
Синие электроды для сварки для чего?
Электроды МР-3 – характеристики и особенности использования
Чаще всего сварочные работы выполняют с использованием электродов плавящегося типа. Чтобы выполнить такие работы с деталями из углеродистых сталей, как правило, выбирают электроды МР-3.

Характеристики электродов МР-3
Нормативными документами, по которым производят электроды марки МР-3, являются ГОСТ 9466 и 9467. По требованиям последнего стандарта, данные изделия причисляются к типу Э46. Использовать их рекомендуется для сваривания деталей, изготовленных из углеродистых, конструкционных и низколегированных сталей, которые имеют показатель механического сопротивления разрыву (временного), не превышающий 50 кгс/мм2, что соответствует 490 МПа. Сваривать такими электродами можно детали, толщина которых находится в интервале 3–20 мм.
Для производства сварочных электродов МР-3 используют проволоку Св-08, диаметр которой находится в пределах от 3 до 6 мм. В соответствии с тем, какого диаметра проволока была использована для производства электродов, их также классифицируют по этому основному параметру (от D 3 мм до D 6 мм). Технологические характеристики данных изделий определяются покрытием рутилового типа, которое на них нанесено.
Вес отдельных электродов марки МР-3 разных диаметров, длина которых может находиться в интервале 300–450 мм, составляет:
- диаметром 3 мм — 30 грамм;
- диаметром 4 мм — 60 грамм;
- диаметром 5 мм — 92 грамм.
Готовые изделия помещаются в пачки, вес которых составляет:
- диаметр 3 мм, в пачке содержится 83 шт. — 2,5 кг;
- диаметр 4 мм, в пачке 41 шт. — 2,5 кг;
- диаметр 5 мм, в пачке 54 шт. — 5 кг.

На фото электрод МР-3С
Электроды марки МР-3 требуют соблюдения определенных условий хранения: сухое отапливаемое помещение, температура в нем не должна быть ниже +15 градусов. Кроме этого, необходимо исключить возможность увлажнения изделий, их загрязнения, а также механического повреждения их поверхности. Если сварочные электроды хранились в условиях повышенной влажности, то перед использованием их необходимо просушить, поместив в печь с температурой 180 градусов на один час.
Особенности использования электродов МР-3
Для работы с электродами МР-3 могут быть использованы источники и постоянного, и переменного тока. Используемые источники тока должны обеспечивать напряжение холостого хода (ХХ) не меньше 50В. Если берется источник постоянного тока, то сварки следует выполнять на обратной полярности (плюс подключается к электроду). Сварочные электроды марки МР-3 позволяют выполнять работы в различном пространственном положении.
Изделия марки МР-3 отличаются следующими технологическими характеристиками:
- сварочная дуга зажигается легко и характеризуется высокой устойчивостью горения;
- легкое формирование сварного шва;
- минимальное разбрызгивание металла;
- шлаковая корка, формирующаяся на поверхности шва, легко отделяется;
- повторное зажигание дуги также происходит легко;
- сварочные работы, выполняемые с помощью электродов МР-3, характеризуются высокой производительностью, а также качеством получаемого шва.
Металл сварного шва, как и наплавленный металл, обладает следующими характеристиками: механическое сопротивление разрыву (временное) — до 46 кгс/мм2, что соответствует 450 МПа; показатель ударной вязкости — 8 кгс м/см2 (80 Дж/см2); величина относительного удлинения — 18%; угол загиба (для сварного соединения) — 150 градусов.
Сварочный ток, на который необходимо настроить источник питания, зависит как от диаметра электрода, так и от пространственного положения формируемого шва:
- Изделия D 3 мм: вертикальные швы — 90-110А, нижние швы — 100-140А, потолочные швы — 100-120А;
- D 4 мм: вертикальные швы — 140-180А, нижние — 160-220А, потолочные — 140-180А;
- D 5 мм: вертикальные швы — 160-200А, нижние — 180-260А;
- D 6 мм: только нижние швы — 300-360А.
К техническим характеристикам электродов относится и их расход на наплавление определенного количества металла сварного шва. Так, для того чтобы наплавить 1 кг металла, необходимо 1,7 кг электродов МР-3. При этом электроды данной марки обеспечивают производительность, равную 1,7 кг/ч (изделия D 4 мм), а коэффициент наплавления соответствует величине 8,5 г/А ч.

Cиние cварочные электроды MP-3C
Особенности изделий марок МР-3 и МР-3с
Электроды МР-3с, как и изделия марки МР-3, позволяют выполнять сварку длинной дугой, а также осуществлять ее короткими прихватками. Что важно, технические характеристики изделий этих марок, позволяют работать, не тратя времени на предварительную подготовку свариваемого металла. Поверхность деталей, которые необходимо соединить, может быть:
- влажной;
- недостаточно хорошо очищенной от различных загрязнений, окислов;
- со следами коррозии.
Электроды марки МР-3с, как и изделия марки МР-3, допускается использовать, когда сварку необходимо выполнить по имеющемуся зазору. Сварочный ток при этом должен быть минимальным, в противном случае готовый шов может получится пористым.
Кроме изделий марки МР-3, активно используются электроды МР-3м и МР-3с. Первые (МР-3м) отличаются тем, что на них нанесено рутилово-ильменитовое покрытие. На электродах марки МР-3с (синие) используется покрытие, обогащенное дополнительными ионизирующими добавками. Как электроды МР-3м, так и марки МР-3с, практически идентичны изделиям марки МР-3 по своим характеристикам.
Покрытие, нанесенное на электроды МР-3с, позволяет более легко зажигать сварочную дугу, что дает возможность использовать их при работе с маломощными источниками тока. Изделия этой марки являются и более экологичными: при работе с ними выделяется значительно меньшее количество вредных веществ, чем при работе с МР-3 (0,6 грамм марганца у МР-3с и 1,25 у МР-3). Более того, при работе с ними сварной шов получается более качественным, это значительно улучшает характеристики формируемого соединения.
Как расшифровать электроды марки МР 3
Рутиловые электроды МР-3 — одна из самых популярных и востребованных марок на рынке сварочных электродов. Эта марка электрода используется при сварке углеродистых низколегированных сталей общего назначения.
Электроды с рутиловым покрытием содержат 95% рутила (природный минерал, состоящий в основном из титаната закиси железа FeO -TiO2), некоторое количество карбонатов и немного целлюлозы, а в качестве раскислителя — ферромарганец. Взаимодействие всех этих веществ в процессе сварки обеспечивает умеренные характеристики сварного шва несколько ниже, чем с основными покрытиями. Они очень подходят для сварки ответственных конструкций из углеродистых и низколегированных сталей.
Стабильность дуги — это свойство, позволяющее использовать электрод как для сварки постоянным, так и переменным током с прямой полярностью. Чаще всего они используются для сварки тонких изделий.
Производство электродов МР-3

Производство электродов марки МР-3 регламентируется требованиями и положениями ГОСТ 9466 и 9467. В соответствии с ними, данный присадочный материал относится к типу Э46 электроды такого типа применяются в сварке конструкционных низколегированных углеродистых сталей с содержанием углерода не менее 0,25%.
Покрытие электрода МР-3 — рутиловое. На металлический сердечник в порошкообразном виде нанесен концентрат из рутила — минерала, который состоит в основном из диоксида титана (TiO2). В состав обмазки могут входить карбонат или алюмосиликат — они повышают вязкость наплавляемого металла, снижая риски появления пор и трещин в получаемом сварном шве.
Материал, из которого изготавливается сердечник электрода МР-3 — холоднокатаная проволока Св08 из низкоуглеродистой стали диаметром от 2 до 6 мм. Такими электродами можно сваривать детали толщиной от 3 до 20 мм. Показатель свариваемых сталей по временному механическом сопротивлению разрыву — до 490 МПа.
Условное обозначение электродов МР 3 — пример полной расшифровк

- Э — электроды для ручной дуговой сварки;
- 46 — временное сопротивление разрыву — не более 46 кгс/мм2;
- МР-3 — марка;
- ЛЮКС — коммерческое название, под которым электрод выпускается определенным производителем;
- Ø — диаметр;
- У — для сварки углеродистых и низколегированных сталей;
- Д — с толстым покрытием;
- 43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре;
- 0 — относительное удлинение менее 18%;
- ->(3) — ударная вязкость наплавленного металла αн45 (при температуре — 20°C), не менее 3,5 кгс•м/см2;
- РЦ — рутилово-целлюлозное покрытие;
- 11 — сварка во всех пространственных положениях кроме вертикального сверху вниз при переменном и постоянном токе.
Диаметр и вес
В зависимости от диаметра и длины (от 300 до 450 мм), вес одного стержня составляет
- d 3 мм — 30 г;
- d 4 мм — 60 г;
- d 5 мм — 92 г.
Массовая доля элементов, %
| Марганец (Mn) | Кремний (Si) | Углерод (C) | Фосфор (P) | Сера (S) |
| 0,08-0,12 | 0,07-0,2 | 0,8-0,8 | не более 0,04 | не более 0,04 |
Электроды МР — 3 технические характеристики

Чтобы рассчитать правильную величину рабочего тока для сварки, необходимо учитывать диаметр электрода и пространственное положение, в котором выполняется сварка. В таблице представлены рекомендуемые параметры.
| Диаметр | Положение | Сила тока |
| 3 мм | вертикальное | 90−110 А |
| нижнее | 100−140 А | |
| потолочное | 100−120 А | |
| 4 мм | вертикальное | 140−180 А |
| нижнее | 160−220 А | |
| потолочное | 140−180 А | |
| 5 мм | вертикальное | 160−200 А |
| нижнее | 180−260 А | |
| 6 мм | только нижнее | 300−360 А |
Какой полярностью варить электродами МР 3
Если от источника питания подается постоянный ток, он должен быть обратной полярности. Выполнение сварки возможно не только на короткой и средней, но и длинной дуге, а также «с отрывом» — короткими прихватками.
Как и любые электроды, МР-3 должны храниться в сухом отапливаемом помещении при температуре не ниже +15 °C. При отсыревании их необходимо прокалить не менее часа при t 180 °C.
Преимущества
Недостатки
Минусов у электродов этой марки сравнительно немного, и некоторые из них достаточно условны.
- Относительно высокая цена — стоимость этого расходного материала несколько выше, чем многих других электродов.
- Невозможность производства сварки вертикально сверху вниз — однако этим не могут «похвастаться» и многие другие марки.
- Не самый низкий расход материала — 1,7 кг на 1 кг шва (у МР-3Р несколько меньше — 1,62 кг).
- В процессе сварки электрод необходимо удерживать под острым углом относительно поверхности делали. Если варить под прямым углом, неизбежно выделение большого количество шлака, который будет проникать в шов.
- Крайне важно установить нужную силу тока — в противном случае есть риски образования пор в металле шва.
И еще одна особенность — прерывистые швы необходимо накладывать достаточно быстро, что требует определенных навыков. Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.
Применение электродов МР 3
Электроды повсеместно применяются при монтаже ответственных конструкций из низколегированных сталей, когда необходима повышенная прочность соединений. Области использования:

- сварка труб при монтаже трубопроводов, создание неповоротных стыков труб;

- сварка, ремонт резервуаров, эксплуатируемых в условиях высокого давления;


- машиностроение.
Аналоги
На современном рынке аналогами электродов МР-3 являются ОК.46 и ОЗС-12. Они также имеют рутиловое покрытие.
Где купить оптом и в розницу
Один из ведущих и старейших российских производителей электродов этой и других марок — Магнитогорский электродный завод. Продукция предприятия традиционно отличается образцовым качеством. Приобрести электрод сварочный МР 3 ГОСТ производства МЭЗ сегодня можно по всей России (см. адреса представительств по городам), при этом — по весьма доступной цене.
Сварочные электроды: вопросы и ответы
 Сварочные электроды 3, электроды 4 — что подразумевается под этим?
Сварочные электроды 3, электроды 4 — что подразумевается под этим?
Часто от практиков сварочного дела можно услышать – «мы проводим сварочные работы электродами тройкой, четверкой» что подразумевается под этим? Чаще всего, имеется в виду диаметр электродов общего назначения, таких марок как МР-3, ОЗС, АНО и др. Наша компания может предложить следующие марки электродов диаметром 3, 4, 5 и 6 -это ОЗС — 4, ОЗС — 6, ОЗС — 12, МР — 3, МР — 3 Синие, АНО – 6, АНО — 4, АНО — 21, УОНИ 13/45, УОНИ 13/55, вся продукция высокого качества, одобрена Морским Регистром Судоходства и Речным Регистром России.
Прокалка сварочных электродов, для чего она необходима?
Обмазка сварочных электродов очень хорошо впитывает влагу, при проведении сварочных работ обмазка не плавится, практически не горит или горит неравномерно, чаще всего отваливаясь кусками — прокаливание электродов устраняет эти моменты.
Прокаливание рекомендуют проводить в специально предназначенных для этого печах прокалочных.
Сварочные электроды покрытые. Чем они отличаются от непокрытых?
Электроды можно разделить на две большие группы — металлические сварочные электроды и неметаллические сварочные электроды. Именно к первой группе и относятся электроды покрытые. Они в свою очередь делятся на электроды стальные, медные, бронзовые, чугунные, алюминиевые и т.д. Покрытие электродов выполняет очень важную функцию, в первую очередь оно обеспечивает стабильность и устойчивость горения дуги, защищает металл шва от воздействия азота и кислорода, образовывае шлаковую корку, тем самым происходит процесс замедления охлаждения металла шва, что в свою очередь помогает выводить неметаллические включения и газы на поверхность. Непокрытые электроды. Электроды без покрытий были популярны на начальных стадиях развития сварочной индустрии, на данный момент используется сварочная проволока.
Какая информация должна содержаться на пачке электродов?
На (в) каждой коробке или пачке с электродами должна иметься этикетка или маркировка, содержащая следующие данные:
• наименование или товарный знак предприятия-изготовителя;
• условное обозначение электродов; номер партии и дату изготовления;
• область применения электродов;
• режимы сварочного тока в зависимости от диаметра электродов и положения сварки или наплавки;
• особые условия выполнения сварки или наплавки;
• механические и специальные свойства металла шва, наплавленного металла или сварного соединения, не указанные в условном обозначении электродов;
• допустимое содержание влаги в покрытии перед использованием электродов;
• режим повторного прокаливания электродов; массу электродов в коробке или пачке.
Какое оборудование использовать при сваривании металлов электродами диаметром 5 мм?
Электроды диаметром от 5 мм и более необходимо профессиональное оборудование отечественного или импортного производства, при сварке электродами диаметром менее 4 мм подойдет оборудование как профессионального, так и бытового назначения.
Как по внешнему виду определить качество электродов? Существуют ли стандарты по ГОСТу?
Покрытие сварочных электродов должно быть плотным, прочным, без вздутий, пор, наплывов, трещин, за исключением поверхностных трещин и неровностей (на поверхности покрытия электродов допускаются поверхностные продольные трещины и местные сетчатые растрескивания, протяженность (максимальный размер) которых не превышает трехкратный номинальный диаметр электрода, если минимальное расстояние между ближайшими концами трещин или (и) краями участков местного сетчатого растрескивания более трехкратной длины более протяженной трещины или участка растрескивания), за исключением местных вмятин (на поверхности покрытия электродов допускаются местные вмятины глубиной не более 50% толщины покрытия в количестве не более четырех при суммарной протяженности до 25 мм на одном электроде) и задиров (на поверхности покрытия допускаются местные задиры протяженностью не более 15 мм при глубине не более 25% номинальной толщины покрытия числом не более двух на одном электроде).
Две местные вмятины, расположенные с двух сторон электрода в одном поперечном сечении, могут быть приняты за одну, если их суммарная глубина не превышает 50% толщины покрытия.
На участке электрода, примыкающем к зачищенному от покрытия контактному торцу электрода, допускается оголенность стержня протяженностью по длине электрода не более половины диаметра стержня, но не более 1,6 мм для электродов с основным покрытием и не более 2/3 диаметра стержня, но не более 2,4 мм для электродов с кислым, целлюлозным и рутиловым покрытиями.
Покрытие электрода не должно разрушаться при свободном падении электрода плашмя на гладкую стальную плиту с высоты:
• 1 м — для электродов диаметром менее 4 мм;
• 0,5 м — для электродов диаметром 4 мм и более.
При проверке допускаются частичные откалывания покрытия общей протяженностью до 5% длины покрытой части электрода, но не более 20 мм.
 Что такое тип электрода по ГОСТу, какие существует типы электродов?
Что такое тип электрода по ГОСТу, какие существует типы электродов?
Сварочные электроды классифицируются по типам (в обозначении типа электрода две стоящие за буквой «Э» (электрод) цифры — это минимальное временное сопротивление разрыву металла шва или сварного соединения в кгс/мм2).
Различают следующие типы сварочных электродов (ГОСТ 9467-75):
• Тип Э38, Э42, Э46 и Э50 применяются для сварки сталей с временным сопротивлением до 490 МПа;
• Тип Э42А, Э46А и Э50А применяются для сварки сталей с временным сопротивлением до 490 МПа, при предъявлении к металлу шва повышенные требования по относительному удлинению и ударной вязкости;
• Тип Э55 и Э60 используется для сварки сталей с временным сопротивлением разрыву свыше 490 МПа и до 590 МПа.
Какие оптимальные условия хранения электродов?
Электроды следует хранить в сухих отапливаемых помещениях при температуре не ниже плюс 15°С в условиях, предохраняющих их от загрязнения, увлажнения и механических повреждений
В какой упаковке поставляются электроды?
Электроды упакованы в водонепроницаемую битумированную бумагу в пачках массой по 5 кг или в коробки из картона (ГОСТ 7933 толщиной не менее 0,7 мм), коробки герметично упакованы в полиэтиленовую термоусадочную пленку.
Партия весом 1 тн уложена на деревянный поддон и обтянута стрейч-пленкой.
Высота укладки коробок с электродами на поддоны и крупногабаритные ящики не должна превышать 600 мм.
Масса брутто упаковочных мест не должна превышать: 1100 кг — для поддонов и крупногабаритных деревянных ящиков.
Сколько раз можно прокаливать электроды и не влияет ли это на качество?
Прокалку сварочных электродов рекомендуется проводить не более трех раз (не считая прокалки при их изготовлении). Прокалка электродов более четырех раз негативно влияет на прочность и качество покрытий.
Для чего нужна обмазка или назначение электродных покрытий?
Общее назначение обмазки или электродных покрытий – обеспечивать стабильность горения сварочной дуги и получать металл шва с заранее заданными свойствами (прочность, пластичность, ударная вязкость, стойкость против коррозии, и др.).
Стабильность горения сварочной дуги достигается снижением потенциала ионизации воздушного промежутка между электродом и свариваемой деталью.
Покрытие выполняет защитную функцию, шлак служит для защиты расплавленного металла шва от воздействия кислорода и азота воздуха путем образования шлаковых оболочек на поверхности капель электродного металла, переходящих через дуговой промежуток, и для образования шлакового покрова на поверхности расплавленного металла. Шлаковое покрытие уменьшает скорость охлаждения и затвердения металла шва, способствуя выходу из него газовых и неметаллических включений.
Шлакообразующими компонентами являются: титановый концентрат, марганцевая руда, каолин, мрамор, мел, кварцевый песок, доломит, полевой шпат и др.
Как снизить расход электродов?
Существуют два способа снизить расход электродов, сэкономить сварочные электроды.
Первый способ – технологический, второй способ экономии электродов – организационный.
Способ первый — технологический. Применение оптимальных, рекомендуемых параметров сварки. Для каждого вида сварочных работ рекомендуются электроды определённого типа, показатели силы тока и напряжения. При автоматической и полуавтоматической сварке сварочные электроды теряют на разбрызгивание менее 3%, в сравнении с 5% при ручной сварке.
Рекомендуется использовать стандартные держатели для уменьшения длины огарка. При ручной дуговой сварке затраты на сварочные электроды составляют значительную часть общей стоимости работ.
Второй способ – организационный — правильное хранения и транспортировка электродов сварочных, совершенствование организации труда, стимулирование рабочих к снижению расхода электродов и пр
Чем отличаются электроды МР-3 Синие от других марок сварочных электродов?
Специальные добавки в составе обмазки электродов МР-3С (синие) позволяют формировать более устойчивый обжим дуги и стабильность горения при перемещении электрода.
Электроды МР-3С (синие) позволяют выполнять сварку на предельно низких токах.
Электроды МР-3С (синие) имеют повышенную эффективность при сварке тавровых соединений с гарантированным получением вогнутых швов. Допускают сварку по окисленной поверхности.
В отличие от известных марок электродов МР-3, АНО-4, АНО-21 и др. у данных электродов используется комплексное раскисление металла, что обеспечивает их лучшие экологические характеристики. Так при расходе 1 кг сварочных электродов марки МР-3 выделяется 11, 2 г. сварочного аэрозоля при содержании 1, 25 г. марганца в нем. В случае использования электродов марки МР-3С (синие) выделяется 10, 3 г. сварочного аэрозоля при содержании в нем 0, 6 г. марганца.
Сравнительные испытания механических свойств электродов показали, что передел прочности металла шва, выполненного электродами МР-3С (синие), достигается при меньшем содержании марганца по сравнении с электродами МР-3. Это объясняется получением более мелкого первичного звена аустенита: 25–40 мкм вместо 50–55 мкм.
Чем отличается сварочные электроды УОНИИ 13/45 и УОНИИ 13/55?
Эти электроды отличаются составом обмазок. Состав обмазок УОНИИ 13/45 и УОНИИ 13/55 пирведен в таблице:
Какие электроды выбрать — несколько советов начинающему сварщику

Все сварщики знают, что такое электрод и как производить сварочные работы, но какие электроды лучше использовать для инверторной сварки в быту знают немногие. Для начинающего сварщика выбор электрода может стать проблемой: есть более двухсот марок с разными свойствами, назначением и характеристиками. Причем около 100 марок подходят для ручной дуговой электросварки инверторными аппаратами. В статье мастер сантехник расскажет, какие электроды выбрать начинающему сварщику.
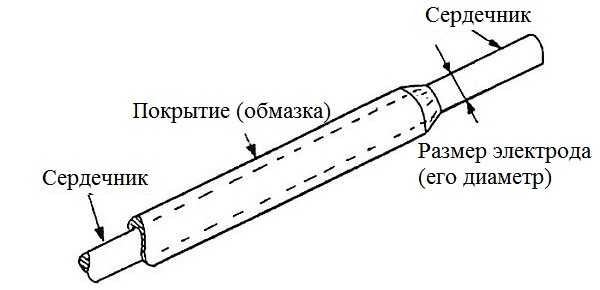
Что такое электрод и для чего обмазка

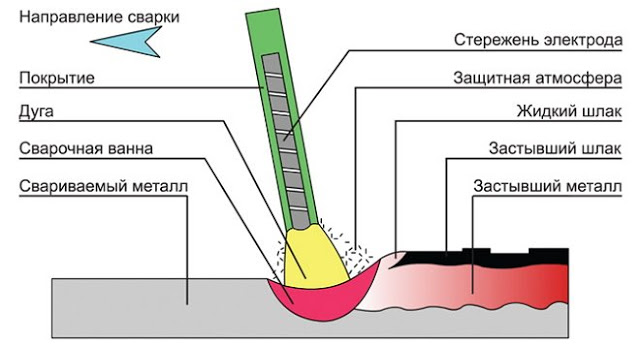
Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако. Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Так что обмазка обеспечивает хорошее качество шва.
Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь.
Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру. В противном случае она будет смещена.

Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью обмазки. Некоторые из них при повышенной влажности зажигаются очень плохо (например, УОНИ). В связи с такой «капризностью» обмазки, хранить их нужно в сухом месте, обеспечив по возможности герметичную упаковку. Можно коробку укладывать в пакет, а еще туда класть несколько пакетиков с солью, что бывают в обувных коробках.
Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.
Виды обмазки и их характеристики

Различают всего четыре вида покрытий:
- Основное.
- Рутиловое.
- Кислое.
- Целлюлозное.
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.
Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом.
При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Как выбрать электроды для инверторной сварки

В первую очередь подбирают состав сердечника: он должен быть сходным с типом свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали. Вот из такой же проволоки и должны быть электроды.
Иногда еще приходится варить нержавейку. Тогда сердечник тоже должен быть из нержавейки, причем для высоколегированным и жаростойких делают из металла с такими же характеристиками.
Выполнить все работы по дому или на стройке можно с использованием всего нескольких марок электродов:
- МР-3
- УОНИ 13/55
- АНО 21
- ОК 63.34
Они признаны многими лучшими электродами для новичков, которые работают с инверторными сварочными аппаратами: с ними работать проще, в то же время, они позволяют варить качественные швы даже при отсутствии значительного опыта. Ниже приведены характеристики и общее применение тех расходников, которые многие спецы считают хорошими электродами для инвертора. Во всяком случае, их часто рекомендуют начинающим сварщикам для наработки опыта.
Электроды с рутиловым покрытием МР-3
Чаще всего новичкам советуют начинать освоение сварных швов с электродами МР-3. Они легко разжигаются, даже при не очень хорошей вольт-амперной характеристике сварочного аппарата, дают хорошую защиту сварной ванны, позволяют довольно легко контролировать ее положение. Если электрод не разжигается, прокалите его при температуре 150-180° на протяжении 40 минут.
Применяются в аппаратах с переменным (сварочные трансформаторы) и с постоянным током (сварочные выпрямители и инверторы). К инверторам обычно подключаются на обратной полярности (+ на электроде). Подходят для любого типа шва, кроме вертикального сверху-вниз.
Электроды МР-3 некапризны к качеству свариваемых поверхностей. Ими можно работать даже на необработанных, покрытых ржавчиной и влажных деталях. Сварка ведется средней (2-3 мм) или короткой дугой.
Очень важна для начинающих сварщиков особенность МР-3: они хорошо «держат» дугу, работать ими просто. За это не все профессионалы любят эту марку: называют их бенгальскими огнями. Слишком мягко они варят: для хорошего прогрева необходимы медленные движения. Что профи не по вкусу, новичкам — то, что надо. Попробуйте начать обучение сварке именно с МР-3. У вас все должно получится.
УОНИ 13/55 с основной обмазкой

Это самые, пожалуй, широко распространенные и популярные электроды с основным покрытием. Они рекомендованы для сварки углеродистых и низколегированных сталей. Подходят для соединений ответственных конструкций. Швы получаются прочными к ударным нагрузкам и пластичными, хорошо переносят воздействие низких температур.
Недостаток этих электродов: они хорошо разжигаются только при достаточно большом значении холостого хода у инвертора (выше 70 В). Второй существенный недостаток: высокие требования к зачистке и обработке свариваемых металлов. Если на кромке останется ржавчина, пыль, масло или другие загрязнения, шов будет пористым.
Работать с УОНИ 13/55 можно только на сварочных аппаратах постоянного тока, в том числе и с инверторами, при обратной полярности (+ подают на электрод), причем короткой дугой (держать кончик электрода ближе к свариваемой поверхности). Минимальное напряжение холостого хода 65 В.

Этот тип электродов с рутиловым покрытием предназначен для работы с углеродистыми сталями небольшой толщины. При их использовании дуга разжигается легко (в том числе и при повторном розжиге), шов получается мелкочешуйчатым (из волн небольшого размера), шлак отделяется легко.
Электроды АНО 21 можно использовать для сварки водопроводных или газовых труб. Работают как с переменным так и постоянным током любой полярности. Перед сваркой необходима термическая обработка: их прокаливают при температуре 120°C на протяжении 40 минут.
Электроды по нержавейке ОК 63.34
Если вам необходимо сварить нержавейку, попробуйте ОК 63.34. Ими же можно варить и конструкционные стали. При этом получается шов с мелкой волной с плавным переходом к основной поверхности металла. Количество шлака небольшое, отбивается легко.
Этим электродом хорошо варить вертикальные швы а металле 6-8 мм, проходя сверху-вниз. Подходит для многопроходной сварки стыковых и нахлестных соединений. Работает с постоянным и переменным током любой полярности, минимальное напряжение холостого хода — 60 В.
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- Какой диаметр электрода использовать при сварке;
- Какой ток выставить;
- К какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл.
Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм.
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод.
При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус.
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Видео
В сюжете — Выбираем лучшие и худшие электроды для начинающего сварщика
В сюжете — Как расспознать тип электродов и понять для чего они применяются
В сюжете — Какими электродами начать учится варить
Маркировка вольфрамовых электродов по цветам

- Электроды для сварки нержавейки
- Электроды сварочные E4303 (аналог МР-3)
- Электроды чугун
- ER 308L (04Х19Н9)
- ER 309L (07Х25Н13)
- ER 316L (04Х19Н11М3)
- ER 321 (06Х19Н9T)
- ER 347 (07Х19Н10Б)
- ER 4043 (AlSi5)
- ER 5183 (AlMg4,5Mn)
- ER 5356 (AlMg5)
- Графитовые электроды
- Сварочные аксессуары
- TIG WP-17
- TIG WP-18
- TIG WP-26
- Расходные части
- Клеммы заземления Italian Type
- Клеммы заземления American (Netherland) Type
Аргонодуговая сварка неплавящимся, вольфрамовым электродом – это оптимальный метод сварки для получения качественного сварочного шва. Этот метод позволяет получить красивый шов, с высокими прочностными характеристиками. Этот метод позволяет производить сварку широкого спектра материалов – легированные и нелегированные стали, чугун, цветные металл и их сплавы и т.д. В зависимости от рода сварочного тока и свариваемого материала выбирают марку вольфрамового электрода.
Вольфрам — самый тугоплавкий из известных современной науке металлов, температура его плавления равна 3410°С, а температура кипения — 5900°С. Это обусловливает незначительный расход электродов при сварочных работах.. Чистота и точность итогового шва – еще один критерий, наличие которого влияет на выбор именно аргонодуговой сварки вольфрамовым электродом в ряде отраслей, к примеру, в автомобилестроении. Для усиления стабильности и устойчивости сварочной дуги создаются специальные электроды из вольфрама с добавлением оксидов редкоземельных элементов — лантана, циркония, тория, церия.
Особенности применения конкретной марки вольфрамовых электродов зависят от химического состава и количества в нем легирующей добавки. Маркировка вольфрамовых электродов с одного конца разными цветами дает возможность ориентироваться в ассортименте продукции и значительно упрощает выбор необходимого вида изделия. Дополнительным ориентиром служат буквенные обозначения в названиях материалов для сварки — вторая буква, следующая в наименовании за буквой W (вольфрам), означает название добавочного элемента. Числовые обозначения в маркировке всех вольфрамовых электродов отвечают за такую характеристику материала, как процентное содержание легирующего элемента (в десятых долях процента). Кроме того, в обозначении конкретной марки вы можете встретить дополнительные числовые значения. Они характеризуют длину неплавящегося электрода, которая может составлять 50, 75, 150 и 175 мм. Диаметр изделий также может различаться, наиболее распространены электроды нижеперечисленных диаметров (в миллиметрах): 1,0, 1,6, 2,0, 2,4, 3,0, 3,2, 4,0, 4,8, 5,0, 6,0, 6,4.
Рассмотрим перечень основных марок вольфрамовых электродов.

Электрод с содержанием вольфрама, не опускающимся ниже 99,5%, известен также под названием «чистый вольфрам». Обеспечивает отличную устойчивость дуги при работе на переменном токе. Приоритетной областью использования изделия является сварка на переменном токе таких металлов, как алюминий, магний и их сплавы. Подходит для использования в аргоновой и гелиевой защитной среде. Отличительной особенностью сварки также можно считать то, что электрод не затачивают, как в случае с другими электродами, а формируют сферу с рабочей стороны электрода. Сферическая форма у вольфрамового электрода получается под воздействием высоких температур в процессе сварки. Данная марка вольфрамового электрода характеризуются относительно небольшим сроком службы и безопасностью для здоровья сварщика.

Электрод с 2-процентной добавкой диоксида тория. Это самые популярные легированные электроды, именно они впервые продемонстрировали превосходство легированных электродов над классическими изделиями при работе в условиях постоянного тока. Приоритетной областью использования изделия считается сварка нержавеющих, углеродистых, низколегированных сталей, а также меди, титанов и их сплавов. При сварке торированным электродом необходимо менять угол заточки в зависимости от тока сварки, чтобы подстраиваться под любую задачу.

Универсальный электрод с 2-процентной добавкой диоксида церия. Это вещество повышает допустимый диапазон значений тока сварки. Но даже при малых значениях тока цериевые электроды превосходят изделия из чистого вольфрама. Подходит для работы с любыми типами сталей и сплавов (включая молибден, никель, титан, бронзу) в условиях переменного и постоянного тока. Отличаются высоким сроком службы. Наиболее яркий недостаток материала – концентрация оксида церия на раскаленном конце электрода при сварке с большими значениями тока.

Электрод с добавкой диоксида иттрия, размер которой может составлять 1,8-2,2%. Иттрированные вольфрамовые электроды являются наиболее устойчивыми из используемых сегодня неплавящихся электродов. Применяются для сварки особо ответственных соединений на постоянном токе прямой полярности. Подходит для сварки углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов.

Электрод с содержанием 0,8% оксида циркония. Подходит для работ с алюминием, магнием и их сплавами в условиях переменного тока. Идеальное решение для задач, при которых недопустим даже минимум загрязнения сварочной ванны. Изделия позволяют создать максимально стабильную дугу.

Электроды с добавкой 1,5% и 2% оксида лантана. Изделия обеспечивают чрезвычайно легкий запуск дуги, устойчивость дуги на всем протяжении работ и превосходные показатели повторного запуска дуги. Оксид лантана снижает износ рабочего конца изделия и повышает токовую нагрузку на 50% в сравнении с электродом из чистого вольфрама при одинаковом типоразмере. Равномерное распределение оксида лантана по всей длине изделия позволяет сохранять изначальную заточку электрода в ходе длительных работ. Электроды полностью безопасны для здоровья сварщика.
Компания GlobalWeldingCompany предлагает приобрести вольфрамовые электроды с легирующими добавками и унифицированной маркировкой, рабочие характеристики которых отвечают современным мировым стандартам. Огромный ассортимент профессиональных сварочных материалов напрямую от поставщиков всегда в наличии в Москве — чтобы вы могли сделать выбор в пользу баланса цены и качества. У нас вы найдете как стандартные типоразмеры вольфрамовых электродов с требуемой маркировкой, так и редкие, которые другие поставщики не предлагают или обычно возят под заказ.
Купить вольфрамовые электроды можно в нашем интернет-магазине.
Оптовые цены уточняйте у наших менеджеров.

