
Азотирование стали в домашних условиях
Азотирование стали в домашних условиях: структура, технология и описание
Технологии азотирования основываются на изменении структуры поверхности металлического изделия. Данный комплекс операций требуется с целью наделения целевого объекта защитными характеристиками. Впрочем, не только физические качества повышает азотирование стали в домашних условиях, где нет возможностей для более радикальных мер наделения заготовки улучшенными характеристиками.
Общие сведения о технологии азотирования
Необходимость применения азотирования обуславливается поддержанием характеристик, позволяющих наделять изделия высококачественными свойствами. Основная доля техник азотирования выполняется в соответствии с требованиями к термическим способам обработки деталей. В частности, распространена технология шлифования, благодаря которой специалисты могут точнее корректировать параметры металла. Кроме этого, допускается защита участков, которые не подлежат азотированию. В данном случае может применяться покрытие тонкими слоями олова посредством гальванической методики. По сравнению с более глубокими методами структурного улучшения характеристик металла, азотирование – это насыщение поверхностного слоя стали, которое в меньшей степени влияет на структуру заготовок. То есть основные качества металлических элементов, связанные с внутренними характеристиками, не учитываются при азотированных улучшениях.
Разновидности методов азотирования

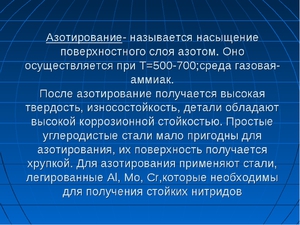
Подходы к азотированию могут различаться. Обычно выделяют два основных метода в зависимости от условий азотирования металла. Это могут быть методы повышения поверхностной износостойкости и твердости, а также улучшение коррозионной стойкости. Первый вариант отличается тем, что изменение структуры производится на фоне температуры, составляющей порядка 500 °C. Сокращение азотирования обычно достигается при ионной обработке, когда посредством анодов и катодов реализуется возбуждение тлеющего разряда. При втором варианте производится легированное азотирование стали. Технология данного типа предусматривает температурную обработку при 600-700 °C с продолжительностью процесса до 10 часов. В таких случаях обработка может сочетаться с механическим воздействием и термической доводкой материалов, в соответствии с точными требованиями, к результату.
Воздействие с ионами плазмы
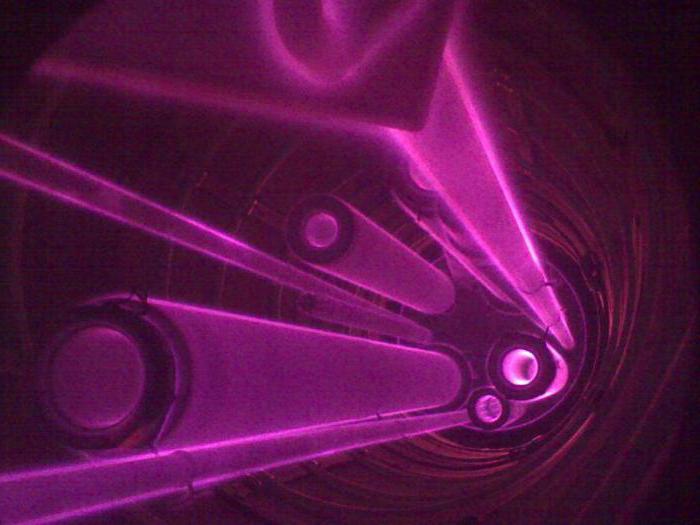
Это метод насыщения металлов в азотсодержащем вакууме, в котором возбуждаются электрические тлеющие заряды. В качестве анодов могут служить стенки нагревательной камеры, а катодом выступают непосредственно обрабатываемые заготовки. С целью упрощения контроля слоевой структуры допускается коррекция технологического процесса. Например, могут изменяться характеристики плотности тока, степень разряжения, расход азота, уровни добавления чистого технологического газа и т. д. В некоторых модификациях плазменное азотирование стали предусматривает и подключение аргона, метана и водорода. Отчасти это позволяет оптимизировать внешние характеристики стали, но технические изменения все же отличаются от полноценного легирования. Главная разница заключается в том, что глубинные структурные изменения и коррекции производятся не только по внешним покрытиям и оболочкам изделия. Ионная обработка может затрагивать полную деформацию структуры.
Газовое азотирование
Данная методика насыщения металлических изделий производится при температурном уровне порядка 400 °C. Но есть также исключения. Например, тугоплавкие и аустенитные стали предусматривают более высокий уровень нагрева — до 1200 °C. В качестве основной среды насыщения выступает диссоциированный аммиак. Управлять параметрами структурной деформации можно посредством процедуры газового азотирования, которая предполагает разные форматы обработки. Наиболее популярными режимами считаются двух-, трехступенчатые форматы, а также комбинация диссоциированного аммиака. Реже применяются режимы, которые предусматривают задействование воздуха и водорода. Среди контрольных параметров, которые определяют азотирование стали по качественным характеристикам, можно выделить уровень расхода аммиака, температуру, степень диссоциации, расход вспомогательных технологических газов и т. д.
Обработка растворами из электролитов
Как правило, используется технология применения анодного нагрева. По сути, это разновидность электрохимикотермической скоростной переработки стальных материалов. В основе данного метода лежит принцип использования импульсного электрического заряда, который проходит вдоль поверхности заготовки, размещенной в электролитной среде. За счет комбинированного воздействия зарядов электричества на поверхность металла и химической среды достигается и эффект полировки. При такой обработке целевая деталь может рассматриваться в качестве анода с подводкой положительного потенциала от электрического тока. В то же время объем катода должен составлять не меньше объема анода. Здесь надо отметить и некоторые характеристики, по которым ионное азотирование сталей сходится с электролитами. В частности, специалисты отмечают разнообразие режимов формирования электрических процессов с анодами, которые в том числе зависят от подключаемых смесей электролита. Это дает возможность более точной регуляции технико-эксплуатационных качеств металлических заготовок.

Католическое азотирование
Рабочее пространство в данном случае формируется диссоциированным аммиаком с поддержкой температурного режима порядка 200-400 °С. В зависимости от начальных качеств металлической заготовки подбирается оптимальный режим насыщения, достаточный для коррекции заготовки. Это касается также изменения парциального давления аммиака и водорода. Необходимый уровень диссоциации аммиака достигается за счет контроля давления и объемов газового снабжения. При этом, в отличие от классических методов газового насыщения, католическое азотирование стали предусматривает более щадящие режимы обработки. Обычно данная технология реализуется в условиях азотосодержащей воздушной среды с тлеющим электрическим зарядом. Функция анода выполняется стенками камеры нагрева, а катода – изделием.
Процесса деформации структуры

Практические все методы насыщения поверхностей металлических заготовок базируются на подключении температурного воздействия. Другое дело, что дополнительно могут задействоваться электрические и газовые методики коррекции характеристик, изменяющие не только наружную, но и внешнюю структуру материала. Главным образом технологи добиваются улучшения прочностных качеств целевого объекта и защиты от внешних воздействий. Например, стойкость к коррозии является одной из основных задач насыщения, в рамках которого выполняется азотирование стали. Структура металла после обработки электролитами и газовыми средами наделяется изоляцией, способной противостоять и механическим естественным разрушениям. Конкретные параметры изменения структуры определяются условиями будущего использования заготовки.
Азотирование на фоне альтернативных технологий
Наряду с методикой азотирования внешняя структура металлических заготовок может изменяться технологиями цианирования и цементации. Что касается первой технологии, то она в большей степени напоминает классическое легирование. Отличием этого процесса является добавление в активные смеси углерода. Имеет существенные особенности и цементация. Она также допускает применение углерода, но при повышенных температурах — порядка 950 °С. Главная цель такого насыщения – добиться высокой эксплуатационной твердости. При этом и цементация, и азотирование стали похожи тем, что внутренняя структура может сохранять определенную степень вязкости. На практике такая обработка применяется в отраслях, где заготовки должны противостоять повышенному трению, механической усталости, обладать износостойкостью и другими качествами, обеспечивающими долговечность материала.
Преимущества азотирования

К основным достоинствам технологии относится разнообразие режимов насыщения заготовок и универсальность применения. Поверхностная обработка с глубиной порядка 0,2-0,8 мм дает возможность также сохранять базовую структуру металлической детали. Впрочем, многое зависит от организации процесса, в рамках которого выполняется азотирование стали и других сплавов. Так, по сравнению с легированием, использование азотной обработки требует меньше затрат и допускается даже в домашних условиях.
Недостатки азотирования
Метод ориентирован на внешнюю доработку поверхностей металла, что обуславливает ограничение по защитным показателям. В отличие от углеродной обработки, к примеру, азотирование не способно корректировать внутреннюю структуру заготовки с целью снятия напряжения. Другим недостатком является риск негативного воздействия даже на внешние защитные свойства подобного изделия. С одной стороны, процесс азотирования стали может повышать коррозийную стойкость и влагозащищенность, но с другой – он же будет минимизировать плотность структуры и, соответственно, скажется на прочностных свойствах.
Заключение

Технологии обработки металлов предполагают широкий ассортимент способов механического и химического воздействия. Некоторые из них являются типовыми и рассчитываются на стандартизированное наделение заготовок конкретными технико-физическими способами. Другие же ориентируются на специализированную доработку. Ко второй группе можно отнести азотирование стали, которое допускает возможность практически точечной доработки внешней поверхности детали. Такой способ модификации позволяет одновременно формировать барьер от наружного негативного влияния, но при этом не изменять основу материала. На практике таким операциям подвергаются детали и конструкции, которые используются в строительстве, машино- и приборостроении. Особенно это касается материалов, изначально подвергающихся высоким нагрузкам. Впрочем, существуют и показатели прочности, которых невозможно достигнуть благодаря азотированию. В таких случаях применяется легирование с глубинной полноформатной обработкой структуры материала. Но и она имеет свои недостатки в виде вредных технических примесей.
Особенности азотирования стали
При производстве разных видов стали применяются дополнительные способы обработки, позволяющие улучшить характеристики материала. Одним из современных способов является азотирование стали. Он подразумевает насыщение материала частицами азота.
 Азотирование стали
Азотирование стали
Суть технологии
Процесс азотирования часто сравнивают с цементированием металлов. Однако у первого вида обработки большее количество преимуществ. При воздействии азотосодержащими газами на различные марки стали их поверхность не подвергают термической обработке. При этом показатель твердости увеличивается.
Поскольку при обработке поверхностного слоя металла габариты детали не изменяются, насыщение азотом применяют к заготовкам, прошедшим шлифовку и отпуск. После улучшения характеристик изделие может подвергаться финишной обработке.
При насыщении азотом сталь нагревается в среде с повышенной концентрацией аммиака. При этом процессе поверхностные слои металла насыщаются частицами азота. Благодаря этому изменяются следующие характеристики:
- повышается показатель твердости;
- улучшается износоустойчивость;
- повышается антикоррозийная устойчивость.
Цементации считается менее надёжным способом улучшения качеств стали, чем азотирование.
Особенности технологии
Чтобы насытить стальную поверхность азотом, используется муфель, изготовленный из железа. В нём размещается заготовка. Печь, в которой расположен муфель, разогревается до 600 градусов. В процессе нагревания муфель заполняется аммиаком и другими газами. При попадании в камеру аммиак разлагается. При этом выделяется азот, который насыщает поверхностные слои материала.
Какие факторы влияют на азотирование
Характеристики изделия зависят от условий, в которых проводится процесс насыщения азотом стальных заготовок. На азотирование влияют некоторые факторы:
- температурный режим, поддерживаемый при проведении обработки;
- уровень давления, при котором муфель наполняется газом;
- длительность проведения процедуры.
Чтобы ускорить процесс насыщения стальной поверхности азотом, применяется двухэтапная технология. На первой этапе заготовка нагревается до 525 градусов. Во время второго этапа детали разогревается до 600 градусов.
Варианты сред для обработки
Чтобы провести азотирование, применяются разнообразные газовые среды. Самой популярной считается смесь из 50% пропана и 50% аммиака. Металлическая поверхность нагревается до 570 градусов. Длительность процесса — около 3-х часов.
Иногда азотирование проводится в жидких средах. Сплав из цианистых солей нагревается до 570 градусов. В него на 3 часа опускается заготовка.
Разновидности азотирования и используемое оборудование
Чтобы провести процедуру азотирования можно использовать несколько видов оборудования, выбор которого зависит от выбранной технологии процесса насыщения стали азотом.
 Изделие после обработки
Изделие после обработки
Газовое
Насыщение стали азотом проводится при температурном диапазоне 400–1200 градусов Цельсия. При этом применяется диссоциированный аммиак. Характеристики можно изменять при помощи повышения или понижения температуры нагрева.
Чтобы выполнить обработку заготовки газовым методом, используются камерные и шахтные печи. Опытные металлурги рекомендуют использовать шахтные ретортные печи. Связано это с особенностями оборудования и возможностью равномерно распределять температуру по всей поверхности заготовки.
Каталитическое газовое
Этот способ обработки считается более модифицированным. Рабочим газовым составом является диссоциированный аммиак. Диапазон температур во время проведения азотирования выбирается в пределах 200–400 градусов Цельсия. Преимущество этого метода в том, что используются меньшие температурные режимы, чем при обычном газовом азотировании.
Оборудование для разогрева представляет собой комплекс элементов:
- панель управления и настройки печи;
- водное охлаждение;
- камера, в которой после включения образуется вакуум;
- механизмы, откачивающие воздух для создания вакуума;
- система, с помощью которой рабочая камера заполняется газом.
Чтобы изменить параметры слоев стали насыщенных азотом, применяется несколько способов. К ним относится насыщаемость азотом, добавка к рабочей среде метана, аргона, водорода.
Азотирование с применением растворов электролита
Анодный электролитный нагрев считается одним из скоростных способов обработки стальных поверхностей. Этот метод подразумевает под собой направление на заготовку импульсных зарядов электричества, которые проходят через всю деталь. При этом она должна находиться в ёмкости, заполненной электролитическим раствором.
 Азотирование электролитом
Азотирование электролитом
Преимущества технологии
У технологии азотирования существует ряд преимуществ:
- Улучшенный слой стали сохраняет свои характеристики при температуре до 650 градусов.
- Этапы проведения процедуры не включают в себя предварительное разогревание заготовки.
- Повышенный показатель твердости и износоустойчивости и обработанной детали.
- Устойчивость к механическим нагрузкам и коррозии.
Дополнительно повышается показатель выносливости металла.
Как протекает процесс
Провести подобную процедуру обработки металла в домашних условиях практически невозможно. Для этого требуется использовать промышленное оборудование и рабочие смеси газов. Обработка проходит в несколько этапов:
- Процесс проведения азотирования начинается после шлифовки заготовки и доведения её до конечных габаритов.
- Далее места, которые не требуется насыщать азотом, защищаются от его воздействия. Защитный слой получается из жидкого стекла или олова, которое наносится на поверхность заготовки в процессе электролиза.
- Проводится азотирование металла.
Последним этапом является финишная обработка детали. Это может быть дополнительная шлифовка или полировка.
Азотирование стали: описание и особенности процедуры
 Азотирование стали представляет собой относительно новую технологию диффузного насыщения поверхностного слоя азотом. Её автором стал академик Н. П. Чижевский , который предложил применять уникальную методику для существенного улучшения рабочих свойств и параметров стальной продукции. До 20-х годов прошлого столетия способ не использовался в промышленном масштабе.
Азотирование стали представляет собой относительно новую технологию диффузного насыщения поверхностного слоя азотом. Её автором стал академик Н. П. Чижевский , который предложил применять уникальную методику для существенного улучшения рабочих свойств и параметров стальной продукции. До 20-х годов прошлого столетия способ не использовался в промышленном масштабе.
- Принцип процесса
- Механизм азотной обработки стали
- Какие факторы влияют на азотирование
- Разновидности обрабатываемой стали
- Рекомендуемые марки
- Этапы процедуры
- Варианты сред для обработки
- Преимущества технологии
Принцип процесса
Если сравнивать азотирование с традиционной цементацией, то первый вариант предлагает множество весомых преимуществ, нехарактерных для других технологий. По этой причине его до сих пор считают самым лучшим и эффективным способом обработки стальных конструкций с целью получения максимальных показателей прочности без применения дополнительной термообработки. Плюсом методики принято считать сохранение прежних размеров заготовки, что позволяет применять её уже к готовым изделиям, прошедшим термическую закалку с высоким отпуском и шлифование до окончательной формы. Успешное завершение азотирования позволяет проводить конечную полировку и другую обработку.
Процесс выполняется под воздействием аммиака, который нагревается до определенных температур. В результате материал поддаётся насыщению азотом и обретает массу уникальных свойств, включая:
- улучшенную износостойкость металлических деталей, которая обеспечивается повышением индекса твердости их поверхностного слоя;
- более высокую выносливость или усталостную прочность заготовки;
- приобретение стойкой антикоррозийной защиты, которая остаётся прежней даже при воздействии с водой, воздухом и газовоздушной средой.
Прошедшие азотную обработку детали гораздо качественнее, чем аналогичные изделия, поддавшиеся цементации. Известно, что после второй процедуры слой сохраняет стабильную твердость лишь при условиях, что температурные показатели не превышают 225 градусов. В случае с азотом максимальный порог достигает 550−600 градусов. Это объясняется выработкой поверхностного слоя, который в несколько раз прочнее, чем традиционная закалка и цементация.
Механизм азотной обработки стали
 Процедуру выполняют в нагретой до 500−600 градусов Цельсия герметично закрытой среде из железа, которую устанавливают в печь. Точные показатели температуры муфели (закрытой реторты) определяются режимом и ожидаемым результатом. То же самое касается времени процедуры. В контейнере размещаются элементы из стали, которые будут насыщаться азотом.
Процедуру выполняют в нагретой до 500−600 градусов Цельсия герметично закрытой среде из железа, которую устанавливают в печь. Точные показатели температуры муфели (закрытой реторты) определяются режимом и ожидаемым результатом. То же самое касается времени процедуры. В контейнере размещаются элементы из стали, которые будут насыщаться азотом.
В процессе выполнения действия в реторту из баллона подаётся аммиак, который характеризуется способностью диссоциации (разложения) под воздействием определенной температуры. Механизм азотирования можно описать следующей формулой: 2 NH3 → 6H +2N.
В результате на поверхности железных изделий образуется слой нитридов, для которых характерна особая твердость. Как только процедура завершается, печь охлаждают вместе с потоком аммиака. Подобными действиями удаётся закрепить эффект по твердости слоя и предотвратить окисление поверхности.
Толщина нитридного слоя достигает 0,3−0,6 миллиметров. В итоге необходимость в термической обработке для улучшения показателей прочности банально пропадает. Формирование азотного слоя выполняется по сложной схеме, однако, путём продолжительных исследований металлурги изучили её максимально подробно. В сплаве возникают следующие фазы:
- Твердый раствор Fe3N с долей азота 8,0−11,2%;
- Твердый раствор Fe4N с долей азота 5,7−6,1%;
- Раствор N в α-железе.
Если удаётся довести процесс до температуры 591 градусов Цельсия, это позволяет заметить ещё одну α-фазу. При достижении лимита насыщения возникает ещё одна фаза. Эвтектоидный распад производит 2,35% азота.
Какие факторы влияют на азотирование
Ключевое воздействие на процедуру оказывают следующие факторы:
- температурный режим;
- давление газа;
- пролонгированность азотирования.
Конечный результат может определяться и степенью разложения активного вещества, которая варьируется в пределах 15−45%. К тому же важно учитывать одну особенность: чем выше температурные показатели, тем хуже прочностные показатели азотного слоя, но выше скорость диффузии. Твёрдость обусловлена коагуляцией нитридов.
 Чтобы «выжать» из процедуры максимум положительных свойств и сократить время на обработку, некоторые металлурги практикуют двухэтапный режим работы. На начальном стадии стальную заготовку обогащают азотом под воздействием температуры 525 градусов. Этого вполне достаточно для обогащения верхних слоёв и повышения твёрдости.
Чтобы «выжать» из процедуры максимум положительных свойств и сократить время на обработку, некоторые металлурги практикуют двухэтапный режим работы. На начальном стадии стальную заготовку обогащают азотом под воздействием температуры 525 градусов. Этого вполне достаточно для обогащения верхних слоёв и повышения твёрдости.
Следующий этап подразумевает применение более высокого температурного режима от 600 до 620 градусов Цельсия. В данном случае глубина полученного слоя доходит до заданных значений, а весь процесс ускоряется практически в два раза. Тем не менее показатели твёрдости остаются аналогичными, как и при одноступенчатой обработке.
Разновидности обрабатываемой стали
Современная металлургия использует технологию азотирования для обработки углеродистых и легированных сталей, где доля углерода составляет 0,3−0,5%. Высокую успешность процедуры можно заметить при выборе легирующих металлов, способных создавать нитриды с высокими показателями термостойкости и твёрдости. Для примера, особая результативность процесса характерна при использовании тех конструкций, в составе которых сосредоточен алюминий, молибден, хром и другое подобное сырье. Подобные стальные заготовки принято называть нитраллоями.
Молибден способен предупреждать отпускную хрупкость, которая вызывается медленным остыванием стали после успешного завершения обработки. В итоге материал обретает следующие характеристики:
- Твердость углеродистой стали — HV 200−250;
- Легированной — HV 600−800;
- Нитраллоев до HV 1200 и даже выше;
Рекомендуемые марки
Выбор конкретных марок стали определяется сферой эксплуатации элемента из металла. В основном металлурги выделяют следующие критерии:
 Если вам необходимо получить детали с высокими показателями поверхностной твердости, выбирайте марку 38Х2МЮА. Она отличается высоким содержанием алюминия, который вызывает низкую деформационную стойкость изделия. Если в стали отсутствует алюминий, это негативно сказывается на твёрдости и износостойкости, хотя расширяет сферы применения и позволяет воспроизводить самые сложные конструкции и заготовки;
Если вам необходимо получить детали с высокими показателями поверхностной твердости, выбирайте марку 38Х2МЮА. Она отличается высоким содержанием алюминия, который вызывает низкую деформационную стойкость изделия. Если в стали отсутствует алюминий, это негативно сказывается на твёрдости и износостойкости, хотя расширяет сферы применения и позволяет воспроизводить самые сложные конструкции и заготовки;- При станкостроении используются улучшаемые марки легированной стали 40Х, 40ХФА;
- Если речь идёт об изготовлении деталей с высоким риском циклических нагрузок на изгиб, используйте продукцию под марками 30Х3М, 38ХГМ, 38ХНМФА, 38ХН3МА;
- Что касается топливных агрегатов, где требуется применение сложнейших металлических изделий с высокой точностью изготовления, то есть смысл остановить свой выбор на модели 30Х3МФ1;
 Если вам необходимо получить детали с высокими показателями поверхностной твердости, выбирайте марку 38Х2МЮА. Она отличается высоким содержанием алюминия, который вызывает низкую деформационную стойкость изделия. Если в стали отсутствует алюминий, это негативно сказывается на твёрдости и износостойкости, хотя расширяет сферы применения и позволяет воспроизводить самые сложные конструкции и заготовки;
Если вам необходимо получить детали с высокими показателями поверхностной твердости, выбирайте марку 38Х2МЮА. Она отличается высоким содержанием алюминия, который вызывает низкую деформационную стойкость изделия. Если в стали отсутствует алюминий, это негативно сказывается на твёрдости и износостойкости, хотя расширяет сферы применения и позволяет воспроизводить самые сложные конструкции и заготовки;Этапы процедуры
Подготовительный этап, обработку азотом и финишное завершение поверхностного слоя стали и сплавов выполняют с помощью нескольких ступеней:
- Подготовка метала путём термической обработки, в процессе которой выполняется закалка и высокий отпуск. Внутренность изделия обретает характерную вязкость и прочность. Закалку проводят под воздействием высоких температур, вплоть до 940 градусов. В дальнейшем материал поддают охлаждению в масле или воде. Отпуск выполняется при температурном режиме 600−700 градусов Цельсия, чего достаточно для обретения повышенной твёрдости;
- Что касается механической обработки заготовок, то её завершают методом окончательной шлифовки материала. В конечном результате деталь обретает нужные размеры;
- Важно обеспечить ряд предохранительных мер для тех элементов, которые должны насыщаться азотом. В процессе обработки применяют простые составы вроде жидкого стекла или олова, которые наносятся путём электролиза слоем не больше 0,015 миллиметров. Это позволяет сформировать тонкую пленку, непроницаемую для азота;
- Следующий этап подразумевает азотирование по упомянутой выше технологии;
- На финишном этапе детали доводят до ожидаемого состояния, а заготовки сложной формы с тонкими стенками упрочняют при температуре 520 градусов Цельсия.
 Что касается изменения геометрических свойств заготовки после азотирования, то оно определяется толщиной полученного азотонасыщенного слоя и примененными температурами. В любом случае отклонения от ожидаемой формы незначительные.
Что касается изменения геометрических свойств заготовки после азотирования, то оно определяется толщиной полученного азотонасыщенного слоя и примененными температурами. В любом случае отклонения от ожидаемой формы незначительные.
Важно понимать, что современная технология обработки путём азотирования подразумевает использование печей шахтного типа. Максимальные температурные показатели достигают 700 градусов, поэтому циркуляция воздуха становится принудительной. Муфель бывает встроенным в печь или сменным.
При использовании дополнительного муфеля процесс обработки происходит гораздо быстрее. В итоге запасной муфель загружается сразу по готовности первого. Правда, такой способ не получил широкое распространение из-за высокой затратности.
Варианты сред для обработки
В настоящее время особо большим спросом пользуется азотная обработка стальных заготовок в аммиачно-пропановой среде. В таком случае у металлургов появляется возможность выдерживать сырье под воздействием 570 градусов на протяжении трёх часов. Образованный в таких условиях карбонитридный слой обладает минимальной толщиной, однако показатели прочности и износостойкости гораздо выше, нежели у тех вариантов, которые были изобретены по обычной методике. Твёрдость данного слоя находится в пределах 600−1100 HV.
 Технология по-особому незаменима при выборе изделий из легированных сплавов или стали, к которым предъявляются высокие требования по эксплуатационной выносливости.
Технология по-особому незаменима при выборе изделий из легированных сплавов или стали, к которым предъявляются высокие требования по эксплуатационной выносливости.
Также не менее популярным решением является применение технологии тлеющего разряда, когда материал упрочняют в азотсодержащей разряженной среде, подключая металлические изделия к катоду. В результате заготовка обретает отрицательно заряженный электрод, а у муфеля — положительно заряженный.
Технология позволяет сократить продолжительность действия в несколько раз. Между плюсом и минусом появляется разряд, а ионы газа воздействуют на поверхность катода, нагревая его. Такое воздействие осуществляется несколькими этапами:
- изначально происходит катодное распыление;
- затем очистка поверхности;
- затем насыщение.
На первом этапе распыления выдерживают давление 0,2 миллиметра ртутного столба и напряжение 1400 вольт на протяжении 5−60 минут. В таком случае поверхность нагревается до 250 градусов Цельсия. Второй этап подразумевает использование давления 1−10 миллиметров ртутного столбика при напряжении 400−1100 В. Для процедуры требуется 1−24 часа.
Ещё одним очень эффективным методом обработки является тенифер-процесс, который подразумевает азотирование в жидкости на основе расплавленного цианиста под воздействием температуры 570 градусов Цельсия.
Преимущества технологии
 В настоящее время технология азотирования считается самым популярным решением для достижения самых лучших эксплуатационных показателей металлических деталей. При правильном подходе обеспечивается наилучшее сопротивление изнашиванию, к тому же полученные в результате подобной обработки слои обретают высокую сопротивляемость коррозийному воздействию. Прошедшие обработку конструкции не нуждаются в дополнительной термической закалке. За счёт таких особенностей азотирование принято считать ключевым процессом обработки элементов в машиностроении, станкостроении и других сферах, где предъявляются высокие требования к составным частям.
В настоящее время технология азотирования считается самым популярным решением для достижения самых лучших эксплуатационных показателей металлических деталей. При правильном подходе обеспечивается наилучшее сопротивление изнашиванию, к тому же полученные в результате подобной обработки слои обретают высокую сопротивляемость коррозийному воздействию. Прошедшие обработку конструкции не нуждаются в дополнительной термической закалке. За счёт таких особенностей азотирование принято считать ключевым процессом обработки элементов в машиностроении, станкостроении и других сферах, где предъявляются высокие требования к составным частям.
Однако, кроме многочисленных плюсов, у технологии есть и минусы, которые заключаются в дороговизне и продолжительности процедуры. При температурном режиме 500 градусов Цельсия азот способен проникать на 0,01 миллиметров. В таком случае общая длительность процесса достигает одного часа.
Как и с какой целью проводится азотирование стали
Существует большое количество различных технологий по коррекции химического состава металла. Они предназначены для улучшения определенных эксплуатационных качеств металла. Сегодня азотирование проводят с целью насыщения поверхностного слоя изделия или заготовки азотом. Азотирование металла в промышленных масштабах стали проводить относительно недавно. Рассмотрим этот процесс подробнее.
Особенности применяемой технологии
Азотирование — это насыщение поверхностного слоя стали азотом. Эту технологию довольно часто сравнивают с цементированием, но они существенно отличаются, имеют свои определенные достоинства и недостатки.
К особенностям процесса азотирования можно отнести нижеприведенные моменты:
- Рассматриваемая технология не предусматривает сильное нагревание заготовки или изделия. За счет этого исключается вероятность образования внутренних деформаций, которые в дальнейшем приводят к появлению трещин и других дефектов.
- Несмотря на то что азотирование не приводит к перестроению кристаллической решетки материала, твердость поверхности существенно возрастает. При этом неважно, какой металл обрабатывается.
- При азотировании размеры обрабатываемой детали остаются практически неизменными. Этот момент определяет то, что есть возможность провести процесс насыщения структуры поверхностного слоя уже после проведения закалки с отпуском и финишной обработки.
- После проведения азотирования часто выполняется шлифовка или другая подобная обработка.
 Рассматриваемая технология не предусматривает сильное нагревание заготовки или изделия. За счет этого исключается вероятность образования внутренних деформаций, которые в дальнейшем приводят к появлению трещин и других дефектов.
Рассматриваемая технология не предусматривает сильное нагревание заготовки или изделия. За счет этого исключается вероятность образования внутренних деформаций, которые в дальнейшем приводят к появлению трещин и других дефектов.Проводится цементация стали 40х или алюминия, других металлов и различных сплавов. О закалке стали 40x в домашних условиях читайте здесь.
Суть азотирования
 Азотация проводится в газовой среде, которая наполнена концентрированным аммиаком. За счет насыщения поверхности азотом происходят следующие изменения:
Азотация проводится в газовой среде, которая наполнена концентрированным аммиаком. За счет насыщения поверхности азотом происходят следующие изменения:
- Существенно повышается показатель твердости поверхности. Кроме этого, отмечается увеличение износостойкости.
- Изделие обладает большой устойчивостью к усталостному сопротивлению.
- За счет коррекции химического состава поверхностного слоя повышается и коррозионная стойкость. Стоит учитывать, что коррозионная стойкость сохраняется при контакте стали или иного сплава, к примеру, 38×2мюа с водой, паровоздушной смесью или с воздухом повышенной влажности. За счет этого существенно расширяется область применения металла.
 Существенно повышается показатель твердости поверхности. Кроме этого, отмечается увеличение износостойкости.
Существенно повышается показатель твердости поверхности. Кроме этого, отмечается увеличение износостойкости.Цементироваться могут различные металлы и изделия, однако, этот процесс характеризуется тем, что поверхность приобретает твердость неравномерно. Проведенные исследования указывают на то, что после насыщения поверхности азотом показатель прочности увеличивается не менее чем в 1,5 раза.
Технологическая схема процесса
За относительно малый срок изучения процесса насыщения металла азотом было разработано несколько эффективных технологий обработки. При любой термохимической обработке важно соблюдать режим нагрева и охлаждения, выдержки изделия.
Условно весь процесс азотирования делиться на несколько этапов:
- Подготовительная термическая обработка. Этот этап заключается в закалке изделия и его высоком отпуске. Зачастую сталь 45 или другой металл нагревается до температуры 940 градусов Цельсия на первичном этапе термической обработки. В последнее время охлаждение изделия проводится исключительно в масле, что позволяет избежать появления различных деформаций. Проводимый отпуск позволяет расширить область применения металла, так как упрощается процесс обработки резанием.
- Механический этап обработки представлен шлифованием или чистовым точением, что позволяет придать детали требуемые размеры.
- Часто встречается ситуация, когда нужно выполнить термохимическую обработку только определенной части изделия. В этом случае на участки, которые не должны быть подвержены обработке, наносится тонкий слой олова или жидкого стекла. Цементировать также приходится при защите части изделия путем нанесения определенных веществ.
- Непосредственное выполнение азотирования проводится в газовой среде. Температура нагрева и другие режимы во много зависят от геометрии обрабатываемой детали и типа металла.
- Финишная обработка проводится для того, чтобы довести геометрические размеры и механические качества до нужных значений.
 Подготовительная термическая обработка. Этот этап заключается в закалке изделия и его высоком отпуске. Зачастую сталь 45 или другой металл нагревается до температуры 940 градусов Цельсия на первичном этапе термической обработки. В последнее время охлаждение изделия проводится исключительно в масле, что позволяет избежать появления различных деформаций. Проводимый отпуск позволяет расширить область применения металла, так как упрощается процесс обработки резанием.
Подготовительная термическая обработка. Этот этап заключается в закалке изделия и его высоком отпуске. Зачастую сталь 45 или другой металл нагревается до температуры 940 градусов Цельсия на первичном этапе термической обработки. В последнее время охлаждение изделия проводится исключительно в масле, что позволяет избежать появления различных деформаций. Проводимый отпуск позволяет расширить область применения металла, так как упрощается процесс обработки резанием.Сегодня довольно часто применяется инновационная технология ионно-плазменного азотирования. Традиционный метод предусматривает нагрев среды до температуры не выше 700 градусов Цельсия. Поэтому подобная технология получила весьма большое распространение, так как может проводиться при использовании относительно недорогостоящего оборудования.
В заключение отметим, что для насыщения поверхностного слоя азотом создается газовая среда, которая состоит из пропана (50%) и аммиака (50%). При применении подобной среды поверхность изделия нагревается до температуры 570 градусов Цельсия. Время выдержки зависит от различных параметров, может составлять несколько часов.
Азотирование стали в домашних условиях
Наткнулся на очень интересную технологию «Борокобальтирование»
Вот тут (http://www.dpva.info/Guide/GuideChemistry/SolutionsMixturesMetalls/WaterMetallCovers/WaterMetallCoversBoronCobalt/) прочитал про технологию нанесения в «домашних»(наверняка ультроядовито) условиях.
Я так понимаю в рамках завода это реализовать совсем несложно. И персонал особо умный не требуется. Одна прачка с деревянным веслом, пусть шестерни в чане мешает. 🙂
Конечно, всегда есть шанс варки, на базе всего этого заводчанами винта, но полученная твёрдость внушает уважение 16 000 МПа (http://allmetallurgy.ru/obrabotka-i-napylenie/887-povyshenie-udelnoj-nagruzki.html)
Первый раз слышу, что бы твёрдость измеряли мегапаскалями. Обычно это делают по методу роквелла, или бринеля.
По Роквеллу, вдавливают алмазную пирамидку, а по Бринелю, стальной шарик.
Роквелл для твёрдых поверхностей, бринель для более мягкого металла.
Для сравнения: (http://www.adio.su/content/view/337/350/)
«Различные виды хромовых покрытий имеют следующие значения твердости, МПа: блестящий и серебристо-матовый — 7500—11000; молочный — 5400—6000; серый — 3500—4000; отожженный хром — 3500—4000. Наиболее твердые хромовые покрытия значительно превышают по твердости закаленные (5000 МПа) и азотированные (7500 МПа) стали. «
Не всё так гладко, как кажется. Покрытие может быть и твёрдое, но как оно держится на подлежащем металле, это вопрос. И второе, а как шестерню сделать меньше, для наложения слоя твёрдого металла? После гальванического покрытия, деталь станет больше на толщину этого покрытия.
Ещё вопрос. Как гальванизировать внутренние полости, там уже нужно ставить циркуляционные насосы и аноды специальной формы.
Да и сам процесс гальванического покрытия, довольно сложный процесс. Температура раствора должна выдерживаться в пределах 5 градусов, а то и меньше. Даже нанесение хромового покрытия, довольно затейливый процесс, упустил температуру и покрытие стало матовым, или вообще серым.
Насколько я в курсе дела, самое простое, в процессе укрепления поверхности детали, это осталивание. Позволяет делать покрытие с твёрдостью до HRC 50—56.
Но опять же, это хорошо подходит к простым деталям, допустим, круглым валам, осям, не имеющим внутренних полостей. Поверхность шестерни осталить очень сложно. Не говорю, что не возможно, но архисложно. Нужен анод специальной формы, повторяющий зубья шестерни и принудительная циркуляция раствора. Ну и естественно, шестерня должна быть меньше размером, на слой наложенного металла.
И самое сложное, для кустаря, после нанесения гальванического покрытия, деталь нужно как то обработать на станке, ибо нанесённый слой имеет различную толщину, в разных местах. А если слой достаточно толстый, ещё и имеет поверхность шершавую, с острыми пиками.
У нас восстанавливают хромированием, поршневые пальцы компрессоров. Что бы восстановить несколько десяток, подвеска висит около 8 часов, при этом ток через электролит около 120 ампер идёт и температура раствора 60 градусов.
Перед хромированием шлифовка на станке, затем сборка подвески, с изоляцией тех частей, что хромированию не подлежат, промывка ацетоном и декапирование в специальной ванне. Затем вся подвеска нагревается в ванне с горячей, проточной водой и вешается в ванну для хромировки. Вокруг подвески завешиваются свинцовые аноды, с 3-х сторон, по всей длинне. Сначала включается обратный ток, что бы убрать жировые отложения, если таковые всё таки остались, на несколько секунд, а затем даётся прямой ток, с плавным увеличением до максимума и оставляется работать на всю смену, а бывает, что и дольше.
После нанесения слоя хрома, подвеска достаётся из ванны, промывается в горячей воде, измеряется и разбирается. Затем поршневые пальцы поступают на шлифовальный станок, для придания нужного размера.
При этом, хромовое покрытие довольно пористое, простым глазом это конечно не видно, но говорят, что это полезное свойство, ибо в порах держится запас масляного слоя.
Довольно дорогое удовольствие.
как минимум такими вещами надо заниматься под тягой. а не дома на кухне. ибо оно вонять будет. и полезных реактивов там я не увидел.
и в перчатках.
Естественно. По крайней мере, хром, одно из вреднейших веществ. Из организма практически не выводится. Да думаю, что и остальные вещества то же не безвредны.
Хромовый ангидрид загружается только в респираторе, ибо пылит однако. Дышать таким очень вредно.
У нас круглые сутки работает вытяжка. Причём на каждую ванну, вытяжка своя и забор испарений ведётся прямо над поверхностью раствора, а не общим зонтом, над головой.
При этом в расвор нужно постоянно подливать подогретую дистилированную воду. Дистилятор работает круглые сутки, обеспечивая ванны водой. Что то же не удешевляет процесс.
И на счёт ванн. Ванны то же должны быть стойкими к агрессивным растворам. В промышленном производстве, обычно делаю ванны стальными и в них ставится чехол из винипласта. Но винипласт со временем протекает, приходится менять регулярно. Самые лучшие ванны, из нержавейки и стеклянные, но это уже совсем редкость. У нас ванна с нержавейки. Причём нержавейка должна быть с высоким содержанием лигирующего вещества.
А вот ванна декапирования, она может быть и стальной. Там щелочной состав и соли. Конечно то же не вечная, но стоит довольно долго. И аноды тут можно применять стальные.
И по процессу покрытия металлов. У нас регулярно идёт отбор проб из ванны, на предметт состава. Химлаборатория следит за этим зорко и дают указания, чего не хватает. А как в домашних условиях следить за составом, я не представляю.
Очень вкусный чай, с дистилированной воды. Ибо тут уже вкус только чая, а не примесей, которые есть в воде. Ну и чай желательно вкусный заваривать.:D
Про то, что дистилированную воду пить вредно, я знаю. Но с другой стороны, жить вообще вредно.:D Не говоря уже о куреве и водке:D
как минимум такими вещами надо заниматься под тягой. а не дома на кухне. ибо оно вонять будет. и полезных реактивов там я не увидел.
и в перчатках.
ага,а если милиция нагрянет,то как докажешь,что не винт варишь или крокодил. химии-то полная хата будет. ну и чекисты насядут,террориста,якобы зхадержать,им ведь тоже доказать надо,что ты шестерни улучшаешь,а не плутоний из батареек выплавляешь. D:D:D
Про то, что дистилированную воду пить вредно, я знаю. Но с другой стороны, жить вообще вредно.:D Не говоря уже о куреве и водке:D
жить вредно,-от этого умирают. evil::evil::evil::D

