Сварочный пост для полуавтоматической сварки
Сварка в среде углекислого газа. Полуавтоматическая сварка в среде СО2
Содержание
- Сущность процесса сварки в углекислом газе
- Особенности сварки в углекислоте
- Полуавтоматическая сварка в среде углекислого газа
- Сварочный пост для сварки в углекислоте
- Подготовка металла под сварку
- Сварочная проволока для полуавтоматической сварки
- Режимы сварки полуавтоматом в углекислоте
- Техника сварки полуавтоматом в среде углекислого газа
- Повышение производительности сварки в углекислом газе
- Приём увеличения силы сварочного тока
- Сварка с увеличением вылета сварочной проволоки
- Импульсно-дуговая сварка в СО2
Способ сварки в среде углекислого газа впервые был разработан в середине 20-го века советскими исследователями К.В. Любавским и Н.М. Новожиловым. Благодаря низкой стоимости углекислого газа, высокой производительности и универсальности этого способа, сварка в углекислоте получила широкое распространение в промышленности, быту, при строительных и монтажных работах.
Сущность процесса сварки в углекислом газе
Сущность сварки заключаются в следующем. Поступающий для защиты зоны сварки углекислый газ под воздействием высокой температуры дуги распадается на угарный газ и кислород. Процесс распада происходит по реакции:
В результате реакции в зоне сварки образуется смесь из трёх газов: углекислый газ (СО2), угарный газ (СО) и кислород (О2). Поток этих газов не только защищает зону сварки от вредного воздействия атмосферного воздуха, но и активно взаимодействует с железом и углеродом, находящимися в составе стали по реакциям:
Нейтрализовать окислительное действие углекислого газа можно путём введения в сварочную проволоку избыточного кремния и марганца. Кремний и марганец химически более активны, чем железо, поэтому, вначале окисляются они по реакциям:
Пока в зоне сварки присутствуют в свободном состоянии более активные кремний и марганец, окисления железа и углерода не происходит.
Хорошее качество сварных соединений при сварке углеродистых сталей обеспечивается при соотношении количества марганца к кремнию в соотношении: Mn/Si=1,5…2. Формирующиеся в процессе сварки оксиды кремния и марганца не растворяются в сварочной ванне, а реагируют друг другом, образуя легкоплавкое соединение, которое в виде шлака быстро выводится на поверхность жидкого металла.
Особенности сварки в углекислоте
Сваривание металлов в среде СО2 выполняют постоянным током обратной полярности. Если сварку производить постоянным током прямой полярности, то это отрицательно сказывается на стабильности электрической дуги, в результате появляется дефект формирования формы шва и электродный металл расходуется на угар и разбрызгивание.
Но если выполняется е сварка, а наплавка, то рекомендуется использовать именно прямую полярность тока, т.к коэффициент наплавки у него в 1,6-1,8 раза выше, чем у тока обратной полярности.
Сварку можно выполнять и на переменном токе. В этом случае в сварочную цепь необходимо включить осциллятор. Источниками постоянного сварочного тока являются преобразователи тока с жёсткой характеристикой.
Полуавтоматическая сварка в среде углекислого газа
Сварочный пост для сварки в углекислоте
Схема сварочного поста общего вида для сварки полуавтоматом в среде углекислого газа представлена на рисунке:
1 — держатель; 2 — подающий механизм; 3 — включатель; 4 — защитный щиток; 5 — манометр на 0,6МПа; 6 — переходной штуцер для установки манометра; 7 — кислородный газовый редуктор с манометром высокого давления; 8 — осушитель газа; 9 — подогреватель газа; 10 — баллон с углекислым газом; 11 — сварочный выпрямитель, или генератор; 12 — пульт управления.
Подготовка металла под сварку
Сварка листов из низколегированной стали или углеродистой успешно сваривается в среде углекислого газа. При этом сварку тонких листов (толщиной 0,6-1,0мм) сваривают с отбортовой кромок. Допускается сварка без отбортовки, но зазор между свариваемыми кромками не должен превышать 0,3-0,5мм.
Сварку листов толщиной 1-8мм допускается производить без разделки кромок. Максимально допустимый зазор при этом составляет 1,0мм. На листах толщиной 8-12мм выполняют V-образную разделку. Если толщина свариваемого металла превышает 12мм, то рекомендуется X-образная разделка.
Перед началом сварки сварные кромки тщательно зачищаются до металлического блеска от краски, масла, окалины и других загрязнений. Можно делать это вручную, можно применить дробеструйную или пескоструйную обработку. Если перед сваркой необходимо прихватить детали, то прихватка углеродистых сталей выполняются вручную электродами Э42, Э42А, либо полуавтоматом в углекислом газе. Прихватка легированных сталей выполняется электродами соответствующего назначения.
Сварочная проволока для полуавтоматической сварки
Для сварки в среде углекислого газа применяется проволока с повышенным содержанием кремния и марганца. Наличие каких-либо загрязнений или покрытий на поверхности проволоки не допускается, т.к. их присутствие отрицательно сказывается устойчивости режимов и стабильности электрической дуги.
Марка сварочной проволоки зависит от свариваемого материала. В таблице ниже представлены наиболее распространённые марки проволоки для сварки полуавтоматом в среде защитного газа:
| Марка сварочной проволоки | Применение |
| Св-08ГС | Для сварки углеродистых и низколегированных сталей при силе тока 300-400А |
| Св-08Г2С | Для сварки углеродистых и низколегированных сталей при силе тока 600-750А |
| Св-10ХГ2С | Для сварки низколегированных сталей повышенной прочности |
| Св-08ХГ2СМ | Для сварки теплоустойчивых сталей типа 15ХМА |
| Св-08ХГСМФ | Для сварки теплоустойчивых сталей типа 20ХМФ |
| Св-08Х3Г2СМ | Для сварки стали 30ХГСА |
| Св-08Х14ГТ Св-10Х17Т | Для сварки хромистых сталей типа Х13, Х17 |
| Св-06Х19Н9Т Св-08Х19Н10Б | Для сварки коррозионно-стойких сталей марок 0Х18Н10, 0Х18Н9, 0Х18Н9Т и 0Х18Н10Т |
Режимы сварки полуавтоматом в углекислоте
Режимы сварки зависят от толщины свариваемого металла. При увеличении толщины металла уменьшается скорость сварки и увеличивается сила тока. Величина рабочего напряжения дуги должна обеспечивать устойчивое горение дуги, которая должна быть как можно более короткой (1,5-4мм). При большей длине дуги её горений становится неустойчивым, разбрызгивание металла увеличивается, возрастает вероятность окисления и азотирования жидкой ванны.
Для сварки тонкого металла режимы сварки представлены в таблице:
Организация сварочного поста
Сварка относится к категории работ повышенной опасности. Поэтому для ее выполнения обустраивают сварочный пост. Это небольшая зона, которая размещается внутри или вне помещения. В зависимости от вида работы пост оснащается соответствующим оборудованием и инструментами.

Виды сварочных постов
В сущности, сварочные посты это рабочие места, на которых созданы условия для безопасной и удобной работы. В зависимости от источника энергии они бывают газо- и электросварочного вида. К рабочим местам для газовой сварки предъявляются повышенные требования по воздухообмену. На электросварочных постах обеспечивают надежную защиту от поражения электротоком.
Классификация по конструкции подразделяется на стационарные и передвижные виды. Первые оборудуют на отведенном месте для сварки заготовок небольшого размера, так как площадь столешницы верстака ограничена. Вторые делают в виде каркасов на колесах с установленным оборудованием. Мобильность рабочего места удобна для сварки сложных объектов.
Оборудование поста электросварщика
При оборудовании сварочного поста (стационарного или передвижного) для электросварки должны соблюдаться следующие условия:
- заземление подключается к рабочему столу и корпусам оборудования;
- хорошая освещенность поверхности рабочего стола (допускается сочетание искусственного света с естественным);
- пол из огнестойкого материала;
- крышка стола из стали или чугуна, толщиной не меньше 20 мм, с подключенным кабелем массы;
- ящики или карманы для хранения инструмента, электродов, технической документации;
- табурет с сидением из изоляционного материала для сварки сидя;
- наличие на полу возле стола резинового коврика.
Когда сварка проводится на открытом воздухе, рабочее место накрывают навесом или тентом из водонепроницаемого материала для защиты от дождя, снега, солнца.
Стационарный
Сварочные посты стационарного типа делают в виде кабинок без верхнего перекрытия.

При обустройстве учитывают требования нормативных документов:
- Площадь не ниже 3 м², стенки высотой от 2 м. На входе навешивают ширму из брезента или негорючего пластика.
- От пола до нижнего края стенок оставляют вентиляционные зазоры размером не меньше 50 мм. При работе с инертным газом промежуток увеличивают до 300 мм. Зазоры закрывают металлической сеткой с мелкими ячейками.
- Устанавливают стол со столешницей не меньше 1 м². Для работы в положении сидя его высота 60 — 70 см, для сварки стоя от 85 см.
- Стенки делают из листового железа, асбоцементных плит или негорючих материалов, обработанных огнеупорным составом.
- Над столом устанавливают светильник.
- Стенки покрывают краской светло-серого цвета, обладающей способностью поглощения ультрафиолетового излучения (составы на цинковой основе или титановые белила).
- Устанавливают вытяжку или при организации сварочного поста в цеху подключают к централизованной системе приточно-вытяжного воздухообмена.
- Пол заливают бетоном или закладывают кирпичом.
- Внутри кабины устанавливают рубильник для быстрого отключения электрооборудования, если возникнет нештатная ситуация.

Передвижной
При оборудовании передвижных сварочных постов для ручной сварки не требуется организация воздухообмена, соблюдение размеров рабочего места. Однако требования ПБ, которые предъявляются к стационарному типу, должны соблюдаться. Тележка для перемещения оборудования должна быть с удобными колесами, обеспечивающих перевозку поста без приложения чрезмерных усилий.

Для проведения сварки используют переносной сварочный аппарат с комплектом кабелей, который перемещают вдоль объекта. Для защиты от непогоды передвижной пост комплектуется щитами для установки навеса. Инструменты и электроды хранят в тумбах и креплениях. Чтобы защитить находящихся рядом людей от светового излучения, рабочее место огораживают переносными щитами. При прокладке протяженных трубопроводов передвижные сварочные посты обустраивают в небольших вагончиках на колесах от автомобилей с автономным электрогенератором.
Организация газосварочного поста
Основной комплект оборудования газового поста состоит из следующих элементов:
- генератора ацетилена или баллона со сжиженным метаном, пропаном или бутаном;
- баллона с кислородом;
- горелки;
- шлангов, редукторов для регулирования давления кислорода и газа, контрольных манометров.
На передвижном посту обустраивают место с креплениями для установки баллонов. Двухколесную тележку для перемещения оборудования делают из труб. После прибытия к месту работы оператор раскручивает шланги на требуемую длину, открывает вентили на баллонах, приступает к сварке.

Стационарный газосварочного пост оборудуют:
- металлическим столом;
- приточно-вытяжной вентиляцией;
- светильником.
По правилам пожарной безопасности генератор ацетилена необходимо размещать на расстоянии не меньше 10 м от места проведения сварочных работ. Для хранения газовых баллонов должно быть выделено помещение или вместительный металлический шкаф с замками. Их переносят на пост к началу сварочных работ.
Требования к сварочным постам
При организации сварочного рабочего места необходимо выполнять не только требования техники безопасности, но также соблюдать санитарные нормы. Чтобы были хорошо видны мелкие детали, нужно обеспечить освещенность не ниже 80 лк с условием, что свет не будет раздражать глаза. Светильники размещают так, чтобы на рабочем столе не было теней.
Поскольку при сварке выделяются вредные для здоровья газы, организация вентиляции должна быть выполнена в строгом соответствии со всеми требованиями. По санитарным нормам вытяжка должна действовать на территории радиусом 4 м, обеспечивая воздухообмен не меньше 40 мᶾ/час. Если объем сварочных работ невелик эти условия выполнит естественная приточно-вытяжная вентиляция.

В цехах, где одновременно работают несколько сварщиков, устанавливают централизованную приточно-вытяжную систему, к которой подсоединяют каждое рабочее место. Для регулирования интенсивности воздухообмена вентиляционные рукава оснащают заслонками. При работе внутри замкнутого пространства (цистерны, емкости для хранения жидкостей и пр.) приточный воздух подают под маску.
Если на рабочем месте установлено однофазное оборудование, в его составе должен быть осциллятор. Для трехфазного напряжения наличие магнитного контактора обязательно. Если по технологии требуется резка металла нужно выделить место, где будет размещаться режущий инструмент.
Если часто приходится заниматься ремонтом металлических изделий на дому пост для сварочных работ не будет лишним в хозяйстве. Однако, чтобы работа была комфортной и безопасной необходимо выполнение всех требований. Особенно к вентиляции.
Полуавтоматическая сварка
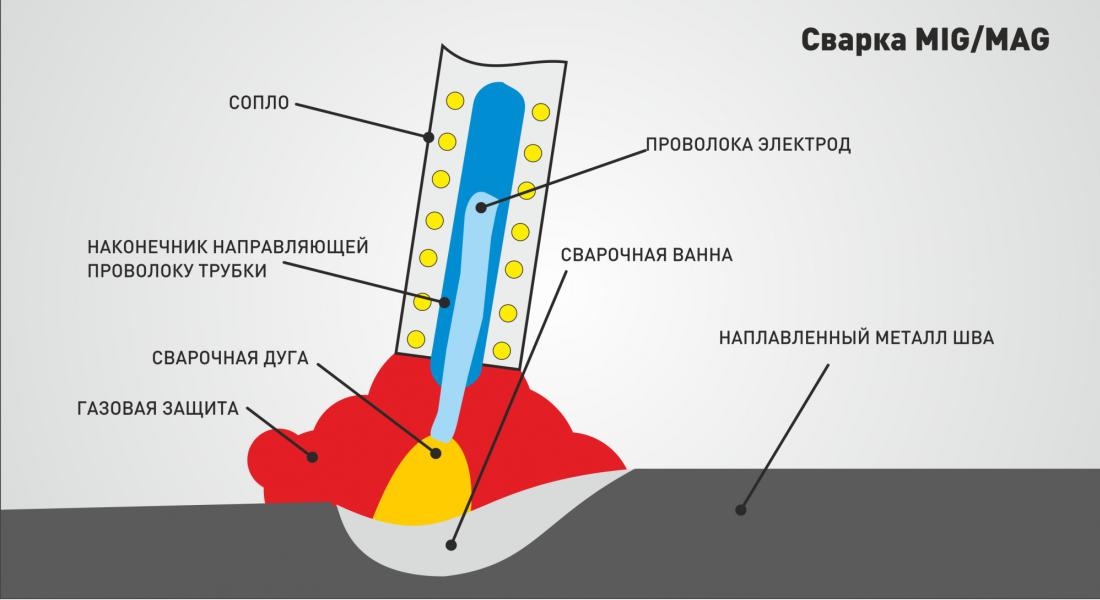
Полуавтоматическая сварка — механизированная дуговая сварка металлическим плавящимся электродом (проволокой) в среде защитных газов. Способ также известен как MIG/MAG сварка. В зависимости от типа используемого защитного газа различают сварку в инертных газах (MIG) и активных (MAG). В качестве активных газов преимущественно используют сварку в среде углекислого газа. В отличии от ручной дуговой сварки покрытыми электродами при механизированной сварке подача электрода в зону сварки выполняется с помощью механизмов, а сварщик перемещает горелку вдоль оси шва и выполняет колебательные движения электродом по необходимости.

Рис. 1. 1 – горелка, 2 – сопло, 3 – токоподводящий наконечник, 4 – электродная проволока, 5 – дуга, 6 – шов, 7 – ванна, 8 – основной металл, 9 – капля металла, 10 – газовая защита.
Сущность метода и общие принципы полуавтоматической сварки
Механизированная сварка, как и другие виды дуговой сварки, осуществляет за счет большей тепловой энергии сварочной дуги сконцентрированной в месте ее горения. Температура дуги больше температуры плавления металлов, поэтому под ее воздействием кромки сварного изделия плавятся, образуя сварочную ванну из жидкого металла. Дуги при этом горит между основным металлом и сварочной проволокой, которая выполняет функции подвода дуги к зоне сварки и является присадочным металлом для заполнения зазора между кромками.
Сварочная проволока с кассеты непрерывно подается в зону сварки при помощи подающего механизма, который проталкивает ее по каналу в рукаве к соплу сварочной горелки.
Сварочная дуга, расплавленный металл, конец сварочной проволоки, околошовная зона находятся под защитой газа, выходящего с горелки. Для получения более качественного шва, иногда выполняют подачу защитного газа дополнительно с обратной стороны шва.
В отличии от ручной сварки, отсутствие покрытых электродов позволяет механизировать процесс или полностью автоматизировать.
Оборудование для полуавтоматической сварки

В комплект оборудования для механизированной сварки входят источник питания сварочной дуги, подающий механизм, газовое оборудование, горелка. Для повышения производительности и избежания перегрева горелки при серийном производстве могут использоваться системы охлаждения.

Источники питания сварочной дуги
Для сварки в среде защитных газов изготавливают источники питания с жесткими внешними вольт-амперными характеристиками. Сварка производится на источниках постоянного тока — сварочные выпрямители, преобразователи, инверторы или специальные установки, содержащие в себе источник питания и подающий механизм, а также блок управления. Источники питания переменного тока практически не используются.
Многопостовые источники питания
Для организации работы в цехах на производстве со стационарными сварочными постами целесообразно использовать многопостовые источники питания. Для этих целей можно использовать преобразователи и выпрямители. Существует две схемы организации многопостовой сварки.

Первая схема используется когда сварка производиться одинаковыми режимами на каждом посте с частыми замыканиями сварочной цепи (возбуждение дуги). При такой схеме в цепь каждого сварочного поста включают дроссель, который способствует снижению влияния постов друг на друга при одновременной работе.
Вторая схема может быть использована для регулирования режимов сварки индивидуально на каждом посте с минимальным влиянием постов друг на друга. В таком случае напряжение холостого хода многопостового источника питания устанавливают на максимум, а снижение силы тока (регулирование) выполняется с помощью балластного реостата на каждом посте.
Механизмы подачи проволоки
Механизмы подачи проволоки используются для стабильной подачи проволоки и регулирования скорости подачи в сварочную горелку. Обычно подающий механизм состоит из электродвигателя, редуктора, тормозящего устройства, подающих и прижимных роликов, а также кассеты с проволокой. Существуют различные варианты исполнения подающих механизмов — закрытого и открытого типа.

В зависимости от числа роликов различают двухроликовые и четырехроликовые подающие механизмы. Последние более надежные и рекомендуется использовать для проволоки большего сечения или при сварке порошковой проволокой.

Для увеличения радиуса проведения сварочных работ и обеспечения стабильной подачи сварочной проволоки могут применяться промежуточные механизмы подачи. Это позволяет увеличить зону проведения сварочных работ от 10 до 20 метров. Промежуточные механизмы синхронизируются с основным что позволяет значительно удалятся от источника питания или полуавтомата и газового оборудования.
Механизмы подачи проволоки
Механизмы подачи проволоки используются для стабильной подачи проволоки и регулирования скорости подачи в сварочную горелку. Обычно подающий механизм состоит из электродвигателя, редуктора, тормозящего устройства, подающих и прижимных роликов, а также кассеты с проволокой. Существуют различные варианты исполнения подающих механизмов — закрытого и открытого типа.
В зависимости от числа роликов различают двухроликовые и четырехроликовые подающие механизмы. Последние более надежные и рекомендуется использовать для проволоки большего сечения или при сварке порошковой проволокой.
Для увеличения радиуса проведения сварочных работ и обеспечения стабильной подачи сварочной проволоки могут применяться промежуточные механизмы подачи. Это позволяет увеличить зону проведения сварочных работ от 10 до 20 метров. Промежуточные механизмы синхронизируются с основным что позволяет значительно удалятся от источника питания или полуавтомата и газового оборудования.

Сварочные полуавтоматы
Сварочные полуавтоматы — специальные установки для механизированной сварки в среде защитных газов содержащие в себе источник питания, подающий механизм, горелку и блок управления процессом. Дополнительно полуавтомат может иметь дистанционный пульт управления, включать схемы позволяющие выполнять сварку в импульсно-дуговом режиме и т.д.
Сегодня чаще используется схема сварки от сварочного полуавтомата, чем источник питания + подающий механизм.
Сварочная горелка
Выполняет несколько функций, среди которых: направление проволоки в зону сварки, подвод тока к сварочной проволоке, подача защитного газа, управление процессом при помощи кнопки управления. Все это возможно благодаря использованию специального шланга внутри которого находится сразу несколько элементов — сварочные кабеля, управляющие провода, спиралеобразный канал для направления проволоки, трубка для подачи газа, а иногда и для подачи воды.

Газовое оборудование для полуавтоматической сварки
В состав газового оборудования для сварки полуавтоматом входят: баллон, редуктор, ротаметр, подогреватель, осушитель, смеситель газов, рукава (шланги).
Как выбрать сварочный полуавтомат
Сварка MIG-MAG, она же сварка с помощью полуавтомата, самая распространенная среди профессионалов и по популярности постепенно приближается к ручной дуговой MMA — сварке электродом. Если задумались освоить этот метод, первое с чего нужно начать, выбрать сварочный полуавтомат.
Этот тип сварочной техники представлен:
- Простыми в освоении аппаратами для бытовых нужд,
- Технологичными приборами с синергетическим режимом настройки для строительных задач,
- Трехфазными машинами, участвующими в производственных процессах.

Для начала выясним:
- В чем превосходство сварки в полуавтоматическом режиме.
- Ключевые показатели сварочного полуавтомата.
- Что значит сочетание «синергетическое управление».
- Необходимый набор комплектующих для работы с MIG-MAG сваркой.
Преимущество полуавтоматической сварки
- Главное — высокая производительность. Протяженный безостановочный сварной шов становится возможен благодаря постоянно подающейся проволоке. Не требуется останавливать процесс, чтобы заменить электрод.
- При MIG-MAG сварке доступны соединения разных видов металлов и различных толщин заготовок: например соединение листовых сталей происходит быстро и качественно, стык требует минимум обработки в последствии, и буквально, готов к окраске.
- Следующее преимущество — простота процесса. Базовые навыки легко и быстро освоит начинающий специалист.
- При полуавтоматической сварке можно работать в любом пространственном положении и удобно контролировать формирование сварочного шва.

Ограничения в работе с методом сварки MIG-MAG
Минимальный набор MIG-MAG сварщика не отличается мобильностью: баллон с газом, редукторы, шланг, сама горелка и проволока на катушке весят в разы больше электродов.
Для специалиста сварочного дела преимущества MIG-MAG сварки оказываются важнее.
Характеристики аппарата MIG-MAG (полуавтомата)
Выбор следует делать после четкого понимания предстоящего перечня задач, где будет применяться сварочный полуавтомат: после этого появится понимание требуемой мощности, силы тока и комплектности прибора.
Сила тока
Главный параметр среди полуавтоматов, поскольку от него зависит толщина обрабатываемого металла. При типе сварке MIG-MAG значение имеют минимальные и максимальные показатели.
Максимальная сила тока полуавтоматического аппарата в прямой зависимости с толщиной металла, которую способен прожечь. Большая сила тока означает, что доступна большая толщина проплавляемого материала.
Если не соблюдать данную зависимость, есть вероятность не проварить заготовку: швы останутся на поверхности, соединение будет с браком.
Когда требуется соединить заготовки с минимальными толщинами, стоит обратить внимание на минимальные значения сварочных токов. Например, сварить бак из листовой стали и не прожечь насквозь стенки будет возможно, если ток аппарата составит 10-20 ампер.

Таблица толщин металлов и сварочных токов. Усредненные рекомендованные данные по силе тока.
Напряжение холостого хода
Режим ожидания полуавтомата — это когда агрегат включен, но еще не разожглась дуга. При этом сварочник поддерживает некий уровень тока в диапазоне 40-90 В, находясь в готовности возбудить дугу, если замкнуться контакты между проволокой и деталью.
Высокое значение тока на холостом ходу означает более легкий розжиг.
- 30-40 Вольт — показатель холостого хода, который подойдет для мелких гаражных работ, домашних мастерских.
- На станциях техобслуживания и в ремонтных цехах нужны аппараты с показателем до 50 — 70 Вольт.
- 80-90 Вольт должны иметь сварочные машины для производств.
Оборудование следует подбирать учитывая предстоящие работы. Хотя полуавтоматическому сварочному аппарату доступны различные толщины сварочной проволоки, чтобы произвести ее замену, потребуется перенастроить и весь механизм подачи: кабельные каналы, ролики и канавки.
Больший диаметр сварочной проволоки позволит формировать крепкое соединение на заготовках из более толстого металла.

Процент нагрузки
Продолжительность включения сварочного полуавтомата, не менее важная характеристика чем сварочный ток.
По общепринятому стандарту за основу расчета берется цикл 10 минут и температура окружающей среды 40 градусов Цельсия. Производитель выявляет и указывает время постоянной работы в этом цикле на максимальном токе до полного отключения от перегрева. В конечном итоге, важно в каком интервале способен работать аппарат. Данные указывают в процентах.
Например, увидев значения характеристики ПН в 40% нужно понимать, что сварочный полуавтомат на максимальном токе способен работать 4 минуты из 10 минутного цикла, 6 минут ему потребуется на остывание.
Высокие значения полезной нагрузки, как правило, заинтересуют профессионалов сварщиков, использующих оборудование в технологических процессах.
В среднем, мастеру не требуется работать без остановки более пяти минут: необходимы перерывы в которых подготавливаются и подгоняются заготовки.
Синергетические настройки
Полуавтоматические сварочные аппараты по способу управления делятся:
- Синергетические — когда аппарат сам регулирует напряжение для эффективной работы и мастеру нужно лишь задать пару параметров. Удобная опция для начинающих сварщиков либо мастеров для которых сварочные работы не постоянное занятие.
- С ручными настройками. Для продвинутых сварщиков, способных самостоятельно четко выставить настройки под любую задачу.
Сварочная проволока
В MIG-MAG сварке используется проволока со сплошным сечением, чтобы варить с использованием газа, а также флюсовая проволока, с порошковым покрытием для работы которой не требуется среда защитного газа.
При выборе аппарата будьте внимательны: не всем моделям доступна работа с различными видами проволоки.
Дополнительные опции
Помимо основных возможностей сварочный агрегат MIG-MAG может быть оснащен:
- Возможностью варить штучными электродами, аналогично сварочному инвертору MMA.
- Универсальные машины имеют разъемы для горелок TIG как аргонно-дуговые аппараты.
- Режим импульсной сварки для соединения цветных металлов, алюминиевых сплавов, высоколегированных сталей. Востребованы в первую очередь в кузовных работах.
Вышеперечисленные дополнения существенно расширят перечень доступных задач, однако, усложняют конструкцию и неизбежно приведут к удорожанию.

Вес аппарата
У полуавтоматов может быть огромная разница в весе: небольшие компактные машины для мастерской и гаража весят 12-15 кг, в то время как промышленные образцы с полным комплектом вспомогательных механизмов будут тяжелее 100 кг.
Сварочный пост
Баллон с газом, шланги, блок охлаждения, выносной механизм подачи проволоки крепятся на специальной тележке, которую удобно перемещать в пространстве цеха или мастерской.

Механизм подающий проволоку
Эта часть полуавтомата может быть встроена в корпус, если это компактный вариант для гаража. При выборе лучше выяснить заранее какие диаметры катушек с проволокой можно устанавливать в корпус.
Выносной механизм подачи позволит выполнять задачи на удалении от основного агрегата. Выносной механизм чаще выбирают для работы на производствах.
Выбор
На примере выберем сварочный полуавтомат для конкретных целей.
Допустим, что сварочного опыта мало, и понимаем, что работать будем периодически.
В гараже или мастерской напряжение сети составляет 230 вольт.
Планируется сваривать заготовки от 1 до 4 мм.
В этом случае нужен полуавтомат со значением силы тока 30-200 Ампер — наиболее подходящий показатель для подобных задач.
Показателя холостого хода в 40-70 Вольт будет достаточно.
Полезной нагрузки в 40% хватит, чтобы формировать надежные соединения.
Выбор синергетики в управлении упростит освоение этого типа сварочной техники.

Дополнительное сварочное оборудование
Перед тем как приступить непосредственно к работе необходимо доукомплектовать рабочее место:
- Газовым баллоном, шлангами и редукторами
- Средствами защиты рук и глаз: Сварочной маской и крагами сварщика.
- Вспомогательным оборудованием: всевозможными сварочными струбцинами и сварочными магнитами.
Требования к организации сварочного поста
 Сварочный пост представляет собой специфический «кабинет» сварщика, оснащенный всем необходимым оборудованием, аксессуарами и приспособлениями, необходимыми для бесперебойного выполнения работ по сварке. Организация сварочного поста и все работы, связанные с его обустройством, должны производиться согласно требований охраны труда и безопасности жизнедеятельности. При планировании подобных участков, осуществляющих выполнение технологических процессов, следует руководствоваться ГОСТ 12.3.003-86 (pdf) , который устанавливает требования к производственным помещениям и размещению оборудования, транспортировке материалов, а также требования к персоналу и применению СИЗ.
Сварочный пост представляет собой специфический «кабинет» сварщика, оснащенный всем необходимым оборудованием, аксессуарами и приспособлениями, необходимыми для бесперебойного выполнения работ по сварке. Организация сварочного поста и все работы, связанные с его обустройством, должны производиться согласно требований охраны труда и безопасности жизнедеятельности. При планировании подобных участков, осуществляющих выполнение технологических процессов, следует руководствоваться ГОСТ 12.3.003-86 (pdf) , который устанавливает требования к производственным помещениям и размещению оборудования, транспортировке материалов, а также требования к персоналу и применению СИЗ.
В данном случае речь пойдет об обустройстве рабочего места для выполнения операции сварки электродуговым методом (ручная, аргонодуговая, полуавтоматическая).
Стационарный пост
Представляет собой кабину с открытым верхом, приподнятую над уровнем пола. В таких постах сваривают детали малых и средних размеров, для крупных узлов и металлоконструкций он не пригоден. Кабина обычно выполняется из металлических листов на которые впоследствии наносятся цинкосодержащие краски или другие покрытия, стойкие к высокой температуре и инфракрасному излучению (например, белила на основе титана или желтая краска из хромо-свинцовой соли, другие современные вещества).
Пол должен быть бетонным (или стяжка). Покрытия ПВХ, деревянный пол по лагам и другие горючие материалы не допускаются. Вход/выход закрывают брезентовым полотном, либо предусматривают металлические двухстворчатые двери с рифленым стеклом.
Некоторые требования к сварочной кабине:
- Достаточное освещение для комфортной работы, наличие источников света, освещающих пост в целом и стол, на котором проводятся все манипуляции, в частности.
- Площадь поста не менее 3 м2, высота металлических стен 1,8 – 2м, они должны быть приподняты над уровнем пола на высоту 20-25 см; высота потолка помещения, в котором установлена кабина, соответственно, более 2 м для свободной циркуляции воздуха.
- Стол для работы в сидячем положении должен быть высотой 50-60 см. Стол собирают из металла. Желательно, чтобы на крышку стола (в том числе в месте контакта клеммы массы) был уложен медный лист. Саму крышку делают из стали или чугуна толщиной до 2,5 см. Стол должен предусматривать наличие металлических выдвижных ящиков для хранения инструментов, приспособлений, электродов, чертежей и т.д.
- Над столом обязательно наличие специальной вытяжки. Если вы создаете пост в гаражных условиях, можно встроить в одну из стен гаража вытяжной вентилятор, в таком случае нужно будет позаботиться о наличие приточки в зимнее время года. В промышленных условиях в последнее время часто устанавливают точечную вытяжку, гибкий «хобот» которой можно установить непосредственно в месте проведения сварки.
Обмен воздуха в помещении не менее 40 м 3 /час согласно нормативной документации. Напомним, что при недостаточном воздухообмене токсичные элементы, содержащиеся в сварочном дыме (аэрозоль), будут накапливаться в легких сварщиках, что со временем приведет к возникновению профессиональных заболеваний.
- Под ногами должен находиться резиновый коврик.
- Все оборудование обязательно заземляют (некоторые сварщики используют УЗО).
- Рабочий стул сварщика должен для удобства работы вращаться вокруг своей оси. Материалы, из которых изготавливают стул, должны быть термостойкими и не проводить электрический ток. Сиденье и спинка могут быть изготовлены, например, из дерева.
- Для удобной работы под рукой должен быть манипулятор (или вращатель) и ножная педаль, которая упрощает его управление. Манипулятор используют для сварки тел вращения.
Мобильный пост
Мобильные работы, как правило, связаны со сваркой на открытом воздухе крупногабаритных конструкций. Поэтому проведение специальных мероприятий и создание особых условий, необходимых для функционирования такого поста, не требуется. Защиту от осадков организуют навесами, от ветра рабочую зону защищают ширмами. Инструмент и оборудование перемещают в спец. тумбах. Для освещения используют локальные источники света. Все оборудование обязательно заземляется.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
 Сварочный трансформатор PATRIOT 200AC 102,00 ₽
Сварочный трансформатор PATRIOT 200AC 102,00 ₽- Зарядное устройство GreenWorks G24C 2490,00 ₽
- Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
- Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
- Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
- Сварочный аппарат BauMaster AW-79161 3990,00 ₽
- Hitachi AB17 зарядное устройство 4076,87 ₽
 Сварочный трансформатор PATRIOT 200AC 102,00 ₽
Сварочный трансформатор PATRIOT 200AC 102,00 ₽ Зарядное устройство GreenWorks G24C 2490,00 ₽
Зарядное устройство GreenWorks G24C 2490,00 ₽ Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽ Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽ Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
Стабилизатор напряжения Ставр СН-2000 3920,00 ₽ Сварочный аппарат BauMaster AW-79161 3990,00 ₽
Сварочный аппарат BauMaster AW-79161 3990,00 ₽ Hitachi AB17 зарядное устройство 4076,87 ₽
Hitachi AB17 зарядное устройство 4076,87 ₽