
Электрополировка нержавеющей стали своими руками
Полировка нержавеющей стали – зеркало за 5 минут реально!
Полироль для нержавеющей стали помогает нам обновить поверхность и очень быстро сделать ее блестящей простым механическим способом. Но это не всегда эффективно. Какие методы более действенные и насколько они доступны для бытового применения?
1 К каким изменениям приводит полирование?
Полировка – финишная стадия при изготовлении различных изделий. Заключается этот процесс в оплавлении поверхностного слоя толщиной 0,01–0,03 мм. В результате устраняются все мелкие дефекты (микротрещины, царапины, раковины и т. д.). Поверхность получается идеально гладкой и отражает свет. Подобный эффект достигается благодаря тому, что глубина неровностей менее длины волны видимого света.

Добиться зеркальной поверхности металла можно и другими способами, например, хонингованием. Но они обычно требуют специального оборудования, материалов и знаний. Поэтому их применение оправдано только когда необходимо обеспечить заданную точность. С полированием все намного проще. Для этой операции используются довольно простые станки, а полировальный инструмент можно сделать даже в домашних условиях. Отлично проявили себя войлок, кожа, мягкая ткань. На рынке и в магазинах продаются специальные пасты, сделанные на основе окиси хрома, трепела или крокуса. Эти материалы используются для механического метода, но существуют еще и химические способы обработки поверхности в специальных растворах.

Правильно подготовить изделие очень важно. На поверхности не допускается наличие различных дефектов, поэтому перед полированием следует стадия шлифования (снятие более толстого слоя). Чтобы найти скрытые изъяны, полирование начинается с наиболее «слабых» участков. Например, в сварных конструкциях это швы, где чаще всего обнаруживаются микротрещины или раковины. Полировку нержавеющей стали, впрочем, как и иных материалов, делают в несколько подходов, каждый раз подбирая рабочий материал меньшей зернистости. Причем желательно свести количество операций к минимуму.
2 Механические методы – классика, доступная каждому
Это наиболее простой способ добиться зеркально гладкой поверхности. Заключается он в следующем. Высокая скорость вращения полировального материала и возникающее при этом трение приводит к повышению температуры, в результате тончайший поверхностный слой оплавляется и становится идеально гладким.

Существует два вида полировки – черновая и чистовая. Первая делается более крупнозернистыми материалами и необходима для устранения шероховатости поверхности. В качестве рабочего инструмента выступают специальные пасты или ленты, на которые нанесены абразивные частички. Чистовое полирование – финишный этап. В этом случае нашли свое применение специальные порошки, тонкие полировальные пасты, в состав которых дополнительно входят и поверхностно-активные вещества. Они наносятся только на мягкие круги из эластичного материала, которыми и натирают обрабатываемое изделие.
Делать полирование можно и вручную, но это займет очень много времени. Поэтому придется обзавестись специальной шлифовальной машинкой. Начинается обработка наиболее крупнозернистым материалом, а затем каждый последующий раз необходимо уменьшать размер абразива вдвое. При этом лучше не устанавливать скорость больше 4500 об/мин. Финишное полирование начинают с участков, где заметны мелкие риски.

Однако если речь идет о мелких элементах незамысловатой формы, тогда возможно избежать электрополировки нержавеющей стали и использовать ручной метод. В этом случае специальная паста наносится на кусочек войлока либо иной мягкой ткани, и поверхность натирается круговыми движениями. Также ручного способа не избежать при обработке труднодоступных мест, куда шлифовальная машинка не сможет достать.
3 Химическое полирование – особенности и рецепты
При этом способе изделие погружают в химический раствор и держат определенное время. Также очень важно соблюдать температурный режим. В результате протекания химических процессов микронеровности на поверхности расплавляются, и она получается идеально гладкой. Главное преимущество этого способа – скорость полировки, обычно процесс занимает несколько минут. Еще вам не понадобится специальный электроинструмент, источник тока. Вы прилагаете минимум усилий в отличие от ручного метода. Кроме того, поверхность равномерно полируется независимо от конфигурации. Жидкий раствор проникает даже в самые укромные места детали.
При этом всем обилии плюсов есть и некоторые недостатки. Во-первых, это меньший блеск, поэтому такое полирование применимо только когда деталь не нуждается в зеркальной поверхности. Во-вторых, раствор недолговечен, так что придется работать интенсивно после его приготовления. В-третьих, смесь очень агрессивная, поэтому особое внимание необходимо уделить технике безопасности. Работы проводятся только в специальной одежде и при хорошей вентиляции помещения. Для химполировки нержавеющей стали используются растворы на основе кислот.

Смешивается 660 г/л соляной, 230 г/л серной кислоты и 25 г/л кислотного оранжевого красителя. Нагреваем раствор до 70–75 °C и погружаем в него деталь. Достаточно подержать ее около 3 мин. При этом смесь желательно периодически перемешивать либо встряхивать изделие, в противном случае на некоторых участках поверхности могут скапливаться пузырьки газов, что негативно скажется на качестве полировки.
Во всех рецептах предполагается использование концентрированных кислот.
Еще в раствор можно добавить поверхностно-активные вещества (ПАВ), глицерин и бензиловый спирт. Смесь включает 25–35 частей фосфорной, по 5 ч. азотной и соляной, 0,5 ч. сульфосалициловой кислот и 0,5 ч. двунатриевой соли этилендиаминтетрауксусной кислоты (ЭДТА). Также необходимо 1 ч. глицерина, а содержание бензилового спирта не превышает 0,1 ч. В качестве ПАВ используются триэтаноламин, этиленгликоль и оксифос, содержание этих веществ не более 0,015; 0,017 и 0,01 частей соответственно. Изделие из нержавеющей стали предварительно обезжиривается щелочным раствором, затем промывается в проточной воде и высушивается. Тем временем нагреваем смесь до 80 °C и погружаем в нее деталь максимум на 3 минуты.

В этом случае берется 20–30 % ортофосфорной, 4–5 % азотной и около 4 % соляной кислоты, также в состав входит 1,5 % метилоранжа. Все остальное – дистиллированная вода. Раствор нагревается максимум до 25 °C, а время обработки колеблется от 5 до 10 минут. Чтобы улучшить качество полирования, изделие необходимо периодически шевелить.
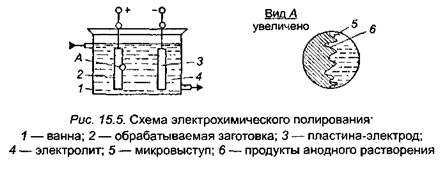
4 Электрохимическая полировка – что изменит присутствие тока?
При электрохимической полировке нержавеющей стали изделие тоже погружается в раствор, но только в этом случае через него пропускают электрический ток. На металле есть тонкая оксидная пленка, ее толщина неодинакова на всей поверхности из-за наличия микровпадин и микровыступов. В углублениях она более толстая. Кислотный раствор интенсивней реагирует в местах, где этот защитный слой утончается. Из-за такой разности скорости реакции поверхность получается идеально гладкой и значительно лучшего качества, чем после механической обработки. Покрытия имеют мелкозернистую структуру и лишены пор, благодаря чему значительно снижается коэффициент трения.
К достоинствам этого метода относится высокое качество поверхности, отличная производительность. Электрохимическое полирование не требует физических усилий как при механической обработке, к тому же можно исключить этап обезжиривания. Поверхность полируется очень быстро. Плюс ко всему гальванические покрытия обладают превосходной прочностью сцепления с поверхностями, отполированными механическим методом.

А вот в недостатки можно записать зависимость от электроэнергии и ее расход. Кроме того, изделие необходимо предварительно отшлифовать механическим способом. Электрохимическая полировка чувствительна к качеству состава, температуре электролита, времени выдержки и плотности пропускаемого тока. Как и в химическом методе, работать придется с вредными для организма составами, поэтому обязательно уделяем должное внимание технике безопасности. Для электрохимического полирования нержавеющих сталей преимущественно используются электролиты на основе серной, хромовой и фосфорных кислот.
Берется 730 г/л фосфорной и не более 700 г/л серной кислоты. Добавляется триэтаноламин 4–6 г/л и совсем немного катапина (0,5–1,0). Раствор нагревают до температуры не менее 60 °C и не более 80 °C. Через изделие проводится ток плотностью от 20 до 50 А/дм 2 . Делать электрохимическое полирование нужно около пяти минут.

Детали из хромоникельмолибденовой или хромоникелевой нержавеющей стали помещают в состав из ортофосфорной и серной кислот, взятых в соотношении 65 % и 15 % соответственно. Еще добавляется 12 % глицерина, 5 % хромового ангидрида и очищенная вода (оставшиеся 3 %). Процесс протекает при температуре от 45 до 70 °C и плотности тока около 7 А/дм 2 . Время выдержки зависит от ряда факторов. Сварные изделия достаточно полировать всего 10–12 минут, а после пескоструйной обработки нужно выдержать в растворе около получаса.
5 Плазменная полировка – сложно, но эффективно
Есть еще один метод обработки поверхности, основанный на процессах в металле при его погружении в раствор и одновременном воздействии высокого напряжения. В отличие от предыдущего метода используются только экологически чистые составы на основе солей аммония.

Сущность плазменной полировки нержавеющих сталей заключается в следующем. Изделие обязательно должно быть положительным анодом. При воздействии высоких напряжений более 200 В электролит начинает закипать прямо у поверхности детали, что приводит к образованию тонкой парогазовой оболочки (50–100 мкм). Электрический ток, когда проходит через эту пленку, способствует возникновению плазменных процессов. В местах микровыступов значительно возрастает напряженность электрического поля, что приводит к возникновению импульсных разрядов.

Плазменная полировка удаляет с изделия тончайший слой с повышенным содержанием инородных включений. В результате поверхность имеет зеркальный блеск, обладает высокими адгезионными свойствами. Кроме того, этот метод объединяет в себе сразу три операции: обезжиривание, травление и активацию поверхности. Однако чтобы достичь желаемого результата, поверхность изделия должна быть тщательно подготовлена. Любые дефекты, риски, царапины и прочее после подобной обработки не устранятся, а, наоборот, станут еще более заметными. Поэтому предварительного грубого ручного полирования не избежать.
Технология электрохимической полировки металла
Электрохимическая полировка изделий. Технологический процесс электроплазменной, электролитической и химобработки металл для придания блеска изделию.

Электрохимическая полировка – это процесс обработки поверхности детали путем погружения ее в кислотный раствор. Металлическое изделие подключается к положительно заряженному аноду, и через электролит пропускается ток с напряжением 10–20 В. В результате металл покрывается оксидной или гидроксидной пленкой, под которой происходит полировка путем сглаживания выступающих микронеровностей. Примерно такой же эффект дает химполировка, но здесь заготовки не подвергаются влиянию электрического тока.
Качество работы зависит от однородности материала. Полирование чистых металлов приводит к получению гладкого блестящего изделия. Полировка сложных сплавов не дает такого результата. По окончании работы обработанная поверхность повышает свою чистоту шероховатости на 2 класса.
Полирование деталей ведется только после их визуального осмотра. Не допускается наличие на них глубоких царапин или раковин, поскольку такие дефекты не устраняются в процессе полировки. Оптимальным вариантом является работа с цилиндрическими деталями. Плоские заготовки хуже поддаются полировке.
По окончании процедуры изделия приобретают ряд положительных качеств: у них увеличивается коррозионная стойкость, повышается прочность поверхностного слоя и понижается коэффициент трения.
Технология электрохимического полирования металла
При электрополировке металла его поверхность становится блестящей. Технологический процесс состоит из ряда операций:
- Предварительно заготовка подвергается механической обработке с целью доведения шероховатости поверхности до 6–7 класса.
- Промывка для удаления грязи.
- Обезжиривание.
- Подсоединение к положительно заряженному электроду.
- Электрохимическое полирование.
- Промывка в щелочной среде с целью устранения кислотных остатков.
- Сушка. Для этого используется горячий воздух или опилки.
- Выдержка деталей в горячем масле, подогретом до температуры 120 °C.
При полировке происходит устранение неровностей с поверхности детали. Поэтому любой процесс сопровождается:
- Макрополированием. При этом идет растворение крупных выступающих вершин.
- Микрополированием. Сглаживаются мелкие неровности.
Погружаемое в электролит изделие покрывается оксидной пленкой, которая является защитной средой между металлом и электролитом. В продолжение всего процесса она постоянно растворяется и образуется вновь. Правильность технологического процесса заключается в том, чтобы ее толщина оставалась стабильной.
Непосредственно под пленкой происходит полировка металла. Осуществляется она за счет обмена электронами и ионами между анодом и электролитом. Толщина формируемой пленки всегда меньше на выступающих частях вершин неровностей. Именно здесь и происходит усиленное растворение металла. В углублениях слой пленки толще, и здесь обмен заряженных частиц уменьшенный.

Существуют другие факторы, влияющие на скорость полирования поверхности:
- перемешивание электролита;
- повышение его температуры;
- увеличение силы тока и напряжения.
Все эти факторы уменьшают поверхностный слой, что ускоряет полировку.
Для каждого изделия существует свой временной режим. В зависимости от продолжительности процедуры пропорционально увеличивается снимаемый слой металла. Этого не следует допускать, потому что шероховатость поверхности, выйдя на свой уровень, остается неизменной. Происходит ненужное растворение слоя изделия, что не оказывает влияния на качество поверхности.
Электролитно-плазменное полирование
Важным условием является поддержание высокой температуры химической среды. Она необходима для создания условий пленочного кипения. Однако и превышать верхний предел нельзя. Например, для низкоуглеродистой стали интервал температур составляет 70–90 °C. За пределами этого интервала снижается качество полировки.

Отличия электрополирования от химического
При химическом полировании изделие опускается в емкость с химическим раствором кислоты или щелочи. Здесь происходит растворение поверхностного слоя. Это сопровождается бурным кипением содержимого сосуда. Деталь приобретает нужную шероховатость за несколько секунд. В отличие от электрополирования такой метод менее затратный. Здесь не требуется сложного оборудования. Но присутствуют и недостатки:
- Сложность контроля над протеканием процесса.
- Без применения электрического тока качество получаемого изделия ниже. У него отсутствует блеск. Поэтому такому способу обработки больше подвергаются изделия из цветного металла, имеющие сложную конфигурацию, которым не предъявляется высоких требований.
Применяемое оборудование и материалы
В качестве оборудования для электрополировки применяются ванны. Технология схожа с хромированием деталей.
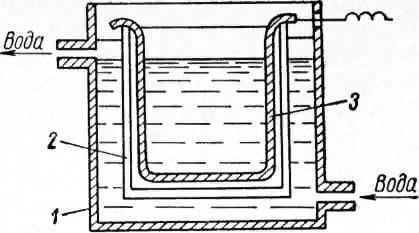
- Наружный корпус.
- Внутренний корпус.
- Внутренняя часть ванны облицовывается термостойким материалом, способным противостоять химической среде. Применяется эмаль марки ЛК-1, фарфор, жаростойкое стекло, керамика.
- Электронагреватели.
- Между корпусами располагается водяная рубашка. Она необходима для регулировки температуры. На первой стадии подготовки электролита он нагревается до 120 °C. Рабочая же температура составляет 70–80 °C.
- Подключаются трансформаторы с выпрямителями. С их помощью идет регулирование подачи электрического тока.
Ведется подбор электролита, который должен отвечать следующим характеристикам:
- безопасностью в процессе применения;
- хорошей способностью для качественного сглаживания поверхности металла;
- длительностью работы;
- возможностью полировки разных металлов.
Исследования показали, что оптимальным составом является смесь фосфорной кислоты, серной и хромового ангидрида. Использование такого электролита позволяет вести полировку сталей как инструментальных, так и легированных. Обработке поддаются медь, алюминий, а также нержавейка.
Присутствие кислот позволяет вести контроль над плотностью электрического тока. Фосфорное соединение его понижает, а серная кислота повышает. За счет правильного формирования концентрации смеси можно оптимально наладить проведение процесса полирования.
Остались вопросы? Обязательно задайте их в комментариях к статье!
Химическое и электрохимическое полирование металлов.
Электрохимическое и химическое полирование применяется как для декоративной обработки поверхности после нанесения покрытий, так и в процессе обработки деталей.
Электрохимическое полирование.
При электрохимическом полировании микрорельеф поверхности получается значительно более гладким, чем при механической обработке.
Покрытия, получаемые при электрохимическом полировании беспористые и мелкокристаллические, что способствует снижению коэффициента трения и позволяет придать деталям специальные оптические свойства. В процессе электрохимического полирования поверхность металла становится блестящей в результате различной скорости растворения микровыступов и углублений.
Эффект электрохимического полирования объясняется образованием на металле поверхностной тонкой оксидной пленки, предотвращающей травление. Толщина пленки неодинакова на микровыступах и микровпадинах, вследствие чего раствор при электрохимическом полировании сильнее действует на те участки, где пленка тоньше, т.е. на микровыступы.
Качество электрохимического полирования зависит от плотности тока, температуры электролита, состава раствора и времени электролиза.
Наибольшее распространение при электрохимическом полировании нашли электролиты на основе фосфорной кислоты, серной и хромовой. Для повышения вязкости растворов вводят глицерин, и метилцеллюлозу. В качестве ингибиторов травления в электролиты электрохимического полирования добавляют сульфоуреид, триэтаноламин и др.
Химическое полирование.
Химический способ полирования имеет много общего с электрохимическим. Возникновение блеска на поверхности деталей здесь, как и при электрохимическом полировании, также связан с наличием тонкой пленки, предотвращающей травление в углублениях металла.
Преимущественное растворение выступов при химическом полировании достигается как за счет их повышенной химической активности, так и вследствие большей скорости диффузии ионов металла и свежего электролита.

Электрохимическое полирование стальных деталей.
Сравнительная характеристика процессов электрохимического и химического полирования.
Основными преимуществами процесса электрохимического полирования являются высокая производительность, хорошее сцепление гальванических покрытий с электрополированной поверхностью, возможность исключить операцию обезжиривания, необходимую при механической полировке.
К недостаткам процесса электрохимического полирования относятся необходимость в частой смене электролитов из-за отсутствия универсального для различных металлов; необходимость механической полировки поверхности перед электрохимическим полированием; повышенный расход электроэнергии.
Преимущество химического полирования перед электрохимическим в том, что не требуется применение источников постоянного питания. Химическому полированию подвергаются в основном латунные или алюминиевые детали любой сложной конфигурации и размеров, которые не требуют зеркального блеска.
Недостатки химического полирования по сравнению с электрохимическим — меньший блеск, большая агрессивность растворов и их недолговечность.
Составы электролитов для химического и электрохимического полирования металлов.
Большинство электролитов для электрохимического полирования стали, основаны на смесях растворов ортофосфорной и серной кислот с добавкой хромового ангидрида.
Электролит электрохимического полирования с содержанием 500–1100г/л фосфорной кислоты, 250–550г/л серной и 30 г/л хромового ангидрида является универсальным для электрохимического полирования всех видов стали, включая 12Х18Н9Т.
Режим электрохимического полирования: температура 60–80 0 С, плотность тока 15–80 А/дм 2 , время 1–10 минут.
Для электрохимического полирования стали 12Х18Н9Т возможно применять электролиты, содержащие ПАВ. Съем металла при электрохимическом полировании происходит интенсивнее в электролите: фосфорная кислота 730 г/л, серная – 580–725, триэтаноламин 4–6 г/л, катапин 0,5–1,0 при 60–80 0 С, плотность тока 20–50 А/дм 2 , время 3–5 минут.
Химическое полирование стали, в отличие от электрохимического, применяют реже, хотя проще в применении и имеет ряд преимуществ. Раствор для химического полирования стали 12Х18Н9Т содержит (г/л): серную кислоту 620–630, азотную 60–70, соляную 70–80, хлорид натрия 1-12, краситель кислотный черный 3М 3–5. Температура 70–75 0 С, время 5–10 минут.
Для электрохимического полирования меди и ее сплавов применяют растворы фосфорной кислоты с хромовым ангидридом: фосфорная кислота 850–900 г/л, хромовый ангидрид 100–150 г/л, температура 30–40 0 С, плотность тока 20–50 А/дм 2 .
Химическое полирование меди проводят в растворе (г/л) фосфорной кислоты 930–950, азотной 280–290 и уксусной 230–260 при комнатной температуре (в отличие от электрохимического) в течение 1–5 минут.
Электрохимическое полирование алюминия и его сплавов происходит в том случае, если скорость растворения оксидной пленки на поверхности превышает скорость ее образования. Электролит электрохимического полирования содержит смесь фосфорной кислоты (730–900г/л), серной (580–725г/л) и ПАВ (триэтаноламин 4–6 г/л, катапин БПВ 0,5 – 1,0 г/л). Режим электрохимического полирования: температура 60–80 0 С, плотность тока 10–50 А/дм 2 , время 3–5 минут.
Для электрохимического полирования сплавов алюминия с высоким содержанием кремния рекомендуется состав (масс. доли): плавиковая кислота 0,13; глицерин 0,54; вода 0,33. температура 20–25 0 С, плотность тока 20 А/дм 2 , время 10–15 минут.
Химическое полирование алюминиевых деформируемых сплавов проводят в растворе фосфорной кислоты 1500–1600 г/л с добавкой нитрата аммония 85–100 г/л при 95–100 0 С до 5 минут.
Электрохимическое полирование никеля проводят в электролите: 1000-1100 г/л серной кислоты при 20-30 0 С и плотности тока 20-40 А/дм 2 в течение 2-х минут.
Качество электрохимического и химического полирования деталей, как и всех гальванических процессов, зависит от подготовки поверхности (см. «Первые шаги в гальванике часть 2.») и точности выполнения технологических операций (состава электролита электрохимического полирования, режимов процесса).
При выполнении процессов электрохимического и химического полирования необходимо соблюдать технику безопасности (см. «Безопасная гальваника»).
Электрохимическая полировка металлов — описание процесса
Металлическому изделию можно придать блеск различными способами. Для этого не обязательно использовать специальные покрытия, можно воспользоваться методом полировки. Она может быть механической, например, с помощью наждачных кругов, химической — когда металл погружают в специальный раствор, а также электрохимической. В этом случае сочетается воздействие химических компонентов и электроразрядов, которые запускают определенные реакции или усиливают их. Электрохимическая полировка металлов может быть выполнена и в обычных домашних условиях, если собрать все необходимое оборудование.

- Описание процесса
- Оборудование и химикаты
- Пропорции создания хим состава
- Область применения
- Преимущества и недостатки
Описание процесса
Во время электрохимического полирования обрабатываемая поверхность металла приобретает зеркальный блеск. Также уменьшаются имеющиеся шероховатости. Процесс происходит следующим образом:
- Деталь считается анодом, то есть, электродом, несущим положительный заряд. Ее необходимо поместить в ванну со специальным составом.
- Еще один важный компонент — катоды, которые необходимы для осуществления реакции.
- В результате воздействия протекает реакция, и происходит растворение. Оно неравномерно, сначала удаляются самые заметные шероховатости, которые выступают над поверхностью больше всего. Одновременно происходит полировка — изделие приобретает зеркальный блеск.
Удаление заметных больших неровностей называется макрополированием, а сглаживание мелких дефектов — это микрополирование. Если эти процессы во время проведения обработки протекают одновременно и равномерно, то изделие приобретает блеск и гладкость. Возможно и такое, что блеск будет получен без сглаживания или наоборот. Два вида полирования не обязательно связаны.
Химическая полировка металла приводит к тому, что на поверхности обрабатываемой детали во время процесса образуется особая пленка. По составу она может быть оксидной или гидроксидной. Если она равномерно охватывает всю поверхность, это создает условия для микрополирования. При этом внешняя часть покрытия, располагающаяся на поверхности, непрерывно растворяется. Чтобы получить возможность провести микрополирование, необходимо обеспечить поддержание равновесия между непрерывным образованием покрытия и растворением, во время работы с деталью толщина слоя должна оставаться неизменной. Это позволит электронам обрабатываемого металла и применяемого состава в процессе взаимодействовать без опасности растворения металлического изделия в агрессивной среде.
Макрополирование тоже напрямую зависит от образующейся пленки. Она покрывает изделие неравномерно, на выступающих неровностях этот слой более тонкий, поэтому они быстрее растворяются, за счет воздействия тока.
СОВЕТ: эффективность общего воздействия полирующего состава можно повысить, если использовать для обработки электролиты, содержащие в своем составе соли слабо диссоциирующих кислот, которые увеличивают общее сопротивление покрытия.
Кроме этого играет роль механическое воздействие, заключающееся в перемешивании. Может уменьшаться толщина пленки или диффузный слой. Некоторые используемые электролиты выполняют свою функцию только при нагреве, также общее правило, которое действует для всех составов — при нагревании снижается нейтрализация, а скорость растворения пленки повышается. Плотность тока и уровень напряжения также входят в число факторов, оказывающих серьезное влияние на процесс. Например, если необходимо провести полировку медных изделий, то для нее подбирается состав с фосфорной кислотой и устанавливается предельный режим тока без образования кислорода. Именно поэтому важно точно соблюдать все необходимые параметры, чтобы добиться качественной полировки.
Оборудование и химикаты
Для работы с различными металлами необходимо подобрать соответствующие электролиты, которые помогут добиться нужного результата:
- Чаще всего применяются составы на основе кислоты различного вида — серной, фосфорной или хромовой.
- Глицерин может быть добавлен для увеличения общей вязкости, если это потребуется.
- Сульфоуреид выступает в роли ингибитора травления.
- Для очистки различных изделий после проведения процедуры могут применяться различные растворители или щелочные средства. Нередко используются составы с поверхностно-активными действующими веществами.
Пропорции создания хим состава
Полировка проводится в специальных ваннах. Важно помнить, что их составляющие относятся к токсичным веществам и опасны для здоровья, особенно если используется нагрев, поэтому обращаться со всеми компонентами необходимо с максимальной осторожностью, соблюдая положенную технику безопасности.
Изделия из цветных или черных металлов можно обрабатывать при помощи универсального состава, который окажет необходимое воздействие. Для этого следует добавить все компоненты, соблюдая пропорции. Ортофосфорная кислота составляет основу — 65%. Серной кислоты должно быть 15% и 14% обычной воды. Хромовый ангидрид занимает 6%.
Нержавеющую сталь можно полировать схожим составом, только воды в нем должно быть 13%, а еще следует добавить глицерин в соотношении 12%. Детали могут находиться в ванне до получаса, хотя штампованным изделиям требуется меньше времени для обработки.
Область применения
Химическая полировка металла используется, чтобы придать поверхности зеркальный блеск. Такое действие может быть направлено на придание деталям более привлекательного облика, если они находятся на виду и являются частью какой-то конструкции. Помимо эстетического назначения, полировка служит не только для красоты. С ее помощью можно избавить деталь от неровностей и шероховатостей, а также защитить от воздействия ржавчины, кислот и различных атмосферных явлений.
Преимущества и недостатки
Разные виды полировки имеют свои особенности, у электрохимической также есть плюсы и минусы:
- Этот способ благоприятно влияет на все свойства стали, увеличивая устойчивость к воздействию коррозии, а также облегчая проведение вытяжки и штамповки. Именно поэтому полировку такого типа часто используются как в лабораторных исследованиях, так и непосредственно для проведения различных работ в промышленности.
- Электрохимическая полировка является более дешевым и быстрым способом обработки металлических изделий. Если механический метод занял бы несколько часов, то с воздействием химикатов и электричества можно закончить дело за несколько минут, получив качественный результат.
- Полировка с электрохимическим воздействием незаменима при работе со сложными деталями, которые имеют различные полости и отверстия.

Химическая полировка металлов кроме преимуществ, имеет некоторые недостатки. Практически каждый существующий металл требует для проведения работы с ним специального состава, поэтому для разных изделий необходимо делать индивидуальные растворы. Также важно правильно подобрать соотношение компонентов, температуру нагрева, плотность тока — от этого напрямую зависит качество полученного результата. Перед проведением такой обработки может потребоваться предварительное механическое шлифование. Кроме того, процедура требует повышенного расхода электроэнергии. Однако при определенных условиях достоинства метода вполне перевешивают его недостатки, позволяя проводить полировку.
Электрополирование: особенности процесса
В данной статье речь пойдет о практическом применении, режимах, рабочих параметрах, требованиям к оборудованию, анализе, решении проблем и контроле процесса полирования.
Источник энергии не должен находиться в непосредственной близости от высоко-агрессивного раствора полирования, то же самое относится ко всему сопутствующему оборудованию.
Важно знать всю информацию о безопасности, относящуюся к обработке, хранению и транспортировке растворов для полирования. Это включает в себя защитное обёртывание и понимание относящихся к вопросу документов, таких как технические бюллетени и данные о материальной безопасности (с копиями в офисе и Министерстве профессиональной безопасности и здравоохранения). Резервуары должны быть правильно помечены согласно местным и федеральным законам, а также законам штата. 0,001 квадратных дюйма меди несут примерно 1,0 А тока. Расположенная ниже информация – типичный пример нержавеющей электрополированной стали. Держатель и температура ванны могут быть изменены, так чтобы соответствовать требованиям обработки других металлов и сплавов.
Общие операционные параметры
| Температура | От 80 до 220 Фаренгейт (27 – 104 градуса Цельсия) |
| Оборудование (*) | Устойчивые к кислоте материалы |
| Откачка | Требуется |
| Энергоснабжение | DC Ректификатор, 6-20 вольт |
| Встряхивание | Движение раствора (циркуляционный насос или воздух) |
| Подогревание | Паровые кольца, электропогружение |
| Катоды | Медь, свинец или нержавеющая сталь |
| Держатель | Медь, титан или медь, покрытая пластизолем (с титановыми вкраплениями) |
| (*) Ванна электрополирования нержавеющей стали должны поддерживать раствор плотностью приблизительно 1,7 кг на литр | |
Типичные операционные параметры для электрополирования нержавеющей стали
| Температура (никелевые сплавы) | 130 — 180 Фаренгейт (54 – 82 0 С) |
| Температура (неникелевые сплавы) | 190 – 210 Фаренгейт (88 – 99 0 С) |
| Плотность тока | 150 – 450А (кв. фут) (16,1 – 48,4 А/дм 2 ) |
| Рабочее напряжение | 6 – 18 вольт |
| Соотношение катодов и анодов | 10:1 к 1:1 |
| Время электрополирования | 3 минуты (как обычно) |
| Максимальный токовый вход | 5 А/галлон |
| Расстояние от частей до катодов | 2 – 6 дюймов |
| Расстояние до днища резевуара | По крайней мере 6 дюймов |
Во время электрополирования количество удаляемого металла может варьироваться от 0,00005 до 0,00001 дюймов на обрабатываемую поверхность за минуту электрополирования. Это зависит от рабочей плотности тока. Расстояние от катода до края критично для обеспечения предпочитаемого химического действия. Небольшое расстояние может привести к разъеданию и вытравливанию. Важно, чтобы части в нижнем ряду были по крайней мере на 6 дюймов выше нижнего ряда. Во время процесса электрополирования появляются металлические осадки. Данная рекомендация минимизирует контакт частей с осадком (если ванна обрабатывается надлежащим образом). Если превзойти максимальный токовый вход, то электролит перегреется, и потребуется источник охлаждения, такой как катушка. Требуемое напряжение основано на температуре ванны, рабочей нагрузки, формы частей, требованиях к обработке поверхностей и расстояния от частей до катодов. Электрополирование обладает низкой рассеивающей способностью, поэтому требуется сравнительно высокая плотность тока.Типичные стадии процесса:
- Обезжиривание или очистка смачиванием
- Двойное полоскание
- Удаление окалины (необязательно)
- Двойное полоскание
- Электрополирование
- Выемка деталей
- Двойное или тройное полоскание встречным движением
- Сушка
Очень важно, чтобы поверхность не содержала масел и жиров. Электрополирование не удалит эти типы органических загрязнений. Удаление окалины необязательно, так как электрополирование хорошо удаляет окалину. Важно также полоскание после электрополирования, не только для того, чтобы смыть электролит с частей, но и минимизировать содержание воды с растворённым металлом. Чтобы ускорить промывание сложных форм или частей, где остаётся растворённая кислота – электролит, можно использовать погружение в мягкий щелочной раствор кальцинированной соды для нейтрализации. Затем промойте чистой водой. Обычно нержавеющая сталь не требует никакой дополнительной обработки. Анализ и контроль поддержания в исправном состоянии.
Большинство методов аналитического контроля требуют нескольких стандартных процедур для поддержания оптимального химического баланса электролита. Вот это можно резюмировать следующим образом:
Титрование кислот. К примеру, электролиты нержавеющей стали содержат по крайней мере две неорганические кислоты вдобавок к другим поддерживающим добавкам. Кислоты можно разложить титрованием, используя двухэтапную процедуру, включая разные конечные точки pH. С распадом каждой кислоты определяется соотношение. Текущие или корректирующие добавки (определяется по ситуации) могут быть сделаны, если электролит концентрирует или разделяет кислоты.
Относительная плотность. Измерение относительной плотности используется там, где электролит находится в рекомендуемом диапазоне рабочей ванны, при определённой температуре раствора. Сюда включаются все растворённые металлы и вода. В этой статье данные составляющие ванны описываются приблизительно. Параметры ванны надо измерять ежедневно, если ванна постоянно используется в производстве. Полученные данные позволяют вовремя изменять параметры всей ванны или её части добавлением концентрированного электролита или воды.
Распад растворённых металлов. Эта реакция связана с относительной плотностью. Когда ванна электрополирования накапливает ампер-часы операции, концентрация растворённых металлов растёт. По ходу этого процесса относительная плотность электролита будет увеличиваться, и также будет наблюдаться тенденция к появлению осадка. На некоторые реакции электрополирования негативно влияет появление некоторых металлов, таких как железо, при обработке нержавеющей стали. Существует точка, на которой рекомендуется замещение электролита, иногда на базе ампер-часов. Такое восстановление важно для поддержания желаемых результатов при обработке поверхности электрополированием.
Аналитический контроль не сложен, но его важность нельзя недооценивать или игнорировать. Как с любыми другими процессами металлообработки, хорошие покрытия основаны на контроле качества процесса, происходящего в ванне. Совместите это с оптимальными параметрами, и Вы добьетесь высокого качества электрополирования на постоянной основе.
Проблемы в процессе
Проблема
Другие проблемы включают в себя механические и электрические аспекты (плохое соединение или проблемы с выпрямителем). Проблема может состоять в том, что был выбран неправильный электролит или электрополирование нельзя применять в конкретном случае.
Ограничения
Электрополирование необязательно скроет или покроет дефекты поверхности, такие как неметаллические включения или швы. Грубые и агрессивные царапины могут остаться. Если определённые дефекты, такие, как углубления от вытравливания, шероховатость или тусклость обнаруживаются на одной из заключительных стадий, то их устранение может оказаться серьезной проблемой. Некоторые характеристики поверхности, такие как серьёзная «апельсиновая корка» или мягкая структура, не позволяют проводить электрополирование. Сплавы должны быть проверены на совместимость. Например, мультифазовые сплавы требуют другого подхода, чем обычная анодная обработка. Литые металлы из-за высокой пористости плохо поддаются электрополированию.

