
Ванный способ сварки арматуры что это?
Ванная сварка арматуры: принцип и технология ванного метода сварки их краткая характеристика
Ванная сварка арматуры — это метод соединения металлов с помощью специальной скобы-накладки, которую также называют ванночкой для сварки арматуры. Метод используется в формировании и соединении арматурных стержней, а также для стыков арматуры.
Государственные стандарты
Для данного строительного процесса был разработан ГОСТ под названием «Соединения сварные арматуры и закладных изделий железобетонных конструкций». Стандарт введен 01.07.1992 под номером 14098-91.
Ванная сварка является надежным и часто используемым методом. Отличительной чертой данного процесса от всех остальных видов сварки является ее непрерывность, что очень важно для равномерного плавления. Благодаря этому процессу, металл плавится намного быстрее.
Метод ванной сварки применяется в строительстве различных массивных сооружений и зданий. Шов, созданный с помощью данной сварки, способен выдержать подвижные нагрузки без разрушения целостности конструкции, отвечает требованиям ГОСТ. Если проводить обычную сварку встык, то это может привести к разрушению соединения рядом со швом, таким образом, качество шва значительно ухудшится.
Основные моменты процесса
Суть процесса такова: свариваемые концы стержней арматуры находятся внутри ванночки, далее их по очереди расплавляют электродами. Электрод должен немного касаться стержня, поскольку сварка проводится при высокой мощности тока.
Сварка осуществляется с применением одного или нескольких соединенных электродов.
Скобу-накладку можно изготовить собственными руками или же воспользоваться уже существующими формами, которые были произведены в заводских условиях способом штамповки. Изготовленную форму приваривают к свариваемым электродам.
Принцип сварки
Принцип состоит в следующем:
- следует приварить стальную форму к стержням арматуры в зоне соединения;
- далее электрод формирует зону расплава с использованием теплоты дуги;
- так как торцы плавятся от теплоты металла ванны, в результате образуется жидкая структура;
- в итоге при охлаждении образовывается сварное соединение.
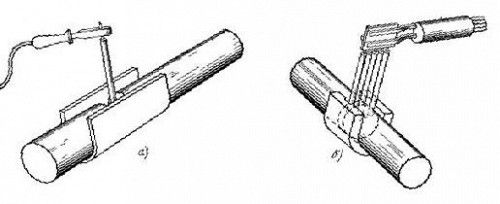
Стержни для стыковки могут быть расположены любым образом: горизонтально, вертикально и в наклонном положении. Если стержни расположены горизонтально, то в таком случае ванну нужно формировать при помощи скобы, которая крепится в месте стыка арматурных заготовок. Вертикальные стыки свариваются с применением штампованной формы.

В основном процесс ванной сварки используется для соединения прутков с большим сечением 20-100 мм, поскольку данный масштаб размеров более всего подходящий для выполнения качественного шва.
Разновидности ванной сварки:
- Ручная электродуговая сварка.
- Полуавтоматическая электрошлаковая.
- Ванно-шлаковая.
Методы ванной сварки арматуры и их краткая характеристика
Наиболее встречающимися и самыми используемыми являются одноэлектродный и многоэлектродный методы сварки.
Одноэлектродный метод
Дуговую одноэлектродную сварку можно выполнять при питании дуги переменным либо постоянным током. Такой метод применяется при сборке конструкций, которые находятся под воздействием неподвижных нагрузок.
Предварительно необходимо подготовить поверхность. Для этого следует концы стальной арматуры очистить от различной грязи, ржавчины и пыли, это можно сделать с помощью железных щеток.
Начинается ванная сварка от одной стороны, постепенно передвигаясь ближе к центру. Выбирают правильный угол наклона для каждого положения шва в пространстве и вида стыка. От угла наклона электрода зависит дальнейшее формирование сварочной ванны. Выбрав правильный угол наклона, полости ванночки равномерно заполнятся, а основной металл прогреется.
При плавлении электрод опускают, обеспечивая создание особо короткой дуги. Металл, полностью покрывая арматуру, поднимается к верхнему краю ванночки. Таким образом сварка считается завершенной. Подгонку деталей следует произвести после того, как шов остынет.
При остановке ванной сварки требуется в обязательном порядке отбить шлак и зажечь дугу на готовом краю шва. Появится возможность надежно перекрыть место остановки и прерывания шва. Завершать шов следует посередине ванночки для предотвращения раковин и пустот. Такие места необходимо очищать от шлака и повторить эту процедуру около пяти раз.
Многоэлектродная сварка
Многоэлектродный метод сварки действует по такому же принципу, как и одноэлектродный метод. Шов лучше всего заканчивать посередине накладки.
Такой способ гарантирует высокую производительность процесса и качество выплавленного металла, уменьшение проплавления и искривления деталей, а также снижение удельного тепловложения.
Применяемое оборудование
Сварка арматуры может осуществляться при наличии следующего оборудования и материалов:
- однофазный либо трехфазный сварочный аппарат на 220 вольт, обеспечивающий постоянный ток;
- ванночки (скобы-накладки). Их следует подбирать в соответствии со швом, характером свариваемых изделий;
- баллоны ограниченного объёма с инертным газом;
- плавящиеся электроды с покрытием из различных сплавов;
- необходимая одежда специального назначения с целью защиты от УФ-лучей и брызг жидкого металла. Также требуется защищающая маска.
 Примерная стоимость сварочных аппаратов на Яндекс.маркет
Примерная стоимость сварочных аппаратов на Яндекс.маркет
Достоинства и недостатки метода
Ванная сварка имеет ряд достоинств:
- на протяжении расплава происходит равномерный разогрев прутков;
- для каждого прутка достаточно легко подобрать формы под его размер, поскольку они доступны в большом ассортименте;
- для работы применяется общедоступное оборудование для сварки;
- минимальные расходы на потребляемые материалы;
- нет необходимости в кантовке конструкций;
- путем использования гамма-излучения есть возможность проверить качество сварки.
Также имеются некоторые недостатки:
- постоянное соблюдение точного температурного режима. Необходимо следить за тем, чтобы качество шва не пострадало;
- высокая стоимость медных, использующихся много раз ванночек;
- использовать стальные ванны можно только один раз;
- расходуется большое количество стальных ванночек;
- обязательный подготовительный этап, отнимающий большое количество времени;
- охлаждение должно происходить постепенно для того, чтобы не образовалось большое количество шлакового слоя.
Ванная сварка арматуры
Содержание:
- Краткая характеристика
- Особенности и нюансы сварочного процесса
- Достоинства
- Недостатки
- Используемое оборудование
- Как проводится ванная сварка
- Интересное видео
Сварка уже давно прочно укоренилась во многих сферах промышленности. Этот вид соединения металлов позволяет создавать огромные конструкции особой важности, различное оборудование, приборы, которые необходимы для нашей жизни. Каждый из методов имеет преимущества и недостатки, но вы остановимся на надежном методе сваривания, который пользуется популярностью на многих производствах — ванной сварке.
Она используется для сваривания отдельных частей изделий из легированной стали. Этот метод способен выдерживать повышенные статические и динамические нагрузки. Но все же перед тем как к нему приступать стоит рассмотреть основные особенности и нюансы.

Краткая характеристика
Ванная сварка — это способ сваривания металлических изделий, во время которого применяется приспособление с U-образной формой. У него имеется несколько наименований — ванночки или скоба накладка для сварки арматуры. Это и легло в основу названия данного способа сваривания. Части арматуры погружаются в скобу-ванночку, расплавленная сталь заполняет ее до краев. После этого металл застывает, образует шов с высокой прочностью.
Чтобы расплавленная сталь не вытекала с торцов ванночки, помещаются ограничительные элементы. А в конце сварочного процесса ванночки соединяются с арматурой и расплавленной сталью. Встречаются накладки съемного типа, которые выполняются из меди, ее сплавов, керамики, графита. Данные варианты предназначены для многократного применения.
Ванная сварка арматуры может проводиться при помощи одного или нескольких электродов. Этот способ сваривания позволяет сваривать металлические элементы в любом положении в пространстве, кроме потолочного. Размер накладки должен быть больше, чем параметры диаметра арматуры. От краев ванночки до свариваемого элемента должно быть не меньше 15 мм.
Если изделия находятся в горизонтальном расположении, то для создания ванны стальная накладка приваривается к соединяемым арматурным стержням в зоне их стыка. Во время сваривания стержней, которые находятся в вертикальном положении, применяются штампованные стальные формы. Они привариваются к торцевой области изделия, которая имеется снизу.
Особенности и нюансы сварочного процесса
Сварка арматуры ванным способом имеет несколько дополнительных особенностей, которые обязательно нужно рассмотреть, перед тем как к приступать к работам. Данная технология считается простым процессом, но все же если вы хотите получить качественное и прочное соединение, то стоит тщательно подготовиться.

Сварка ванным способом имеет следующие особенности:
- Сварочный процесс должен выполняться в непрерывном режиме. Это имеет огромное значение для получения равномерного расплавления. Дело в том, что температурные показатели у некоторых видов металлов достаточно высокие, это занимает много времени для разогрева. За счет того что сварочные работы осуществляются в непрерывном режиме сталь расплавляется намного быстрее.
- На поверхности металлического изделия образуются пузыри из шлака и защитного газа. Для их выхода в ванночке необходимо сделать отверстие. Но все же шлаковые образования не считается чужеродными компонентами, они защищают швы от окисления.
- Технология ванной сварки арматуры предполагает появление защитной корки на поверхности соединения. Обычно ее образование указывает на соблюдение всех правил сварочного процесса.
- Сразу же после окончания сварки не нужно счищать защитную корку, необходимо подождать, чтобы расплавленный металл застыл. А пока деталь горячая ее можно слегка обстучать со всех сторон, это позволит устранить повышенное напряжение.
- При проведении сварки электрод не стоит удерживать в неподвижном состоянии на области стыка. Новички думают, что это будет способствовать тому, что тепловая энергия сможет самостоятельно разойтись по поверхности изделия и сталь равномерно расплавится. Во время процесса движения должны быть последовательными, совместно с этим сварщик должен захватывать нерасплавленные кромки.
- Скорость рабочего процесса не должна быть слишком медленной или слишком быстрой.
- Если во время сварки сварщик будет делать все слишком быстро, то он не сможет расплавить металла до требуемой температуры, а самое соединение выйдет низкого качества.
- Если сварщик будет медленным, то он не расплавит сталь равномерно. В результате этого она распределится в ванночке так, что готовый шов получится некачественным. Оптимальная скорость сварки указана в ГОСТах.
Достоинства
Сварка ванным способом — это простой и легкий метод соединения участков металлических конструкций. Данную технологию используют во многих сферах производства, она позволяет работать с разными видами металла.

Ванная сварка арматуры и колонн имеет целый ряд преимуществ:
- этот метод может использоваться для неподвижных частей металлических конструкций. Не нужно их поворачивать и передвигать, чтобы создать прочное соединение по всей поверхности;
- во время расплава происходит равномерное, а не точечное разогревание прутков;
- исследование шва может выполняться при помощи доступных методов, к примеру, при помощи гамма-лучевой диагностики;
- для рабочего процесса может применяться обычное оборудование;
- сварка данным способом позволяет получить прочное и качественное соединение;
- ванночки для сварки арматуры предотвращают растекание расплавленного материала, они формируют аккуратный и ровный шов;
- минимальные затраты на расходные материалы;
- максимальное удобство, которое облегчает сваривание. А стальная форма служит дополнительным ребром жесткости;
- достаточно просто можно подобрать формы под размеры прутка. Они выпускаются в широком ассортименте.
Недостатки
Но все же стоит помнить, что сварка арматуры ванным способом — это не просто легкий метод получения прочного соединения, этот процесс имеет некоторые недостатки, которые стоит учитывать при проведении сварочных работ.
Среди негативных сторон можно выделить:
- при проведении сварочного процесса следует соблюдать непрерывность работ;
- нужно следить за тем, чтобы разогрев обхватывал всю область контакта;
- ванный метод сваривания требует профессиональной подготовки;
- обычно ванночки для сварки используются только один раз, они не предназначены для многократного применения;
- обязательно должен соблюдаться подготовительный этап, а это дополнительные временные затраты.
Важно! Если во время сварочного процесса не соблюдать требуемый температурный режим. При слишком быстром охлаждении может образовываться слишком много шлака.
Используемое оборудование
Что это такое — сварка ванным способом, мы рассмотрели, но все же нужно знать, какое оборудование должно применяться во время этого процесса. Именно это важное условие, от которого зависит качество и прочность сварного соединения.

Обычно во время ванного сваривания используются следующие элементы:
- Сварочный аппарат. Этот элемент снижает напряжение до 220 вольт и вырабатывает постоянный ток с большой силой. Его называют сварочным инвертором, у него предусмотрен полный набор функций и режимов. В настоящее время производятся приборы небольших размеров, которые можно применять в домашних условиях.
- Скобы накладки для сварки арматуры. Данные изделия стоит выбирать в соответствии с видом соединения и характером свариваемых элементов. Для горизонтальных рекомендуется применять такие варианты, как С14-Мn, С15-Рс, С16-Мо.
- Для защиты расплавленного металла в сварочной ванне в некоторых ситуациях может потребоваться создание среды из инертного газа, обычно это требуют качества свариваемых материалов. Для этих целей рекомендуется применять небольшие баллоны с инертным газом, которые имеются в продаже.
- Электроды плавящегося типа. Они могут иметь разное покрытие из алюминия, меди, стали и других сплавов. Для рядовых работ подойдут стержни марок МР-3 или АНО, их диаметр должен быть в пределах 2-4 мм. Данные расходные материалы можно всегда найти в продаже. А вот для оборудования ответственного назначения подходят только стержни УОНИ.
- Защитная маска сварщика. Наиболее подходящим вариантом для сварочных работ будет изделие, которое закрепляется на голове. Дополнительно нужна одежда и перчатки из защитного материала. Изделия должны защищать от ультрафиолетовых лучей, брызг расплавленного металла.
Как проводится ванная сварка
Технология ванной сварки арматуры и колонн состоит из нескольких этапов. При первом производится подготовка всех материалов и свариваемых деталей. А в последующий этап осуществляются основные сварные работы.
При подготовке стоит выполнить несколько операций:
- очищение концов арматурных стержней при помощи металлической щетки до появления блеска. Во время этого этапа стоит удалить все участки с ржавчиной, грязью, краской и другими видами загрязнений. Все это может ухудшить качество соединения, оно выйдет хрупким и слабым. Размер очистки на каждом конце должен составлять не меньше 3 см;
- к нижним плоскостям стыкуемых стержней нужно приварить точечной приваркой инверторную форму. Она будет служить емкостью для скапливания расплавленной стали.
После этого можно приступать к ванной сварке колонн и арматуры. Электрод требуется подвести к торцу одного из стержней и начать его расплавление. Расходником нужно передвигаться по всей площади торца — движения могут быть круговыми или из стороны в сторону. После можно переходить на противоположный торец свариваемой арматуры. Действия стоит проводить по очереди до полного заполнения ванночки расплавленным металлом.
Стоит отметить! Все действия и движения при проведении сварочного процесса должны быть легкими, потому что расплавление осуществляется при высоких токах. Например, если применяются электроды с диаметром 7-8 мм, то к ним стоит подать ток с силой 400-450 ампер.
Сварка должна продолжаться, пока расплавленные металл не перекроет соединяемые стержни. После этого рекомендуется правильно выполнить конечные действия — необходимо еще раз равномерно прогреть металла в сварочной ванне, это нужно для его равномерного остывания. Далее электродом вращают между концами соединяемой арматурой, но это стоит делать не сильно.
Ванный сварочный процесс — популярный метод, который используется в разных областях промышленности. Он позволяет получить прочное, качественное и ровное соединение, и это достигается за счет использования скоб накладок для ванной сварки, также данные элементы называют ванночками. Также они предотвращают разбрызгивание и вытекание расплавленного материала из зоны сваривания. Но все же перед тем как производить работы стоит рассмотреть его важные особенности и принципы.
Интересное видео
Сварка арматуры ванным способом
Для укрепления бетона используется металлическая арматура разного размера. Надежность фундаментных и несущих стеновых конструкций, тоннелей, мостовых опор обеспечивают каркасы из арматуры. Они заливаются строительной смесью на основе цемента, образуя железобетон. Существуют различные технологии соединения стальных прутков.
Самым надежным и часто применимым считается ванная сварка, получаемый этим методом шов способен выдержать большие статические и динамические нагрузки без нарушения целостности структуры, отвечает высоким требованиям ГОСТ 14098, действующим в гражданском строительстве. Сваркой ванным способом соединяют рельсы, толстостенный легированный прокат. Этот высокотемпературный метод стыковки металла используют во многих отраслях.
Способы соединения арматуры
В строительстве существует несколько технологий получения сплошного арматурного прутка.
Механический способ соединения стыков предусматривает применение прессованных муфт или отрезков трубы. Для фиксации стыка методом обжима применяется гидравлический пресс. Для ускорения процесса изготавливают муфты с перегородкой, ее просто надевают на пруток, в другой конец вставляют следующий. Вес конструкции, металлоемкость железобетона при таком методе крепления арматурных прутков возрастает. Муфты необходимо выбирать по типоразмеру арматурного стержня, для пресса под каждый размер делается сменный штамп.
Стальные прутки классов А400 и АIII крепят между собой внахлест с помощью специальных лапок, используют вязальную проволоку, стандартные крючки. Механический метод стыковки применяют только потому, что прутки этих марок нельзя сваривать.
Среди высокотемпературных методов получения неразъемных стыков самым надежным считается сварка арматуры ванным способом. В процессе формирования соединения не образуется продольных трещин, характерных для многошовной сварки. Технология горячей стыковки с использованием накладки для сварки арматуры металлозатратная, расходы на материалы увеличиваются на 5-7 %. При сваривании стержней встык образуется слишком хрупкое соединение, которое не обладает нужной прочностью.

Принцип сварки ванным способом
Метод сварки ванным способом применяют для металлических полос с сечением до 50 мм, крепления толстостенных фланцев, стыковки прутков. Диапазон диаметра арматуры – от 20 мм до 10 см.
Классификация ванной сварки:
- дуговая ручная с размещением выпусков в стальной скобе;
- полуавтоматическая, сварочная ванна формируется в керамической форме, в этом случае исключаются затраты на накладки, экономятся электроды, формируется аккуратный стык;
- ванно-шлаковая, для нее используется формочка из медесодержащих сплавов.
При возведении металлических каркасов железобетонных фундаментов, несущих стен, туннелей, опор стыковку арматуры чаще производят ручным методом. Что это такое с точки зрения технологии: принудительное формирование плотного шва в месте стыка двух стержней.
При ванной сварке создается необходимый запас прочности прутка по всей длине каркаса. Соединение устойчиво на изгиб, кручение. Смещение осей соединяемых стержней не превышает 5% их диаметра.
Достоинства
В сравнении с другими технологиями высокотемпературной стыковки арматуры, ванный метод имеет ряд преимуществ:
- метод применим для неподвижных частей металлоконструкций, нет необходимости их поворачивать для создания соединения по всей поверхности;
- в процессе расплава происходит равномерный, а не точечный разогрев прутков;
- диагностику шва можно производить доступным гамма-лучевым методом;
- для работы используется обычное сварочное оборудование;
- в результате сварки образуется качественное соединение;
- затраты на расходные материалы минимальные – стальная форма служит дополнительным ребром жесткости;
- подобрать формы под размер прутка достаточно просто, они выпускаются в широком ассортименте.
Недостатки
Особенностью выполнения ванной сварки является соблюдение непрерывности процесса. Необходимо следить, чтобы разогрев охватывал всю зону контакта. Ванный метод требует профессиональной подготовки. Еще один минус – использовать стальную форму можно только один раз. Медные ванночки многоразовые, но они дорогие. К недостаткам также относят обязательный подготовительный этап, он увеличивает временные затраты.
Ванночки для сварки
Они бывают литые и штампованные, их делают из стали или медных сплавов. По стоимости они несопоставимы, медные намного дороже. Принцип их использования одинаковый: они должны удерживать расплав, образуемый в зоне стыка, от растекания. По форме это сегмент цилиндра, охватывающий до ¾ поверхности прутка. Используются многоразовые и одноразовые ванночки для сварки арматуры. При соединении арматуры чаще применяются металлические формы. Они создают дополнительный резерв прочности металлоконструкций по всей длине, считаются расходным материалом. Медные сплавы долговечные. Допускается использование ванной из цветных металлов до 150 сварок.

Процесс ванной сварки
Для сварочного процесса потребуется:
- однофазный или трехфазный аппарат на 220 вольт;
- ванночка или форма для образования шва;
- баллон с инертным газом для создания защитной среды в случае соединения легко окисляемых сплавов;
- от 1 до 4 двухмиллиметровых электродов на одну ванну в зависимости от толщины прутка;
- щиток и другие средства индивидуальной защиты сварщика.
Основные этапы технологического процесса:
- к пруткам в зоне соединения прихватывается стальная скоба;
- под воздействием дуговой волны в сварочной ванне электрод формирует зону расплава;
- концы прутка расплавляются, образуется однородная жидкая структура;
- при охлаждении идет процесс кристаллизации сварочной ванны, получается шов.
Сварочная ванна формируется в любом положении стержней арматуры. Для горизонтальных соединений в качестве скобы используются металлические накладки. Вертикальные стыки свариваются с применением штампованной формы. Её крепят на нижний стержень. Электродом, совершая вертикальные движения, заполняют зазор, наполняют расплавом ванну. Для выпуска шлака форму прожигают, затем отверстие заваривают. Наплыв должен закрывать концы стальных стержней.
Технология сварки предполагает предварительную подготовку поверхностей. Железными щетками концы стальной арматуры следует очищать от ржавчины, грязи и пыли. От чистоты поверхности зависит прочность сварного соединения.
Минимальная длина выпуска стержней – 30 мм. В этой зоне формируется соединение. Максимальный размер зазора кратен толщине электрода. Он не должен превышать 1,5 диаметра. Стержни в сварной ванночке или форме располагаются соосно.
Особенности метода и область применения
При сварке ванным способом образуются шлаковые соединения. Концы прутков образуют с расплавленным электродом однородный сплав, отличающийся по химическому составу от образующих элементов. Шлак служит защитой расплава от окисления воздухом. Для низкоуглеродистых сталей при сварке используется инертный газ, в этом случае шлак активнее пузырится. Корка на шве – хороший показатель прочного соединения. Он легко убирается при постукивании.
Еще одной особенность сварки считается положение электрода в процессе работы: он не должен стоять неподвижно, им совершают колебательные движения, заползая на кромки стыка, чтобы расплав равномерно заполнял ванночку.
Метод применяется во многих отраслях, где требуются прочные соединения металлических деталей толщиной свыше 20 мм. Максимальный размер свариваемого арматурного прутка 100 мм. Массивные железобетонные объекты требуют мощных каркасных конструкций.
Ванным способом удобно варить тавровые балки, сложный профиль. Для формирования зазора нужного размера используют зажимные кондукторы, они фиксируют скрепляемые части в нужном положении. Этот метод соединения металла находит широкое применение:
- в гражданском, промышленном и оборонном строительстве;
- машиностроении при создании движущихся узлов, работающих под нагрузкой;
- нефтедобывающей отрасли;
- горнорудной промышлености;
- в сфере железнодорожного транспорта,
- промышленных предприятиях.
Обладая определенными навыками, имея сварочное оборудование, стыковое соединение металлических элементов можно сделать самостоятельно. Для этого применяются типовые электроды, ванночку нужной формы можно изготовить из медной пластины.
Технология ванной сварки
Рассмотрим, что представляет ванная сварка, какое оборудование нужно для ее проведения, преимущества и недостатки технологии, а также области ее применения.

Соединение металлических деталей с помощью сварки является наиболее надежным. Ее применяют во многих областях промышленности и в быту.
Наибольший интерес представляет часто применяемая ручная ванная сварка. Рассмотрим, что она собой представляет и какое оборудование нужно для ее проведения, преимущества и недостатки этой технологии, а также области ее применения.
Технология сварки ванным способом
В основном проводится ванная сварка арматуры. Свое название она получила благодаря использованию в технологии расплавленного металлического сплава, находящегося в ограниченной концами соединяемых деталей и накладкой в виде скобы области. Это напоминает ванну, наполненную водой. Жидкий металл состоит из расплавов электрода и соединяемых концов изделий.  Накладки в виде скоб используются для того, чтобы расплав не мог растекаться во время проведения сварки. Дополнительно с торцов скобы устанавливаются ограничители, обеспечивающие защиту от растекания шлаковой фракции по поверхности стержня. Скобы–накладки и ограничители производятся из низкоуглеродистых сталей. После выполнения работ они остаются в области шва. Применяют также съемные ванночки для сварки арматуры, выполненные из медных сплавов (кроме латуни и бронзы), а также керамические и графитовые. Они являются формами многоразового использования.
Накладки в виде скоб используются для того, чтобы расплав не мог растекаться во время проведения сварки. Дополнительно с торцов скобы устанавливаются ограничители, обеспечивающие защиту от растекания шлаковой фракции по поверхности стержня. Скобы–накладки и ограничители производятся из низкоуглеродистых сталей. После выполнения работ они остаются в области шва. Применяют также съемные ванночки для сварки арматуры, выполненные из медных сплавов (кроме латуни и бронзы), а также керамические и графитовые. Они являются формами многоразового использования.
Выполняется сварка с помощью одного электрода или несколькими соединенными пластиной электродами (гребенкой) или электродным держателем

Технология позволяет стыковать горизонтально, наклонно и вертикально расположенные стержни.
При горизонтальном расположении изделий для создания ванны стальную скобу приваривают к области соединяемых арматурных стержней в месте их стыка.
Расстояние между свариваемыми торцами изделий должен составлять 1,5-2 диаметра используемых электродов с покрытием.
При соединении вертикально расположенных стержней применяют штампованную стальную форму, которую приваривают к торцу изделия, расположенного снизу. Затем производят расплавление его сечения с помощью дуги. После этого торец верхнего стержневого элемента прихватывают к расплавленому нижнему сечению и продолжают дальнейшее расплавление соединяемых частей. Происходит постепенное заполнение формы образующимся общим расплавом.
Для того, чтобы освободиться от шлака, делают отверстие в форме с помощью прожигания стенки. После проведения сварки его заваривают.
Особенности выполнения сварки
Особенностью выполнения такой сварки является непрерывность процесса. При этом образующиеся после расплавления металла пузыри, состоящие из инертного газа, и шлаки собираются на поверхности металла. Это значительно улучшает качество стыкового соединения.
Расплавить кромочные части соединяемых деталей возможно только при достижении температуры плавления. Для металлов она имеет очень высокий показатель и получается с помощью плазменной дуги. Сварочная работа должна проходить так:
- Сначала нужно провести возбуждение дуги, которое возникает при контакте рабочего электрода с металлом. Другой электрод сварочного агрегата предварительно крепится к металлу. При соприкосновении с поверхностью рабочий электрод замыкает цепь, создавая ток в сотни ампер и возбуждая тем самым сварочную дугу.
- Затем выполняется сама сварка. Рабочим электродом с возбужденной дугой медленно водят над поверхностью кромок деталей, расплавляя их путем разогрева до температур в тысячи градусов. Сам конец рабочего электрода также подвергается расплавлению.
- Полученный расплав создает «сварочную ванну» в замкнутом пространстве. В результате химических процессов между компонентами расплава (торцевых частей и электрода) происходит образование нового сплава. Шлаковые отложения на поверхности и газовые выделения являются благоприятным фактором, т. к. они защищают расплав от соприкосновения с атмосферой до момента его окончательного застывания.
- При отвердевании нового сплава образуется прочное соединение деталей. На поверхности «правильного шва» соединения должна образоваться ровная корка из шлаковых компонентов.
- Иногда сварщики, пока металл не отвердел окончательно, обстукивают шов, чтобы снять появившееся в металле при сварке напряжение.
- Для получения качественного шва электрод при расплавлении не должен неподвижно располагаться в одном месте. Чтобы создать равномерный расплав, его необходимо двигать, прихватывая нерасплавленные части кромки и одновременно двигаясь поступательно по направлению шва.
Применяемое оборудование
- Сварочного аппарата, служащего для
 понижения напряжения 220 вольт и создающего постоянный ток большой силы. В отличие от обычного трансформатора, он называется сварочным инвертором и имеет много дополнительных функциональных режимов. Сейчас выпускаются аппараты небольших размеров, которые можно использовать дома. Они отличаются высокочастотным напряжением в сотни КГц, преобразующим ток в постоянный.
понижения напряжения 220 вольт и создающего постоянный ток большой силы. В отличие от обычного трансформатора, он называется сварочным инвертором и имеет много дополнительных функциональных режимов. Сейчас выпускаются аппараты небольших размеров, которые можно использовать дома. Они отличаются высокочастотным напряжением в сотни КГц, преобразующим ток в постоянный. - Скобы-накладки (ванночки), которые подбираются в зависимости от вида шва и характера свариваемых изделий. Для горизонтальных соединений, например, используются скобы типов С14-Мn, С15-Рс, С16-Мо.
- Для обеспечения защиты расплава в сварной ванне иногда требуется дополнительно создавать среду из инертного газа, т. к. этого требуют характеристики соединяемых материалов. Для этого используют небольшие баллоны с инертным газом, которые есть в продаже.
- Плавящиеся электроды с покрытием из стальных, алюминиевых, медных и других сплавов. Для рядовых работ подойдут стержни марок МР-3 и АНО диаметром 2-4 мм, которые всегда есть в продаже. Для конструкций ответственного назначения используют стержни УОНИ.
- Защитная маска (маска сварщика). Удобнее для работы маска, которую закрепляют на голове. Также нужна специальная одежда и перчатки, защищающие от ультрафиолетовых лучей и брызг расплавленного металла.
 понижения напряжения 220 вольт и создающего постоянный ток большой силы. В отличие от обычного трансформатора, он называется сварочным инвертором и имеет много дополнительных функциональных режимов. Сейчас выпускаются аппараты небольших размеров, которые можно использовать дома. Они отличаются высокочастотным напряжением в сотни КГц, преобразующим ток в постоянный.
понижения напряжения 220 вольт и создающего постоянный ток большой силы. В отличие от обычного трансформатора, он называется сварочным инвертором и имеет много дополнительных функциональных режимов. Сейчас выпускаются аппараты небольших размеров, которые можно использовать дома. Они отличаются высокочастотным напряжением в сотни КГц, преобразующим ток в постоянный.Для чего используют этот метод
- металлических арматурных стержней, особенно большого диаметра от 20 до 100 мм;
- стыков толстостенных стальных фланцев, изготовленных из полос;
- стыков многорядных арматурных конструкций в железобетонных сооружениях.
Ванным способом проводят соединения конструкций большинства крупных железобетонных объектов, имеющих сложный каркас.
Преимущества и недостатки
Широкое использование ванной сварки объясняется ее преимуществами:
- технология не требует специального оборудования;
- она удобна, потому что может быть выполнена в любом расположении стыков;
- с помощью ванной сварки достигается единый прочный каркас конструкции без снижения ее жесткости;
- является экономичным видом сварки;
- может применяться для бытовых нужд.
К недостаткам ванно-шовной сварки можно отнести требование соблюдать непрерывность процесса, чтобы поддерживать жидкое состояние металла во время работы. Поэтому замену электродов во время процесса не рекомендуют. В случае необходимости такой замены выполнять это нужно очень быстро.
Несоблюдение температурного режима очень влияет на качестве шва. При слишком быстром охлаждении расплава может образоваться много шлака.
Также не нужно допускать слишком быстрого расплавления металла, поэтому дугу на электроде нужно периодически гасить.
Области использования
Также ванная сварка широко используется при строительстве дачных домов и приусадебных построек, квартирном ремонте во время перепланировки и других бытовых работах.
Изучив тонкости ванной сварки, Вы можете попробовать выполнить ее самостоятельно. А если у Вас есть опыт таких работ, вы можете поделиться им в комментариях к этой статье.
Технология сварки арматуры ванным способом
Все строительные процессы имеют государственные стандарты, которые определяют, как их надо проводить. В стандартах четко обозначено, какие материалы должны использоваться, какие технологии и последовательность проводимых операций. Сварка арматуры – не исключение.

Для данного строительного процесса был разработан ГОСТ под названием «Соединения сварные арматуры и закладных изделий железобетонных конструкций». Стандарт введен в исполнении 1.07.92 г. под номером 14098-91. В нем есть две таблицы, определяющие требования ванной сварки арматуры, тема которой лежит в статье.
- В таблице под номером «1» обозначены виды сварки арматуры: стыковое, крестообразное, тавровое и нахлесточное. В стыковую категорию входит сварка при помощи ванночки или по-другому: инверторная форма. То есть, таким способом можно варить арматурные стержни, установленные стык в стык.
- В таблице №30, которая называется «Термины и Пояснения», дано понятие арматурной сварки ванным способом. В таблице написано, что ванная сварка – это процесс, при котором расплавление стыкуемых стержней происходит, в основном, за счет тепла ванны расплавленного металла.
Обратите внимание на слово – в основном – которое говорит о том, что не только расплавленный металл расплавляет арматурные стержни. Поэтому разберемся в технологии сварки арматуры ванным способом досконально.

Требования к технологии соединения ванным методом
Начнем с того, что сварка арматуры ванным способом – процесс, в котором кроме электродов и сварочного аппарата используется специальное приспособление сечением U-образной формы, изготовленное из низколегированной стали методом штамповки. Это первое.
Второе – размеры ванночки определяются диаметрами стыкуемой арматуры. Единственная стандартная величина – толщина используемой для изготовления ванночки стали, равная 6-8 мм. Сразу оговоримся, что приспособление является одноразовым. При окончании сварки оно остается на месте проведения стыковки арматуры, как неотъемлемая часть соединения. Таким образом ванночка дополнительно усиливает стык.

Надо добавить, что кроме стальных инверторных форм при сварке двух арматурных прутьев используют медные или графитовые. Оба варианта являются многоразовыми, то есть после окончания работ ванночки снимаются, очищаются, их снова можно использовать на другом стыке. Это большой плюс, но есть у этих форм большой минус – высокая цена. Поэтому чаще всего строители используют стальные формы.
Третье требование – стыковка двух концов арматуры производится по одной оси с допуском в пределах половины диаметра прутьев. Зазор между торцами – не больше 1,5 диаметра арматуры. При этом ванная сварка арматуры может быть использована и при горизонтально расположенном стыке, и при вертикально расположенном.
Внимание! В последнем случае к ванночке добавляется стальной ограничитель, который приваривается к форме снизу. Именно он не дает расплавленному металлу вытекать.
Четвертое – соединять таким методом можно прутки диаметром 20-100 мм, если применяется ручная сварка.
Пятое требование касается способов сварки. Здесь три позиции:
- ручная,
- автоматическая (используется специальное сварочное оборудование с автоматической подачей электрода и движением держателя электрода),
- полуавтоматическая (движение держателя ручное, подача электрода автоматическая).
Технология ванной сварки
Как и все процессы, технология ванной сварки делится на два этапа: подготовка и сама сварка.
Подготовительный процесс
Сюда входит две операции:
- Очистка концов арматурных стержней металлической щеткой до блеска. Основная задача – удалить участки ржавчины, грязи, краски и прочих материалов, препятствующих получить высокое конечное качество. Размер очистки – 30 мм (минимум) на каждом конце.
- Приварить к нижним плоскостям стыкуемых стержней точечной приваркой инверторную форму. Она будет создавать емкость, в которой будет собираться расплавленная сталь.
Основной этап
Сразу надо оговориться, что основной металл, который будет заполнять собой ванночку – сталь арматуры. Поэтому электрод подводят к торцу одного из стержней и начинают его расплавлять, двигая расходником по всей площади торца: круговыми движениями или из стороны в сторону. Затем работа переходит на противоположный торец соединяемой арматуры. И так поочередно до полного заполнения ванночки расплавленным металлом.
Внимание! Все движения должны быть легкими, потому что расплавка производится при высоких токах. К примеру, если используются электроды диаметром 7-8 мм, то к ним подается ток силой 400-450 ампер.
Сварка арматуры продолжается до тех пор, пока расплавленная сталь не закроет собой соединяемые стержни. На этом работа не заканчивается, надо правильно провести окончательные манипуляции, чтобы равномерно еще раз прогреть весь собранный в форме металл для равномерного его остывания. Просто электродом вращают между концами соединяемой арматуры, но не сильно. Теперь можно заканчивать процесс ванной сварки.
Даже самая небольшая по объему ванночка не заполниться металлом, если используется для расплавки один электрод. Как минимум, будет израсходовано 4-5 расходников. Поэтому сварщик, который выполняет данный вид сварки, должен обладать опытом и навыками, где основной – скорость замены электродов. На это выделяется не более 5 секунд. После этого временного периода сталь просто начнет застывать. И все проделанные манипуляции – ноль. Неравномерно остывающий металл – снижение качества соединения.
Сварка гребенкой и несколькими электродами
Этот способ называется многоэлектродной сваркой, где используется специальный держак, называемый гребенкой. В него вставляется сразу несколько электродов (3-5 шт.). Принцип расплавления арматуры здесь точно такой же, как и в случае с одним расходником. Но есть и свои особенности.
- Зажигают дугу электродов не об арматуру, а об металлическую ванночку, чаще о ее днище. Просто об один торец одновременно сразу несколько электродов не разжечь.
- Для упрочнения стыка электроды периодически опускают в расплавленный металл, чтобы прогреть его.
- Можно зазор между прутками арматуры не оставлять, прижимая их плотно друг к другу.
- При вертикальном расположении арматуры не стоит сильно отклонять электроды от перпендикулярности к оси соединения.
Этот способ при соединения арматуры внутри бетонных конструкций используется редко. Он непростой, не все сварщики им владеют. Лучше для этого использовать разъемные формы из меди или графита, что увеличивает себестоимость процесса.
Режим сварки
Ванная технология соединения арматуры чаще всего используется для стыковки прутьев большого диаметра. Поэтому режим сваривания – один из важных критериев добиться высокого качества стыка. В состав режима входят: диаметр электрода, сила тока, и все это зависит от диаметра свариваемых арматурных стержней. Зависимость здесь такая:
| Диаметр арматуры, мм | Диаметр электрода, мм | Сила тока, А |
| 20-25 | 5 | 230-260 |
| 36, 45 | 6 | 300-330 |
| 60 | 7 | 420 |
| 70 | 8 | 500 |
Так как сварка этого типа связана с использованием токов большой величины, то важная составляющая проводимого процесса – техника безопасности. Важно перед началом соединения арматуры с помощью ванной сварки удостовериться, что используемое оборудование, инструменты и приспособления находятся в технически исправном состоянии. Большое внимание надо уделить заземлению, спецодежде и сварочной маске. Обязательно места проведения сварки оборудуются первичными средствами пожаротушения.
Преимущества и недостатки ванной сварки арматуры
К преимуществам можно отнести:
- рациональный расход исходных материалов;
- высокое качество соединения;
- отточенная технология, которая позволяет добиться высокого качества;
- разнообразие инверторных форм, что позволяет сделать выбор точно под размеры арматуры.
Отрицательные стороны технологии:
- более требовательная подготовка, занимающая много времени, особенно это касается точного выставления концов двух соединяемых арматурных прутьев;
- большой расход стальных ванночек;
- высокая цена медных форм.
Итак, ванный способ соединения арматурных стержней, если его правильно проводить, это высокое качество конечного результата. Шов получается прочным и надежным. Место стыка гибким, как у сплошной арматуры, что позволяет выдерживать нагрузки на изгиб.

