Полироль для нержавеющей стали от царапин
Полироль для нержавеющей стали в Москве

Чистящий крем Topperr со специальными микрочастицами Ultra очищает и восстанавливает такие металлы, как нержавеющая сталь, серебро, латунь, бронза, медь, олово, хром и алюминий. Микрочастицы Ultra, попадая на загрязнения, разъедают их, придавая металлу естественный блес.

Чтобы посуда и металлические поверхности всегда были в идеальном состоянии, используйте полироль для нержавеющей стали. Средство быстро оттирает загрязнения и разводы, оставляя зеркальный блеск. Жидкость не содержит фосфатов, не загрязняет окружающую среду. В составе то.


Тип металла: сталь, алюминий, хром

Высокоэффективное средство по уходу за металлическими поверхностями Final Polish. Предназначено для полировки, очистки и придания блеска поверхностям из нержавеющей стали, цветных металлов, а также никелированным и хромированным поверхностям. Используется для обработки.

средство: жидкость, для металлических поверхностей, для эмалированных поверхностей
Универсальное средство для очистки, полировки и защиты изделий из стали. Идеально подходит для раковин из нержавеющей стали, посудных сушек, кастрюль, сковородок, чайников и другой стальной кухонной утвари, а также синтетических раковин, хромированных кранов и т.д. Удал.

Средство: крем, для металлических поверхностей

Средство: жидкость, для металлических поверхностей

Очиститель и полироль для нержавеющей стали содержит экологически предпочтительные химические средства для очистки и блеска нержавеющей стали без царапин. Устраняет разводы от воды. Не оставляет жирной пленки. Сохраняет оригинальную отделку из нержавеющей стали и других.
Полировка и очистка нержавейки и изделий из нержавеющей стали.Очищает поверхность, придает сияющий блеск, образует защитный слой, защищающий от ржавчины и коррозии.Отвечает требованиям стандарта NSF и пригодно для использования в зонах приготовления пищи для очистки и п.

Средство: жидкость, для металлических поверхностей

Средство: пена, для металлических поверхностей

Средство: жидкость, для металлических поверхностей

Специальная полироль для обработки лакокрасочного покрытия автомобилей и мототехники. Удаляет царапины на лакокрасочном покрытии. Позволяет радикально обновить внешний вид деталей. Обеспечивает защиту от негативных внешних факторов и ультрафиолетового излучения
Универсальное средство для очистки, полировки и защиты изделий из стали. Идеально подходит для раковин из нержавеющей стали, посудных сушек, кастрюль, сковородок, чайников и другой стальной кухонной утвари, а также синтетических раковин, хромированных кранов, и т.д

Средство предназначено для регулярного мытья и ухода за раковинами из нержавеющей стали, столовыми приборами, кастрюлями. Жидкость растворяет жир, нагар, стойкие загрязнения, ржавчину, накипь, налёт на хромированных и оцинкованных поверхностях. Очиститель устраняет непр.

Средство для чистки и полировки нержавеющей стали, 250 мл. Средство для чистки и полировки нержавеющей стали, хрома и других металлов позволяет полировать и чистить столовые приборы, кастрюли, мойки и другие поверхности на кухне, сделанные из нержавеющей стали и хрома.
Нейтральное средство для очистки и сохранения нержавеющей стали, меди, латуни, бронзы, хромированных, никелированных, ламинированных поверхностей. Обладает высокой очищающей способностью, легко удаляет следы от пальцев, пыль, грязь, аллергены. Создает на поверхности тон.

Основа: абразивная, форма выпуска: кремообразная, размер абразива: крупноабразивный, действие: устраняет голограммы, для полировальной машинки, для одношаговой обработки, оттенок кузова: для любых оттенков кузова, вес: 250 кг

Средство: жидкость, для металлических поверхностей, для кухонных плит, для духовых шкафов, кислотное, антибактериальное

Вид полировки: восстановительная, форма выпуска: кремообразная, действие: защищает ЛКП, придает блеск, оттенок кузова: для любых оттенков кузова, объем: 0.08 л

Вид полировки: восстановительная, форма выпуска: кремообразная, действие: придает блеск, для одношаговой обработки, объем: 0.05 л
Очиститель — полироль для нержавеющей стали. Нейтральное средство для очистки и сохранения нержавеющей стали, меди, латуни, бронзы, хромированных, никелированных, ламинированных поверхностей. Обладает высокой очищающей способностью, легко удаляет следы от пальцев, пыль.

средство: крем, для металлических поверхностей, для кухонных плит, для СВЧ
Универсальный состав, предназначенный для чистки и полировки изделий из хрома, стали, нержавеющей стали, алюминия и других белых металлов. Придает блеск бытовым приборам и другим изделиям из стали и хрома, удаляя ржавчину, известковый налет, жир и отпечатки пальцев. Защ.

Вид полировки: защитная, форма выпуска: кремообразная, действие: придает блеск, для одношаговой обработки, оттенок кузова: для любых оттенков кузова, объем: 0.12 л

Средство предназначено для ухода за раковинами из нержавеющей стали, поверхностями из меди, латуни, хрома и железа, столовыми приборами и кастрюлями. Легко растворяет жир и стойкие загрязнения. Устраняет неприятные запахи и придаёт блеск очищаемой поверхности. Не оставл.

Назначение: для чистки и полировки деревянной мебели и др. деревянных поверхностей в помещениях. Область применения: торговые и деловые центры, медицинские, образовательные, медицинские, спортивно оздоровительные и культурно досуговые учреждения, организации общественно.

Вид полировки: защитная, спрей, форма выпуска: жидкая, действие: защищает ЛКП, придает блеск



средство: набор, для металлических поверхностей, для кухонных плит, для духовых шкафов, кислотное
Полироль разработан специально для очистки и полировки автомобильных поверхностей из нержавеющей стали. Придает сияющий блеск металлической поверхности, формирует защитный слой предохраняющий от коррозии и ржавчины. Подходит для чистки и полировки посуды из нержавеющей.

Вид полировки: финишная, основа: абразивная, форма выпуска: кремообразная, размер абразива: мелкоабразивный, действие: придает блеск, для полировальной машинки, оттенок кузова: для любых оттенков кузова, объем: 0.25 л
Полироль для нержавеющей стали от царапин
Инструмент
и оборудование для обработки металла



Поиск товаров по каталогу:

бесплатный звонок по России

- Каталог
- Обзоры инструментов
- Сервис
- Доставка и оплата
- Бренды
- Контакты
- Новинки
- Распродажа
- Расходные материалы/оснастка
- Наборы для обработки нержавеющей стали
- Станки
- Инструменты
- Bosch X-LOCK
- Расходные материалы/оснастка
- Абразивные материалы
- Доводочные круги
- Зачистные круги (коралловые круги)
- Шлифовальные валики
- Фибровые круги
- Круги лепестковые торцевые
- Круги на липучке Velcro
- Шлифовальные головки
- Шлифовальные листы и рулоны
- Технические щетки
- Круги с креплением Roloc™
- Шлифовальная лента
- Отрезные круги
- Шлифовальные круги
- Шлифовальные гильзы
- Круги и щётки 3M и Scotch-Brite™ Bristle
- Шлифовальные губки
- Полировальные материалы
- Полировальные круги
- Войлочные полировальные круги
- Полировальные головки
- Овчина полировальная
- Полировальные валики
- Тканевые круги
- Круги с пропиткой
- Полировальные пасты
- Для металла
- Для алюминия
- Материалы для электрохимической пассивации
- Очистители и средства для ухода
- Средства индивидуальной защиты
- Защита рук
- Защита органов дыхания
- Защита зрения
- Одежда и аксессуары GTOOL
- Твёрдосплавные борфрезы GTOOL
- Цилиндр с гладким торцом (A)
- Цилиндр с торцовыми зубьями (B)
- Цилиндр со сферическим концом (C)
- Сфера (D)
- Овал (E)
- Парабола с закругленной головкой (F)
- Парабола с заостренной головкой (G)
- Язычок пламени (H)
- Конус (M)
- Конус с закругленной головкой (L)
- Перевернутый конус (N)
- Зенкер с вершиной 60° (J)
- Зенкер с вершиной 90° (K)
- Диск (T и Y)
- Наборы борфрез
- По алюминию
- Комбинированные
- Оснастка для граверов
- Шлифовальные диски
- Полировальные диски
- Борфрезы
- Держатели
- Наборы
- Корончатые сверла/Кольцевые фрезы
- Из быстрорежущей стали
- С твердосплавными напайками
- Weldon
- QuickIn
- Коронки твердосплавные
- Кольцевые фрезы
- Центрирующие штифты
- Для рельс
- Переходники и адаптеры
- Смазывающе-охлаждающие жидкости
- Насадки для реноваторов
- универсальные
- для FEIN MultiMaster
- для FEIN SuperCut
- для Bosch GOP
- для Metabo MTX
- для FESTOOL Vecturo
- для Makita TM (BTM, DTM)
- пилки по металлу
- пилки по керамике
- пилки по дереву
- StarLock
- StarLock Plus
- StarLock Max
- Оснастка и принадлежности
- Шлифовальные барабаны и принадлежности
- Опорные тарелки на липучке
- Опорные тарелки для фибровых кругов
- Опорные тарелки с креплением Roloc™
- Переходники и оправки
- Шлифовальные блоки
- Консоли к ленточным напильникам
- Пылезащитные фильтры
- Магнитные держатели
- Наборы для обработки нержавеющей стали
- Для сварных швов
- Для полировки дисков
- Для полировки
- Для шлифовки
- Для сатинирования
- Для полировки алюминия
- Станки
- Станки GRIT
- Шлифовальные станки GRIT
- Шлифовальные модули GRIT
- Блоки к шлифовальным станкам GRIT
- Готовые решения GRIT
- Станки для снятия грата и заусенцев GRIT
- Гриндеры
- Опорные стойки к шлифовальным станкам GRIT
- Ролики для выборки радиусов
- Колеса контактные
- Сверлильные станки
- Диаметр от 12 до 35 мм
- Диаметр от 35 до 50 мм
- Диаметр от 50 до 80 мм
- Диаметр от 80 до 150 мм
- Диаметр до 200 мм
- Магнитные стойки
- Ручные системы корончатого сверления
- Аккумуляторные сверлильные станки
- Пневматические сверлильные станки
- Сверлильные станки для труб
- Шлифовальные посты SUHNER
- Двигатели
- Насадки
- Гибкие валы
- Принадлежности
- Цанги
- Инструменты
- Электроинструмент
- Болгарки (ушм)
- Прямые шлифовальные машины
- Ленточные машины для труб
- Ленточные напильники
- Машины для сатинирования и полирования
- Машины для труднодоступных мест
- Эксцентриковые шлифмашины
- Реноваторы. Мультимастеры
- Пневмоинструмент
- Угловые шлифовальные машины
- Орбитальные шлифовальные машины
- Прямые шлифовальные машины
- Ленточные шлифовальные машины
- Фаскосниматели
- Ручные фаскосниматели
- Дополнительное оборудование и комплектующие
- Фрезерные пластины
- Фрезерные головки
- Каталоги продукции
- Технологии
- Видео
- Обзоры
- Школа обработки металла GTOOL
Наши партнеры периодически сталкиваются со сложной задачей — полировкой большой плоской поверхности из нержавеющей стали.
Необходимость такой работы может возникнуть по разным причинам:
- поверхность не имеет полировки и ее нужно сделать с нуля,
- поверхность имела “заводскую” полировку, но утратила ее в процессе эксплуатации,
- поверхность получила дефекты (царапины, потертости) в результате эксплуатации или транспортировки.
Характер и объем таких дефектов будет определять дальнейший процесс обработки: его продолжительность, стоимость и трудоемкость.
В этой статье мы хотим рассказать об одном из наиболее эффективных и удобных способов полировки большой плоской поверхности из нержавеющей стали.
Наша поверхность имела полировку изначально, но потускнела в процессе использования и получила незначительные дефекты (неглубокие царапины).
! Важно знать, что заводская полировка выглядит иначе, чем та, которую вы сможете получить вручную. Таким образом, обработанный и необработанный участок полированного листа будут отличаться. Мы сможем получить максимально близкую по характеру поверхность, но отличия будут практически всегда. Это следует учитывать перед началом работ, так как скорее всего придется обрабатывать всю поверхность, даже если дефекты занимают не всю площадь.

Всю работу следует разделить на 3 основных этапа:
- Удаление дефектов, царапин. Получение однородной поверхности.
- Подготовка поверхности к полировке.
- Полировка поверхности (предварительная и финишная).
Процесс.
1. Удаление дефектов, царапин. Получение однородной поверхности.
Этот этап стоит считать одним из наиболее важных, так как от него зависит сколько времени мы потратим на дальнейшую обработку.
Почему важно правильно подобрать “зернистость” первого этапа:
- если вы используете зернистость кругов выше, чем вам необходимо, то получите поверхность более грубую, и потратите больше времени и материалов на последующую обработку такой поверхности.
- если вы возьмете зерно меньше, чем следует, то потратите больше времени на работу одним кругом, возникнет риск перегрева поверхности и избыточного износа круга (увеличения затрат).
Рекомендуем придерживаться одного простого правила: начинайте с зерна меньше на один шаг, чем вам показалось необходимым изначально. Вы всегда сможете взять зернистость грубее, если используемое зерно не устроит по производительности.
Для обработки большой плоской поверхности рекомендуем использовать орбитальную шлифовальную машину так как она:
- имеет высокую производительность за счет большего пятна контакта.
- дает равномерную поверхность без искажений за счет принципа движения и прилегания всей плоскостью круга (отсутствие зон избыточного давления).
Можно использовать и обычную УШМ с регулировкой оборотов, но в нашем случае орбитальная машина — оптимальный вариант.
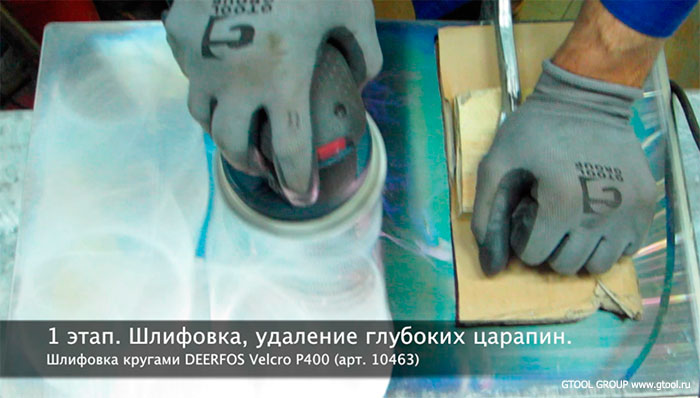
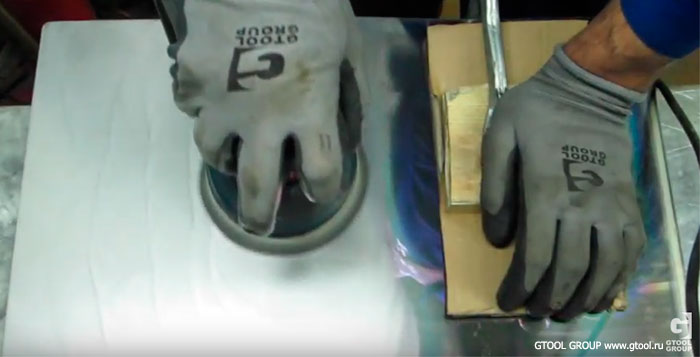
После обработки поверхности кругами Р400 все дефекты были удалены, поверхность получила равномерную структуру.
2. Подготовка поверхности к полировке
На этом этапе наша задача максимально понизить риску и уменьшить шероховатость поверхности. Используем тот же инструмент и круги на липучке Velcro Р600 и Р800 последовательно.
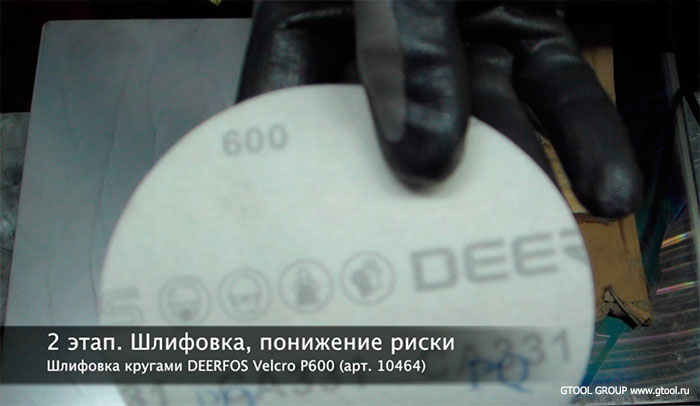

Между этапами необходимо очищать обрабатываемую поверхность от остатков абразивного материала предыдущих этапов.
После обработки кругами Р800 поверхность готова к последнему этапу.
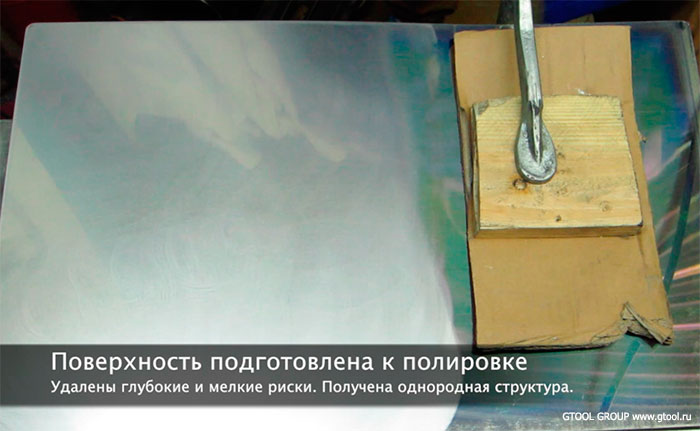
Так как наше изделие плоское, и на его поверхности хорошо заметны все дефекты обработки, полировка производится в два этапа: предварительная и финишная.
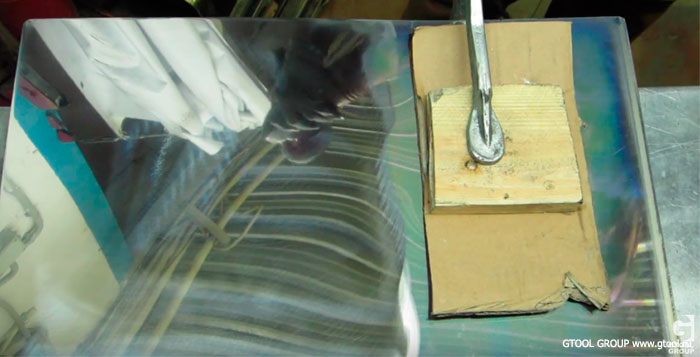
Предварительная полировка:
Обороты инструмента — 2700 об/мин.
Работа кругом осуществляется под наклоном 5-10 градусов к поверхности.

В процессе предварительной полировки мы удаляем все риски от предшествующих этапов и придаем поверхности однородность и блеск.
Но у нас еще остались следы от войлока и пасты, так называемая “паутинка”.
Чтобы ее удалить нужна финишная полировка.
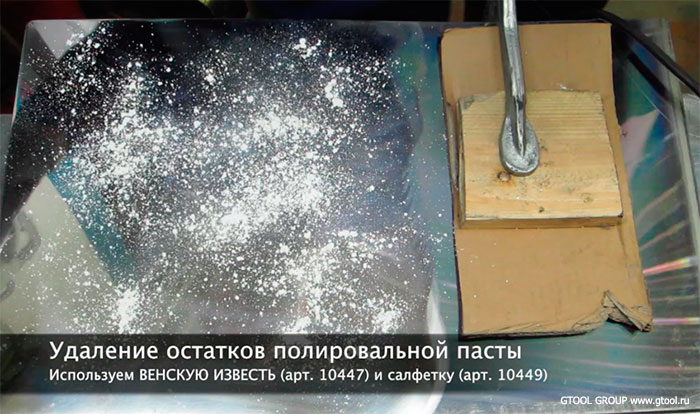
Между этапами полировки использовали венскую известь и специальные салфетки для удаления остатков пасты, чтобы предварительная паста не попала на новый войлочный круг.
Финишная полировка:
Для финишного полирования используем фетровый полировальный круг 3М на мягкой опорной тарелке и полировальную пасту 3М Marine.

Так как пасту мы используем жидкую, то сначала мы аккуратно наносим ее на круг, а затем размазываем по обрабатываемой поверхности. Это сократит расход пасты.

Финишную полировку осуществляем на минимальных оборотах — 2700 об/мин.
Используя такой круг на мягкой тарелке мы можем работать всей плоскостью.

После финишной полировки снова удаляем остатки пасты с помощью венской извести и салфетки.
В результате мы получаем сияющую глянцевую поверхность.

Справа участок до обработки, слева — после.
Полировка восстановлена, мелкие дефекты устранены.
Данная технология полировки — это один из вариантов решения такой задачи, и она может быть изменена в зависимости от начальных условий.
В технологии полировки использовано:
Всю технологию мы сняли на видео, которое вы можете посмотреть прямо сейчас:
Методы полировки нержавейки
Материал имеет в своем составе легирующие элементы, которые защищают от коррозии и образования нагара. Со временем на поверхности появляются царапины и потертости, а также окисления. При этом помогает полировка нержавейки. В данном случае при обработке достигаются высокие классы шероховатости.
 Полировка нержавейки
Полировка нержавейки
Способы полировки нержавеющей стали
Шлифовка нержавейки может производиться в домашних условиях. При этом применяют несколько методов обработки. К распространенным способам относят:
- механическую;
- электрохимическую;
- электролитно-плазменную.
Механическая обработка
Полировку нержавеющей стали проводят при помощи материала, представленного зернами из абразивного материала. При обработке применяют круг, диск, валик, либо ленту. В качестве абразива выступает различные пасты, растворы и суспензии для полировки. Материал может содержать в составе вещества, которые в комплексе с зернами абразива удаляют неровности на металлических поверхностях. Данный тип обработки называют механическим.
В результате механических воздействий на поверхность металла образуются канавки и полосы с шероховатостью до 7 класса. При этом необходима дополнительная доработка нержавейки до 10 класса при помощи шлифовки.
Доработка нержавейки может производиться в быту без использования специальных приспособлений и инструментов. Данный вид полировки распространен в частных мастерских и гаражах. В условиях промышленных предприятий применяют следующие виды инструмента:
- ручные приспособления с электрическим и пневматическим приводом;
- станки для полировки и шлифовки;
- барабанные и вибрационные агрегаты;
- установки для обработки при помощи магнитного абразива.
Для чистового шлифования применяются абразивные материалы:
- жидкую полироль;
- пасту;
- суспензию.
В качестве основы в них содержатся минеральные масла, парафиновые и стеариновые добавки, их необходимо удалять после обработки при помощи растворителей.
Электрохимический способ
Химическая полировка представлена процессом удаления шероховатости при помощи упорядоченного движения заряженных частиц от одного электрода к другому. Для метода применяют установки с ваннами, заполненными раствором электролита. Один из электродов подключают к отрицательному полюсу источника питания. Погруженную заготовку нержавеющего металла подключают к положительной клемме источника питания.
При подаче постоянного тока на поверхности металла начинают образовываться заряженные ионы, которые затем перетекают к катоду. При освобождении частиц нержавки происходит сглаживание микровыступов. При обработке оператор может устанавливать глубину удаления металла при помощи настройки значения постоянного тока, а также временем протекания процесса.
Метод позволяет полировать детали со сложными геометрическими поверхностями. Удаляются неровности из мест с трудным доступом. Электролит имеет температуру до 90°С, плотность тока 0,5 А/см 2 , в составе содержатся неорганические кислоты: ортофосфорная и серная.
Электролитно-плазменное полирование
Способ основан на образовании поверх детали рубашки, представляющей собой парогазовую плазму. Это позволяет снимать неровности с поверхности металла. Аппараты для полировки нержавейки в домашних условиях работают в сети переменного тока при напряжении 400 В и температуре раствора электролита 90°С. Скорость удаления слоя металла — до 3 мкм за минуту.
К достоинства такого метода относят:
- применение безопасных веществ;
- минимальные затраты.
Средства для полировки
Шлифование нержавеющей стали производят при помощи ручного инструмента с электрическим приводом. В качестве дополнительных приспособлений применяются:
- круг из войлока или фетра, салфетка, а также диск;
- валик;
- абразивный лист, диск с абразивной основой;
- материалы нетканого изготовления;
- ленты для полирования.
- шлифовальные машинки орбитального типа;
- болгарки с комплексом насадок;
- машинки ленточного типа;
- ленточник для прямого хода обработки;
- переносные шлифовальные машинки;
- напильники ленточного типа с возможностью поворота насадок.
 Средства для полировки нержавейки
Средства для полировки нержавейки
Периодичность ухода за внешним видом
Частота полировки нержавеющей стали зависит от возникновения на поверхности металла повреждений и потертостей. После обработки на нержавке образуется защитная пленка из атомов хрома, которая предотвращает коррозию и ржавление. При этом появляется матовый оттенок.
Для сохранения металлического блеска на поверхности металла запрещено применять пасты, содержащие крупный абразив, хлор. Повреждения на металле выявляются визуально.
Как отполировать нержавейку до зеркала в домашних условиях
Шлифовка нержавки в условиях частной мастерской до зеркального блеска считается доступной. Время обработки зависит от количества царапин на поверхности, а также наличия окислений металла. Химическое полирование не рекомендуется, так как может оказаться вредным для человека. Для обработки своими руками до блеска изделия необходимо:
- На шлифовальную машинку установить полировальный круг с мелким абразивом.
- Подобрать полироль для нержавеющей стали без воска, при этом в составе рекомендуется применять абразивные зерна минимального размера.
- Полироль налить на круг.
- Поднести аппарат к левому углу изделия.
- Подать питание на машинку путем нажатия на пусковую кнопку.
- Перемещать аппарат необходимо круговыми движениями.
- После полировки отключают питание, а затем при помощи ветоши устраняют остатки полироли затирая шероховатости.
Соблюдение технологии обработки нержавеющего металла поможет получить поверхность без шероховатости до 14 класса. При этом металл приобретает зеркальный блеск.
Как удалить царапины с нержавеющей стали

кредит: Image © Scott Hall RemodelingНержавеющая сталь гладкая и современная, но царапины могут испортить ее первозданное совершенство.
Нержавеющая сталь является прочной и упругой, а хром в сплаве, который помогает защитить ее от ржавчины, также делает нержавеющую сталь немного жестче, чем она была бы в противном случае. Но сплав нержавеющей стали с низким содержанием углерода, и именно содержание углерода в стали, а также удельный отпуск тепла, определяет ее твердость. Поэтому нержавеющая сталь, хотя и твердая, ни в коем случае не защищена от царапин и потертостей, и эти царапины имеют значение, потому что нержавеющая сталь предназначена для того, чтобы показать гладкую, нетронутую поверхность.
Царапины случаются
В ходе ежедневного использования неизбежно, что ваши приборы из нержавеющей стали, столешницы или раковина будут периодически царапаться. К счастью, та же уязвимость, которая позволила появлению царапины, также позволит вам устранить ее с помощью различных методов. Важно помнить, что сначала нужно начинать с самых мягких абразивных методов и оттуда работать до тех пор, пока царапина не исчезнет. Вы не хотите создавать новые царапины или неумышленно портить конец.

кредит: Image © Fix Lovely.Blogspot.com Обратите внимание на горизонтальное «зерно» на двери холодильника из нержавеющей стали.
Убедитесь, что это реально
Прежде чем начать, убедитесь, что ваша нержавеющая сталь — это настоящая нержавеющая сталь, а не имитируемая нержавеющая сталь, и что она не имеет прозрачного покрытия для защиты от отпечатков пальцев.
Настоящая нержавеющая сталь немагнитна и легко оставляет отпечатки пальцев. Большая часть нержавеющей стали имеет матовую поверхность с линейным «зерном», которое проходит в непрерывном направлении. Обратите внимание на ориентацию зерна, так как вся ваша чистка и полировка металла должна следовать в этом направлении. Никогда не работайте поперек зерна в металле, пытаясь удалить царапину.
Перед началом работ по царапинам тщательно очистите поверхность нержавеющей стали от грязи или масляной пленки. Используйте раствор уксуса с последующим хорошим полосканием или используйте чистящее средство, специально разработанное для нержавеющей стали. Внимательно следуйте инструкциям производителя и не забывайте всегда следовать направлению зерна, когда вы тереть.

кредит: Image © Cosmos Granite и MarbleOf из всех ваших нержавеющих раковин получают наибольшее количество злоупотреблений.
Удаление царапин из нержавеющей стали
Вещи, которые вам понадобятся
Мягкая салфетка из микрофибры или губка
Неабразивные чистящие средства, такие как Bon Ami или Comet
Мягкая зубная щетка
Отбеливающая зубная паста
Влажная сухая наждачная бумага, зернистость от 400 до 600
Удаление царапин с помощью моющего средства
Самый мягкий метод удаления царапин из нержавеющей стали — это работа с неабразивным моющим средством. Они бывают как в виде порошка, так и в полужидкой форме. Если вы используете порошок, начните с смешивания его с водой, чтобы сделать тонкую пасту.
- С помощью увлажненной ткани или губки нанесите чистящее средство на царапину и энергично потрите в том же направлении, что и зерно металла. Следите за своим прогрессом, периодически промывая моющее средство влажной губкой, чтобы убедиться, что царапина прошла.
- Если эта техника удаляет царапину, нанесите слой лака из нержавеющей стали или оливкового масла. Если нет, переходите к более абразивному подходу (следующий метод).
Удаление царапин с зубной пастой
Обычная отбеливающая зубная паста мягко абразивна, и в вашей следующей попытке удалить царапину вы воспользуетесь этим микроскопическим зерном, чтобы немного углубиться в нержавеющую сталь.
- Нанесите слой зубной пасты на зубную щетку с мягкой щетиной.
- Кисть над царапиной, снова работая с направлением зерна в металле. Проверьте свои успехи, протерев зубную пасту влажной тканью или губкой.
- Продолжите чистить, добавляя больше зубной пасты по мере необходимости.
- Если царапина была успешно удалена, тщательно очистите поверхность и нанесите лак из нержавеющей стали или оливковое масло. Если царапина все еще не устранена, переходите к следующему, более агрессивному подходу.
Удаление глубоких царапин из нержавеющей стали
Если чистка зубной пастой не удаляла царапину, единственным выходом для вас будет попытка отшлифовать ее тонкой влажной / сухой наждачной бумагой. Это может занять немного практики, поэтому попробуйте сначала в незаметном месте. Используйте шлифовальный блок с наждачной бумагой, чтобы сохранить давление.
- Влажная наждачная бумага. Важно, чтобы наждачная бумага оставалась влажной во время работы.
- Смочите область царапины губкой. По мере работы повторяйте по мере необходимости, чтобы поверхность оставалась влажной.
- При легком надавливании зачистите царапину, работая в том же направлении, что и зерно в металле.
- Если ваша шлифовка не удаляет царапину в течение нескольких минут, попробуйте слегка грубую наждачную бумагу. Когда царапина исчезнет, вернитесь к тонкой наждачной бумаге и слегка отшлифуйте над рабочей областью, а затем осторожно наружу смешайте с остальной частью нержавеющей стали.
- Протрите отшлифованную область влажной тканью или губкой. Имейте в виду, что вы стираете рыхлый песок в процессе шлифования, поэтому используйте много воды, будьте осторожны и двигайтесь в том же направлении, что и зерно металла.
- Используйте мягкое полотенце или ткань, чтобы высушить пораженный участок.
- Завершите полировку полировкой из нержавеющей стали или оливковым маслом.
подсказки
Если вы предпочитаете, вместо того чтобы собирать все компоненты, необходимые для удаления царапин, вы можете приобрести ремонтный комплект из нержавеющей стали в местном центре по ремонту домов или через Интернет. Одним из популярных брендов является набор Scratch-B-Gone. В комплект входят абразивные диски различной зернистости, шлифовальный блок, полировочная салфетка, шлифовальная жидкость и учебный DVD.

Билл Нельсон
Билл, бывший арт-директор агентства, а затем внештатный дизайнер, иллюстратор и копирайтер, Билл имеет более чем 35-летний опыт работы в сфере обустройства дома. Он выпустил книги по нескольким предметам для Home Depot, Американского Клуба Разнорабочих, Hometime и Popular Mechanics.
Как и чем полировать нержавейку
Способы и средства для полировки нержавеющего покрытия
Гладкая поверхность металла получает повреждения при неосторожном обращении, из-за целенаправленных действий человека. Не каждый след может удалить полироль для нержавеющей стали и мягкая ветошь. В домашней мастерской (гараже) доступны многие способы обработки объемных, плоских, изогнутых поверхностей изделий из легированных сплавов. Необходимо наличие соответствующего оборудования и реактивов.

Шлифовка с механическим полированием
После повреждающей обработки металла (резки, сварки, сверления, чистки жесткими роторными щетками, ударов), образуются дефекты различной величины:
- царапины, вмятины;
- швы, наплывы, раковины;
- сколы;
- трещины;
- заусенцы.
Эти разрушения поверхности снижают стойкость к износу, отражающую способность, противодействие сложным нагрузкам. Для устранения шероховатостей, придания блеска такому твердому материалу, каким является нержавейка, придется выполнить 4 – 5 операций. С помощью электрической шлифмашины и сменных абразивных кругов проводится шлифование. Войлочным/фетровым кругом, после грубой чистки, начинают полировать изделие. Удобство обработки сложных деталей из нержавеющей стали дает бесконечная лента.
При грубом шлифовании нержавеющей стали зернистость абразива 30-40, чистовая обработка 16 – 25, полирование микропорошками с зернистостью М7 – М14, доведение до состояния зеркала – промышленные готовые составы (полироли).
Механическое воздействие мягкого круга с нанесенной пастой снимает очень незначительное количество металла. Глянцевое выравнивание происходит за счет перераспределения структуры верхнего слоя нержавейки, а не срезания его. Под воздействием воздуха, активных компонентов пасты, нагрева от трения разрушаются старые окисные пленки и, тут же, при остывании, создаются новые.
После механического полирования не создается идеальной гладкости и, соответственно, блеска в неудобных для доступа местах. В таком случае заканчивают полировать вручную. Наведение на нержавеющей стали зеркального глянца руками – операция трудоемкая, долговременная, но выполнимая. Начинают создание зеркала шлифовкой пастами, заканчивают жидкими полиролями.

Механический способ полировки нержавейки
Подвергать процессу необходимо всю видимую плоскость – частичная местная обработка будет заметна. Устранить видимые различия применением полироля не получиться.
Химический способ
Небольшие детали из нержавейки обрабатывают методом, который не требует большого приложения физических усилий и нескольких часов работы. Использовать круги может быть просто неудобно. Погрузить очищенную заготовку в ванну со строго дозированными реагентами, разведенными до нужной концентрации дистиллированной водой. За достаточный интервал времени, под воздействием едких реактивов, все контактирующие с жидкой активной средой шероховатости стали устраняются. Глубокие царапины, следы сварки предварительно сначала выравнивают наждачными кругами, после заглаживают мягкими кругами с пастой нужной зернистости (ГОИ). Иначе все крупные изъяны тоже отполируются с сохранением формы.
Для правильного выбора компонентов, их концентрации в водной массе, желательно знать марку нержавейки :
- Марку Х18Н9Т погружают в следующий состав: кислоты: 230 мл серной, 40 мл азотной, 70 мл соляной. На 1 л раствора добавляют краситель кислотный черный — 6 г, столярный клей — 10 г, хлористый натрий — 6 г. Выдерживается температура жидкости 65-70 °С, время 5÷30 мин.
- Кислоты в соотношении к полному объему: азотная 4÷5%, ортофосфорная 20÷30%, соляная 3÷4%, метилоранж — 1÷1.5%, в водном растворе с температурой 18÷25 °С, Ориентировочное время выдержки 5÷ 10 мин.
- На литр состава количество кислот: серная 230 г, соляная 660 г, кислотного красителя оранжевого– 25 г. Выдержать температуру 70÷75 °С, время 2÷3 мин.
Для полноты реакции во всех точках и удаления образующихся продуктов, жидкость в емкости непрерывно перемешивают. Можно шевелить стальную деталь.
Компоненты агрессивны. Обеспечить защиту кожных покровов рук, лица, глаз, органов дыхания.
Химическое выравнивание линии внешней границы нержавейки (полировка) происходит потому, что интенсивнее реакция идет на выступах профиля. Для предотвращения скопления продуктов взаимодействия во впадинах, углублениях, углах, принудительно создают движение жидкости. После смывания химических реактивов натирают салфеткой с небольшим количеством состава — полироля.
Анодный способ
Электрохимическая обработка снижает затрачиваемое время по отношению к механической процедуре в 4-5 раз, повышая класс чистоты зеркала на 1 или 2 позиции. Чтобы отполировать этим способом, становится не важными сложность сопряжений, кривизна плоскостей. Раствор при подключении электричества становится активным электролитом, взаимодействуя интенсивнее. Обрабатываемый образец должен быть подключен к аноду установки. Для каждого химического состава нержавеющего стали выбирают реагенты и параметры режима.

Способ требует свежеприготовленного электролита, расхода электроэнергии, применения работником средств защиты. Предварительная подготовка наружного слоя (особенно после сварки) обязательна. Зато отражающая способность нержавеющей стали после всех операций такая же, как только что отполированного серебра или никеля.
Способ изготовления элемента из нержавейки влияет на время нахождения в ванне:
- штамповка 4÷6 мин;
- сварка, термообработка 10÷12 мин;
- литье после пескоструйки до получаса.
Полируем плазмой
Технология отличается от электрохимической процедуры такими параметрами:
- раствор не агрессивен, утилизация не требует специальной очистки;
- напряжение выше (220 В);
- температура порядка 100 °C.
Применяемый реактив – соль аммония с концентрацией в растворе 3,1 ÷ 6,0 %.устанавливается плотность электрического тока величиной 0,35 ± 0,15 А/см² в зоне контакта электролита с нержавейкой интенсивно образуются газовые пузырьки. В парах внутри кипящего слоя проходят разряды, ионизирующие среду. Возникают плазменные язычки, которые целенаправленно воздействуют на сталь, полируя ее. Времени для одного погружения затрачивается в пределах 6 мин., из расчета потребляемой мощности 5 ВтЧ/см².
Для устойчивого процесса полирования электроплазменным методом поверхности определенной площади, необходима соответствующая мощность установки. Нельзя снижать ее величину, надеясь увеличить продолжительность обработки в ванне. Условия возникновения плазменно-ионизированного слоя не будут соблюдены.
Недобросовестная механическая подготовка проявится наглядно. Остаточные следы сварочных швов, царапин, вмятин не спрятать при помощи полироля.
Периодичность ухода за внешним видом
Кроме периодического полирования конструктивных лицевых элементов до кондиции блестящего зеркала рачительный хозяин ухаживает за ними постоянно. Восстановление состояния покрытия деталей автомобиля в сервисе проводят раза 2 в год. Чтобы защитить наведенный глянец используют полироли. Выпуск продукции ведется в виде жидких эмульсий и более густых составов, концентратов. Фасовка полиролей для нержавеющей стали самая разная – от туб (75 мл), флаконов, банок до бочек (20-100 л). Это повседневная защита от абразивных воздействий пыли-грязи, корродирующего действия природных факторов. Техника простая: мягкая салфетка, круговые движения, отсутствие пропусков. Наносят полироль равномерно, удаляют излишки. По желанию можно пользоваться электроинструментом с частой вращения до 1500 об/мин. Вращение параллельно обрабатываемой плоскости, чтобы не повредить торцом круга.
Изделие будет блестеть как новое, даже если его восстанавливали сваркой по кусочкам.