Сварочные горелки для газовой сварки
Разновидности и устройство газовых горелок
Газовая горелка – один из главных инструментов мастеров сварки. Критерием качества номер один является стабильное и ровное пламя с нужным уровнем мощности.
Эта стабильность образовывалась за счет смешивания внутри устройства горючего газа и кислорода.
- Классификация газовых горелок
- С инжектором или без: как это работает?
- Горелки без инжектора
- Горелки с инжектором
- Как работать с газовой горелкой в процессе сварки?
- Популярные виды горелок для сварки
- Сварочная горелка для полуавтомата
- Горелка для аргонодуговой сварки
- Горелка для сварки типа ТИГ
- Горелка для точечной сварки
Классификация газовых горелок
Эти устройства на рынке представлены в нескольких широких и разнообразных линейках. Принцип работы у всех одинаковый, тем не менее каждая из моделей отличается рядом дополнительных технических характеристик.
Вот как подразделяются газовые горелки по своим функциональным критериям:
- Инжекторные горелки характеризуются особой подачей кислорода к месту возникновения пламени.
- Жидкостные модели, работающие не на газе, а на парах керосина или бензина.
- Универсальные приборы, которые годятся и для сварки, и для резки металла.
- Специализированные модели, выполненные для одной конкретной операции.
- Многопламенные горелки со специальными потоками пламени.
- Устройства с ручным или машинным управлением.
- Горелки с разной мощностью: малого, среднего и высокого уровня.
С инжектором или без: как это работает?
Существует два вида газовых горелок. Рассмотрим подробно каждый из них.
Горелки без инжектора
Эти газовые горелки работают на высоком давлении, имеют относительно простую конструкцию и чрезвычайно эффективны в использовании.
Вот в каком алгоритме происходит их функционирование:
- Поступление необходимого кислорода из воздуха происходит через специальные резиновые щели и вентиль, после чего поступает в смеситель.
- Функция смесителя – деление общего потока на мелкие струи, которые поступают в сопло. Таким же образом поток поступает в специальный вентиль.
- Смешивание газа с кислородом происходит с помощью циркуляции, чтобы быть на выходе максимально однородной.
- Мундштук на наконечнике обычно выполнен из долговечного металла – к примеру, меди. Смесь, нагретая до очень высокой температуры, выходит именно через него. Температура на выходе будет даже выше, чем температура плавления металлов.
Технические требования к данным устройствам простые и конкретные: газовый поток должен быть равномерным и иметь конкретную скорость, которую можно контролировать и которая будет очень точной.
Дополнительное требование относится к смеси: она должна полностью сгорать. Скорость газового потока должна быть достаточной для того, чтобы пламя не перебрасывалось на верхнюю часть прибора, что весьма и весьма опасно из-за высокого риска взрыва.
С другой стороны, скорость горячего газового потока не должна быть слишком высокой вследствие риска отрыва пламени от мундштука с его последующим затуханием.
Как высчитать оптимальную скорость выхода газового потока?
Нужно учитывать несколько факторов:
- состав горючей смеси;
- диаметр внутренней стенки сопла;
- техническое устройство мундштука.
Средняя скорость находится в пределах 70 – 150 м/сек.
Горелки с инжектором
В качестве горючих газов используются метан, кислород или ацетилен, которые закачиваются в смеситель с помощью инжектора. Это и есть технологическая особенность инжекторного семейства сварочных горелок.
Вот как работает конструкция с инжектором:
- Горючий газ закачивается в смесительную камеру инжектором.
- Кислород поступает из баллона туда же.
- После поступления в смеситель газ смешивается с кислородом воздуха.
- Полученная смесь поступает по трубе в мундштук.
- Давление газа из мундштука должно быть, как минимум 3,5 атмосферы.
У инжекторных моделей есть существенный технологический недостаток, о котором нужно постоянно помнить: смесь горючего газа с кислородом непостоянная, она все время меняет свой состав. Вследствие этого пламя такой газовой горелки по определению не может быть ровным и стабильным.
Используются такие газовые горелки очень широко, несмотря на низкое давление и довольно сложную конструкцию. В них встроена система охлаждения, так как из-за низкого давления сопло с мундштуком нагреваются очень сильно. Поэтому важнейшим моментом является контроль перегрева камеры, чтобы она не взорвалась.
Как работать с газовой горелкой в процессе сварки?
Горелки – отличные компаньоны в сварочных процессах автоматического или полуавтоматического типа. Как вы помните, при этих способах сварочная проволока подается автоматически, без помощи рук.
Таким образом, с помощью этих технологий можно добраться до самых труднодоступных участков сварки с минимальными усилиями. Дополнительное преимущество – это то, что практически не остается шлаком и другого мусора. Шов формируется быстро и весьма высокого качества.
Недостатки у данного метода тоже есть. К ним относится весьма недешевая стоимость как основных аппаратов, так и расходных материалов. Вся конструкция довольно тяжелая, которую сложно перемещать.
Этапы в действиях:
- Прежде всего – самая тщательная зачистка поверхностей соединяемых заготовок: ни грамма ржавчины или любого загрязнения. Чистим хорошенько – не тряпочкой, а металлической щеткой и насадками на шлифовальном аппарате.
- Обезжириваем те же поверхности для последующего плотного прилегания металла к металлу.
- Активация газовой горелки с одновременным запуском системы подачи проволоки электрода для старта главного процесса сварки.
- Установка оптимальной скорости подачи проволоки, которая обусловлена природой металлов другими входными факторами.
Перед работой нужно проверить целостность и функционирование инжектора. Это сделать просто: подключить кислородный шланг к ниппелю и поднять давление в аппарате до рабочего уровня.
При проходе кислорода через инжекторную систему в канале горючего газа должно сформироваться разрежение. Проверить его можно с помощью пальца: он будет присасываться к отверстию ниппеля. Если так, подключают и фиксируют оба шланга. После этого смесь поджигается и регулируется величина пламени.
Как только сварка произведена, вентиль баллона с ацетиленом перекрывается. Кислородный кран отключается только вторым. Такой порядок отключения нужно соблюдать в обязательном порядке. В противном случае пламя может ударить прямо в ацетиленовый шланг, что может вызвать взрыв.
Если делать все правильно, все риски оправдываются: шов получается надежным и долговечным.
Популярные виды горелок для сварки
Типы горелок, которые популярны среди сварщиков.
Сварочная горелка для полуавтомата
Основными критериями работы газовой горелки для полуавтоматической сварки являются вид разъема для включения в сварочный аппарат, номинальный сварочный ток и система охлаждения.
Охлаждение самого устройства в данном случае особенно важно. Такого рода модели особенно часто используются для работы в труднодоступных участках.
Полуавтоматическая сварка без применения газа включает в себя формирование сварочной ванны в месте сплавления металлов двух соединяемых заготовок не сопровождается защитой из инертных газов.
Полуавтоматическая модель имеет три составных элемента:
- сама горелка;
- ее шлейф;
- контактное соединение.
Суть ее работы – физическая связь со сварочным процессом. Подача металлической присадочной проволоки жидкости из системы охлаждения происходит по шлейфу горелки. Такой же путь у сварочного тока, защитного газа или флюса вместо него.
Контактное соединение как элемент горелки необходим для подключения источника сварки и сварочной горелки.
Важная часть – рукоятка устройства. Обычно ее делают из литого материала с хорошей изоляцией. Что же касается наконечников или мундштуков, то их делают из бронзы, разных сплавов меди или неплавящегося вольфрама. Самые качественные – медные и вольфрамовые мундштуки: они самые долговечные и имеют длинный срок использования.
Горелка для аргонодуговой сварки
Нет нужды подтверждать востребованность аргоновой сварки – она была и есть чрезвычайно популярной. По большей части она используется для соединения заготовок из таких металлов как серебра, чугуна и, что особенно ценно, алюминия. Преимуществ у технологии немало, но главное – великолепный и долговечный шов.
У аргоновой горелки есть некоторые нюансы: она работает по своему принципу. Дело в том, что у нее совмещаются принципы аргоновой и дуговой сварки.
Источник питания – это обыкновенный электрический разряд, а аргон или другой инертный газ выполняет роль мощной защиты от проникновения и воздействия кислорода. Потому что вес аргона больше веса кислорода. Электроды при таком способе выбираются вольфрамовые, неплавящиеся.
Сварочная горелка для аргонодуговой сварки может различаться по нескольким параметрам:
- мощности горения;
- типу системы охлаждения горелки;
- типу управления пламенем и другими показателями;
- длине электрического кабеля;
- типу подключения к аппарату сварки.
Тип охлаждения в таких устройствах бывает двух типов: воздушный или водяной. Тип управления тоже делится на три варианта: вентильный, с помощью кнопок или универсального характера.
Конструкция устройства простая: специальный шланг для инертного газа, силовая жила и специализированной составной рукоятки. Модель с водяным охлаждением снабжена дополнительным шлангом для воды или другой жидкости.
Рукоятка аргоновой горелки устроена следующим образом: сопло из керамических материалов, цанги, ее корпуса и каппы одного из двух видов – длинной или короткой.
Горелка для сварки типа ТИГ
Устройство этого вида выполняет функцию держателя электрода. Здесь также используется защитный газ. В отличие от других видов горелок здесь нет специального канала для подачи присадочной проволоки, которая подается ручным способом.
Устройство горелки для TIG сварки.
Составные части горелки ТИГ следующие:
- электрод;
- корпус;
- втулка для уплотнения;
- корпус этой втулки;
По ходу процесса сварки электрод помещается в щиток корпуса горелки через втулку, которая хорошо его фиксирует. Щиток для электродов нужно повернуть для закрепления. Держать горелку во время работы нужно под углом не больше 40° по отношению к вертикали.
Данная технология особенно широко применяется в кузовных работах и специальных ремонтных мероприятиях в автомастерских высокого профессионального уровня и с широким спектром услуг. Также он хорош при разного рода строительно-монтажных работах.
Горелка для точечной сварки
У этих моделей множество достоинств и преимуществ перед другими вариантами. Начать нужно с того, что сварочное оборудование здесь работает в разных режимах. И действие устройства также напоминает металлическое соединение в виде точек, а заготовки соединяются с помощью сварочного шва внахлест.
Особенные характеристики точечного способа носит сплошь позитивный оттенок: это и простота исполнения всех операций, и сварочный шов высокого качества, и возможность варить заготовки с разной толщиной кромок.
Инструменты точечной сварки.
Точки на шве фиксируются только на одной стороне, так что эстетические потери здесь минимальные.
Технология очень востребована в чрезвычайно ответственных областях работы с металлами: самолетостроение, приборостроение и другие высокотехнологичные отрасли.
В данной статье перечислены далеко не все возможности и модели горелок из тех, что имеются на современном рынке. Разные технологии предполагают выбор среди разных моделей и марок производителей.
Существуют модели специальных горелок для сварки алюминия или соединения пластмасс. Выбор правильной модели должен быть осознанным и без суеты. Нужно не забыть учесть множество деталей и нюансов: к примеру, разъем для подключения, условия применения при высокой влажности и многое другое.
Помимо промышленных вариантов на рынке имеется большая отдельная группа устройств для специализированных работ и отраслей, название такому устройству – мини газовая горелка. Она применяется в областях, весьма далеких от промышленного производства: от ювелирного дела до стоматологии.
Горелки для газовой сварки
Горелка — устройство, предназначенное для получения устойчиво горящего пламени необходимой тепловой мощности, размеров и формы. Конструкция горелок обеспечивает смешение горючих газов и кислорода в требуемых соотношениях и плавное регулирование мощности пламени и состава горючей смеси. Все существующие конструкции газопламенных горелок можно классифицировать следующим образом:
- • по способу подачи горючего газа в смесительную камеру — инжекторные и безынжекторные;
- • мощности пламени — микромощные (10—60 л/ч ацетилена), малой мощности (25—400 л/ч ацетилена), средней мощности (50—2800 л/ч ацетилена) и большой мощности (2800—7000 л/ч ацетилена);
- • назначению — универсальные (сварка, резка, пайка, наплавка, подогрев) и специализированные (только сварка или только подогрев);
- • числу рабочего пламени — одно- и многопламенные;
- • способу применения — для ручных способов газопламенной обработки и для механизированных процессов.
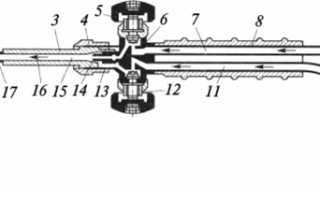
Для сварки чаще всего применяют однопламенные инжекторные горелки, работающие на смеси ацетилена с кислородом. Кислород в инжекторной горелке через ниппель 2 (рис. 3.18) проходит под давлением 0,1—0,4 МПа (1—4 кгс/см 2 ) и с большой скоростью выходит из центрального канала инжектора 13. При этом струя кислорода создает разрежение на выходе ацетиленовых каналов, за счет которого ацетилен инжектируется (подсасывается) в смесительную камеру 16, откуда образовавшаяся горючая смесь направляется в мундштук 1 и на выходе сгорает. Инжекторные горелки (например, типа Г-4) нормально работают при давлении поступающего ацетилена 0,001 МПа (0,01 кгс/см 2 ) и выше.

Рис. 3.18. Схема инжекторной горелки:
- 1 — мундштук ацетиленокислородной горелки; 2 — ниппель наконечника;
- 3 — сменный наконечник для ацетиленокислородной горелки; 4— зазор между стенками смесительной камеры и корпусом; 5 — регулирующий кислородный вентиль; 6 — корпус; 7 — кислородная трубка; 8 — рукоятка;
- 9,10,19— штуцеры; 11 — трубка горючего газа; 12— регулирующий вентиль горючего газа; 13 — инжектор; 14 — канал малого сечения;
- 15— канал смесительной камеры; 16 — смесительная камера; 17—трубка горючей смеси; 18— подогреватель; 20, 21 — боковые отверстия в штуцере; I — сменный наконечник для ацетиленокислородной горелки; II — то же для пропан-бутан-кислородной горелки
Повышение давления горючего газа перед горелкой облегчает работу инжектора и улучшает регулировку пламени, хотя при этих условиях приходится прикрывать вентиль горючего газа на горелке, что может привести к возникновению хлопков и обратных ударов пламени. Поэтому при использовании инжекторных горелок рекомендуется поддерживать перед ними давление ацетилена (при работе от баллона) в пределах 0,02—0,05 МПа (0,2—0,5 кгс/см 2 ). Преимущество инжекторных горелок — возможность устойчивой работы даже при малом давлении горючего газа.
Горелки снабжают набором сменных наконечников различных номеров, различающихся расходом газов и предназначенных для сварки металла различной толщины. Номер наконечника выбирают в соответствии с толщиной свариваемого металла и требуемым расходом ацетилена в дециметрах кубических в час на 1 мм толщины.
Менее универсальны безынжекторные горелки (рис. 3.19), в которых горючий газ и кислород подаются под одинаковым давлением 0,05—0,10 МПа (0,5—1 кгс/см 2 ), что обеспечивает постоянный состав смеси в течение всего времени работы горелки (например, типа ГАР). Для точного регулирования давления газов вентили этих горелок снабжены игольчатыми шпинделями. Безынжекторные горелки не могут работать на горючем газе низкого давления. Однако они обеспечивают постоянный состав горючей смеси во время работы и просты по конструкции.

Рис. 3.19. Схема безынжекторной горелки:
- 1 — мундштук; 2 — трубка наконечника; 3 — вентиль кислорода;
- 4 — ниппель кислорода; 5 — ниппель ацетилена; 6 — вентиль ацетилена
Горелки для горючих — заменителей ацетилена можно подразделить на следующие группы;
- • горелки с подогревом горючей смеси до ее выхода из мундштука;
- • обычные горелки для ацетиленокислородной сварки, укомплектованные инжекторами, смесительными камерами и мундштуками с расширенными проходными сечениями;
- • камерно-вихревые горелки;
- • горелки, работающие на жидком горючем.
Камерно-вихревые горелки используются для газопламенной обработки — нагрева, пайки, сварки пластмасс, т.е. где не требуется высокой температуры ацетиленокислородного пламени.
Горелки, работающие на жидком горючем, рекомендуются для подогрева, сварки, правки, наплавки и пайки черных и цветных металлов. Поэтому подробно в данном учебнике их конструкцию рассматривать не будем.
Горелки для пропанобутановой смеси и для других газов — заменителей ацетилена — отличаются от ацетиленовых горелок тем, что они снабжены устройством для подогрева смеси горючего газа с кислородом до выхода ее из канала мундштука (рис. 3.20) (например, типа ГЗУ-З-02). Подогреватель 3 ввинчивается между трубкой 5 горючей смеси и мундштуком 1 горелки, через его отверстия 4 (сопла) часть горючей смеси выходит наружу еще до мундштука. При работе горелки пламя 6 от сгорания этой части смеси обволакивает мундштук 1 и подогревает до температуры 300—350 °С проходящую через него основную часть смеси. В результате скорость сгорания газа и температура сварочного пламени повышаются. Это увеличивает эффективную мощность пламени и производительность процесса обработки металла. Каждая горелка укомплектована набором наконечников, позволяющих задавать необходимый расход газа и регулировать мощность пламени.

Рис. 3.20. Наконечник с подогревателем для сварки на пропан-бутане:
- 1 — мундштук; 2 — подогревающая камера; 3 — подогреватель;
- 4 — сопла подогревателя; 5 — трубка горючей смеси; 6 — подогревающее пламя
Исправная, правильно собранная и отрегулированная горелка должна давать нормальное устойчивое сварочное пламя. Если горение неровное, пламя отрывается от мундштука, гаснет или дает обратные удары и хлопки, следует тщательно отрегулировать вентилями подачу кислорода и ацетилена. Если после регулировки неполадки не устраняются, то причиной их являются неисправности в самой горелке: неплотности в соединениях, повреждение выходного канала мундштука или инжектора, неправильная установка деталей горелки при сборке, засорение каналов, износ деталей и т.д.
Перед началом работы проверяют исправность горелки. Для проверки инжектора на кислородный ниппель надевают шланг, а в корпус горелки вставляют наконечник, накидную гайку которого плавно затягивают ключом.
Установив давление кислорода в соответствии с номером наконечника, пускают в горелку кислород, открывая кислородный вентиль. В ацетиленовом ниппеле горелки должно образоваться разрежение, которое легко обнаружить, приложив к отверстию ниппеля палец, который должен присасываться. Если подсос есть, горелка исправна.
При отсутствии подсоса следует проверить:
- • достаточно ли плотно прижимается инжектор к седлу корпуса горелки. При обнаружении неплотности следует сместить инжектор до упора его в седло при вставленном в ствол наконечнике;
- • не засорены ли каналы мундштука, смесительной камеры и ацетиленовой трубки. При засорении необходимо прочистить каналы тонкой медной проволокой и продуть.
После проверки горелки следует присоединить оба шланга, закрепить их на ниппелях хомутиками и зажечь горючую смесь.
Если при зажигании смеси горелка дает хлопок или при полном открытии ацетиленового вентиля в пламени не появляется избытка ацетилена (черная копоть), необходимо проверить, хорошо ли затянута накидная гайка наконечника, достаточно ли давление кислорода и нет ли препятствий поступлению ацетилена в горелку (вода в шланге, перегиб шланга, придавливание шланга деталями, перекручивание шланга и т.д.).
При прекращении работы горелки, а также при частых хлопках или обратных ударах необходимо закрыть сначала ацетиленовый вентиль, затем — кислородный.
Иногда частые хлопки и обратные удары вызываются перегревом мундштука после продолжительной работы. В этом случае необходимо погасить пламя горелки в упомянутом порядке и охладить мундштук горелки в подручном сосуде с водой.
Инжекторная горелка нормально и безотказно работает, если соотношение диаметров каналов инжектора, смесительной камеры и мундштука выбраны правильно.
Если мундштук обгорел, с забоинами и отверстие его сильно разработано, следует конец мундштука аккуратно опилить мелким напильником, слегка зачеканить или осадить ударами молотка, а затем прокалибровать сверлом соответствующего диаметра. Поверхность мундштука необходимо заполировать.
Пропуск газа через сальники вентилей горелки устраняется заменой набивки сальников или подтягиванием гаек сальников.
Горелки сварочные
Сварочная горелка предназначена для регулируемого смешивания горючего газа с кислородом и получения устойчивого сварочного пламени требуемой мощности. При газовой сварке сварочный пост комплектуется кислородным баллоном, баллоном с горючим газом (ацетилен или пропан), двумя редукторами, рукавом диаметром 6,3мм или 9мм, двумя огнепреградительными клапанами КОК и КОГ, для защиты от обратного удара пламени и непосредственно самой сварочной горелкой.
Горелки делятся по типу применяемого горючего газа, толщине свариваемого метала и комплектуются различными видами наконечников.
Ацетиленовые газовые горелки средней мощности
(расход ацетилена от 50 до 2500 литров в час, кислорода от 65 до 3000 литров в час)


Ацетиленовые газовые горелки малой мощности
(расход ацетилена от 25 до 700 литров в час, кислорода от 35 до 900 литров в час)




Пропановые газовые горелки


Горелки типа Г3, Г2, Г2 Малютка, ГЗУ предназначены для ручной сварки, подогрева, пайки цветных и черных металлов и других видов газопламенной обработки металла путем сжигания смеси пропан-бутана с кислородом или ацетилена с кислородом. Пропановые газовые горелки имеют небольшой вес от 300гр до 500гр. От выбранного наконечника зависит толщина свариваемого металла и расход сварочной смеси.
Газовоздушные горелки
Газовоздушные горелки предназначены для оплавления битумных рулонных материалов при кровельных и гидроизоляционных работах, сушки литейных форм, нагрева изделий из черных и цветных металлов и т.д.





Что такое газовая горелка
Горелка — устройство для смешения воздуха (или кислорода) с газообразным топливом и обеспечивающее устойчивое сгорание топливо-кислородной смеси с возможностью регулирования процесса горения факела.
По способу смешивания топлива и окислителя горелки подразделяются на внутреннего и наружного смешивания. В горелках внутреннего смешивания топливо и окислитель смешиваются в камере предварительного смешивания корпуса горелки, а в горелках наружного смешивания — в мундштуке.
Конструкция
Горелка состоит из ствола с запорно-регулировочными вентилями, съемных присоединительных ниппелей для крепления резиновых газоподводящих рукавов, сменных наконечников, имеющих мундштук и дозирующее устройство для пропуска газов в смесительную камеру с удлинительной трубкой, смесителя газов в наконечнике или стволе горелки. Пуск, регулирование расхода газов и прекращение их подачи осуществляется при помощи запорно-регулировочных вентилей вручную.
Особенности подключения
Перед подключением горелки к сварочному посту необходимо обязательно перекрыть запорно-регулировочные вентили горелки и только потом открывать вентили на баллонах. При открытых вентилях на баллонах сначала открывают вентиль для горючего газа на горелке и поджигают газ, а потом постепенно открывают кислородный вентиль до получения нужного для сварки состава пламени.
Где купить
Газовую горелку и оборудование для газовой сварки можно купить на одном из наших складов в Москве или в интернет-магазине компании. Получить заказ можно либо заказав доставку, либо самовывозом в рабочее время. Все склады работают по рабочим дням с 9-00 до 17-00, а в субботу с 10-00 до 14-00.
Доставка
При заказе товара общей массой до 6 кг стоимость доставки составляет 400 руб, заказать такую доставку можно выбрав газовую горелку и другое сварочное оборудование в разделе Каталог.
Стоимость доставки превышающей 6 кг зависит от Вашего местоположения. Обычная доставка по Москве стоит от 1 200 руб. Доставку можно заказать по телефону: +7 (495) 921-34-24. Заказ доставки работает по рабочим дням с 9-00 до 17-00, в субботу с 10-00 до 14-00, а на сайте — круглосуточно.
Сварочные горелки
Предназначена для полуавтоматической сварки плавящимся электродом (сварочной проволокой) в среде защитных газов (MIG/MAG) во всех пространственных положениях.
Горелка Сварог TS 26F (M12x1) 4м IOI6906 предназначена для аргонодуговой TIG сварки неплавящимся вольфрамовым электродом.
Горелка MS 36 для полуавтоматической сварки (MIG/MAG) аппаратами Сварог Сварочные горелки «Сварог» серии MS предназначены для полуавтоматической сварки в среде защитных газов (MIG/MAG).
Горелка MS 450 для полуавтоматической сварки (MIG/MAG) аппаратами Сварог Сварочные горелки «Сварог» серии MS предназначены для полуавтоматической сварки в среде защитных газов (MIG/MAG).
Аналог горелки Trafimet SK1802-00 Горелки для аргонодуговой сварки, производства группы компаний «Аврора» отличаются от конкурентов высоким запасом прочности и удобством эргономичной рукоятки, которая была разработана инженерами для продолжительных и тонких работ в любой плоскости.
Сварочная горелка MS 25 RH с поворотным гусаком предназначена для полуавтоматической сварки в среде защитных газов (MIG/MAG).
Резак CS 50 предназначен для воздушно-плазменной резки.
Плазмотрон CUT-120М PRO (Ц.А.) мех.резка 6м предназначен для работы в системах механизированной плазменной резки с максимально высокой загрузкой. Благодаря пневматическому поджигу имеет увеличенный ресурс расходных частей.
Сварочная горелка для ручной аргонодуговой сварки неплавящимся электродом в среде защитного инертного газа.
Горелка ST 18 с кабелем 4м, подходит для аппаратов BEST TIG 322, 422, 252, KING TIG 280/1, 280/1 Aqua.
Сварочная горелка FUBAG FB 250 разработана совместно с мировым лидером в производстве профессиональных горелок — немецкой компанией «TBi Industries» и производится в Германии.
Горелка КЕДР Mig-36 (евроразъем) используется в полуавтоматической сварке в среде защитных газов.
Горелка Сварог TS 26 (M12x1) 4м IOW6906 предназначена для аргонодуговой TIG сварки неплавящимся вольфрамовым электродом.
Вентильная горелка для аргонодуговой сварки TIG TP 17V (M12×1) с воздушным охлаждением. Возможно подключение к аппаратам MMA сварки с функцией LIFT TIG через ОКС 16-25 или ОКС 35-50.
Диаметр проволоки 0.
Горелки для аргонодуговой сварки, производства группы компаний «Аврора» отличаются от конкурентов высоким запасом прочности и удобством эргономичной рукоятки, которая была разработана инженерами для продолжительных и тонких работ в любой плоскости.
Полуавтоматическая горелка MIG MP 24 с воздушным охлаждением. Подключается ко всем сварочным аппаратам с Евроадаптером.
Горелка TIG INTER TIG 200 AC/DC P (10052) Inn для AuroraPRO INTER TIG 200 AC/DC PULSE.
Сварочная горелка для полуавтоматической сварки типа Spool Gun имеет встроенный механизм подачи сварочной проволоки и предназначена для полуавтоматической сварки в среде защитных газов, углеродистой, нержавеющей, алюминиевой и порошковой самозащитой сварочной проволокой.
Горелка Сварог TS 26V (M12x1) 4м IOC9906 предназначена для аргонодуговой TIG сварки неплавящимся вольфрамовым электродом.
Горелка предназначена для сварки неплавящимся (вольфрамовым) электродом в среде инертных газов. Рекомендуется для оснащения сварочных аппаратов с возможностью аргонодуговой сварки неплавящимся электродом. Оборудована вентилем подачи газа. Охлаждение воздушное. Окончание шлейфа евроразъем (СКР).
Горелка КЕДР Mig MAXI-450 (евроразъем) используется совместно с аппаратами серии MIG.
Горелка Aurora Polo 160 (R-11-030101-46-00) — это запасная горелка для аппарата AURORA POLO 160.
Сварочная горелка MMG 22 предназначена для полуавтоматической сварки MIG-MAG в защитном газе.
Горелка MS 25 для полуавтоматической сварки (MIG/MAG) аппаратами Сварог Сварочные горелки «Сварог» серии MS предназначены для полуавтоматической сварки в среде защитных газов (MIG/MAG).
Горелка SRT-26V предназначена для аргонодуговой сварки хорошо подходит для сварки углеродистой и легированной стали, для первых проходов при сварке труб, а так же в тех случаях, где важен хороший внешний вид сварочного соединения. Сварка обычно производится на постоянном токе прямой полярности (исключение — сварка на переменном токе алюминия и магния). Горелка подключается к минусовой клемме аппарата, шланг подключается к выходу редуктора газового баллона. Поток защитного газа регулируется при помощи вентиля, расположенного на горелке.
Горелка TW 160 с кабелем 2 м, подходит для аппаратов COMBI 4.
Горелка Ergoplus 15 осуществляет подачу токоведущей электродной проволоки диаметром 0,6-1,0 мм и защитного газа в зону сварки.
Горелка TIG IRONMAN 315 AC/DC Pulse (Inn) для AuroraPRO IRONMAN 315 AC/DC PULSE.
Горелка КЕДР AUTO MIG-500 (евроразъем) — мощная горелка для автоматизированного процесса сварки, как вариант, с использованием сварочных кареток.
Горелка Сварог TS 25 (M12x1, 1/4G, 3/8G) 4м IOJ6906 предназначена для аргонодуговой TIG сварки неплавящимся вольфрамовым электродом.
Lincoln Electric WTT2 18W — сварочная горелка для аргонодуговой сварки с жидкостным охлаждением.
Предназначенa для ручной дуговой сварки неплавящимся электродом в среде инертных газов (Ar, He) низколегированных и нержавеющих сталей, сплавов никеля, меди, а также алюминиевых сплавов на переменном токе с использованием осциллятора.
Горелка Сварог SUPER TS 18 (M12x1,1/4G,3/8G) 4м IOB66906-00 предназначена для аргонодуговой TIG сварки неплавящимся вольфрамовым электродом.
Плазменный резак Ergocut A 101 (CA) 6m
Горелка КЕДР Mig-500 (евроразъем) — одна из самых востребованных горелок для полуавтоматической сварки.
Сварочная горелка FUBAG FB 360 разработана совместно с мировым лидером в производстве профессиональных горелок — немецкой компанией «TBi Industries» и производится в Германии.
Горелка сварочная MIG-140V 2,5м со встроенным газовым клапаном, предназначена для подключения к небольшим сварочным аппаратам со сварочным током до 160А.
Горелка MS 25 для полуавтоматической сварки (MIG/MAG) аппаратами Сварог Сварочные горелки «Сварог» серии MS предназначены для полуавтоматической сварки в среде защитных газов (MIG/MAG).
Надежные автоматические плазмотроны TBi в верхнем диапазоне мощности дополнены моделью с водяным охлаждением.
Аналог горелки Trafimet SL1801-03 Горелки для аргонодуговой сварки, производства группы компаний «Аврора» отличаются от конкурентов высоким запасом прочности и удобством эргономичной рукоятки, которая была разработана инженерами для продолжительных и тонких работ в любой плоскости.
Сварочная горелка FB 150 mini предназначена для использования со сварочными аппаратами для сварки различных материалов и деталей.
Горелка плазменная механизированная STM-70 используется в аппаратах воздушно-плазменной резки Helvi РС 55 при интеграции в составе комплексов автоматизированной плазменной резки с ЧПУ.
Резак CS 81 предназначен для воздушно-плазменной резки.
Диаметр проволоки 0.
Функциональные и эргономичные горелки TBi для сварки TIG с большим диапазоном опций.
Устройство и классификация сварочных горелок

Для сварки металлов наравне с самим аппаратом важную роль играет сварочная горелка. От неё напрямую зависит качество конечного результата, безопасность процесса и уровень производительности.
Горелка для полуавтомата обычно поставляется в комплекте со сварочным аппаратом. Хороший производитель сразу подбирает оптимальный вариант. Но это расходник, который периодически изнашивается и требует замены. Выбор новой осложняется большим количеством нюансов, в которых бывает не просто разобраться.
Зачем нужна сварочная горелка
Без горелки можно обойтись разве что выполняя сварку ручным дуговым методом (ММА). В остальных случаях – это главный инструмент сварщика. Он применяется во всех типах сварочных процессов, где требуется наличие газа:
MIG/MAG (в защитной газовой среде);
Главное её назначение заключается в смешивании и подаче защитного или горючего газа в рабочую зону, формировании устойчивого пламени. При этом силу горения можно регулировать.
Разбираемся в устройстве
Сварочные горелки для каждого из типов сварки могут иметь присущие только им конструктивные особенности. Но в целом их устройство идентично: сама горелка (гусак), рукав (шлейф) и контактный элемент.
Инструмент для газовой сварки максимально просто устроен. С тыльной стороны рукоятки два штуцера, к которым подключаются шланги. Подача газов регулируется вентилями. Внутри есть смесительная камера. К рукоятке посредством накидной гайки крепится наконечник. И завершает конструкцию мундштук, через который выходит пламя.
Горелка для сварочного полуавтомата отличается тем, что кроме газа, в неё по шлейфу подаётся ещё и ток, а также сварочная проволока. В мощных устройствах есть каналы для жидкостного охлаждения.
Принцип работы сварочной горелки
Это оборудование имеет простой принцип действия: газы через регулирующие вентили подаются в смеситель, после чего под давлением выходят наружу через сопло. Горящий газовый поток должен иметь определённую скорость – 70-150 м/сек. Превышение этого значения приводит к тому, что пламя отрывается от мундштука и затухает. А если скорость газа будет слишком низкой – огонь может переброситься внутрь инструмента, что чревато взрывом. Поэтому важно, чтобы горение происходило в заданных режимах.
В устройствах типа MIG/MAG или TIG процесс формирования шва происходит не под температурным воздействием пламени, а посредством электрической дуги. Но газ тоже присутствует и служит для формирования защитной среды вокруг сварочной ванны.
Классификация сварочных горелок
Правильно подобранная горелка для сварки позволяет максимально эффективно выполнять сварку металлов, обеспечивает комфорт и безопасность рабочего. Чтобы купить инструмент чётко под свои нужды, необходимо знать его классификацию и конструктивные особенности. Внешняя простота этих изделий обманчива; если копнуть глубже, то у неподготовленного человека может закружиться голова от разнообразия их видов:
С инжектором и без.
Газовые и жидкостные.
Универсальные и специализированные.
Однопламенные и многопламенные.
Ручные и машинные.
С разной мощностью пламени.
Кроме этого для каждого типа сварки (полуавтомат или ручная подача присадочного прутка, MIG/MAG или TIG, газовая сварка) требуется устройство определённой конструкции. Поэтому, прежде чем отправиться за покупкой, полезно ознакомиться с классификацией оборудования.
Газовые горелки
Горелки для газовой сварки по принципу работы бывают инжекторными и безинжекторными (диффузионными), а также отличаются по применяемому газу и по мощности.
Мощностные характеристики
Возможности газовой горелки и область её применения во многом зависят от её мощности. Этот показатель регулирует ГОСТ 1077-79, согласно которому оборудование делится на 4 типа:
Микромощность (r1) – горелки безинжекторного типа со штуцером размером М12х1,25. Применяют для сварки металла толщиной от 0,1 до 1 мм, а также для пайки.
Малая мощность (r2) – горелки инжекторного и безинжекторного типа со сменными штуцерами (наиболее популярны наконечники с размерами М12х1,25 и М16х1,5). Это распространённый вариант, хорошо подходящий для домашнего использования и небольших мастерских. Толщина свариваемых изделий от 0,3 до 10 мм.
Средняя мощность (r3) – здесь также возможно применение инжекторных и безинжекторных механизмов. Размер наконечника М16х1,5. Варят металл толщиной 0,5-35 мм. Чаще используются в промышленных условиях.
Большая мощность (r4) – горелки только инжекторного типа со штуцером М16х1,5. Сваривают толстостенные конструкции от 40 до 85 мм.
Безинжекторные горелки
Диффузионные модели предельно просто устроены. Кислород и горючий газ подаются в смесительную камеру с одинаковым давлением по отдельным каналам. Перед входом в смеситель потоки разделяются на несколько тонких струй. Это создаёт дополнительные завихрения и способствует лучшему смешиванию. Получившаяся смесь устремляется далее и выходит из наконечника.
Безинжекторные горелки имеют свои плюсы: можно отдельно регулировать подачу каждого из компонентов, точно изменяя температуру пламени на выходе, для работы не требуется высокое давление. К минусам можно отнести неполное сгорание газа и небольшой КПД, риск попадания пламени внутрь форсунки с последующим взрывом держателя.
Инжекторные
В инжекторных моделях можно регулировать лишь давление кислорода. Он подаётся в смесительную камеру с большой скоростью мимо отверстий для поступления горючего газа. При этом создаётся разряженная зона низкого давления, под действием которой горючий газ устремляется в смеситель вслед за кислородом. А дальше по наконечнику смесь выходит наружу. Благодаря этому компоненты перемешиваются тщательно, а горение проходит с более высокой температурой. Пламя вырывается из форсунки с большей скоростью, что предотвращает его попадание внутрь. Недостаток заключается в неравномерном горении, из-за того, что невозможно точно отрегулировать соотношение компонентов.
Различия по применяемому газу
В сварочном процессе могут применяться три разных типа газовой смеси. Для каждого из них требуется своя горелка:
1. Для ацетиленовой сварки. Основное применение – сварка, пайка и подогрев металлов. Температура пламени – около 3200 °С. Можно варить чёрные металлы небольшой толщины. Работа с высококачественной легированной сталью тоже возможна, но качество будет низким.
2. Пропано-кислородные. Из-за низкой температуры горения пропана (2000-2100 °C) варить ими чёрный металл затруднительно, но возможно, если толщина материала до 3 мм и неважно качество соединения. Такие горелки лучше подходят для пайки с использованием высокотемпературного припоя.
3. Для газовоздушной пропановой сварки. Это горелки инжекторного типа для работы с пропан-бутановой смесью. Варить и паять ими не получится. Основное предназначение – нагрев неметаллических и металлических материалов. Например, при укладке кровли или нагрев труб для их последующего сгибания. Они делятся на однопламенные и многопламенные (с несколькими соплами).
Горелки для полуавтомата (MIG/MAG)
Процесс сварки типа MIG/MAG осуществляется плавким электродом в среде защитного газа. Горелка состоит из трёх основных элементов: рабочая часть – гусак, кабель и контактный разъём, который служит для подключения к сварочному аппарату. По рукаву в рабочую часть подаётся проволока, газ и электрический ток. Гусак выполнен в форме пистолета с кнопкой активации.
При выборе горелки для полуавтоматической сварки следует учитывать ряд факторов: силу тока, длину рукава, тип охлаждения, эргономику и удобство в обслуживании.
С первым параметром всё предельно понятно, важно лишь знать, на какой максимальный ток рассчитан Ваш сварочный аппарат, и выбрать оборудование в соответствии с этим показателем.
Длину рукава подбирают исходя из собственных предпочтений и задач. Кто-то считает, что чрезмерно длинный шлейф способствует энергопотерям, отдавая предпочтение коротким. Другим же наоборот важен запас длины для большей мобильности.
Тип охлаждения бывает воздушный и жидкостный. Первый подходит для сварки небольшими токами (до 250 А). С более мощными сварочными аппаратами предпочтительней жидкостное охлаждение.
Эргономику каждый выбирает под себя. Важно, чтобы инструмент удобно лежал в руке и был хорошо сбалансирован.
Основная нагрузка приходится на рабочий край горелки. Для удобства обслуживания наконечник с соплом и диффузором делают съёмными. Это даёт возможность работать с проволокой разной толщины, облегчает их чистку или замену.
Для аргонодуговой сварки (TIG)
Аргоновая сварка также проходит в среде защитного газа, но используется тугоплавкий электрод, а формирование шва происходит за счёт присадочного материала. Здесь не требуется устройство для подачи электрода, он закреплён неподвижно в центре форсунки. Факторы, на которые стоит обратить внимание при выборе, здесь такие же, как в случае с полуавтоматом. Кроме этого, существуют вентильные TIG-горелки, позволяющие контролировать подачу газа. Удобно, если горелка для аргонодуговой сварки оснащена триггером, с помощью которого можно активировать подачу газа в необходимый момент.
Правила использования горелок для сварки
Первым делом необходимо зачистить свариваемые участки для обеспечения лучшего соединения и подобрать подходящую присадочную проволоку. Далее на сварочном аппарате предварительно регулируется сила тока и скорость подачи проволоки. После настраивается скорость газовой смеси. Этот параметр подбирается опытным путём или с помощью выбора встроенной программы. Теперь можно приступать непосредственно к сварке.
Факел и присадочная проволока направляются в начало шва. По мере образования сварочной ванны горелка перемещается вперёд. Делая вертикальные швы, выбирайте направление снизу вверх. Так будет легче контролировать процесс, а поверхность после застывания получится менее деформированной. При этом подача газа должна быть выше примерно на 30 % в сравнении с горизонтальным процессом.
Важные нюансы
Работа с газом требует высокой квалификации сварщика, знание и соблюдение правил безопасности. В применении газовых горелок есть множество нюансов, приведём самые важные из них:
1. Для начала работы первым пускается горючий газ и только потом кислород. Чтобы погасить горелку, наоборот: сначала перекрывается кислород, а затем горючий газ.
2. Газовые горелки бывают 2-тактными и 4-тактными. В первом случае для активации необходимо нажать и удерживать клавишу пуска. Отпускаете – работа прекращается. Принцип работы 4-тактной горелки другой: короткое нажатие кнопки включает подачу газа и активирует процесс сварки, при повторном коротком нажатии газ перестаёт поступать.
3. Диаметр проволоки в полуавтоматической горелке должен точно соответствовать диаметру её направляющей внутри сопла.
Правильный выбор
Любые работы с использованием газа относятся к разряду опасных. Поэтому очень важно внимательно относиться к выбору газосварочного оборудования. Никогда не пренебрегайте правилами техники безопасности и выбирайте оборудование только от проверенных производителей.
Компания «Кедр» завоевала особое уважение среди сварщиков-профессионалов, благодаря характеристикам и качеству своей продукции. В производстве используются только долговечные материалы, соответствующие всем современным требованиям. На сайте https://kedrweld.ru можно заказать сварочные горелки и все сопутствующие им комплектующие по ценам от производителя. Доставка возможна не только для жителей столицы, но и для всех регионов России.
В каталоге товаров компании представлены горелки для полуавтоматов, а также для аргонодуговой сварки, отвечающие самым высоким параметрам безопасности. Квалифицированные менеджеры знают все нюансы работы со сварочным оборудованием и всегда готовы сделать так, чтобы Ваша покупка оказалась максимально полезной.