5 до 7.5
атмосфер. Подключено уже неделю – полёт нормальный – ничего не подтекает .
Что делать и кому верить ума не приложу.
Продвинутые спецы помогите — Кто прав и что делать?
Оставить как есть или переделывать соединение ?
Какое максимальное давление выдержит Развальцовка с накидной гайкой ?




С такой разницей уже бы рвануло.
А это что?

Это сильфонная подводка к крану лавита из нержавейки. Просто накидное
кольцо не вошло в кадр.
alexan77 написал :
Какое максимальное и рабочее давление выдержит Развальцовка с накидной гайкой ?
Ребята всем привет. Начитался тут ужасов про гибкую подводку, поехал и купил шланги «штуцер-гайка» (в Кафулсо — Олтон), м.Свиблово.
Купил 4 шланга под смесители и один для унитаза. Для унитаза отрезали и развальцевали там же. Из 4 «гаек-штуцеров» в одном шланге оказалась дырка в месте крепления штуцера в гофре. Пришлось сегодня ехать менять. Удивились -сказали, что в 1 раз такое. На складе выдали новую, разорвал целофан на месте, опять дырка, в этот раз в месте крепления гайки. Теперь удивился кладовщик, говорит я первый такой, у кого есть брак. Взял другую. Это к вопросу о качестве.
Второе, везде заявлено, что материал — сталь. Странное дело, не знал, что сталь бывает желто-красного цвета. А именно такой состав гофры, после того, как я ее поцарапал ее на ребрах в попытках инсталлировать ее в смеситель. Ради интереса поцарапал гайку — такая же история. Под стального цвета покрытием желтоватый металл. Ок, смотрим на сайт, на сайте написано, что гайка из латуни, покрыта стальным напылением (ну не дословно). Однако про гофру строго написано, что это сталь. Однако легко проверить, что это какая-то странная сталь.
(EF600 наименование на сайте).
Трубу с развальцовкой не царапал ( думал есть спец.прибор, «развальцеватор». а оказывается вальцуют молотком сплющивая соседние кольца))) хотя на срезе там не было желтого металла (вроде).Труба под развальцовку толще, чем под смеситель.
Ну и что это за чудный металл, кто знает?
Лапоть , нержавейка. Пользуюсь много лет и вполне доволен.
Вальцовка труб своими руками
Вальцовка – это работа по изменению вида и формы труб, их сгибание. Производится она посредством специального инструмента – вальцов с высоким радиусом для придания сгибу округлой формы.

Металлический лист прокатывается между валками. Таким образом, металл приобретает нужную форму, видоизменяется под заданным углом. Используемые вальцы должны соответствовать толщине металла. Если у листа толстые стенки, потребуются валки с радиусом побольше. В промышленности для этих целей обычно применяются ковочные вальцы. Вальцовка может проводиться со следующими группами металлов:
- Нержавеющая и черная сталь;
- Оцинковка;
- Алюминий.
Этот метод позволяет осуществлять обработку металлов, отличающихся пластичностью. Он подходит для работы с пластмассой. Результатом становятся металлические элементы, заготовки и так далее.

Развальцовщик для медных труб
Инструмент
При вальцовке своими руками обязательно потребуются специальные инструменты наподобие агрегатов для сгибания стальных листов или листогибочных вальцов. Перечисленные инструменты просты в работе, отличаются универсальностью и высокой точностью.

Существует множество инструментов, предназначенных для вальцевания. Различаются они по особенностям применения:
- Инструменты серии Т применяются для работы с трубами с малым диаметром (6-11 мм). Оборудование позволяет устанавливать глубину вальцовки;
- Инструменты серии СТ применяются для работы с элементами, внутренний диаметр которых составляет 6-11 мм за сварочным швом;

- Инструменты серии РТ применяются для работы с изделиями с малым диаметром (5,50 – 11,5 мм);
- Инструменты серии Р применяются для работы с изделиями с большим диаметром (12-40 мм);
- Инструменты серии СР применяются для работы с изделиями, представляющими собой элемент конструкции трубных толстых решеток;

- Инструмент серии 5Р применяется для работы с тонкостенными трубами с большим диаметром, выполненными из нержавейки или титановых сплавов.
Как производится вальцовка
Вальцевание своими руками бывает нескольких видов. Работа может производиться с конусом, без эксцентрика и трещотки, с эксцентриком. При произведении сгиба очень важно соблюдать правила безопасности.

Общий смысл выполняемой работы заключается передаче на концы труб холодного состояния в отверстиях тех же конструкций. Данный метод позволяет надежно соединить все элементы, обеспечить конструкции прочность. Итак, рассмотрим этапы вальцевания своими руками (фото позволят более наглядно представить эту сложную работу):
- Деталь устанавливается в предназначенное для этого отверстие. В этом случае между стенками изделия и стенками агрегата обычно образуется отверстие. В норме оно не должно превышать 1 мм;
- Производится расширение детали. В итоге зазор должен исчезнуть. Деталь прочно фиксируется в отверстии;
- Внешняя поверхность, расширяясь, начинает оказывать давление на трубной барабан, вследствие чего происходит его деформация. По окончании работ трубный барабан будет вновь принимать прежнюю форму, что создаст необходимое сжимание. Данный фактор делает соединение таким надежным.

Данная технология работы подходит как для труб большого диаметра, так и для труб малого диаметра. Очень важно правильно подобрать инструмент для выполнения вальцовки. В противном случае может произойти чрезмерная деформация металла барабана, что приведет к усиленному расширению и разрыву детали.
Чтобы вальцовка своими руками была выполнена правильно, необходимо знать специфику работы используемых инструментов, уметь правильно ими пользоваться, изучить технологию сгибания металла. Важно изучить соответствующие инструкции, знать особенности работы с тем или иным металлом. Для того чтобы выполнить вальцовку трубы качественно, рекомендуем просмотреть соответствующие видео и фото, где показана работа профессионалов.
Так вы сможете воочию увидеть, как грамотно произвести деформацию металлических листов. Важно помнить, что при вальцовке требуется соблюдать не только инструкции по правильному проведению работ, но и правила безопасности.
Как сделать самодельные вальцы для профильной трубы?
Изогнутая профильная труба находит широкое применение в строительстве различных конструкций. Гнутый профиль придает крыше обтекаемую форму, эстетически привлекателен при строительстве арочных конструкций, проемов, выдерживает серьезные динамические нагрузки. Купить профиль необходимого диаметра не представляет проблемы. Придать прямолинейной металлической профильной трубе нужный изгиб без использования специальной техники невозможно.

Согнуть профиль можно вручную, используя газовую горелку и прикладывая физическое усилие. Но даже для такой простой операции необходимо трубу прочно закрепить, выбрать безопасное место для проведения нагрева, приспособить рычаги для приложения усилия. Еще труднее сделать несколько симметрично изогнутых профилей.
Решается эта задача использованием специальной методики – вальцевания профильной трубы.
Что такое вальцевание трубы
Для строительства металлических конструкций используют специальные трубы с квадратным или прямоугольным сечением, которые обладают повышенной прочностью к статической нагрузке. Придание этим трубам изгибов необходимой формы при помощи специального станка называется вальцеванием. Сам станок носит название вальцы (вальцеватель, трубогиб).

Когда говорят о вальцевание трубы в промышленных масштабах, под этим термином подразумевают операцию по изготовлению профильной трубы. Заготовкой для получения профиля служит круглая сварная труба, которую путем прокатывания на вальцах, преобразуют в трубу с квадратным или прямоугольным сечением.
Вальцевание на производстве состоит из следующих операций:
- Получение трубы с круглым сечением из плоского металлического проката — лист сворачивают и заваривают соединительный шов.
- Круглую трубу протягивают через вальцеватель, деформируя и придавая ей сечение заданных размеров
- Проводят контроль качества соединительного шва полученного профиля.
- Дополнительным прокатыванием снимают остаточное напряжение металла после деформации.
Обратите внимание! Термин «вальцевание» в промышленных масштабах имеет более широкое значение, чем просто радиусное изменение формы трубы.
Вальцы или трубогиб производственный – это станок, состоящий из 3 или пяти металлических валиков, которые соединяются в единый механизм приводной цепью. Используется такой станок в трубопрокатной промышленности, прежде всего, для изготовления самого профиля.
На трубопрокатном производстве или в профессиональном строительстве используют электрический вальцеватель. Это устройство, которое состоит их нескольких специальным образом закрепленных валиков и системы направляющих. Между ними, усилием извне, протягивается металлический профиль.
При изготовлении труб вальцеватель имеет вид стационарного многотонного станка. В промышленном строительстве вальцеватель это изготовленный промышленным способом станок для радиусной деформации трубы.
Вальцы промышленного производства
Промышленность выпускает станки для самостоятельного вальцевания профильной трубы для нужд частного строительства. Стоимость таких устройств начинается от 25 тысяч рублей.
Это переносные, компактные станки:
- с ручным приводом;
- электрические аппараты.
Обратите внимание! Станки с гидравлическим приводом используются в промышленном производстве. Это тяжелые стационарные станки, которые имеют большую мощность.

Стандартно вальцы для домашнего использования состоят из:
- Трех закаленных металлических валиков. Два нижних являются подающими. Верхний, прижимной валик, давит на трубу, деформируя ее.
- Прижимного устройства на резьбе.
- Устойчивой станины.
- Крепкого металлического корпуса.
- Рукоятки для приведения в действие цепной передачи.
Ручной станок просто оборудовать электроприводом. У некоторых промышленных вальцов такая модификация предусмотрена производителем. По желанию потребителя электропривод устанавливается при покупке.
Однако приобретать для домашнего использования промышленный станок является роскошью для большинства потребителей. Изготовить самостоятельно такое устройство возможно, при условии владения некоторыми навыками и наличием составляющих частей.
Самодельные приборы для вальцевания
Трубогиб в арсенале домашнего мастера не является устройством, которое часто бывает задействовано. Однако для тех умельцев, которые занимаются обустройством собственного участка самостоятельно, периодически вальцы необходимы.

Выполнение ремонтных, строительных работ с использованием гнутого профиля позволяет создавать легкие, прочные конструкции из современных материалов. На гнутый металлический профиль хорошо ложится, например, поликарбонат, который широко используется в обустройстве теплиц, беседок, козырьков, крыш.
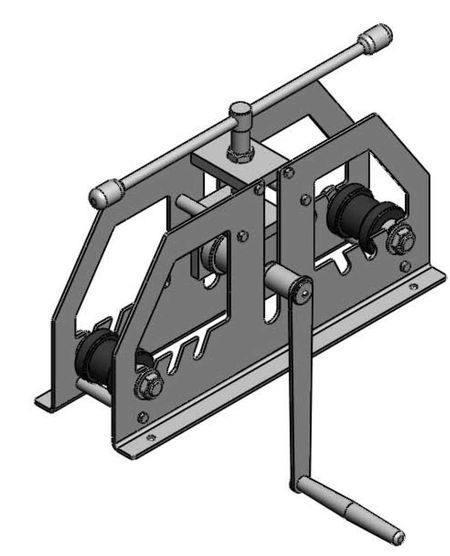
Самодельный трубогиб – это компактное устройство с размерами: длина – 500 мм, ширина – 220 мм, высота 340 мм.
Для изготовления понадобятся:
- устойчивое основание;
- крепкий корпус;
- валики металлические;
- цепь для передачи крутящего момента на валики;
- струбцина для регулировки давления;
- направляющая труба.
Обратите внимание! Экономить на составляющих элементах недопустимо. Станок для вальцевания должен обладать достаточной прочностью и быть безопасным в применении.
Чтобы изготовить самостоятельно качественный трубогиб, необходимо иметь навыки работы с металлом, уметь составить и прочитать чертеж. Приложив немного усилий, в домашних условиях можно собрать вальцы, которые по своим эксплуатационным качествам не будут отличаться от промышленных аналогов.
Как изготовить вальцы своими руками?
Самодельные вальцы для профильной трубы должны быть:
- надежными;
- мобильными;
- экономичными.
В зависимости от частоты использования самодельный станок можно оснастить электроприводом, после его изготовления. Мощность мотора должна быть не больше 1,5 кВт (для работы от стационарной сети).
Обратите внимание! Электрические вальцы для профиля нельзя назвать экономичным прибором. Если подобный станок используется нечасто, то можно обойтись ручным приводом.
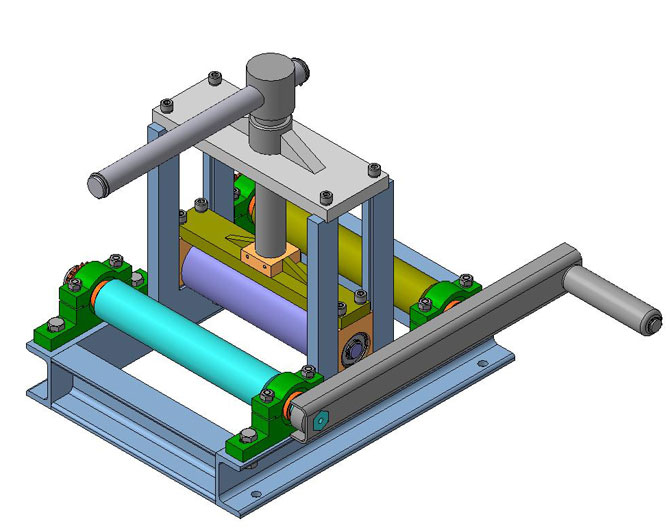
Изготовление станка для домашнего вальцевания следует начинать со сборки его корпуса. Для этого рекомендуется использовать швеллер или профильную трубу. Основание должно быть достаточно широким, устойчивым. Корпус жесткий, рабочая часть П-образная. Вверху корпуса приваривают гайку для установки струбцины для регулировки прижима деформирующего валика. Второй вариант – установка гидравлического домкрата.
Домкрат устанавливают под подающим валиком снизу. Подача давления на трубу в этом варианте оказывается снизу, для чего половина установочной платформы (с одним подающим вальцом) делается подвижной.

Прокатный механизм имеет свои особенности. Валики должны быть прочнее, чем трубы, которые предполагается деформировать. Их изготавливают из закаленной стали и закрепляют подшипниками качения. Два вальца устанавливают на нижней платформе, на одной плоскости. Они будут протягивать трубу.
Деформирующий валик устанавливают сверху в П-образной части корпуса. Его положение регулируется струбциной. Соединяется и приводится в действие прокатный механизм при помощи цепной передачи. Цепь можно использовать от большого велосипеда. Звездочки устанавливаются на прокатный и деформирующий валик и соединяются с ручкой, с которой и подается крутящий момент.
Для удержания трубы по центру монтируется направляющая труба.
Рекомендации специалистов
Основные моменты, которые следует учитывать при изготовлении вальцов для профильной трубы:
- при сборке станка рекомендовано установить радиальную регулировку, что при работе позволит регулировать зазор;
- следует предусмотреть регулировку углового зазора;
- для безопасной работы станка, особенно с электроприводом, следует использовать защиту на движущиеся части механизма.
При правильном подходе вальцы, изготовленные в домашних условиях, ничем не уступают промышленным станкам.
Гофра для труб водоснабжения: в шаге от совершенства

Разрешите представить: гофрированная нержавеющая труба
Наша сегодняшняя тема — трубы для водоснабжения гофрированные. Мы хотим представить читателю этот сравнительно новый материал, рассказать о его достоинствах и недостатках, об областях применения и особенностях монтажа. Итак, приступим.
О терминологии
Вначале — пара определений, необходимых для того, чтобы избежать путаницы.
Под названием «гофра для водоснабжения» продаются два абсолютно разных материала:
- Те самые гофрированные нержавеющие трубы, знакомство с которыми нам сегодня предстоит;
- Полиэтиленовые оболочки для гладкостенных металлических труб, снижающие теплопроводность их стенок. Низкая теплопроводность снижает нецелевые теплопотери на горячей воде, защищает владельца жилья и членов его семьи от ожогов, а на холодной воде предотвращает появление конденсата в жаркую погоду.

На фото — гофрированные защитные оболочки для холодной и горячей воды
Сосредоточим свое внимание на водопроводных трубах из нержавейки.
Описание
Вначале — короткое описание.
Материал труб — нержавеющая сталь, содержащая не менее 17% хрома. Толщина стенок — всего 0,3 мм, что снижает материалоемкость производства и, соответственно, себестоимость продукции. Небольшая толщина стенок компенсируется гофрированием, увеличивающим кольцевую жесткость и прочность трубы на разрыв, а также делающим ее исключительно гибкой.

Толщина стенок трубы — треть миллиметра
Характеристики
Вот характеристики гофрированной нержавейки по данным одного из ведущих производителей — компании Lavita.
| Параметр | Значение |
| Рабочее давление | 15 кгс/см2 |
| Разрушающее давление | 210 кгс/см2 |
| Рабочая температура | До 150°С |
| Срок службы труб и фитингов | Не ограничен |
Примечание: производитель устанавливает лимиты срока службы лишь для силиконовых уплотнителей в фитингах. Эти кольца нуждаются в замене через 30 лет службы.

Силиконовый уплотнитель служит 30 лет, труба и фитинг — неограниченно долго
Оценка
Сухие цифры говорят сами за себя: перед нами исключительно прочный и практически вечный материал для разводки водоснабжения. Тем не менее, мы попробуем дать ему по возможности непредвзятую оценку, взвесив все преимущества и недостатки решения.
Плюсы
- Благодаря гофрированию труба не боится гидроударов. Высокая кольцевая жесткость стенок позволяет им противостоять высокому давлению, а пластичность дает возможность незначительно менять длину (и, соответственно, внутренний объем) водопровода при кратковременном скачке давления, выполняя роль демпфера;
- По той же причине гофрированная нержавейка переносит замерзание и оттаивание. Расширяющийся при кристаллизации лед не порвет ее, а лишь заставит незначительно удлиниться;
- Труба легко гнется, причем допустимый радиус изгиба равен ее диаметру. Эта особенность означает, что детали водопровода не нуждаются в точной подгонке размера, а также позволяет обойтись без фитингов на поворотах водопровода;

Гибкая труба не нуждается в уголках: она гнется под произвольным углом с минимальным радиусом
- Нержавейка продается в бухтах длиной по 50 и более метров, что делает ее идеальным материалом для укладки в стяжку или штробы;
Напомним: при монтаже водопровода, систем теплого пола и отопления крайне не рекомендуется прятать разборные соединения. Именно они являются источником абсолютного большинства течей.
- Монтаж труб на компрессионных фитингах прост до смешного и не требует сложного или дорогого инструмента. Для сборки фитингового соединения достаточно двух ключей (рожковых, трубных или разводных). Для резки можно использовать роликовый труборез или болгарку;

Роликовые труборезы для нержавейки
- Ни трубы, ни фитинги не боятся отклонения от штатной температуры на ГВС. Теоретический максимум температуры воды в теплотрассе — +150 градусов — укладывается в заявленные характеристики.
Минусы
Увы, без них не обошлось.
- Несмотря на низкую материалоемкость, нержавеющая труба стоит заметно дороже полипропиленовой или металлопластиковой. В оптовых партиях погонный метр трубы диаметром 15 мм обходится в 105 и более рублей. Для сравнения — метр полипропиленовой трубы без армирования с той же пропускной способностью (диаметр 20 мм) можно купить за… 20 рублей;
Уточним: цены сильно зависят от производителя. Если недорогие трубы отечественного изготовления, продающиеся под брендом Neptun, стоят от 105 р./м, то корейские Kofulso при том же диаметре обойдутся уже в 215 рублей за погонный метр.

Под брендом Нептун продаются недорогие трубы отечественного производства
- Материал и гофрированная поверхность стенок обеспечивают высочайшую теплопроводность. Для систем внутрипольного отопления это преимущество, а вот для водопровода — наоборот: горячая вода будет быстро остывать, а холодная — нагреваться;
Однако: этой проблемы лишены гофрированные трубы в полиэтиленовой оболочке.

Полиэтиленовая оболочка многократно снижает теплопроводность стенок
- Гибкость трубы способна сыграть с вами дурную шутку: водопровод легко деформировать, просто-напросто случайно задев его;
- Наконец, серьезным недостатком гофрированной нержавейки является высокое гидравлическое сопротивление водопровода. При его большой длине потеря напора может исчисляться десятками метров.
Узнать больше об этом материале вам поможет видео в этой статье.
Области применения
Где именно на водоснабжении стоит использовать гофрированные трубы:
- Для замены стояков холодного и горячего водоснабжения. Здесь особенно важна надежность — ведь при течи воду придется отключать в техническом подвале;

Стояки смонтированы нержавейкой
- Для монтажа коллекторной разводки водоснабжения с укладкой труб в стяжку или штробы;

Разводка воды от коллекторов выполнена гофрированной трубой
- Для подключений бойлеров и бачков унитазов. В отличие от привычных гибких шлангов с резиновыми сердечниками, гофрированные трубы не требуют замены раз в пять лет: разбирать подводку вам придется лишь при замене подключенного прибора;

На фото гофрированная труба использована для подключения бойлера
- Для тройниковой разводки воды в квартирах домов с открытой схемой теплоснабжения. О ней — чуть подробнее.

Гофрированные подводки водоснабжения
Открытая схема теплоснабжения допускает отбор теплоносителя из теплотрассы для нужд горячего водоснабжения. Горячая вода поступает к вам в кран через врезку ГВС в элеваторном узле.

Элеваторный узел. Черные трубы — врезки ГВС
Такая схема не требует больших расходов на стадии реализации, проста в обслуживании, но имеет одну неприятную особенность: фактические параметры горячего водоснабжения полностью зависят от так называемого человеческого фактора.
Приведем несколько примеров:
- Стоит резко перекрыть шаровый кран на врезке в элеваторный узел циркуляционной системы ГВС — и мгновенная остановка циркуляции вкупе с инерцией потока воды приведет к гидроудару;

Мгновенная остановка циркуляции приводит к скачку давления — гидроудару
- Если ГВС вовремя не переключено на обратный трубопровод с наступлением холодов, в подводки будет подаваться вода с подачи с температурой вплоть до максимальных для температурного графика теплотрассы 150 градусов;

Температурный график 150/70 регламентирует температуру ниток теплотрассы в зависимости от уличной температуры
- То же самое произойдет, если не перекрыть запорную арматуру на врезке ГВС во время ежегодных испытаний теплотрассы и системы отопления на температуру.
Именно поэтому на горячей воде в домах с элеваторными узлами мы настоятельно советуем использовать только металлические трубы — стальные (в том числе оцинковку), медные или нержавеющие.

Последствия перегрева армированной полипропиленовой трубы на ГВС
Монтаж
Как собрать своими руками фитинговое соединение на гофрированной нержавейке?
Инструкция зависит от типа фитинга:

Монтаж компрессионного фитинга

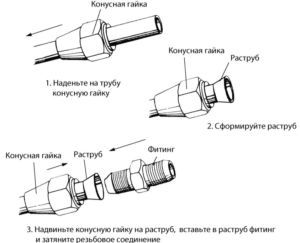
Монтаж фитинга под развальцовку
- Наденьте на трубу накидную гайку фитинга;
- Зажмите трубу в вальцовке;
- Развальцуйте ее несколькими ударами киянки;
- Сдвиньте накидную гайку к развальцованному концу и вставьте в него уплотнительную прокладку;
Заключение
Как видите, при всех своих недостатках труба гофрированная для водоснабжения — весьма практичное решение. Успехов!

