
Сталь угловая неравнополочная ГОСТ 8510 86
ГОСТ 8510-86 Уголки стальные горячекатаные неравнополочные. Сортамент
Текст ГОСТ 8510-86 Уголки стальные горячекатаные неравнополочные. Сортамент
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ НЕРАВНОПОЛОЧНЫЕ
ГОСТ 8510-86 (СТ СЭВ 255-76)
УДК 621.35774:006,354 Группа В22
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ НЕРАВНОПОЛОЧНЫЕ
Hot-rolled steel unequal-leg angles. Dimensions
ОКП 09 3100; 09 3200; 09 3300
Дата введения 01.07.87
1. Настоящий стандарт распространяется на стальные горячекатаные неравнополочные уголки.
Стандарт полностью соответствует СТ СЭВ 255—76.
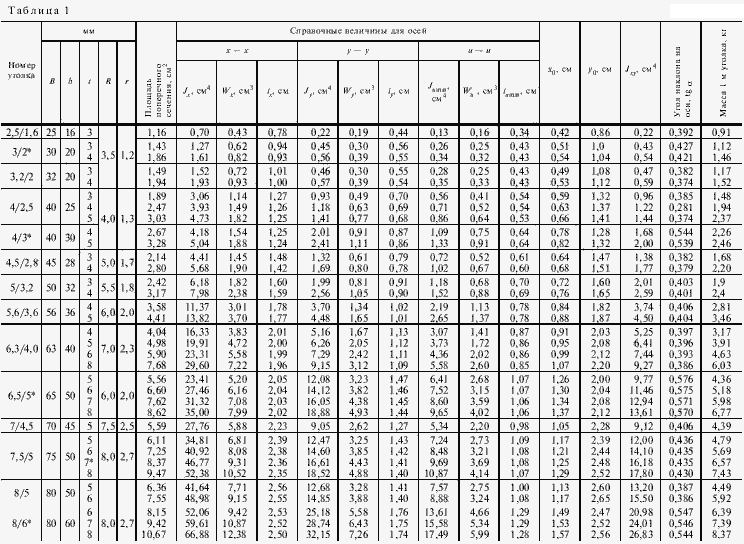
2. Размеры уголков, площадь поперечного сечения, справочные величины для осей и массы 1 м уголков должны соответствовать указанным на чертеже и в табл. 1.

Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1986 (6) Издательство стандартов, 1993 Переиздание с изменениями
Площадь попереч-ного сечения, см 2
Площадь попереч-ного сечения, см 2
1. Площадь поперечного сечения и справочные величины вычислены по принята равной 7,85 г/см 3 *
2. Радиусы закругления, форма и размеры участка сопряжения внутренних и на уголке не проверяют.
3. Уголки, отмеченные звездочкой, изготовляют по требованию потребителя.
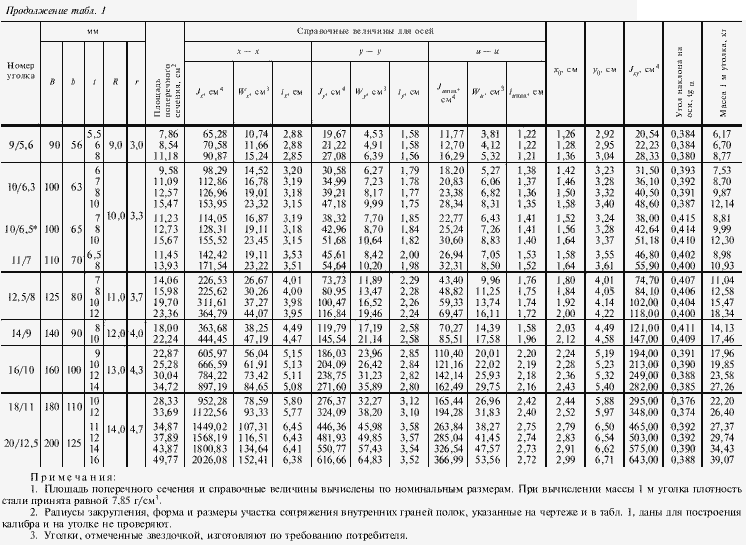
Продолжение табл. 1
Угол наклона на оси, tga
номинальным размерам. При вычислении массы 1 м уголка плотность стали граней полок, указанные на чертеже и в табл. 1, даны для построения калибра
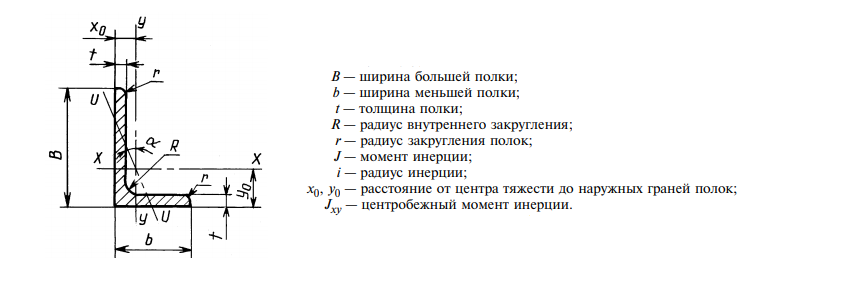
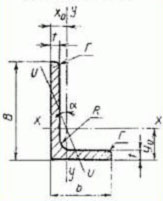
Условные обозначения к чертежу и табл. 1:
В— ширина большей полки;
Ь — ширина меньшей полки; t — толщина полки;
R — радиус внутреннего закругления; г —радиус закругления полок;
J — момент инерции; i — радиус инерции;
JC0, У о — расстояние от центра тяжести до наружных граней полок;
Jxy — центробежный момент инерции.
(Измененная редакция, Изм, № 1).
3. По точности прокатки уголки изготовляют:
А — высокой точности;
В —обычной точности.
4. Предельные отклонения по размерам уголков не должны превышать указанных в табл. 2.
по ширине полки
от 6,5 до 9 включ .
5. Предельные отклонения по размерам уголков, изготовленных на станах, не оборудованных жесткими клетями, не должны превышать указанных в табл. 3 до 01.01.93.
по толщине полки
по ширине полки
от 6,5 до 9 включ .
(Измененная редакция, Изм. № 1).
6. По согласованию изготовителя с потребителем предельные отклонения по толщине полки допускается заменять предельными отклонениями по массе, равными %.
7. Отклонение от прямого угла при вершине не должно превышать 35
8. Притупление внешних углов полок (в том числе и угла при вершине) не контролируется.
По требованию потребителя притупление внешних углов полок (в том числе и угла при вершине) не должно превышать:
0,3 толщины полки — для уголков толщиной до 10 мм включ.;
3.0 —для уголков толщиной ев, 10 до 15 мм включ.;
5.0 — для уголков толщиной св. 16 мм.
9. Уголки изготовляют длиной от 4 до 12 м: мерной длины;
кратной мерной длины; немерной длины;
ограниченной длины в пределах немерной; мерной длины с немерными длинами не более 5 % массы партии: кратной мерной длины с немерными длинами не более 5 % массы партии.
Допускается изготовлять уголки длиной свыше 12 м.
8; 9. (Измененная редакция, Изм. № 1).
10. Предельные отклонения по длине уголков мерной длины или кратной мерной длины не должны превышать в миллиметрах:
+ 30 — при длине 4 м;
+ 50 — при длине свыше 4 м до 6 м включ.;
+ 70— при длине выше 6 м;
по требованию потребителя +40 мм — для уголков длиной свыше 4 до 7 м:
+ 5 мм на каждый 1 м свыше 7 м.
11. Кривизна уголков не должна превышать 0,4% длины.
По требованию потребителя изготовляют уголки, кривизна которых не превышает 0,2 % длины.
Для уголков №2,5/1,6 до 5,6/3,6 включ. кривизну проверяют на длине 1 м.
12. Скручивание вокруг продольной оси не допускается.
13. Размеры поперечного сечения уголка проверяются на расстоянии не менее 500 мм от торца штанги.
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР и Госстроем СССР
С. И. Рудкж, канд. теки, наук; В. Ф. Коваленко, канд. техн. наук; Н. Ф. Грицук, канд. техн. наук; К- Ф. Перетятько; Г. И. Снимщикова; Е. И. Булгаков; Ж. М, Роева, канд. экон. наук; В. И. Краснова; Б. Г, Павлов, канд. техн. наук;
B. Ф. Беляев, канд. техн наук; В- В- Березин, канд. техн. наук;
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 15.10.86 №3082
3. ВЗАМЕН ГОСТ 8510-72
4. Срок действия продлен до 01.07.97 Постановлением Госстандарта СССР от 28Л2.90 № 3429
5. ПЕРЕИЗДАНИЕ (март 1993 г.) с Изменением № 1, утвержденным в декабре 1990 г. (ИУС 4—91)
Редактор Л, В, Афанасенко Технический редактор В. И. Малькова Корректор Л. Я. Митрофанова
>’аб 27,95 93 Подп к печ, 08.06.93 Уел. л л. 0,70. Уел, кр,-отт, 0,70, Уч.-изд, л 0,60. Тираж ЗОЮ зкз. С 344.
Ордена «Знак Почета» Издательство стандартов. 107076, Москва, Колодезный пер.. 14. Калужская типография стандартов, ул. Московская, 256. За к 1200
ГОСТ 8510-86
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
НЕРАВНОПОЛОЧНЫЕ
ГОСТ 8510-86 (СТ СЭВ 255-76)
Сортамент Hot-rolled steel unequal-leg angles. Dimensions
Дата введения 1987-07-01
- Настоящий стандарт распространяется на стальные горячекатаные равнополочные уголки.
- Размеры уголков, площадь поперечного сечения, справочные величины для осей и массы 1 м уголков должны соответствовать указанным на чертеже и в табл. 1.

ГОСТ 8510-86
1. Площадь поперечного сечения и справочные величины вычислены по номинальным размерам. При вычислении массы 1 м уголка плотность стали принята равной 7,85 г/см 3 .
2. Радиусы закругления, форма и размеры участка сопряжения внутренних граней полок, указанные на чертеже и в табл. 1, даны для построения калибра и на уголке не проверяют.
Условные обозначения к чертежу и табл. 1:
В — ширина большей полки;
b — ширина меньшей полки;
t — толщина полки;
R — радиус внутреннего закругления;
r — радиус закругления полок;
J — момент инерции;
i — радиус инерции;
x, y — расстояние от центра тяжести до наружных граней полок;
Jxy — центробежный момент инерции.
(Измененная редакция, Изм. № 1).
- По точности прокатки уголки изготовляют:
А — высокой точности;
В — обычной точности.
- Предельные отклонения по размерам уголков не должны превышать указанных в табл. 2.
(Измененная редакция, Изм. № 1).
- По согласованию изготовителя с потребителем предельные отклонения по толщине полки допускается заменять предельными отклонениями по массе, равными%.
- Отклонение от прямого угла при вершине не должно превышать 35¢.
По требованию потребителя притупление внешних углов полок (в том числе и угла при вершине) не должно превышать:
0,3 толщины полки — для уголков толщиной до 10 мм включ.;
3,0 — для уголков толщиной св. 10 до 15 мм включ.;
5,0 — для уголков толщиной св. 16 мм.
- Уголки изготовляют длиной от 4 до 12 м:
кратной мерной длины;
ограниченной длины в пределах немерной;
мерной длины с немерными длинами не более 5% массы партии;
кратной мерной длины с немерными длинами не более 5% массы партии.
Допускается изготовлять уголки длиной свыше 12 м.
8., 9. (Измененная редакция, Изм. № 1).
- Предельные отклонения по длине уголков мерной длины или кратной мерной длины не должны превышать в миллиметрах:
+30 — при длине 4 м;
+50 — при длине свыше 4 м до 6 м включ.;
+70 — при длине свыше 6 м;
по требованию потребителя +40 мм — для уголков длиной свыше 4 до 7 м:
+5 мм на каждый 1 м свыше 7 м.
- Кривизна уголков не должна превышать 0,4% длины.
По требованию потребителя изготовляют уголки, кривизна которых не превышает 0,2 % длины.
Для уголков № 2,5/1,6 до 5,6/3,6 включ. кривизну проверяют на длине 1 м.
- Скручивание вокруг продольной оси не допускается.
- Размеры поперечного сечения уголка проверяются на расстоянии не менее 500 мм от торца штанги.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
- РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР, Госстроем СССР
РАЗРАБОТЧИКИ
С. И. Рудюк, канд. техн. наук; В. Ф. Коваленко, канд. техн. наук; Н. Ф. Грицук, канд. техн. наук; К. Ф. Перетятько; Г. И. Снимщикова; Е. И. Булгаков; Ж. М. Роева, канд. экон. наук; В.И. Краснова; Б. Г. Павлов, канд. техн. наук; В. Ф. Беляев,канд. техн. наук; В. В. Березин, канд. техн. наук; С. И. Бочкова
- УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 15 октября 1986 г. № 3083
- Стандарт полностью соответствует СТ СЭВ 255-76
- ВЗАМЕН ГОСТ 8510-72
- Срок действия продлен до 01.07.97 Постановлением Госстандарта СССР от 28.12.90 № 3429
6. Переиздание с Изменением № 1, утвержденным в декабре 1990г. (ИУС4-91).
ГОСТ 8510-86
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ НЕРАВНОПОЛОЧНЫЕ
Сортамент
Hot-rolled steel unequal-leg angles. Dimensions
Дата введения 01.07.87
1. Настоящий стандарт распространяется на стальные горячекатаные равнополочные уголки.
2. Размеры уголков, площадь поперечного сечения, справочные величины для осей и массы 1 м уголков должны соответствовать указанным на чертеже и в табл. 1.


ТАБЛИЦА 1 (продолжение)

1. Площадь поперечного сечения и справочные величины вычислены по номинальным размерам. При вычислении массы 1 м уголка плотность стали принята равной 7,85 г/см3.
2. Радиусы закругления, форма и размеры участка сопряжения внутренних граней полок, указанные на чертеже и в табл. 1, даны для построения калибра и на уголке не проверяют.
3. Уголки, отмеченные звездочкой, изготовляют по требованию потребителя.
Условные обозначения к чертежу и табл. 1:
- В — ширина большей полки;
- b — толщина меньшей полки;
- t — толщина полки;
- R — радиус внутреннего закругления;
- r — радиус закругления полок;
- J — момент инерции;
- i — радиус инерции;
- x0, y0 — расстояние от центра тяжести до наружных граней полок;
- Jxy — центробежный момент инерции. (Измененная редакция, Изм. № 1).
3. По точности прокатки уголки изготовляют:
- А — высокой точности;
- В — обычной точности.
4. Предельные отклонения по размерам уголков не должны превышать указанных в табл. 2.

5. Предельные отклонения по размерам уголков, изготовленных на станах, не оборудованных жесткими клетями, не должны превышать указанных в табл. 3 до 01.01.93.

6. По согласованию изготовителя с потребителем предельные отклонения по толщине полки допускается заменять предельными отклонениями по массе, равными +3-5 %.
7. Отклонение от прямого угла при вершине не должно превышать 35’.
8. Притупление внешних углов полок (в том числе и угла при вершине) не контролируются. По требованию потребителя притупление внешних углов полок (в том числе и угла при вершине) не должно превышать:
- 0,3 толщины полки — для уголков толщиной до 10 мм включ.;
- 3,0 — для уголков толщиной св. 10 до 15 мм включ.;
- 5,0 — для уголков толщиной св. 16 мм.
9. Уголки изготовляют длиной от 4 до 12 м:
- мерной длины;
- кратной мерной длины;
- немерной длины;
- ограниченной длины в пределах немерной;
- мерной длины с немерными длинами не более 5% массы партии;
- кратной мерной длины с немерными длинами не более 5% массы партии.
- Допускается изготовлять уголки длиной свыше 12 м.
8; 9. (Измененная редакция, Изм. № 1).
10. Предельные отклонения по длине уголков мерной длины или кратной мерной длины не должны превышать в миллиметрах:
- +30 — при длине 4 м;
- +50 — при длине свыше 4 м до 6 м включ.;
- +70 — при длине свыше 6 м;
по требованию потребителя +40 мм — для уголков длиной свыше 4 до 7 м:
- +5 мм на каждый 1 м свыше 7 м.
11. Кривизна уголков не должна превышать 0,4% длины. По требованию потребителя изготовляют уголки, кривизна которых не превышает 0,2 % длины. Для уголков № 2,5/1,6 до 5,6/3,6 включ. кривизну проверяют на длине 1 м.
12. Скручивание вокруг продольной оси не допускается.
13. Размеры поперечного сечения уголка проверяются на расстоянии не менее 500 мм от торца штанги.
Неравнополочные уголки стальные горячекатаные ГОСТ 8510-86
При сооружении арматурных конструкций с повышенными характеристиками жесткости, усилении бетона, соединении поручней, организации перемычек используют стальные неравнополочные уголки. Горячекатаные изделия востребованы и в гражданском, и в частном строительстве. Применяются в дизайне интерьеров, судо- и автомобилестроении, при сооружении малых архитектурных объектов. Металлопрокат этого вида широко эксплуатируется даже в производстве мебели, оформлении помещений. Столь обширная сфера использования обусловлена повышенными прочностными качествами горячекатаного уголка. Его изготовляют в соответствии с ГОСТ 8510-86, который описывает размеры, площадь поперечного сечения и другие параметры изделия.

Описание и материалы производства в соответствии со стандартом
Горячекатаный неравнополочный улогок — профиль Г-образной формы из различных марок стали. Его отличительной характеристикой являются боковые полки разных размеров — одна больше другой. Согласно стандарту 8510-86 стальной сплошной металлопрокат изготавливают из:
- Углеродистой стали (марки 09г2с, ст3кп, Ст0-Ст6, ст4кп, ст4пс и 3сп5);
- Низколегированной стали (марки 15ХСНД, 08Г2С, 15Г2АФДпс, 16ГС, 10ХСНД, 12ГС, 14ХГС).
Используют и иные марки стали. Разная величина полок изделия эффективно используется при сооружении арочных конструкций, кровельных ферм и пр. Горячекатаный металлопрокат изготовляют путем горячей прокатки стальной заготовки. Ее пропускают между валками прокатного стана. Технология производства позволяет получить уголок с внешним заостренным углом равным 90 ’ .

Размерность уголоков, справочные величины для осей, площадь поперечного сечения, масса, должны соответствовать указанным в таблице 1.
Вес 1 м изделия зависит от поперечного сечения профиля — от 1.16 см 2 до 49.77 см 2 . При расчете массы исходя из того, что плотность стали должна быть не меньше 7.85 г/см 3 . При изготовлении стандартных изделий вес 1 м уголка будет варьировать в рамках от 0.91 кг до 39.07 кг. Расчет массы по плотности металла применяют при производстве металлопроката по требованию потребителя.
Какие параметры описывает стандарт 8510-86?
Действующий ГОСТ 8510-86 описывает:
- соотношение длин большей и меньшей полок;
- радиусы закругления концов полок и внутреннего угла;
- толщину полок;
- радиус и момент инерции;
- центробежный момент инерции.
Чтобы металлопрокат соответствовал стандарту, при его производстве также должно учитываться расстояние от внешних граней полок до центра тяжести. ГОСТ определяет и длину изделия. Она может варьировать в пределах от 4 до 12 м. При этом горячекатаный стальной профиль может иметь:
- мерную и немерную длину;
- кратную мерную длину;
- в пределах немерной ограниченную длину.
Допускается производство металлопроката и большей величины (длиной свыше 12 м), но при этом значение его кривизны по-прежнему не должно превышать 0.4% от длины. Стандартом описаны профили высокой (А) и обычной (В) точности. Для обоих видов изделий действуют предельные отклонения по габаритам. Они приведены в таблице ниже.

Характеристики углов и полок по стандарту
Стандарт 8510-86 гласит, что прямой угол (внешний, составленный сторонами профиля) при вершине не может иметь отклонение от 90′ больше, чем на 35’. При этом притупление внешних углов полок ГОСТом не контролируется. Но при производстве изделий по требованию потребителя нужно придерживаться следующих рекомендаций по притуплению:
- 0.3 от толщины полки для уголков толщиной до 10 мм;
- 3.0 — для уголков толщиной 10-15 мм;
- 5.0 — для уголков толщиной более 16 мм.
В таблице ниже приведены описываемые стандартом размерные характеристики наиболее востребованных неравнополочных горячекатаных стальных уголков. При производстве изделий превышать указанные параметры нельзя.

Для уголков неравнополочных мерной и кратной мерной длины отклонения по длине не должны превышать:
- +30 мм — изделия до 4 м;
- +50 мм — для четырех и шестиметровых профилей;
- +70 — если металлопрокат свыше 6 м.
При производстве горячекатаных уголков из стали по требованию потребителя длиной 4-7 м отклонение не должно превышать 40 мм. Далее +5 мм на каждый последующий метр.
Как в соответствии с ГОСТ требованиями проектируются горячекатаные стальные неравнополочные уголки показано на видео.
Сталь угловая неравнополочная ГОСТ 8510 86
Принципы и политика Компании

Сертификаты

Наше производство

Вакансии
Мы постоянно находимся в поиске профессионалов, поэтому новые вакансии появляются у нас регулярно.

Реквизиты
Состав и реквизиты Группы Компаний

Контакты

Прокатный инструмент
• Прокатные валки и ролики
• Рабочие валы, оси, штоки
• Калибры, оправки.

Элементы
трубопровода
Сборочные единицы и детали трубопроводов высокого давления.

Металлопрокат
Трубы с ТТ по ASTM A106 (EN 10216-2); ASTM A335 (EN 10216-2); ASTM A312 (EN10216-5).

Нейтральное оборудование
Изготовление пищевого оборудования

Лестничные ограждения
Комплектующие из нержавеющей стали для ограждающих конструкций

Крепеж
— шпильки;
— болты;
— гайки

Металлообработка
• заготовиельные операци;
• операции с листовым материалом;
• механическая обработка

Производство на заказ
Сборочные единицы и детали трубопроводов высокого давления.

Стали и сплавы
Марки.
Аналоги.
Применение.

Статьи

ГОСТы.
ОСТы
Подборка нормативных документов по сварке и металлопрокату

Справочники

Каталоги

Прайс-листы

Спецпредложения

Лестничные ограждения
Нейтральное оборудование
Некоторые ГОСТы :: Сортамент. :: ГОСТ 8510-86
Уголки стальные горячекатаные неравнополочные. Сортамент.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
НЕРАВНОПОЛОЧНЫЕ
Hot — rolled steel unequal — leg angles .
ГОСТ 8510-86
(СТ СЭВ 255-76)
Срок действия с 01.07.87
1. Настоящий стандарт распространяется на стальные горячекатаные равнополочные уголки.
2. Размеры уголков, площадь поперечного сечения, справочные величины для осей и массы 1 м уголков должны соответствовать указанным на чертеже и в табл. 1.
Справочные величины для осей
x — x
ix , см
iу , см
Iu min, см 4
iu min, см
1. Площадь поперечного сечения и справочные величины вычислены по номинальным размерам. При вычислении массы 1 м уголка плотность стали принята равной 7,85 г/см 3 .
2. Радиусы закругления, форма и размеры участка сопряжения внутренних граней полок, указанные на чертеже и в табл. 1, даны для построения калибра и на уголке не проверяют.
3. Уголки, отмеченные звездочкой, изготовляют по требованию потребителя.
Условные обозначения к чертежу и табл. 1:
В-ширина большей полки;
b —толщина меньшей полки;
l —толщина полки;
R — радиус внутреннего закругления;
r —радиус закругления полок;
J — момент инерции;
i -радиус инерции;
x , y —расстояние от центра тяжести до наружных граней полок;
Jxy -центробежный момент инерции.
(Измененная редакция, Изм. № 1).
3. По точности прокатки уголки изготовляют:
А— высокой точности;
4. Предельные отклонения по размерам уголков не должны превышать указанных в табл. 2.
Предельные отклонения, мм
по толщине полки
от 6,5 до 9 включ.
5. Предельные отклонения по размерам уголков, изготовленных на станах, не оборудованных жесткими клетями, не должны превышать указанных в табл. 3 до 01.01.93.
(Измененная редакция, Изм. № 1).
6. По согласованию изготовителя с потребителем предельные отклонения по толщине полки допускается заменять предельными отклонениями по массе, равными  %.
%.
7. Отклонение от прямого угла при вершине не должно превышать 35 ¢ .
Предельные отклонения, мм
по толщине полки
от 6,5 до 9 включ.
8. Притупление внешних углов полок (в том числе и угла при вершине) не контролируются.
По требованию потребителя притупление внешних углов полок (в том числе и угла при вершине) не должно превышать:
0,3 толщины полки-для уголков толщиной до 10 мм включ.;
3,0-для уголков толщиной св. 10 до 15 мм включ.;
5,0-для уголков толщиной св. 16 мм.
9. Уголки изготовляют длиной от 4 до 12 м:
кратной мерной длины;
ограниченной длины в пределах немерной;
мерной длины с немерными длинами не более 5% массы партии;
кратной мерной длины с немерными длинами не более 5% массы партии.
Допускается изготовлять уголки длиной свыше 12 м.
8., 9. (Измененная редакция, Изм. № 1).
10. Предельные отклонения по длине уголков мерной длины или кратной мерной длины не должны превышать в миллиметрах:
+30-при длине 4 м;
+50-при длине свыше 4 м до 6 м включ.;
+70-при длине свыше 6 м;
по требованию потребителя +40 мм-для уголков длиной свыше 4 до 7 м:
+5 мм на каждый 1 м свыше 7 м.
11. Кривизна уголков не должна превышать 0,4% длины.
По требованию потребителя изготовляют уголки, кривизна которых не превышает 0,2 % длины.
Для уголков № 2,5/1,6 до 5,6/3,6 включ. кривизну проверяют на длине 1 м.
12. Скручивание вокруг продольной оси не допускается.
13. Размеры поперечного сечения уголка проверяются на расстоянии не менее 500 мм от торца штанги.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР, Госстроем СССР
РАЗРАБОТЧИКИ
С. И. Рудюк, канд. техн. наук; В. Ф. Коваленко, канд. техн. наук; Н. Ф. Грицук, канд. техн. наук; К. Ф. Перетятько; Г. И. Снимщикова; Е. И. Булгаков; Ж. М. Роева, канд. экон. наук; В.И. Краснова; Б. Г. Павлов, канд. техн. наук; В. Ф. Беляев, канд. техн. наук; В. В. Березин, канд. техн. наук; С. И. Бочкова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 15 октября 1986 г. № 3083
3. Стандарт полностью соответствует СТ СЭВ 255-76
4. ВЗАМЕН ГОСТ 8510-72
5. Срок действия продлен до 01.07.97 Постановлением Госстандарта СССР от 28.12.90 № 3429
6. Переиздание с Изменением № 1, утвержденным в декабре 1990г. (ИУС4-91).

