Виды метчиков для нарезания внутренней резьбы
Метчик
Содержание: Скрыть Открыть
- Устройство метчиков
- Применение
- Как нарезать резьбу
- Виды метчиков
- ГОСТы
- Видео

Метчики – это основной инструмент для нарезания внутренних резьб в глухих и сквозных отверстиях ручным или машинным способом. С точки зрения доступности метчик для нарезания резьбы относится к сравнительно простым инструментам, применение которых доступно и любителям, и профессионалам, позволяющим получить в условиях обычной мастерской стандартную резьбу, соответствующую требованиям ГОСТ.
Устройство метчиков
Данный тип резьбонарезного инструмента представляет собой винт с прямыми и винтовыми канавками необходимыми для нарезания резьбы и отвода образуемой в процессе стружки. Рабочая зона включает калибрующую и режущую части. Для крепления инструмента в ручных воротках или патронах имеется квадратная хвостовая часть. Сам процесс нарезки представляет собой поворот инструмента в предварительно просверленном отверстии (глухом или сквозном) путем возвратно-поступательного движения.
В зависимости от варианта исполнения, устройство метчика позволяет нарезать резьбу за один, два или три прохода. Подготовка резьб более чем за один проход осуществляется комплектами из чернового, среднего и чистового инструментов. Для нарезки в отверстиях из особо вязких материалов, например титанового сплава, выпускаются комплекты из пяти инструментов.
Применение
Метчики для нарезания резьб являются основным резьбонарезным инструментом для бытового, полупрофессионального и профессионального применения. Они могут быть использованы для подготовки, практически, всех видов резьб – метрической, дюймовой, трапециидальной и т. д.
Основные характеристики метчиков:
- Материал изготовления. Наилучший вариант – легированные стали обеспечивающие высокую долговечность инструмента.
- Способ нарезки – для ручного или машинно-ручного применения.
- Диаметр отверстия – определяется по соответствующей таблице.
- Параметры нарезаемой резьбы – метрическая, дюймовая, основной или мелкий шаг и т. д.
Основные правила нарезки внутренней резьбы
Чтобы правильно нарезать резьбу метчиком необходимо придерживаться следующих рекомендаций:
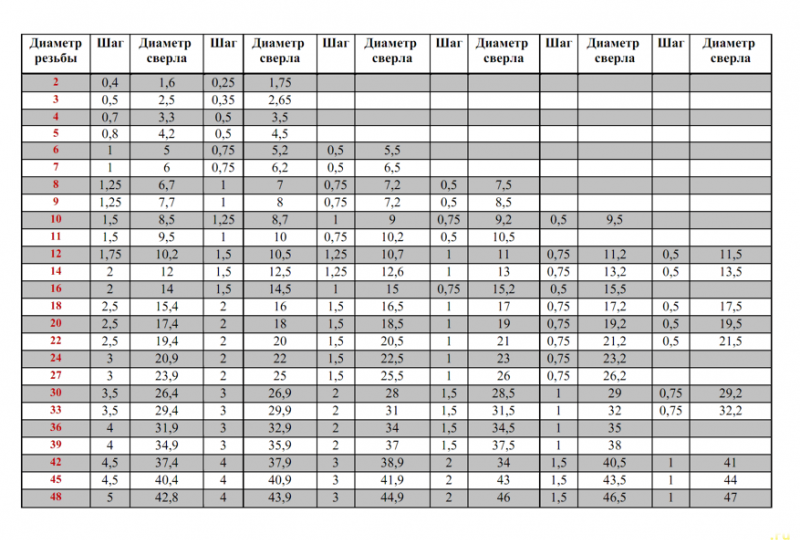
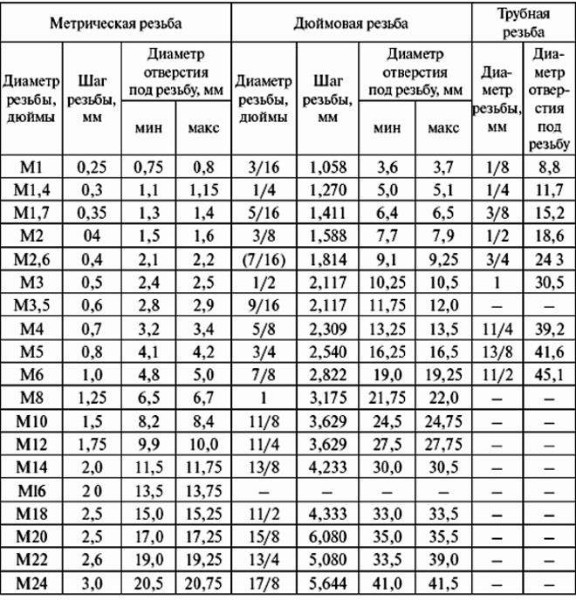
- Просверлить отверстие нужного диаметра. По сути – это главный этап, т. к. при ошибке вы получите либо неплотную резьбу, либо сломаете метчик из-за перегрузки. Для наиболее распространенной, метрической резьбы таблица диаметров приведена ниже. Для грубой оценки необходимо отнять от диаметра резьбы её шаг. Сверлить необходимо строго перпендикулярно к плоскости.

- Для нарезки вручную выполняем возвратно-поступательные движения – два оборота вперёд, один назад.
- После прохода черновым метчиком, повторяем процедуру чистовым.
- При нарезке в глубоком отверстии необходимо периодически полностью выкручивать инструмент и очищать канавки.
- Для нарезки в глухом отверстии его длина должна быть больше планируемой длины резьбы.
- При нарезке резьбы в глубоких отверстиях обязательно используйте смазку – эмульсия, керосин или льняное масло.

Виды метчиков для нарезания резьб
В зависимости от способа нарезки существуют следующие виды метчиков – ручные, машинно-ручные и машинные. Ручные оснащены квадратной хвостовой частью для фиксации в воротке, выпускаются 2-х и 3-комплектными. Машинно-ручные метчики могут быть установлены и в вороток, и в патрон станка. Для нарезания резьбы в сквозном отверстии выпускаются с шестью нитками на рабочей части, для глухих отверстий – с тремя. Машинные метчики предназначены исключительно для установки в патрон станка, имеют винтовые и укороченные канавки.
Кратко перечислим некоторые специальные виды метчиков:
- Гаечные – имеют длинную хвостовую часть для нанизывания гаек, что позволяет нарезать резьбы в нескольких изделиях без выворачивания инструмента. Предназначены для машинной нарезки.
- Метчики для левой резьбы – обозначаются литерами LH, имеют тот же шаг и диаметр как инструмент с метрической резьбой.
- Метчики дюймовые – инструмент для нарезки резьб в дюймовой системе измерений. Выпускаются 2-х или 3-комплетными в трех классах точности.
- Метчики трубные – позволяют нарезать трубные резьбы с дюймовой системой измерения в диапазоне от 1/8 до 2 дюймов. Выпускаются в ручном и машинно-ручном исполнении, в двух комплектах с острым и тупым заходом.
- Метчики конические – применяются для подготовки соответствующего типа резьб метрических (К) и трубных (Rc). Отличаются наличием удлиненной начальной заборной части с неполной резьбой, постепенно переходящей в полную.
Действующие стандарты
Конструкцию машинных и ручных метчиков регулирует ГОСТ 3266-81. Технические условия — ГОСТ 3449-84. Также для каждого типа инструмента действует свой стандарт определяющий его конструкцию.
Видео
Наглядную информацию об инструменте вы можете получить в представленном ниже видео
Машинный метчик – для нарезки внутренних резьб на станке
Одним из самых надежных и удобных соединений деталей является резьбовое соединение болтами и гайками. Для автоматизированной нарезки внутренних резьб с применением станков используют машинный метчик.
1 Метчики – основные виды инструмента для нарезки внутренних резьб
Метчиками называют специализированный металлорежущий инструмент, единственное назначение которого заключается в нарезании различных внутренних резьб диаметром до 50 мм в глухих и сквозных отверстиях. Изготавливают их из быстрорежущей стали (Р9, Р18, Р6М5) или инструментальной (9ХС, У11А, У12А), а иногда используют твердый сплав.
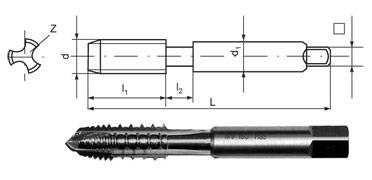
Метчик состоит из хвостовика и рабочей части, которая делится на режущую (конической формы) и калибрующую. Хвостовик предназначен для фиксации инструмента в воротке или патроне станочного оборудования. Он цилиндрической формы, а для установки в соответствующий приводной инструмент имеет квадрат на конце у ручных метчиков и поводок или лыску – у машинных.

Существуют следующие основные виды метчиков:
- Ручные – служат для нарезки резьб вручную.
- Машинные – предназначены для изготовления резьб машинным способом (на токарных станках). Отличаются от ручных особой геометрией, обеспечивающей возможность существенно ускорить процесс резания резьбы.
- Машинно-ручные – могут использоваться как для машинного, так и ручного нарезания.
- Гаечные – с удлиненным или изогнутым хвостовиком. Используются для нарезки резьб в гайках, их конструкция позволяет не выворачивать инструмент после завершения рабочей операции. С изогнутым хвостовиком применяют в гайконарезных автоматах.
По направлению формируемой резьбы все метчики делятся на:
- обычные – для правосторонней резьбы;
- специальные – для нарезки левосторонней резьбы, маркируются LH.
По геометрии резьбы:
- метрические – М;
- трубные, с резьбой:
- цилиндрической дюймовой – G;
- конической – K;
- конической дюймовой – RC.

Стандартная для труб резьба – цилиндрическая (G 1″ – на дюйм, G 1/2″ – на полдюйма и другие по аналогии). У метрических метчиков для каждого диаметра несколько шагов резьбы (стандартный, мелкий, средний), увеличивающихся с возрастанием диаметра. В маркировке инструмента указывают диаметр и шаг (кроме стандартного). М10×0,75 (диаметр 10 мм, шаг 0,75 мм) или М10 (шаг 1,5 мм – основной).
Изготовляются метчики одинарными и в комплекте из 2 или 3 штук. Последние в основном используют при работе с деталями, которые изготовлены из вязких или твердых материалов. Первые номера в комплекте предназначены для черновой нарезки, а последний – для чистового прохода. Если комплект метчиков состоит из 2-х инструментов, то №1 прорезает резьбу на 75 %, а №2 снимает оставшиеся 25 % металла. Для трех – 60 %, 30 % и 10 % соответственно.
2 Дополнительная классификация метчиков по конструкции и типу резьбы
Существуют также следующие виды метчиков:
- плашечные – применяют для формирования за 1 проход резьбы в плашках;
- маточные – используют для очистки резьбы в плашках, находящихся в работе, а также после нарезки плашечным метчиком;
- специальные (бесканавочные и комбинированные).
У бесканавочного инструмента, в отличие от обычного машинного, на всей протяженности резьбовой части отсутствуют продольные канавки, приемный конус значительно короче. Он значительно прочнее обычного, благодаря большой длине резьбовой части его можно несколько раз перетачивать (срок службы значительно больше, чем у обычного). Главное достоинство – высокая производительность работ при нарезке резьбы.

Комбинированные состоят из 2 частей, которые разделены шейкой. Первая выполняет функции чернового метчика и производит предварительное формирование резьбы, а вторая используется для завершающего (чистового) нарезания. Применение такого инструмента ощутимо экономит время, потому что во время работ пользуешься одним инструментом вместо комплекта (не надо тратить время на переустановку черновых и чистовых инструментов).
К комбинированным также относят сверло-метчик. Для него не нужно предварительно просверливать отверстие, так как он и просверлит, и нарежет сразу резьбу. Первая часть этого инструмента представляет собой сверло, а вторая – метчик.

По конструкции рабочей части делят на:
- со стружечными канавками (прямыми, винтовыми, укороченными, только на заборной части) и бесстружечные (раскатники с пазом и без паза для смазки);
- с обычными зубьями и шахматными или спиральными.
3 Главные условия нарезания качественной резьбы метчиком
Нарезание внутренней резьбы метчиком начинают с выбора нужного инструмента. После первым шагом является просверливание отверстия. По сути, этот этап является самым главным, так как если ошибиться с подбором диаметра, то либо болт будет болтаться, либо при нарезании резьбы от перегрузки сломается метчик. Лучше всего диаметр отверстий определять по таблицам, но можно произвести и грубую оценку: отняв от диаметра резьбы ее шаг можно получить приблизительное значение необходимого диаметра отверстия.
Например, если внешний диаметр резьбы 18 мм, а шаг 1 мм, то требуется просверлить отверстие в 17 мм. Сверлить необходимо строго перпендикулярно поверхности детали (из-за отклонений возможен брак при нарезании). У просверленного отверстия желательно сделать небольшую фаску. У глухих отверстий глубина должна быть больше, чем длина нарезаемой части, чтобы инструмент при резке вышел за границы необходимой длины резьбы. Если этот запас не предусмотреть, то резьба будет неполной.

Деталь с просверленным отверстием закрепляют в тиски. Метчик фиксируют в воротке (при отсутствии используют разводной ключ) или патроне станка. На качество резьбы, скорость нарезания и стойкость инструмента значительное влияние оказывает правильный подбор смазочно-охлаждающей жидкости (СОЖ). Чтобы не испортить инструмент, а резьбу получить чистую и с правильным профилем, необходимо применять следующие СОЖ:
- разведенную эмульсию (одна часть эмульсии, смешанная с 160 частями воды);
- для деталей из латуни и стали можно использовать льняное масло;
- для изделий из алюминия – керосин;
- для деталей из красной меди – можно скипидар;
- в изделиях из чугуна и бронзы нарезание следует проводить всухую.

Нельзя использовать минеральные и машинные масла – они способствуют значительному возрастанию сопротивления, которое инструмент преодолевают в процессе работы, оказывают отрицательное влияние на шероховатость резьбы и приводят к быстрому износу метчика.
4 Правила нарезания внутренней резьбы метчиком
При ручной нарезке резьбы инструмент вставляют в отверстие вертикально (без перекоса). Вороток вращают в нужном направлении (для правой резьбы по часовой стрелке) не все время, а периодически делают 1–2 оборота в обратную сторону.
При таком вращательно-возвратном движении метчика срезаемая стружка ломается, становится короткой (дробленой) и легче удаляется из рабочей зоны, а процесс формирования резьбы значительно облегчается. По окончании нарезания инструмент вывертывают вращением воротка в противоположную сторону, затем его прогоняют по готовой резьбе насквозь или до упора для глухих отверстий. Необходимо также придерживаться следующих правил:

- При формировании резьб в вязких и мягких металлах (алюминий, медь, баббиты и другие), а также в глубоких отверстиях инструмент следует периодически выкручивать из отверстия для очистки канавок от стружки.
- При использовании комплекта метчиков необходимо применение всех инструментов набора. Нарезание сразу чистовым метчиком или средним, а затем чистовым без прохода черновым не ускоряет, а только замедляет и затрудняет процесс нарезания. Кроме того, резьба при этом получается некачественной, а инструмент может сломаться. Чистовой и средний метчики вкручивают в отверстие вручную (без воротка) до тех пор, пока инструмент не пойдет по резьбе правильно, и только после этого устанавливают вороток и продолжают работу.
- В процессе нарезания требуется тщательно следить за правильностью врезки инструмента, чтобы не было его перекоса. Для этого необходимо через каждые вновь нарезанные 2–3 нитки стружки проверять положение метчика относительно верхней плоскости детали с помощью угольника. Особенно осторожно следует работать с глухими и мелкими отверстиями.

5 Машинные метчики и особенности работы с ними на станочном оборудовании
Для формирования резьбы на токарных станках и автоматах используют метчик машинный, ГОСТ которого определяет назначение и конструкцию инструмента (некоторые ГОСТы представлены в конце статьи). Выпускают их поштучно (для формирования резьбы за 1 проход) или комплектами.
Первые обычно используют при обработке чугуна, а вторые – стали. Скорость нарезания машинным метчиком должна составлять 6–22 м/мин при работе с бронзовыми, алюминиевыми, чугунными заготовками и 5–12 м/мин – со стальными. Процесс нарезания должен обязательно сопровождаться охлаждением СОЖ.

При работе с машинными метчиками следует придерживаться дополнительных правил:
- При выборе сверла необходимо помнить, что при работе с метчиками-раскатниками для предварительного создания отверстий требуются инструменты других диаметров.
- При использовании станков с ЧПУ следует проверять скорость подачи инструмента, указанную в программе. Если установлен резьбонарезной патрон, то величина подачи метчика на 1 оборот должна иметь значение 95–97 % от шага, чтобы обеспечить самозатягивание инструмента.
- Следует по возможности пользоваться качественными патронами, имеющими компенсацию, ограничивающую крутящий момент. Такие патроны гарантируют правильное осевое перемещение инструмента и устанавливают его строго в отверстии. Это также предохранит метчик машинный от поломки, если он случайно столкнется с дном отверстия.
- Требуется следить за плавностью входа инструмента в отверстие – неравномерная, прерывистая подача, скорей всего, приведет к колоколообразной форме первых витков стружки (браку резьбы).
Применимость некоторых видов метчиков в зависимости от обрабатываемого материала:
| Название метчика | ГОСТ | Обрабатываемый материал |
| 1 | 2 | 3 |
| Машинно-ручные метчики с прямыми канавками | ГОСТ 3266-71-71 | Углеродистые стали общего назначения обычного качества и качественные низколегированные стали общего назначения, литейные и ковкие чугуны |
| Машинно-ручные метчики с винтовыми канавками | ГОСТ 17933-72 | |
| Машинно-ручные метчики с укороченными канавками | ГОСТ 17931-72 | |
| Гаечные метчики с прямым хвостовиком | ГОСТ 1604-71 | |
| Гаечные метчики с изогнутым хвостовиком | ГОСТ 6951-71 | |
| Машинно-ручные метчики с шахматным расположением зубьев | ГОСТ 17927-71 | Нержавеющие и жаропрочные стали с сплавы |
| Гаечные метчики с шахматным расположением зубьев, с прямым хвостовиком | ГОСТ 17929-72 | |
| Машинно-ручные метчики с шахматным расположением зубьев | ГОСТ 17928-72 | Легкие сплавы |
| Машинные метчики с винтовыми канавками | ГОСТ 17932-72 | |
| Машинные метчики с укороченными канавками | ГОСТ 17930-72 |
Чем нарезать внутреннюю резьбу? Метчик — самое простое и удобное решение!

Содержание:
- 1. Какие бывают метчики?
- 1.1. По направлению резьбы:
- 1.2. По форме профиля:
- 2. Выполнение резьбы по всем правилам
- 2.1. 1 этап.
- 2.2. 2 этап.
- 3. Простые решения сложных задач
Бывает трудно найти подходящий крепеж или деталь, чтобы заменить износившийся элемент при обслуживании и ремонте оборудования или автомобиля. Приведем простой пример из практики: для цепной пилы советского производства нужна гайка с левой резьбой, достать оригинальную запчасть невозможно, ведь такая техника уже не выпускается. Придется обойти не один магазин, чтобы подобрать гайку подходящего размера с левой резьбой. Но есть более простой выход – взять гайку с диаметром отверстия меньшим, чем требуется, пусть даже и с правой резьбой, такую найти гораздо легче, и выполнить в ней с помощью ручного метчика резьбу, которая необходима.
Метчик представляет собой металлический стержень с насеченными на конце режущими кромками. Он изготавливается из быстрорежущей стали или твердых сплавов металлов и, как правило, проходит термическую обработку, что делает его достаточно прочным, чтобы прорезать канавки в металлическом основании при вкручивании. Использование метчика – быстрый и удобный способ нарезания резьбы. Этим инструментом можно выполнять резьбу как в отдельно взятых деталях, так и в деталях, которые являются частью изделия, не снимая их. Чтобы получить именно ту резьбу, которая требуется для крепежного соединения, нужно правильно подобрать тип метчика. В этом вам пригодится следующая информация.
Какие бывают метчики?

Как известно, в механизмах машин, оборудования, техники имеются различные резьбовые соединения, причем, различаются они не только по основным параметрам, таким как диаметр, шаг резьбы и глубина, но и по форме, направлению и типу резьбы. В соответствии с этим, под каждый конкретный элемент для нанесения внутренней резьбы нужно подбирать и метчик. Итак, перечислим основные параметры, по которым они различаются.
По направлению резьбы:
- Правые – проделывают канавку в направлении по часовой стрелке (правая резьба преобладает у большинства крепежных соединений).
- Левые – нарезают резьбу в направлении против часовой стрелки (крепежные элементы с левой резьбой обычно устанавливаются на вращающихся деталях, чтобы соединение не ослаблялось при вращении).
По форме профиля:
- Конические – используются для создания резьбы в местах установки крепежа, где необходима герметичность соединения, например, на деталях, находящихся под давлением жидкости или газа.
- Трапециевидные – служат для нарезания так называемой ходовой резьбы, которая обычно присутствует в деталях, преобразующих вращательное движение в поступательное.
Кроме этого, различают метрические и дюймовые метчики (в зависимости от того, в каких единицах измерения указаны характеристики диаметра и шага резьбы). Что касается их назначения, то есть универсальные инструменты и узкоспециализированные, предназначенные для работы с одним видом деталей, например, трубные, гаечные, свечные. Зная все эти параметры, Вы легко сможете выбрать метчик для нарезания резьбы в конкретной детали или крепежном элементе. Например, если нужно восстановить резьбу посадочного отверстия для свечи зажигания в двигателе автомобиля, Вам понадобится свечной метчик конической формы, как Jonnesway AI060001.
Выполнение резьбы по всем правилам
Чтобы Вам было проще понять принцип работы с метчиком, расскажем об этапах нарезания резьбы в сквозном отверстии.
1 этап.
Зная диаметр отверстия, нужно подобрать подходящие под эти параметры сверло и метчики. Например, нужно получить резьбовое отверстие диаметром в 8 мм, значит, подойдет метчик с резьбой М8. Причем, просверлить отверстие нужно меньшего диаметра.
2 этап.
Рассверлить отверстие, в которое будет вкручиваться метчик. Рекомендуемые показатели по подбору сверла приведены в таблице:
| Диаметр резьбы, мм | Диаметр рассверливаемого отверстия, мм | |
| В деталях из мягких металлов (латуни, стали) | В деталях из твердых металлов (чугуна, бронзы) | |
| 3 | 2,5 | 2,5 |
| 4 | 3,3 | 3,3 |
| 5 | 4,2 | 4,1 |
| 6 | 4,9 | 5 |
| 7 | 6 | 5,9 |
| 8 | 6,7 | 6,6 |
| 9 | 7,7 | 7,7 |
| 10 | 8,4 | 8,3 |
3 этап.
В подготовленное отверстие сначала нужно ввернуть черновой метчик, затем чистовой. Первый имеет более крупные резцы на рабочей части, поэтому при вкручивании снимает до 75% материала, а второй необходим для окончательного снятия 25% оставшегося металла и получения аккуратной резьбы. Хвостовик метчика закрепляется в метчикодержателе, специальном приспособлении, с помощью которого будет создаваться вращательное движение. Т-образная форма рукоятки облегчает проворачивание резьбонарезного инструмента в теле детали, при этом сам метчик надежно зафиксирован в посадочном отверстии. Метчикодержатель нужно подбирать, исходя из того, какие метчики Вы используете, например, STAYER 28039-T4 подходит для работы с инструментами диаметром М6-М12, а STAYER 28039-T2 – для М3-М6.
При вращении рукоятки метчикодержателя не следует делать резких движений, ход инструмента должен быть плавным. Поэтому перед вкручиванием резьбонарезного инструмента в отверстие не забудьте смазать его рабочую часть маслом или керосином. Это облегчит вхождение в материал и поможет получить более качественную резьбу, кроме того, смазка предотвратит появление коррозии на рабочей части. Не забывайте удалять из отверстия образующуюся металлическую стружку, это позволит добиться более аккуратного нарезания резьбы и снизит вероятность поломки метчика.
Как видите, в применении метчика нет ничего сложного. Главное, следовать правилам и со временем придет навык. Но это еще не все, что нужно знать. Ведь на практике придется сталкиваться с нарезанием резьбы не только в сквозных отверстиях, но и в глухих, работать с заготовками различной формы и из различных материалов. Чтобы Вы были готовы к выполнению таких работ, дадим несколько советов.
Простые решения сложных задач
Мы выяснили, с какими проблемами чаще всего сталкиваются начинающие пользователи при нарезании внутренней резьбы. Наиболее распространенной является поломка метчика во время вкручивания.
Что делать, если стержень обломился и рабочая часть инструмента застряла в теле детали? Есть несколько вариантов решения этой проблемы. Если небольшой обломок выступает из отверстия, его можно обхватить пассатижами и выкрутить. Если же стержень обломился внутри отверстия, его можно извлечь экстрактором (специальным инструментом, который вкручивается в тело обломанного метчика), но найти подходящий экстрактор бывает нелегко. Поэтому некоторые умельцы прибегают к более простому способу: капают азотную кислоту на обломок, чтобы она разъела режущие кромки. Если же ни один из способов не поможет, придется нести деталь в мастерскую, где есть токарный станок.
Как известно, лучше предупредить проблему, чем тратить время на ее решение. Поэтому, чтобы избежать поломки метчика, перед использованием нужно убедиться, что он качественный. Как показывает практика, чаще всего ломаются резьбонарезные инструменты, выполненные из некачественного металла, или те, у которых рабочая часть заржавела. Лучше использовать фирменные метчики, которые изготавливаются из прочной стали и не ломаются. Так Вам удастся получить аккуратную резьбу с первого раза, и не придется ничего переделывать.
Приобрести метчики и метчикодержатели Вы можете в нашем интернет-магазине. Они продаются как поштучно, так и в наборах, Вы легко подберете необходимый комплект для работы. Мы предлагаем только фирменные ручные инструменты таких производителей как Jonnesway, FIT, MATRIX, STAYER, Зубр, поэтому Вы можете быть уверены в их качестве и надежности. Не откладывайте покупку, закажите резьбонарезной инструмент прямо сейчас, ведь он может понадобиться Вам в любую минуту!
Виды метчиков для нарезания резьбы

Виды метчиков для нарезания резьбы и их применение
Метчики — это специальные приспособления, предназначенные для нарезания и калибровки внутренних резьб. Ниже мы рассмотрим все особенности этих металлорежущих инструментов. Прочитав статью, вы получите ответы на следующие вопросы.
- Какую резьбу можно нарезать при помощи метчика?
- Как маркируют эти инструменты?
- Из каких частей состоят метчики?
- Какие материалы идут на производство этих металлорежущих инструментов?
- Какие существуют виды метчиков по конструкции и назначению?

Фотография №1: набор метчиков
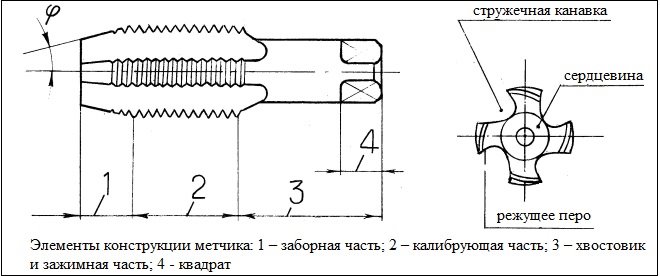
Конструкция метчиков
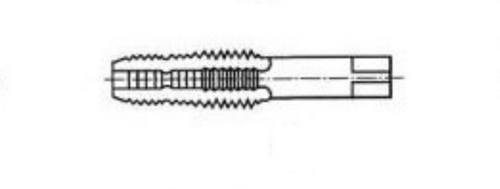
Метчик состоит из рабочей части и хвостовика.
Изображение №1: конструкция метчика
Рабочая часть метчика устроена следующим образом.
- Заборная часть. Именно она начинает соприкасаться с металлом и формирует первые витки резьбы.
- Калибрующая часть. Доводит резьбу до идеала.
Хвостовик предназначен для закрепления инструмента. Для исключения проворачивания предусмотрен специальный квадрат.
Калибрующая часть метчика имеет канавки. Они выполняют две функции.
- Отвод стружки из зоны обработки.
- Подвод смазывающе-охлаждающей жидкости.
Существуют следующие типы канавок.
- Канавки, имеющие прямолинейные передние и радиусные задние поверхности. С такими канавками выпускается большинство метчиков.
- Канавки, имеющие прямолинейные передние и задние поверхности. Метчики этого типа используют для нарезания гаечных резьб.
- Однорадиусные канавки. Их имеют метчики калибровочного типа
Маркировка метчиков
Маркировка наносится на хвостовики метчиков.
- «М» — метрические метчики.
- «К» — конические метчики.
- «G» — трубные метчики.
Классификация и виды метчиков
Расскажем о классификации метчиков в деталях. Инструменты подразделяют на виды в зависимости от таких основных характеристик, как:
- назначение;
- конструктивные особенности;
- типы нарезаемых резьб.
Классификация метчиков по назначению
По назначению метчики делят на 5 видов.
- Слесарные. Это ручные метчики, для вращения которых предназначены специальные воротки. Обычно для нарезания какой-либо резьбы используется комплект из нескольких инструментов. Каждый их них снимает с заготовки лишь часть припуска.
Расскажем, как отличить метчики по типу обработки. Черновые метчики имеют на хвостовиках одну черточку, промежуточные — 2, а инструменты для финишной обработки — 3.
В зависимости от направления вращения метчики бывают левыми и правыми.

Фотография №2: ручные слесарные метчики
- Машинные метчики. Их используют для обработки заготовок на револьверных, агрегатных, сверлильных и токарных станках. Применение машинных метчиков в массовом или серийном производстве дает нужную производительность. Резьба до 3 мм с использованием машинного метчика нарезается за один проход.

Фотография №3: машинные метчики
- Машинно-ручные метчики. Это универсальные инструменты, которые поставляются комплектами из двух штук. Один метчик предназначается для черновой обработки, а второй — для чистовой.
Кроме хвостовиков от обычных инструментов машинно-ручные метчики отличают по укороченным рабочим частям. Инструменты второго и третьего типов способны выдерживать высокие нагрузки.

Фотография №4: машинно-ручные метчики
- Метчики-протяжки. Эти специальные машинные инструменты, предназначенные для нарезания крупнопрофильных резьб за один проход. Отличаются повышенной жесткостью и имеют очень точное исполнение. Метчики этого типа работают не на сжатие, а на растяжение. Длина рабочих частей — увеличенная.

Фотография №5: метчики-протяжки
- Гаечные метчики. Как видно из названия, инструменты этого типа применяют для нарезания резьб в гайках. Гаечные метчики, устанавливаемые на сверлильные станки, имеют длинные прямолинейные хвостовики. После нарезания резьбы инструмент извлекается, а гайка просто стряхивается. Приспособления, устанавливаемые на резьбонарезные автоматы, имеют изогнутые хвостовики. С них обработанные гайки падают в подготовленную тару.
Фотография №6: гаечный метчик для резьбонарезного автомата
Классификация метчиков по конструкции и особенностям
Перечислим виды приспособлений и кратко расскажем о них.
- Метчики с винтовыми стружечными канавками. Такие приспособления обычно используют для машинного нарезания глухих резьб. Винтовое расположение канавок для отвода стружки обеспечивает подачу в зону резания необходимого количества смазочно-охлаждающей жидкости. Это значительно повышает эффективность обработки и продлевает срок службы инструментов.
Изображение №2: метчик с винтовыми канавкам и для отвода стружки
- Метчики с укороченными канавками. Их еще называют бесканавочными. Приспособления этого типа используют для обработки заготовок из высокопрочных легированных сталей, вязких низкоуглеродистых материалов, а также сплавов на основе алюминия.
Изображение №3: конструктивные особенности бесканавочного метчика
- Метчики с шахматным расположением режущих зубьев. Такая конструкция уменьшает трение при обработке заготовок. Зубья на заборной части располагаются по классической схеме, а на калибрующей — через один.
Изображение №4: конструкция метчика с шахматным расположением зубьев
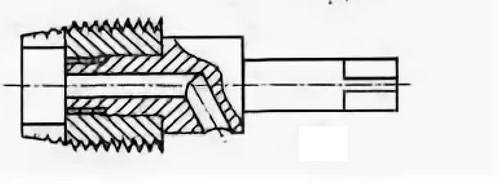
- Комбинированные сверла-метчики. При обработке деталей приспособлениями этого типа выполняются одновременно 2 операции — сверление отверстия и нарезание резьбы. Такой подход позволяет не задумываться о соотношении диаметра сверла с диаметром метчика.

Фотография №7: комбинированные сверла-метчики
Изучите также таблицу соответствия диаметров.
Изображение №5: стандартные диаметры сверл-метчиков
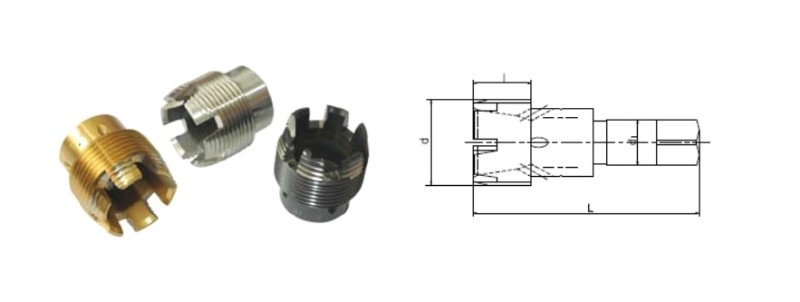
- Колокольные метчики. Предназначены для нарезания резьб больших диаметров (от 50 до 400 мм). Приспособления имеют сборные конструкции.
Изображение №6: конструкция метчика колокольного типа
- Модели ступенчатого типа. Рабочие части таких метчиков разделены на участки, выполняющие определенные функции. К примеру, первый — резание, а второй — выглаживание.
Изображение №7: конструкция метчика ступенчатого типа
- Метчики с внутренними полостями. Они нужны для охлаждения и отвода стружки. Такие метчики отличаются повышенной производительностью и используются для нарезания глухих резьб в глухих отверстиях. Наибольшее распространение получили сборные модели.
Изображение №8: полые метчики
Основные типы нарезаемых метчиками резьб
Чаще всего при помощи метчиков нарезают резьбы трех основных разновидностей. Применяют инструменты следующих типов.
- Метрические метчики. Предназначены для нарезания метрических резьб. Это самый распространенный тип крепежных соединений.
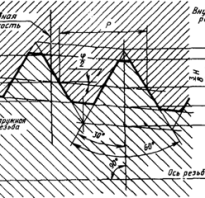
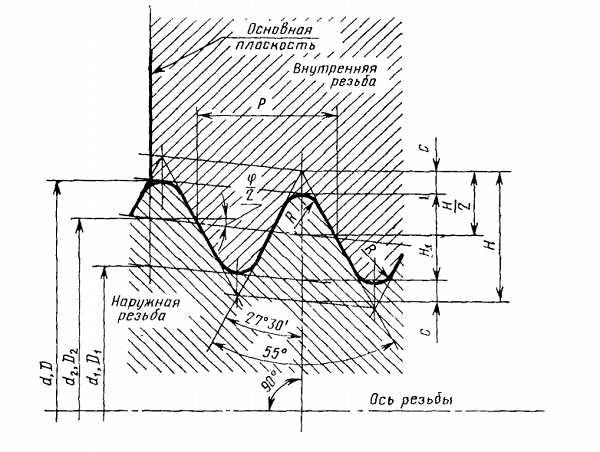
Профиль метрической резьбы представляет собой равносторонний треугольник. Угол при вершине — 60°. Вершины выступов срезаны.
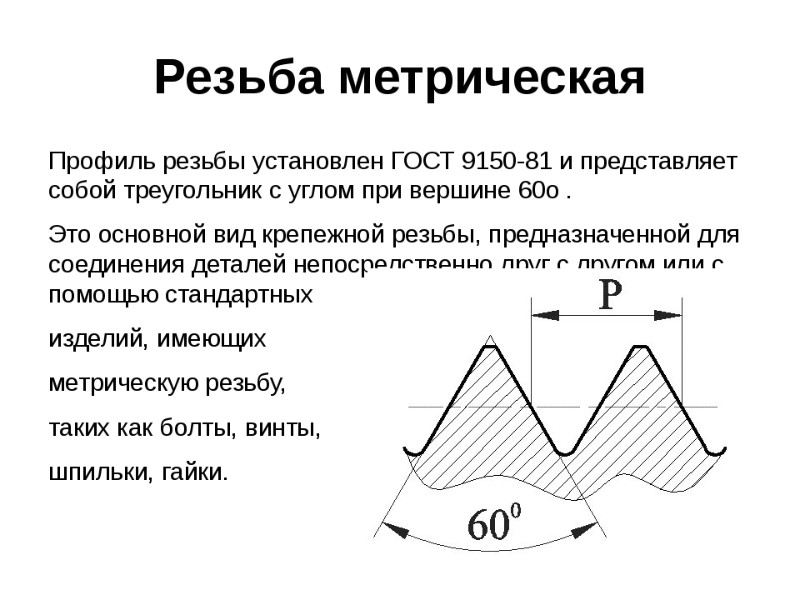
Изображение №9: профиль метрической резьбы
- Дюймовые метчики. Рабочие части таких приспособлений имеют коническую форму. Профиль дюймовой резьбы выглядит так.
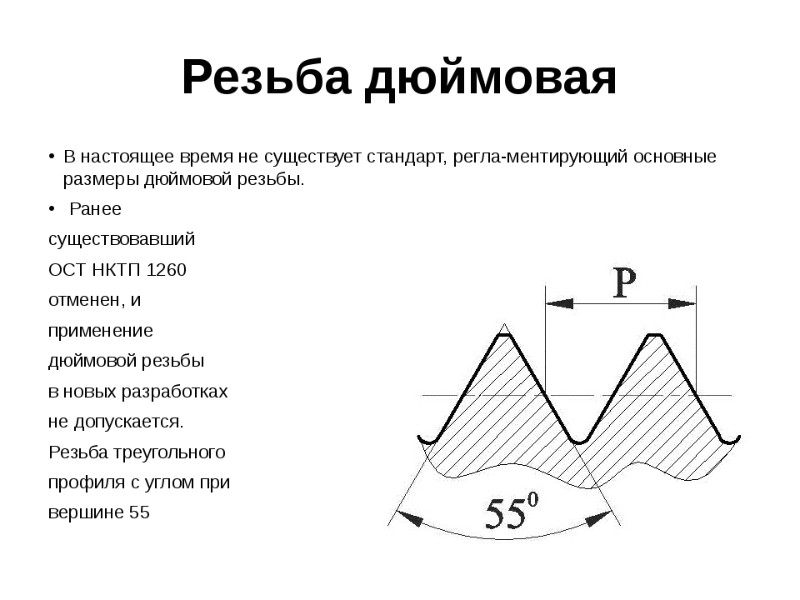
Изображение №10: профиль дюймовой резьбы
Диаметр измеряется в дюймах, а шаг — в количестве ниток на дюйм.
- Цилиндрические и конические трубные метчики. Используются для создания надежных трубных соединений.
Изображение №11: профиль трубной резьбы
- Ознакомьтесь со стандартными характеристиками резьб вышеперечисленных типов.
Изображение №12: стандартные характеристики метрических, дюймовых и трубных резьб
По этой таблице мастера подбирают резьбонарезной инструмент.
Из чего изготавливают метчики
Расскажем, из каких сталей изготавливают большинство метчиков.
- Высокоуглеродистые инструментальные стали. Это У10А, У12А и другие марки. Из таких сталей изготавливают ручные метчики.
- Быстрорежущие стали. Максимальное распространение получили марки Р6М5 и Р6М5К5. Из этих сталей изготавливают машинные метчики.
- Твердые сплавы. Идут на изготовление метчиков, предназначенных для нарезания внутренних резьб в заготовках из труднообрабатываемых материалов.
Стандарты ручных и машинных метчиков
Требования к характеристикам как ручных, так и машинных метчиков
устанавливает стандарт ГОСТ 3266-81. Он называется: «Метчики машинные и
ручные. Конструкция и размеры». Документ вы можете скачать здесь.
Метчики для нарезания резьбы. Виды и таблица размеров

 Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Особенности устройства
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
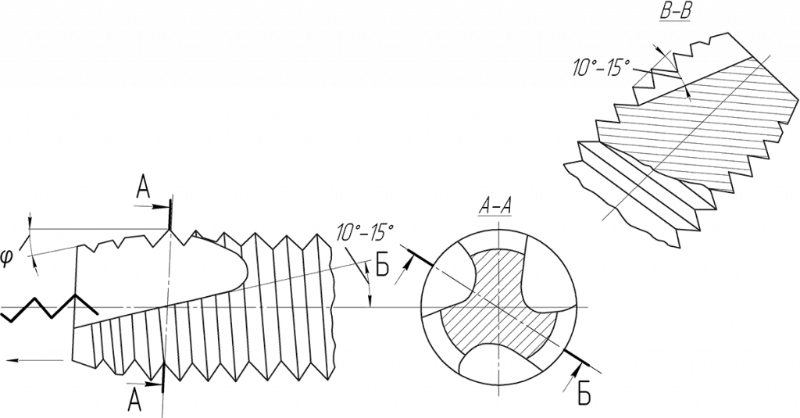
- Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6.
- Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя.
- Направление канавок: прямолинейные, спиральные правые и левые. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
- Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
- Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.

Виды метчиков
По назначению
- Слесарные (ручные) метчики используют для изготовления резьбы с помощью воротка. С целью уменьшения усилия, изготавливаются комплектом, в составе которого 2–3 инструмента, каждый из которых снимает лишь часть припуска на обработку. Первый метчик является черновым, последний — чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.
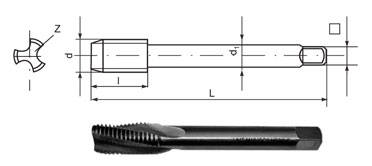
- Машинные (машинно-ручные). Применяются для механизированного нарезания резьбы на станках: сверлильных, токарных, агрегатных, типа обрабатывающий центр. Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение — нарезание резьбы в деталях.
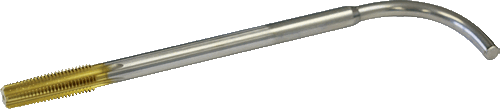
- Гаечные. Как видно из названия, используются для нарезания гаек. Состоят всегда из одного метчика с удлинённым заборным конусом. При работе метчик из гайки не вывинчивают, а готовые гайки нанизывают на удлинённый хвостовик, который имеет 2 исполнения: прямолинейный и радиусный (изогнутый). Первое используют на сверлильных и токарных станках. После заполнения накопительной части хвостовика инструмент вынимают из быстрозажимного патрона и стряхивают готовые гайки. Кривой метчик применяют на резьбонарезных автоматах. В этом случае гайки под напором друг друга перемещаются до конца инструмента, где падают в тару.

Конструктивные исполнения
- Метчики с короткими канавками (бесканавочные). Используются для нарезания резьбы в алюминиевых сплавах, вязких низкоуглеродистых или высокопрочных легированных сталях.
- С винтовыми канавками. Используют на обрабатывающих центрах, при нарезании глухих резьб.
- С шахматным расположением зубьев. Последние на калибрующей части срезаны через один, тем самым уменьшается сила трения, что актуально для вязких материалов.
- Ступенчатые. Режущая часть инструмента разделена на два участка, каждый из которых работает по своей схеме формообразования. Например, 1-й участок режет по генераторной схеме, 2-й — по профильной. Или, 1-й работает как режущий инструмент, 2-й — как выглаживающий.
- Комбинированные. 1-я ступень представляет собой сверло, 2-я метчик. Как говорится — два в одном.
- Метчик-протяжка. С его помощью нарезают резьбу любого диаметра и шага в деталях со сквозным отверстием на токарном станке. Деталь надевают на хвостовик инструмента, после чего зажимают её в патрон станка, а хвостовик закрепляют в резцедержателе. Устанавливают автоматическую подачу, равную шагу нарезки и включают соответствующее вращение шпинделя. После того как протяжка выйдет из обрабатываемой детали, резьба готова.
- С внутренним подводом СОЖ. Применяют на специализированных или многооперационных станках для повышения производительности.
- Колокольного типа. Используют при нарезании сквозной резьбы большого диаметра (50–400 мм). Инструмент выполняется составным, состоящим из отдельных режущих секторов. Внутрь подводится СОЖ, количество перьев достигает 16, а просторные канавки вмещают большой объем стружки.
По виду нарезаемой резьбы
- Метрические, обозначаются буквой М. Размеры, в том числе и шаг резьбы, измеряются в миллиметрах. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
Обозначение Размеры, мм Основной шаг Сверление под резьбу
- Дюймовые конические. Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
- Трубные цилиндрические. Разновидность дюймовых резьб, ограниченная ассортиментом стандартных металлических труб. Шаг также выражается в нитках на 1 дюйм.
- Трубные конические. То же, что и цилиндрические, но с уклоном. Диаметр сверления под резьбу на несколько десяток меньше. Резьба нарезается до упора.

Сводная таблица содержит параметры метчиков с дюймовым шагом резьбы
Обозначение Шаг резьбы (ниток на дюйм) Диаметр отверстия, мм
Инструментальный материал
Ручные метчики при работе нагреваются незначительно, поэтому их изготавливают из высокоуглеродистых инструментальных сталей У10А, У12А. Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.