
Сварка ПНД листов своими руками
Как спаять полиэтилен?

- Способы
- Оборудование
- Этапы работ
- Контроль качества
Один из наиболее известных способов соединения полиэтилена – его сварка. Данный способ является самым эффективным и востребованным. Сварку возможно производить благодаря способности полиэтилена под воздействием температуры изменять свое состояние от твердого до жидкого (термопластичность) и прочности материала. Сварка листового полиэтилена (иногда его называют целлофан, это неправильно) совершается под углом 90° либо встык.


Способы
Соединение отдельных элементов полиэтилена производится посредством их нагрева до температуры плавления с параллельным сдавливанием. Слои спаиваются, образуя сварной шов. После охлаждения выходит крепкое неразъемное соединение.
Важно знать! Температура плавления полиэтилена находится в зависимости от его толщины (от 30 до 200 микрон).
При сваривании пленки в домашних условиях требуется придерживаться технологического режима. Получить надежный шов довольно легко. При проведении сварочных работ надо соблюдать такие требования:
- соединять следует только одинаковые по техническим параметрам материалы, их химсостав не должен различаться;
- поверхность требуется очистить от загрязнений и примесей;
- грамотно подбирать режим температуры: недостаточно высокая сварит материал с низкой прочностью; слишком высокая – деформирует стык.


Повторная сварка не делается по прежним краям. Для дальнейшей работы их подрезают. До начала процесса требуется организовать рабочее место и материал.
Чтобы швы спайки были по возможности ровными и малозаметными, необходимо серьезно подойти к вопросу и подобрать такой метод пайки, который станет для вас в большей степени комфортным и доступным.
Есть наиболее популярные способы сварки полиэтилена.

Диффузионная сварка
Это один из особенно эффективных методов соединения листового полипропилена. Такой способ осуществляется на специально оснащенном сварочном оборудовании. Сваривание полипропиленовых листов производится путем укладки 2 фрагментов на агрегат и их фиксирования. Концы листов будут придавливаться к электронагревателю. Для получения хорошего результата листы требуется прогревать долгое время. После достижения оптимальной температуры листы придавливаются фиксатором.
Шов, который образуется посредством оснащения для сварки, будет очень крепким и надежным.



Важное условие при таком способе – чистота и низкая влажность воздушных масс в помещении.
Этот способ подходит для листов любой ширины и позволяет соединять листовой полипропилен в рулоны. При больших объемах диффузионная сварка будет крайне необходимой.

Сварка посредством экструдера
Экструзионный метод пайки листового полиэтилена базируется на подаче на свариваемый участок расплавленного полимерного присадочного материала (пруток полипропиленовый круглый 4 мм для сварки) под давлением. Такой способ подразумевает наличие специального инструментария: экструдера. Этот аппарат оборудован различными насадками, которые дают возможность спаивать очень сложные и массивные конструкции. Положительным моментом является то, что аппарат имеет небольшие габариты. Экструдер оборудован автоподачей нагретого воздуха, что дает возможность размягчать листы и предотвращать какие-либо дефекты при сваривании. Такой способ подразумевает оперативность в работе, поскольку по причине высокой температуры (приблизительно 270°С) вероятна деформация внутренних слоев материала.


При такой технологии не нужно специального помещения, и сварка осуществляется непосредственно на рабочем месте в силу компактности аппарата.
Шов, выполненный посредством экструдера, считается 2 по прочности после сварочного агрегата. Минусом подобного способа считается потребность объединять полипропилен идентичной структуры, класса, иначе стыки будут выходить некрепкими и неровными.


Контактная сварка
Этот способ является одним из самых несложных и экономичных, с его помощью получается качественный стык. Принцип заключается в том, что соединяемые листы полиэтилена укладываются внахлест и разогреваются потоком горячего воздуха либо горячим клином до температуры плавления. Горячий воздух должен быть разогрет до установленных показателей, при которых полиэтилен начинает расплавляться. Потом листы пленки состыковываются между собой специальными прижимными роликами.
Аналогичный принцип работы и у горячего клина – нагревательного элемента. Вследствие контактной сварки пленки образуется сварочный шов, набирающий 80–90% прочности основного материала. Следовательно, используя такую методику, вы получите крепкий одинарный либо двойной шов.

Применяют также устройство, аналогичное строительному фену. Оно разогревает пленку горячим воздухом и расплавляет ее.
Приспособление обладает небольшим весом и высокой мощностью. Его нетрудно переносить, что дает возможность работать с ним в различных условиях.


Сварка пленки паяльником
В домашних условиях для пайки небольших фрагментов полиэтилена можно выполнить сварку пленки паяльником. Обычное бытовое нагревательное устройство на 40–60 Вт после модернизации жала можно использовать для пайки полиэтилена. Жало обычно заменяют алюминиевым либо медным прутом. Зона соприкосновения необходима маленькая: до 2 мм. Удобно, когда имеется радиус скругления кромки, так как обеспечивается размеренность перемещения инструмента.

Хорошо заточенное жало делает проще процедуру сварки: параллельно совершается спайка материала и обрезание кромок. Готовое жало закрепляется в паяльнике посредством винта. Иногда для надежности конец жала не оставляют круглым, его плющат, а потом монтируют в пропил. Самодельное устройство для сварки применяется при расфасовывании маленьких партий метизов, создании нестандартной упаковки. С его помощью очень просто изготовить оболочку для пульта, чехол для девайса.
Паять фрагменты пленки обычным жалом некомфортно, так как очень большая зона контакта, формируется неаккуратный стык с наплывами.

Случается прилипание нагретого полиэтилена, множество прожогов, не гарантируется надежность соединения.
Простой вариант жала – алюминиевая либо медная пластинка 2–3 мм толщиной. Один ее конец фиксируют в паяльнике, а другой закругляют и затачивают. К пленке его придавливают под углом 35–45°. Взамен паяльника возможно применение прибора для выжигания. Он создан по тому же принципу.

Оборудование
Отечественная промышленность выпускает специализированные аппараты для сваривания полиэтилена. Самый доступный из них – электрический прибор ПП-40. Он очень похож на паяльник, только его жало выглядит немного другим образом: оно отдаленно напоминает конек для бега. Посредством данного устройства можно осуществить высококачественную сварку по любому прямому либо сложному очертанию.
Имеются агрегаты для пайки швов длиной от 500 до 1000 мм. Это оснащение нашло применение для сваривания наполненных продуктами пакетов и штучных товаров. Имеется промышленное оснащение, способное спаять швы длиной от 1100 до 2500 мм. Все сварочные агрегаты характеризуются несложностью конструкции, надежностью в эксплуатации, производят крепкие швы.

А также для сваривания пленки в домашних условиях может использоваться специализированная насадка, которая фиксируется на электроутюге.
Этот элемент изготовлен из листового алюминия. Основание насадки – прямое, внизу располагаются ребра, которые являются базовым элементом. Применяя данный инструмент, вы будете иметь 2 сваренные полоски, которые расположены параллельно друг другу.
Насадка фиксируется на подошве электроутюга специальными лепестками, загибающимися под основу устройства. Ребра насадки фиксируются на границе кромок пленки поверх уложенной бумаги, после чего прибор требуется медленно и мягко передвигать по месту сопряжения. В результате формируется двойной шов.

Этапы работ
Сварка пленки включает в себя следующие этапы:
- подготовка поверхности свариваемых элементов
- нагрев областей пайки;
- сварка элементов;
- охлаждение сварного шва (сваренные элементы находятся под давлением);
- высвобождение сваренных элементов от давления;
- обработка сварного шва.

Контроль качества
Контроль качества сварки охватывает:
- организационный контроль;
- операционный контроль в ходе проведения сварочных мероприятий;
- испытание кратковременной прочности сварных соединений;
- проверку целостности сварных соединений и покрытия.
Сварку должны осуществлять лица, которые прошли курс обучения по программе подготовки сварщиков пластмасс в строительном деле и имеют соответствующие удостоверения.


Как спаять пленку, смотрите далее.
Сварка полипропиленовых листов
Листовой полипропилен – современный конструкционный материал с отличными характеристиками. Он используется в строительстве как изоляционный материал, кроме этого из него делают бассейны, различные емкости, вентиляционные короба, используют для отделки индивидуальных очистных блоков.
Сварка полипропилена надежней механического крепления листов и склейки. Разогрев до температуры плавления обеспечивает прочность соединений, швы герметичны, не пропускают воду, не деформируются в процессе эксплуатации. Существует несколько технологий температурного соединения листового полимера, все они будут описаны ниже. Для этого применяется специальное оборудование, для работы с ним требуются определённые знания.
Свойства и виды полипропилена
Композитные и монолитные плиты создаются из полимерного материала, получают их путем прокатки, которые уплотняют пористую структуру, придают форму, создают гладкую поверхность. Основные характеристики листа:
- высокая прочность на разрыв, сжатие, кручение;
- низкий удельный вес, не более 0,92 г/см 3 ;
- небольшой коэффициент расширения, сохраняет однородность структуры в температурном диапазоне от +80 до -40°С;
- экологическая безопасность, не выделяет вредных компонентов;
- химическая нейтральность к агрессивным средам кислотной и щелочной природы;
- гидрофобность: материал не впитывает влагу;
- стойкость к ультрафиолету;
- диэлектричность.
Материал легко монтируется с помощью крепежа, поддается резке, фрезеровке, сварке, склейке. Лист выпускается трех видов:
- плотный – имеет гомогенную структуру;
- ячеистый – рыхлый, обладает шумоизоляционными свойствами;
- вспененный – используется как утеплитель.
Технология сварки
При температурном соединении не нарушается структура полимера, сцепление соединяемых деталей происходит за счет процесса взаимодиффузии. Сварка полипропиленовых листов заключается в разогреве стыка до вязко-текучего состояния. При выборе оборудования необходимо учитывать, что при медленном разогреве в местах соединений материал дает усадку, от этого страдает качество шва. Температура сварки зависит от вида инструмента. Для монтажа листов используется полиффузный метод, когда разогреваются стыки. Еще соединение делается с помощью экструдера. Разогреть полипропилен можно воздушным пистолетом (феном).
Имея необходимое оборудование, соединять листы можно своими руками.
Методы ручной сварки листового полипропилена

При монтаже используются два инструмента: сварочный экструдер для полипропилена и фен. Между свариваемых листов укладывается полипропиленовая проволока или пруток для сварки. Он выбирается по виду монтируемого материала, должен соответствовать ему по классу материала, виду изготовления.
Для сварки полипропилена феном нужен инструмент большой мощности, разогрев проводится в течение 5–10 минут. До этого необходимо подготовить поверхности соединяемых частей: зачистить их мелкой шкуркой, чтобы образовались неровности. Затем под углом 45°срезается кромка. Для непрерывной укладки прутка используется насадка, фен для сварки обычно ими укомплектован. Их недолго сделать из жести самостоятельно. В процессе стык разогревается до 180°С, поэтому феном для сварки полипропилена монтируют листы толщиной до 20 мм. Для листов свыше 16 мм применима сварка экструдером, это более надежный способ соединения. Инструмент разогревает лист до 270°С, он оснащен специальными насадками, которые применяются при монтаже сложных геометрических форм. Работать им необходимо быстро, чтобы лист не расправлялся. Если на агрегате две насадки, включать обе сразу не рекомендуется.

Принцип работы экструдера заключается в разогреве прутка до однородной консистенции, при этом одновременно разогревается стык и выдавливается экстрадированный полипропилен. Есть модели экструдеров, куда вместо прутка можно закладывать гранулы. Они размягчаются в пластификаторе и прессом подаются в рабочую зону. Получается очень качественный и прочный шов.
Автоматическая сварка
Для соединения листов созданы сварочные станки. Это оборудование для сварки создает ровный диффузный шов за счет касания стыка нагревательным элементом. Автоматический паяльник нужен при большом объеме работ. Температура регулируется в зависимости от структуры листа, на автомате можно производить сварку листов полипропилена толщиной от 16 мм.

Склеивание листового полипропилена
Изделия с неровными поверхностями скрепляют химическим способом. Этот метод применяется редко из-за того, что полипропилен – трудносклеиваемый материал, для него нужен специальный состав, традиционные смеси для пластика не годятся, необходимо обращать на это внимание. Клей бывает нескольких видов:
- термоактивный на основе полифенольных смол или двухкомпонентный, с отвердителем или твердеет при нагреве;
- термопластичный однокомпонентный, на упаковке обязательно указывается температура отвердевания.
Вторая проблема склейки – предварительная разметка всех деталей перед сборкой, любая ошибка приведет к большой потере материала, работу придется начинать заново. Метки делают на соединяемых частях с торцов, чтобы поверхность оставалась чистой.
Подведем итоги
Типичные ошибки при сварке, которые допускают новички:
- Влажные и грязные стыки снижают качество соединения, они могут запачкаться при укладке на ровную поверхность, поэтому ее тоже очищают.
- Неправильный выбор присадочного прутка, важно знать маркировку листа перед его покупкой. Буквенные символы обозначают тип полимера: БС (блочный слойный), В (вспененный), Г (гомогенизированный), М (монолитный), ПП (полимерный).
- Неравномерность разогрева рабочей зоны и присадки, если пруток будет мягким, его сложно будет вдавливать между свариваемыми элементами, он будет выпячиваться, его будет легко вырвать. Если присадка холоднее листа, образуются морщины в месте шва.
- Низкая или высокая скорость укладки присадки: при низкой будут образовываться нагары, при высокой шов будет стягиваться.
- Чтобы проверить прочность соединения, охлаждённый шов разогревается горячим воздухом, тогда становятся заметны все дефекты.
Сварка листовых пластиков

Сварка пластиков – это наиболее удобный и наименее дорогой способ соединения пластиковых элементов. В некоторых случаях альтернатив и вовсе не бывает (когда соединение при помощи клея невозможно). К тому же, горячая сварка пластиков выполняется массово, как специалистами в промышленных организациях, так и обычными людьми, по мере необходимости. Конечно, при наличии всего сопутствующего инструмента, с учетом развития отрасли и распространения фирменных аксессуаров нет никаких проблем.

Есть огромное количество способов сварки полимеров. Большинство из них можно сразу разделить на пару условных групп: сварка при помощи нагрева и без помощи аппаратов горячего воздуха. Наиболее активно используемый метод, это нагрев материала до вязкотекучего состояния. Но даже в этом случае используется несколько видов нагрева и приборов:
Световое или лазерное излучение
Ток высокой частоты
Все полимеры также дополнительно разделяются на термопласты и реактопласты. Термопласты прекрасно подходят для сварки, так как не меняют свой состав в процессе нагрева, а после остывания принимают еще и обратно все свои физические свойства. Реактопласты, наоборот, принимают свои свойства единственный раз во время изготовления и больше их нельзя подвергать нагреву, после которого их структура не восстанавливается.
При взаимодействии с нагревающим элементом, структура термопласта становится мягкой и податливой, при этом происходит смешение двух отдельных объектов термопластов в один единый. Так образуются неразрывные швы высокой прочности.
Сварка нагревающими аппаратами
Одним из самых простых способов передачи тепла является прямой контакт свариваемых поверхностей пластиков с самим нагревательным прибором или (в случае воздушных аппаратов) нагретых струй воздуха. Из-за простоты техпроцесса и доступности аппаратов, и аксессуаров к ним, они широко распространена.
Вначале проходит разогрев, в качестве первого этапа. При этом оплавленные края надежно соединяются между собой.
Контакт нагретых пластиков и свариваемых деталей удерживается с определенным усилием на какое-то время.
Во время разогрева необходимо, чтобы контактируемые поверхности имели проплавление на определенную глубину. Это также нужно для того, чтобы избежать работы с любыми неровностями поверхностей.

Существует перечень технологических параметров сварки пластмасс:
Температура нагревательного элемента (или среды)
Усилие прижатия инструмента к детали
Усилие сжатия свариваемых деталей
Продолжительность давления после окончания сварки
Чрезвычайно важно максимально очистить контактирующие поверхности для нанесения качественного шва. Т.к. вкрапления иных материалов, грязи, пыли внутрь шва негативно скажутся на его надежности. Если поверхность покрыта маслянистыми выделениями, их удаляют соответствующими растворителями (безопасными для самого полимера). Если отчистить невозможно, или край объекта слишком неровен, его просто срезают для образования ровного, чистого среза.
Сварка нагретым газом
При сварке газом все тепло идет от нагретого газа, который уже передает его, выходя из сопла аппаратов и термофенов самых разных конструкций. При этом, в качестве теплоносителя выступает, как правило: аргон, углекислый газ, азот и, конечно же, воздух. Выбор газа зависит именно от свойств пластика, который будет подвергаться сварке. Например, некоторые виды пластиков сильно подвержены действию кислорода, и поэтому более качественные швы получаются при выборе газа, наподобие аргона.
Технология сварки пластиков газом предусматривает два варианта: при использовании присадочного материала и без его использования. Когда используется пруток, его диаметр, обычно, составляет 2 – 6 мм. Присадку обязательно изготавливают из того материала, который планируется сваривать. В некоторых случаях, в пруток добавляют специальные пластификаторы, повышающие качество сварки.
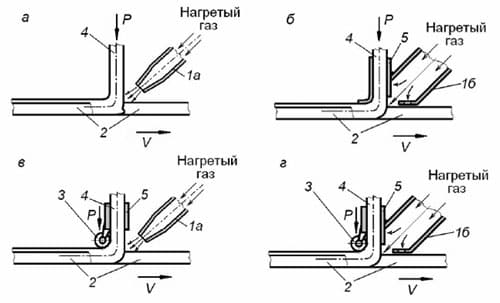
На схеме показаны: а — сварка без насадок, б — сварка с насадкой для твердых термопластов, в — сварка с насадкой для мягких термопластов, г — сварка с насадкой для твердых и мягких термопластов. 1а — стандартное сопло, 1б — производительное сопло, 2 — основной материал, 3 — прижимной ролик, 4 — присадочный пруток, 5 — направляющий канал, P — направление давления на присадочный материал, V — направление сварки.
К основным технологическим параметрам сварки газом с использованием прутка относятся:
Расход и уровень температуры газа
Используемые материалы и размеры сечения прутка
Угол наклона подаваемого прутка
Усилие прижима присадки
Угол нагревающего аппарата к плоскости детали
Скорость производимых сварочных работ
Температура газа на выходе не должна превышать на 50 – 100 градусов Цельсия выше, чем температура вязкотекучести полимера. Расстояние между соплом и материалом должно быть 5 – 8 мм и удерживаться статично, на протяжении всего процесса сварки.
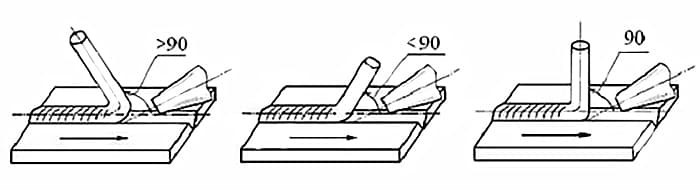
При угле наклона прутка свыше 90 градусов, материал положенный в шов будет удлиняться и может повредиться при охлаждении. При угле менее 90 градусов пруток будет нагреваться быстрее полимерного материала, при этом увеличится расход прутка, а в шве возникнет внутреннее напряжение. Прочность подобного шва может уменьшаться.
Угол наклона оси горелки к плоскости изделий составляет 55-65 градусов, а затем уменьшается до 45 градусов. При этом струя газа направлена на основной материал, т.к. его масса свыше массы прутка. Скорость сварки может сильно колебаться и доходить вплоть до 15 м/ч.
Сварка экструдером
Возможен и другой вид сварки, при помощи экструдера, которая производится готовым расплавом. И вместо специальной «прожарки» сразу используется тепло расплавленного присадочного материала, создающего шов.

Сварка осуществляется только если температура расплава находится на 50 градусов выше, чем температура свариваемого основного материала. Существует два типа сварки: бесконтактный и контактный.
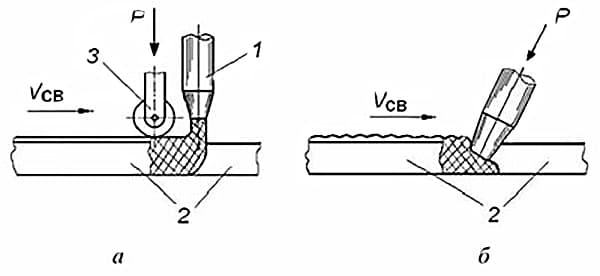
При бесконтактном способе прижим осуществляется специальным валиком, тогда как при контактном способе это происходит при давлении самой насадкой экструдера, как и показано на рисунке.
Сварка полиэтилена и полипропилена (ПЕ, ПП)
Такие материалы как полиэтилен и полипропилен являются самыми часто встречаемыми термопластами, что обусловлено их основными свойствами. Это распространенные полимеры, которые стоят недорого, легко свариваются с применением горячих видов сварки. Область применения данных полимеров также огромна, от пленок и труб, до изоляции, деталей для строительства и даже пищевых емкостей и контейнеров.
Важно отметить, что для ПП и ПЕ подходят далеко не все виды сварки. Так, к примеру, нельзя произвести сварку токами высокой частоты, а также при использовании растворителей, что обусловлено структурой этих материалов. А вот использование аппаратов горячего воздуха (или экструдеров) наоборот, приветствуется.
Сварка пластика с использованием растворителей
Существует еще один тип сварки для полимеров, при использовании растворителей. Для этого специалисту потребуется выполнить определенный ряд действий: смачивание свариваемых краев в растворителе, ожидание пока материал разбухнет под химическим действием и станет мягким, использование давления для сцепления и отвердевания сварочного шва. Такой вид сварки используется совокупно с аморфными полимерами, которые хорошо подходят для этой задачи. Материалы имеющие кристаллическую структуру, как правило, также имеют высокую сопротивляемость растворителям.
Для смачивания двух поверхностей, как правило, используют обычную губку или другой, схожий материал. Количество растворителя не должно быть большим, чтобы не вызывать разрушающих материал подтеков. Сразу после смачивания и размягчения, обе поверхности должны быть немедленно присоединены друг к другу. Иногда также используют дополнительный нагрев для ускорения испарения растворителя. В целом, сварка пластиков методом растворителей проста и дешева, однако из-за ядовитых паров от самих растворителей, применяется редко, фактически, только в тех случаях, когда другие методы не работают.
Сварка листов полипропилена
Сварка полимерных пленок : Параметры режима термоимпульсной сварки
Современные методы формирования изделий из пластмасс – литье под давлением, экструзия, вакуумформование и др. позволяют получать как готовые изделия, так и полуфабрикаты, которые затем различными способами перерабатываются в изделия. Около 40-50% выпускаемых изделий изготавливаются в виде сборных конструкций, получаемых различными способами соединения узлов и деталей: механические, склеивание, сварка и т.д. В настоящее время сварка является основным способом получения неразъемных соединений. Сварка – процесс образования неразъемного соединения, основанный на взаимной диффузии (диффузионная сварка) или химическом взаимодействии (химическая сварка) макромолекул полимеров, в результате которых исчезает граница раздела между соединяемыми поверхностями и образуется структурный переход от одного полимера к другому. Сварка незаменима при производстве упаковки в любой отрасли, особенно в пищевой, широко применяется в строительстве, сельском хозяйстве и др. Для полимерных материалов характерны низкая теплопроводность и высокая теплоемкость. Поэтому сварка происходит только в интервале температур, при которых полимер находится в вязкотекучем состоянии.
Качество соединений, полученных сваркой, зависит от условий проведения процесса, строения полимерной фазы и совместимости полимеров. Из множества методов сварки полимерных материалов в упаковочном производстве наиболее широкое применение нашли следующие: контактно-тепловая, термоимпульсная, ультразвуковая, высокочастотная, реже сварка нагретым газом. Контактно-тепловая сварка является наиболее простым и экономичным методом, характеризующим достаточно высокие прочностные характеристики соединения. Из термоконтактных методов наибольшее распространение получили сварка постоянно нагретым электродом и термоимпульсная сварка. В первом случае в качестве нагревателя служит электрод, выполненный из теплопроводного материала. Внутри электрода расположена электрическая спираль. Время сварки постоянно нагретым электродом соответствует времени его контакта со свариваемыми материалами. Давление при сварке осуществляется за счет прижатия электрода.
Термоимпульсная сварка осуществляется электродом, обладающим высоким омическим сопротивлением, например, нихромовой лентой или проволокой, которая разогревается подаваемым на нее импульсом тока за доли секунды, отдавая тепло свариваемым пленкам. Лента или проволока закреплена в прижимном устройстве, обеспечивающим при сварке необходимое давление на соединяемые материалы. При этом давление на свариваемые пленки при термоимпульсной сварке можно поддерживать и в процессе охлаждения сварного шва. Этот метод широко применяется при сварке полиолефинов, многослойных пленок, комбинированных материалов на основе полимеров.
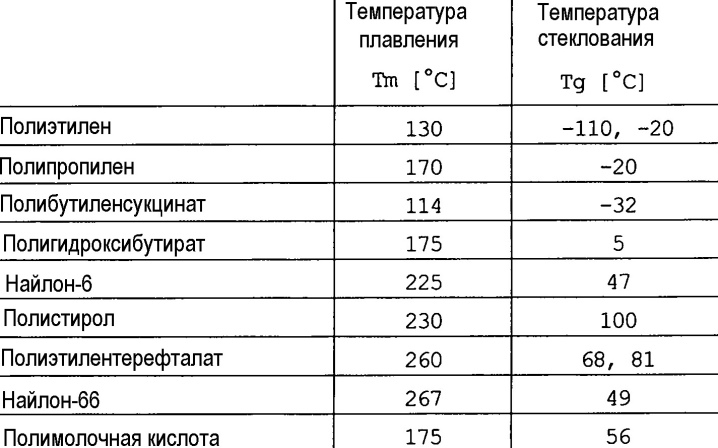
Ультразвуковая сварка основана на превращении в тепло вводимой в материал энергии колебаний ультразвуковой частоты. Возможность применения этого метода связана с модулем упругости материала, характеризующим способность передачи энергии упругих колебаний. Этим методом хорошо свариваются пленки из полиэтилентерефталата, полиамида, поликарбоната, полистирола. Высокочастотная сварка осуществляется за счет тепла, выделяемого в полярном материале при помещении его в переменное электромагнитное поле токов высокой частоты. Критерием применимости высокочастотной сварки для пленок служит величина тангенса угла диэлектрических потерь полимера tq 8. Выделение необходимого для сварки количества тепла возможно при величине tg 8 > 0,01. К таким материалам относятся поливинилхлорид и полиамид. К числу наиболее применяемых в упаковочной отрасли и хорошо свариваемых плавлением полимерным материалам относятся полиолефины – ПЭВД, ПЭНД, ПП. Полиолефины характеризуются низкой энергией активации вязкого течения (46-53 кДж/моль), имеют сравнительно низкую температуру текучести (120-169 °С), широкий температурный интервал вязко-текучего состояния (свыше 50 °С), сравнительно низкую вязкость расплава и поэтому относится к хорошо свариваемым полимерам.
Существенное различие между температурой текучести и температурой деструкции у полиолефинов позволяет широко варьировать режимы сварки. Полиолефины хорошо свариваются термоконтактной сваркой, при этом нагреватели могут контактировать как с внутренними (свариваемыми) поверхностями (сварка оплавлением), так и с наружными (сварка проплавлением). Полиолефиновые пленки толщиной до 150 мкм рекомендуется сваривать по схеме с односторонним подводом тепловой энергии, а пленки толщиной свыше 150 мкм – с двусторонним подводом тепловой энергии, при этом для пленок толщиной до 150 мкм рекомендуемая ширина шва находится в пределах 2- 5 мм , а для пленок свыше 150 мкм – в пределах 4- 6 мм . Для соединения полиолефиновых пленок толщиной 20-250 мкм применяется в основном термоимпульсная сварка, так как они имеют широкий температурный интервал между переходом в вязкотекучее состояние и деструкцией. В зависимости от толщины свариваемых пленок (25-100 мкм) при двустороннем нагреве оптимальные режимы термоимпульсной сварки находятся в следующих пределах (см. таблицу 1).
Таблица 1. Параметры режима термоимпульсной сварки пленок при двухстороннем нагреве и давлении 0,2 Мпа, продолжительности охлаждения 3 секунды, мощности импульса 1,2 кВт
Сварка листового полипропилена — выбираем сварочный аппарат для сварки полимера
 Полипропиленовые листы в настоящее время широко используются в производстве ёмкостей для предприятий электронной, химической, нефтехимической, радиотехнической, пищевой, металлургической и других промышленностей. Данный материал также используется при изготовлении бассейнов.
Полипропиленовые листы в настоящее время широко используются в производстве ёмкостей для предприятий электронной, химической, нефтехимической, радиотехнической, пищевой, металлургической и других промышленностей. Данный материал также используется при изготовлении бассейнов.
Нередко полипропилен сравнивают с «королём» пластмасс. Он не является наиболее популярным и востребованным полимером в данное время, однако по темпам роста производства он является бесспорным лидером.
Основные технические показатели полипропилена
Полипропилен, как синтетически неполярный термопластичный материал, получают в промышленности из макромолекул изотактического строения. При комнатной температуре материал не растворяется в органических жидкостях, однако он может растворяться в некоторых видах растворителей при нагревании до высоких температур.
Полипропилен устойчив к щелочам, кислотам, растворам солей и иным неорганическим агрессивным средам, имеет низкий уровень влагопоглощения, высокие показатели электроизоляционных свойств, хорошие механический свойства, повышенную жёсткость и высокий уровень ударопрочности.

Технология и общие принципы сварки полипропилена
Сварка листового полипропилена заключается в соединении деталей посредством нагрева материала без изменения его химического состава. Полимер соединяется между собой при создании вязко-текучего состояния при нагревании.
Сварка полипропилена своими руками может осуществляться при помощи специального пистолета с подачей горячего воздуха (фена). В конструкции такого устройства воздух нагревается равномерно, что образует хорошую среду для сварки полимерных деталей.
ВАЖНО: при применении ручных аппаратов для сварки, необходимо учитывать тот факт, что при медленном сваривании элементов материал вокруг шва обычно подвергается наибольшему нагреванию, из-за чего снижаются его технические показатели, и вследствие чего – качество шва.
Экструдер, как аппарат для сварки полипропилена, также нередко используется в производстве. Данный процесс осуществляется в сухом тёплом помещении. Стыковые поверхности (края) свариваемых деталей обязательно должны быть зачищены мелкой шкуркой.

В экструдер поступает специальный присадочный пруток, который при разогревании сваривает нужные элементы. Время остывания такой сварки – ориентировочно 5-7 минут.
Механический сварочный аппарат для полипропилена применяется в основном в тех случаях, когда нужно приложить максимум усилий, чтобы края деталей соприкасались друг с другом. Не всегда с помощью подручных средств можно достичь этого.
Сварка полипропилена (видео находится на сайте) механическим путём подразумевает использование специальной опорной рамы с приборным блоком и гидроагрегатом. На данной раме с обеих сторон имеются специальные захваты, между которыми устанавливаются вкладыши для поддержания оптимального распределения давления на соединяемые элементы.

Сварочный аппарат для полипропилена имеет нагревательный элемент, который представляет собой диск со специальным покрытием. Внутри данного диска имеются нагревательные компоненты (ТЭНы), а снаружи – датчики контроля температуры и терморегуляторы.
Чем точнее показания термодатчика, который встроен в аппарат для сварки полипропилена, тем качественней сам аппарат. Наиболее качественными считаются агрегаты с электронными терморегуляторами (терморезисторами, которые способны измерять температуру близко около муфт и дорнов).
ВАЖНО: независимо от используемого терморегулятора, после нагревания сварочного аппарата нужно ещё подождать несколько минут, чтобы температура на насадках максимально приблизилась к той, которую показывают датчики.
Сварка листового полипропилена в некоторых случаях подразумевает также использование разных вспомогательных материалов (калиброватель, фаскосниматель, ножницы, торцеватель, очищающая жидкость и др.).

Требования по технике безопасности для сварки полипропилена
Во время процесса сварки полимерных изделий должно соблюдаться несколько правил:
- рабочая температура – не ниже 5 о С;
- сварка листового полипропилена может осуществлять не только в закрытом помещении, но и на открытом воздухе;
- при низких температурах (ниже 5 о С) технологическая пауза может быть слишком приближена к нулю;
- перед выполнением сварочных работ обязательным условием является очистка сварочных насадок во избежание возгорания остатков пластмассы и выделения углекислого газа;
- если помещение, где осуществляется сварка, плохо вентилируется, возможно выделение и скопление вредных газов;
- для проведения сварочных работ с полипропиленом рекомендуется иметь специальные защитные рукавицы и очки (защитную маску для лица).
Для более подробного ознакомления с процессом соединения двух полимерных листовых изделий рекомендуется посмотреть сварка полипропилена видео.
Еще по этой теме на нашем сайте:
- Сварка полипропиленовых труб – инструкция по сварке паяльником
Соединение этого вида материалов имеет свои особенности. Для сварки полипропиленовых труб применяется специальное сварочное оборудование.
Сварка полипропиленовых труб – видео процесса
Благодаря своей невысокой стоимости и простоте соединения, пластиковые трубы занимают лидирующую позицию в монтаже тепловых и водопроводных систем. В сравнении с металлическими конструкциями, полипропиленовые трубы.
ПНД сварка пластиковых труб — видео, как делается правильная сварка полиэтилена
Полиэтиленовые трубы – популярный материал, который применяется в строительстве. Их применяют для напорных и безнапорных трубопроводов. Среди преимуществ таких труб следует выделить легкий вес, а.
Сварка по алюминию инверторная — азы для начинающих
Алюминий — очень распространенный металл, используемый повсеместно, как в домашних условиях, так и на производствах. Будучи цветным металлом, алюминий значительно сложнее в сваривании нежели «чернуха».

