
Сбег резьбы что это такое?
Разъемные соединения. Образование резьбы. Элементы резьбы. Крепежные резьбовые соединения (болтовые, шпилечные, винтовые)
Страницы работы



Фрагмент текста работы
РАЗЪЕМНЫЕ СОЕДИНЕНИЯ
Любая сборочная единица состоит из отдельных деталей, которые различными способами соединяются между собой.
Соединения, детали которых могут быть разъединены без разрушения самих деталей или связующих их слоев, называются разъемными. К таки соединениям относятся: резьбовые, шпоночные, зубчатые (шлицевые) соединения, а также соединения, выполняемые с применением штифтов пружин. Разъемные соединения могут быть подвижными, когда возможны взаимные перемещения деталей (винт домкрата) и неподвижными (крепежные соединения).
Для жесткого соединения деталей машин применяют крепежные детали. К ним относят детали с резьбой — болты, винты, шпильки, гайки фитинги (соединительные детали трубопроводов), и без резьбы — шайбы шплинты, штифты.
По форме, размерам, резьбе, предельным отклонениям и шероховатости поверхности каждый должен тип детали соответствовать требованиям установленным соответствующим размерным стандартом. Большинство стандартных резьбовых крепежных деталей изготавливаются с метрической резьбой с крупным или мелким шагом,
в соответствии с ГОСТ 9150-59.
Образование резьбы. Элементы резьбы
В машиностроении широко применяют детали, имеющие резьбы, каждая из которых наиболее полно отвечает назначению и условиям функционирования резьбового соединения. Резьбы, применяемые для неподвижных соединений, называются крепежными,
Выполнение чертежей резьбовых соединений и изделий связано с соблюдением условностей и правил, установленных ГОСТ 2.311-и ГОСТ 2315-68.
Резьба — поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
Профиль резьбы — контур сечения резьбы в плоскости, проходящей через ее ось.
Шаг резьбы (Р) — расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Ход резьбы — расстояние между ближайшими одноименным боковыми сторонами профиля, принадлежавшего одной и той же винтовой поверхности, в направлении, параллельном оси резьб.
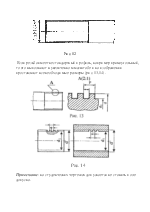
К элементам резьб относят сбеги, недоводы, недорезы, проточки,
Сбег резьбы — это участок неполного профиля в зоне перехода резьбы с гладкой части детали. Участок, включающий в себя сбег и недовод, называется недорезом (рис 1)
Для упрощения нарезания резьбы и удобства соединения между собой резьбовых деталей на конце стержня и в начале отверстия выполняют фаски. Фаски на стержнях и в отверстиях с резьбой имеют форму усеченного конуса с углом при вершине 90°. Фаску изображают только на проекции, параллельной оси резьбы.
На проекции, перпендикулярной оси резьбы, фаску не показывают. Размеры фасок на стержне с резьбой и в отверстии с резьбой устанавливает ГОСТ 10549-80 (для всех видов резьб, кроме метрической). Размеры фасок для наружной метрической резьбы крепежных изделий устанавливает ГОСТ 12414-66. Определяющим размером служит наружный диаметр стержня.
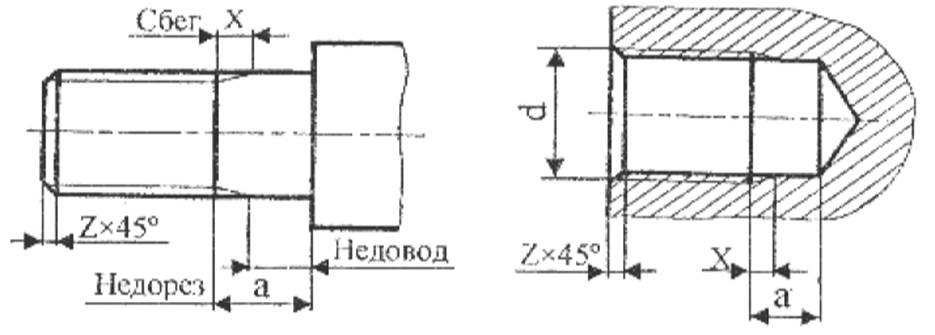
При нарезании на станках с помощью резца, чтобы избежать сбега резьбы, выполняют наружные и внутренниепроточки. На детали проточку изображают упрощенно и дополняют чертеж выносным элементом (рис.2). Размеры сбегов, недорезов и проточек устанавливает ГОСТ 27148-86.
1. В зависимости от количества заходов — однозаходные и многозаходные.
2. На цилиндрические и конические — по форме поверхности, на которой они нарезаются.
3. По месту образования на наружную (на наружной поверхности), внутреннюю (на внутренней поверхности).
4. По направлению — на правые и левые.
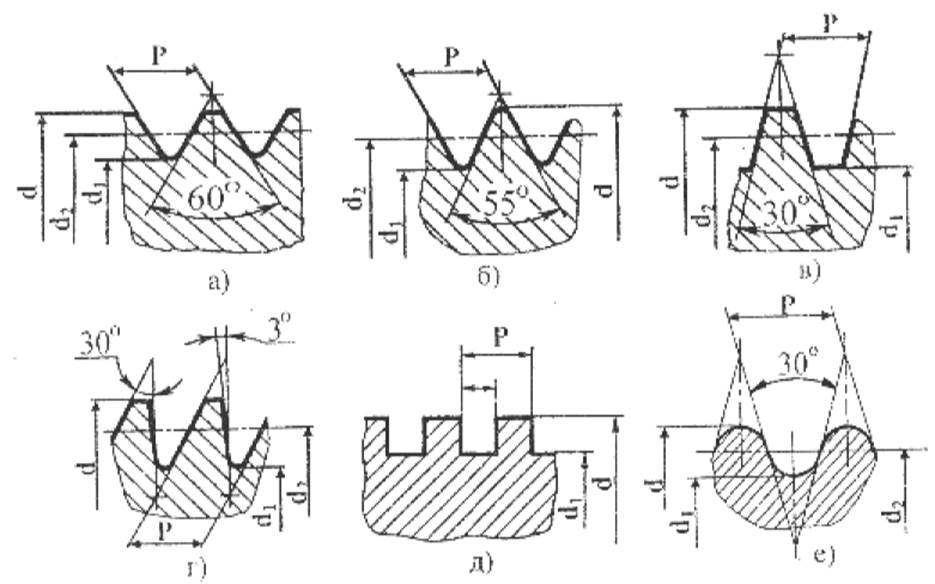
5. В зависимости от профиля — на:
а) метрическую — профиль — равносторонний треугольник с углом при вершине 60° (рис. 3, а);
б) трубную цилиндрическую — профиль — равнобедренный треугольник с углом при вершине 55° и закругленными вершинами
в) трапецеидальную — разнобокая трапеция — угол между боковыми сторонами равен 30° (рис. 3,в);
г) упорную — профиль — неравнобокая трапеция с углами наклона ее сторон к прямой, перпендикулярной к оси стержня, 3° и 30° (рис. 3,г).
д) прямоугольную — профиль — прямоугольник (рис. 3,д);
е) круглую (рис.3,е)
По назначению резьбы разделяются на крепежные и
1. Крепежные резьбы:
а) основной крепежной резьбой является метрическая резьба. Размеры метрических резьб определяют по ГОСТ 24705-81, профиль — ГОСТ 9150-81, шаги — ГОСТ 10907-81.
При одинаковых наружных диаметрах стандартизованные резьбы могут быть выполнены с крупным и мелким шагом;
б) трубная резьба:
1) трубную цилиндрическую резьбу используют для трубных соединений (ГОСТ 6357-81);
2) трубная коническая (ГОСТ 6211-81);
в) круглую резьбу применяют для санитарно-технической арматуры (для шпинделей, вентилей, смесителей – ГОСТ 13536-68 и водопроводных кранов ГОСТ 20275-74), в цоколях и патронах электрических ламп (резьба Эдиссона – ГОСТ 6042-83), а так же при больших динамических нагрузках, возможных загрязнениях резьбы пылью, песком (в пожарной арматуре, на крюках грузоподъемных машин).
2 Ходовые резьбы.
Ходовые резьбы используют для преобразования вращательного движения в поступательное. В качестве ходовых применяют резьбы:
Метрическая резьба
Содержание
Резьбовые соединения нужны для надежного крепления деталей, а также для передачи движения в механизмах. Самый распространенный тип — метрическая резьба. Ее нарезают на наружные и внутренние поверхности цилиндрических и конических форм.
Обычную метрическую резьбу используют для создания надежных соединений с применением:
обычных и анкерных болтов;
Эти соединения используют при изготовлении огромного количества изделий и конструкций.

Фотография №1: крепежные элементы с метрической резьбой
Коническую метрическую резьбу используют в тех случаях, когда соединения должны быть максимально герметичными. Технологию применяют при монтаже трубопроводов, по которым транспортируют различные среды, а также для изготовления герметичных пробок для емкостей с летучими веществами.
Профиль метрической резьбы
Для метрической резьбы характерен треугольный профиль. Его также называют крепежным.

Изображение №1: профиль метрической резьбы
Профиль метрической резьбы представляет собой равносторонний треугольник с углом 60°. Вершины и впадины могут быть острыми, срезанными и закругленными. Это зависит от заточки резьбонарезного инструмента и глубины обработки.
Профиль метрической резьбы имеет высоту H. Она определяется расстоянием от основания до вершины равностороннего треугольника.
Профиль метрической конической резьбы выглядит так.

Изображение №2: профиль метрической конической резьбы
Параметры и части метрической резьбы
Метрическая резьба имеет следующие параметры и части.
Диаметр. Наружный — D и d. Внутренний — D1 и d1. Средний — D2 и d2. Наружный диаметр называют номинальным и используют в маркировке и обозначениях на чертежах.
Шаг. Определяется расстоянием между двумя вершинами. Обозначается буквой P.
Ход (Ph). В однозаходной метрической резьбе ход равен шагу. В многозаходной резьбе ход определяется произведением шага на число заходов.

Изображение №3: ход и шаг резьбы
Фаска. Это поверхность с углом наклона в 45°, расположенная перед началом винтовой части.
Сбег. Это место перехода к гладкой части детали.
Сбег, отрезок с витками и фаска формируют общую длину резьбы.
Поля допусков для метрических резьб
От точности параметров наружных и внутренних метрических резьб зависят качество и надежность соединений. Для четкой стандартизации применяют допуски, указанные в ГОСТ 16093-2004.
Поля допусков установлены в трех классах точности.
Грубый. Имеются серьезные отклонения. Они возникают, например, при нарезании метрических резьб на горячетканных прутках и в глубоких глухих отверстиях.
Средний. Допуски этого класса применяют при формировании метрических резьб в большинстве случаев.
Точный. С применением допусков этого класса формируют прецизионные метрические резьбы. Высокая точность параметров обеспечивает максимально надежную посадку с минимумом колебаний.

Изображение №4: поля допусков для наружных и внутренних резьб
Виды метрических резьб
Метрические резьбы классифицируют по следующим параметрам.
Место расположения витков. Внутренние метрические резьбы находятся в отверстиях деталей и изделий. Для нарезания используют метчики. Наружные метрические резьбы на стержнях получают с применением плашек.
Направление витков. По этому признаку метрические резьбы делят на правые и левые.
Размер шага. Наибольшее распространение получили соединения с крупным (стандартным) шагом. Увеличение количества витков приводит к повышению надежности. Однако формирование метрических резьб с мелким шагом возможно на заготовках и изделиях из высокопрочных материалов.

Изображение №5: метрическая резьба с крупным и мелким шагом
- Количество заходов. Метрические резьбы бывают одно- и многозаходными. Увеличение числа заходов при необходимости повышает надежность соединений и решает иные производственные задачи.
Маркировка метрических резьб
Маркировка стандартных метрических резьб с крупным шагом включает в себя тип (М или МК) и номинальный диаметр. Например, МК24 — метрическая коническая резьба с диаметром 24 мм и крупным шагом.
Маркировка резьб с мелким шагом включает в себя его размер. Например, М24х1,5 — метрическая резьба с диаметром 24 мм и шагом 1,5 мм.
В маркировке многозаходных резьб после знака «х» указывают число заходов и шаг в круглых скобках. Например, М20х3(P2) — трехзаходная метрическая резьба с диаметром 20 мм и шагом 2 мм.
К маркировке левых резьб добавляют LH. Примеры — МК24LH, М24х1,5LH, М20х3(P2)LH.
Действующие ГОСТы на метрические резьбы
Требования к метрическим резьбам и стандартные значения их параметров (диаметр, шаг, допуски и т. д.) в таблицах вы найдете в следующих ГОСТах.
ГОСТ 8724-2002. «Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги».
ГОСТ 24705-2004. «Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры».
ГОСТ 9150-2002 (ИСО 68-1-98). «Основные нормы взаимозаменяемости. Резьба метрическая. Профиль».
ГОСТ 16093-2004. «Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором».
Лучшие инструменты для нарезания метрических резьб
Изготовленные по ГОСТам метчики и плашки для нарезания внутренних и наружных метрических резьб вы можете купить в нашем магазине на очень выгодных условиях с доставкой в любой регион РФ. Изучите каталог и выберите подходящие инструменты.
Сбег резьбы что это такое?

- Круги отрезные по металлу и круги шлифовальные (тип 1 – прямой профиль) круги отрезные по металлу и круги шлифовальные (тип 1 – прямой профиль)
- Шарошкодержатели для шарошек шарошкодержатели для шарошек
- Бруски абразивные бруски абразивные
- Инструмент для правки абразивных кругов
- Шарошки для правки абразивных кругов шарошки для правки абразивных кругов
- Круги
- Круги полировальные (войлочные, резиновые) круги полировальные (войлочные, резиновые)
- Алмазные карандаши алмазные карандаши
- Алмазные круги алмазные круги
- Паста алмазная, эльборовая паста алмазная, эльборовая
- Алмазные карандаши алмазные карандаши
- Круги алмазные шлифовальные тарельчатого типа 12А2-20 круги алмазные шлифовальные тарельчатого типа 12а2-20
- Круги алмазные шлифовальные круги алмазные шлифовальные
- Круги алмазные шлифовальные чашечного типа 12А2-45 круги алмазные шлифовальные чашечного типа 12а2-45
- Борфрезы P6M5, борфрезы твердосплавные (Российские и импортные) борфрезы p6m5, борфрезы твердосплавные (российские и импортные)
- Характеристики
- Круги алмазные шлифовальные прямого профиля 1А1 круги алмазные шлифовальные прямого профиля 1а1
- Как выбрать
- Госты
- Буры SDS-PLUS с усиленной спиралью, буры с коническим хвостиком буры sds-plus с усиленной спиралью, буры с коническим хвостиком
- Характеристики
- Как выбрать
- Госты
- Гребенки резьбонарезные, метрические и трубные. гребенки резьбонарезные, метрические и трубные.
- Как выбрать
- Характеристики
- Госты
- Долбяки (дисковые, хвостовые, чашечные) долбяки (дисковые, хвостовые, чашечные)
- Характеристики
- Как выбрать
- Госты
- Зенкеры (к/х, ц/х), ГОСТ12489-71, насадные тв. сплавные зенкеры (к/х, ц/х), гост12489-71, насадные тв. сплавные
- Как выбрать
- Госты
- Характеристики
- Зенковки (к/х, ц/х) зенковки (к/х, ц/х)
- Госты
- Как выбрать
- Характеристики
- Штангенциркули нониусные штангенциркули нониусные
- Индикаторы ИЧ 0-10, 0-5, 0-25 (часового типа) ГОСТ 577-68 индикаторы ич 0-10, 0-5, 0-25 (часового типа) гост 577-68
- Микрометры гладкие МК микрометры гладкие мк
- Уровни строительные уровни строительные
- Материалы (FANAR) материалы (fanar)
- Виды покрытий (FANAR) виды покрытий (fanar)
- Виды обрабатываемых материалов (FANAR) виды обрабатываемых материалов (fanar)
- Плашки FANAR
- Конструктивные элементы плашек (FANAR) конструктивные элементы плашек (fanar)
- Стандарты плашек (FANAR) стандарты плашек (fanar)
- Метчики FANAR
- Виды канавок (FANAR) виды канавок (fanar)
- Сбег резьбы (FANAR) сбег резьбы (fanar)
- Типы резьбовых отверстий (FANAR) типы резьбовых отверстий (fanar)
- Исполнение (FANAR) исполнение (fanar)
- Стандарты (FANAR) стандарты (fanar)
- Классы точности метчиков и допуски размеров (FANAR) классы точности метчиков и допуски размеров (fanar)
- Обозначение и маркировка метчиков (FANAR) обозначение и маркировка метчиков (fanar)
- Клуппы клуппы
- Характеристики
- Как выбрать
- Госты
- Державки для роликов прямых и сетчатых рифлений державки для роликов прямых и сетчатых рифлений
- Ролики для накатки прямых и сетчатых рифлений, размер 20*9*8 ролики для накатки прямых и сетчатых рифлений, размер 20*9*8
- Полотно ножовочное машинное
- Метчики машинно-ручные (глухие, сквозные, комплекты) и метчики ручные (комплекты), метчики правые и левые метчики машинно-ручные (глухие, сквозные, комплекты) и метчики ручные (комплекты), метчики правые и левые
- Как выбрать
- Характеристики
- Госты
- Госты
- Характеристики
- Как выбрать
- Патроны токарные 3-ех кулачковые патроны токарные 3-ех кулачковые
- Патроны цанговые, наборы цанговые патроны цанговые, наборы цанговые
- Виброопоры виброопоры
- Центры
- Центры станочные (Центр вращающийся ГОСТ 8742-75 и Центр упорный ГОСТ 13214-79) центры станочные (центр вращающийся гост 8742-75 и центр упорный гост 13214-79)
- Тиски
- Тиски слесарные, станочные тиски слесарные, станочные
- Характеристики
- Как выбрать
- Госты
- Как выбрать
- Характеристики
- Госты
- Полотно машинное ГОСТ 6645-86 полотно машинное гост 6645-86
- Госты
- Как выбрать
- Характеристики
- Как выбрать
- Госты
- Характеристики
- Развертки развертки
- Развертки разжимные ГОСТ 3509-71 развертки разжимные гост 3509-71
- Развертки регулируемые ГОСТ 3509-71 развертки регулируемые гост 3509-71
- Развертки конические 1:50 ГОСТ 11177-84 развертки конические 1:50 гост 11177-84
- Развертки конические 1:30 с цилиндрическим хвостовиком ГОСТ 11184-84 развертки конические 1:30 с цилиндрическим хвостовиком гост 11184-84
- Развертки конические 1:16 с коническим хвостовиком ГОСТ 6226-71 развертки конические 1:16 с коническим хвостовиком гост 6226-71
- Развертки котельные машинные 18121-72 развертки котельные машинные 18121-72
- Развертки машинные ГОСТ 1672-80 развертки машинные гост 1672-80
- Развертки ручные ГОСТ 7722-77 развертки ручные гост 7722-77
- Токарные резцы (отрезные, подрезные, проходные отогнутые, проходные упорные отогнутые) токарные резцы (отрезные, подрезные, проходные отогнутые, проходные упорные отогнутые)
- Материалы и классификация резцов (Т5К10, Т15К6, ВК8 и пр.) материалы и классификация резцов (т5к10, т15к6, вк8 и пр.)
- Госты
- Характеристики
- Как выбрать
- Сверла с цилиндрическим хвостовиком (HSS, Р6М5, Р6М5К5 и другие типы материалов) и сверла с коническим хвостовиком. сверла с цилиндрическим хвостовиком (hss, р6м5, р6м5к5 и другие типы материалов) и сверла с коническим хвостовиком.
- Сверла центровочные, тип А без предохранительного конуса ГОСТ 14952-75 сверла центровочные, тип а без предохранительного конуса гост 14952-75
- Характеристики
- Госты
- ГОСТ 10902-77 гост 10902-77
- Как выбрать
- Справочная информация о продукции FANAR справочная информация о продукции fanar
- Выбираем сверло по металлу, как правильно это сделать, советы специалиста выбираем сверло по металлу, как правильно это сделать, советы специалиста
- Молотки, кувалды молотки, кувалды
- Клещи, кусачки клещи, кусачки
- Клейма буквенные, цифровые ГОСТ 25726-83 клейма буквенные, цифровые гост 25726-83
- Надфили простые и с алмазным покрытием надфили простые и с алмазным покрытием
- Фрезы концевые с цилиндрическим и коническим хвостовиком фрезы концевые с цилиндрическим и коническим хвостовиком
- Фрезы отрезные фрезы отрезные
- Фрезы торцевые со сменными 5-гр пластинами фрезы торцевые со сменными 5-гр пластинами
- Характеристики
- Как выбрать
- Госты
- Как заказать? как заказать?
- Частые вопросы частые вопросы
- Условия использования ресурса условия использования ресурса
- Условия конфиденциальности условия конфиденциальности
Сбеги резьбы у ручных метчиков
Метчики в комплекте
M, BSW, UNC
MF, BSF,
UNF, UNEF
G, Pg
Канавки
L5 — длина сбега резьбы
Nr 1 черновой
Nr 2 получистовой
Nr 3 чистовой
Сбеги машинных метчиков согласно DIN-2197
Буквенное обозначение сбега
Длина сбега резьбы измеряемая в числе витков
Угол сбега
Виды канавок
Применение
A
Короткие сквозные отверстия
B
Прямые с подточкой режущей кромки
Сквозные отверстия различной длины, образующие среднюю и длинную стружку
C
Сквозные и глухие отверстия в материалах образующих короткую стружку
D
Сквозные и глухие глубокие отверстия
E
Глухие и очень коротки отверстия. Для меди
Кроме вышеупомянутых сбегов, применяются сбеги 12-16 ниток для гаечных метчиков и 24 нитки для трапецеидальных метчиков
Канавки машинных метчиков согласно DIN-2197
Виды канавок
Сбег
Применение
Отверстие
Стружка
Прямые

Прямые с подточкой передней поверхности
Основные параметры резьбы и ее изображение
Многие детали машин и приборов имеют резьбу. Поверхность резьбы образует плоский контур при винтовом движении по цилиндрической или конической поверхности. При этом различные участки плоского контура могут образовывать различные соосные винтовые поверхности — прямые (см. рис. 8.8, 8.9), косые (см. рис. 8.10) или иной формы.
Наибольшее распространение получили цилиндрические и конические резьбы, т.е. резьбы, образованные на цилиндрических или конических поверхностях (деталях).
Резьбовое соединение — это соединение деталей с помощью резьбы, обеспечивающее их относительную неподвижность или перемещение одной детали относительно другой. В резьбовом соединении одна из деталей имеет наружную резьбу, другая — внутреннюю.
Наружная резьба — это резьба, образованная на наружной цилиндрической или конической поверхности. В резьбовом соединении наружная резьба является охватываемой поверхностью, а имеющая ее деталь носит название болт (винт и др.).
Образование наружной резьбы, например нарезанием резцом, иллюстрирует рис. 8.1. Если резец, равномерно перемещающийся вдоль образующей, углубить в равномерно вращающуюся заготовку, то на ее поверхности образуется винтовая поверхность; вид этой поверхности зависит от формы резца. Например, на рис. 8.1, а резьба имеет трапецеидальный профиль, а на рис. 8.1, б — треугольный профиль.
На чертеже деталей наружную резьбу показывают условно: сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими линиями по внутреннему диаметру — по границе впадин — рис. 8.1, в с обозначениями, рассматриваемыми ниже. На плоскости проекций, перпендикулярной оси резьбы, тонкую линию по границе впадин делают разомкнутой в любом месте на участке около 1/4 окружности, но она не должна начинаться и кончаться у центровой линии.
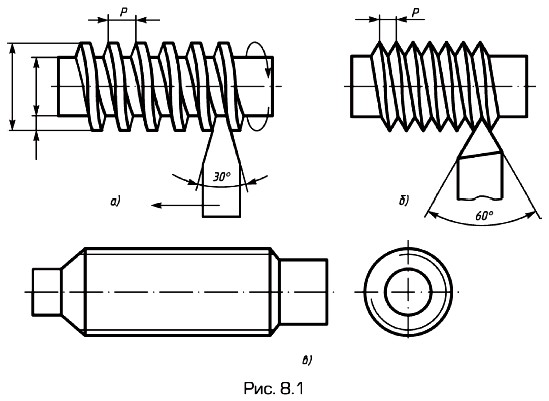
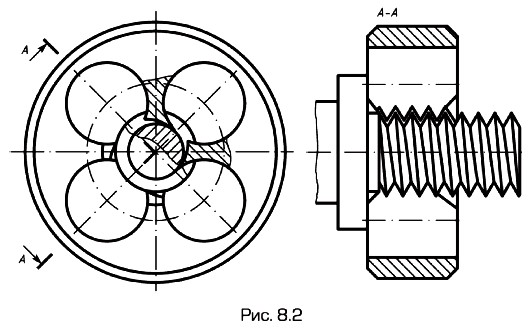
Кроме нарезания резьбовыми резцами на токарно-винторезных станках ее можно нарезать плашками (рис. 8.2), накатывать резьбонакатными роликами или гребенками.
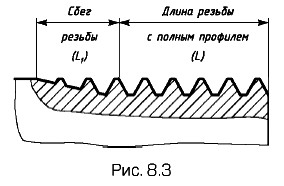
Если в конце резьбы резец плавно отводят от детали, то получается участок неполного профиля в зоне перехода резьбы к гладкой части детали (рис. 8.3). Такой участок называют сбегом резьбы (на рис. 8.3 сбег резьбы на длине L1). В местах перехода от резьбового участка к торцу детали при нарезке резьбы плашкой также может оставаться участок с неполным профилем резьбы (см. рис. 8.2, слева от плашки). Этот участок называют недорезом. Его необходимо учитывать при конструировании соединений.
В тех случаях, когда необходимо плотное прилегание торцов деталей в резьбовом соединении, на одной из деталей делают цилиндрическую проточку (их форма и размеры рассмотрены ниже).
Внутренняя резьба — это резьба, образованная на внутренней цилиндрической или конической поверхности. В резьбовом соединении внутренняя резьба является охватывающей поверхностью.
Внутреннюю резьбу нарезают резцом или с помощью специального резьбонарезного инструмента — метчика (см. рис 8.4, в, г). Нарезание резьбы в сквозных отверстиях сравнительно просто. Более трудным является нарезание резьбы в глухих несквозных отверстиях. Такое отверстие с резьбой называют гнездом.
Последовательность получения резьбы в гнезде показана на рис. 8.4:
а — сверление отверстия (гнезда) и обработка фаски;
б — отверстие, готовое для нарезания резьбы;
в — нарезание резьбы метчиком;
г — резьбовое гнездо (разрез);
д — резьбовое гнездо (разрез), изображаемое на чертеже.
Диаметр d1 сверла выбирают по технологическим нормативам в зависимости от размера резьбы; он соответствует примерно внутреннему диаметру резьбы. Длина l — полная длина цилиндрической части отверстия. Дно гнезда, образованное режущей частью сверла, условно изображают как конус с углом при вершине, равным 120°. Глубина отверстия, которое нужно просверлить, зависит от длины резьбы с полным профилем (которую нужно нарезать) и от величины сбега резьбы. В свою очередь, на деталях длину резьбы с полным профилем выбирают в зависимости от материала детали (сталь, алюминий, бронза и т.д.).
Острую кромку на торце отверстия обрабатывают на конус с углом при вершине 120° (это коническое углубление называют фаской). Размер фаски указан на риа 8.4, б. Наличие фаски облегчает врезание метчика. Для постепенного врезания в металл метчики имеют заборную коническую часть, которая при обработке в конце отверстия образует сбег резьбы — резьбу неполного профиля (см. рис. 8.4, г). На чертеже указывают длину резьбы с полным профилем L1 и длину цилиндрического отверстия L (рис. 8.4, д). Практически величина К должна быть не менее 0,5 диаметра резьбы.
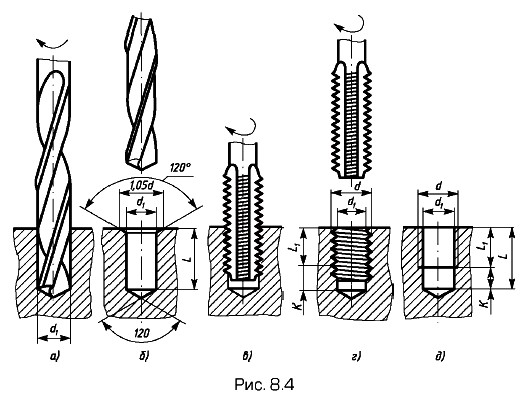
Резьбовое гнездо с условным обозначением резьбы сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими линиями по наружному диаметру показано на рис. 8.4, д. Размеры L1 длины резьбы с полным профилем указывают на рабочих чертежах деталей, размер L длины цилиндрического отверстия обычно на чертежах деталей не указывают, но этот размер и диаметр d1 указывают на операционных технологических эскизах на сверление гнезда (рис. 8.4, б). Размер K в чертежах не указывают, а знак диаметра d заменяют стандартным обозначением, рассматриваемым ниже.
Резьба может быть как правой, так и левой. Вращение по часовой стрелке детали с правой резьбой перемещает деталь вдоль оси в направлении от наблюдателя. Для перемещения детали с левой резьбой в направлении от наблюдателя ее вращают против часовой стрелки.
В зависимости от числа заходов (т.е. выступов или канавок) резьбы подразделяют на однозаходные и многозаходные (двухзаходные, трехзаходные и т.д.). В производстве выступ резьбы называют также винтовой ниткой.
Метрическая резьба: таблица размеров и характеристики по ГОСТу

Метрическая резьба наиболее широко используется сегодня. Она доступна как в грубой (крупной), так и в тонкой (мелкой) резьбе в широком диапазоне материалов и размеров. Есть, конечно, положительные и отрицательные стороны тонкой метрической нити и грубой метрической нити.
Что такое метрическая резьба
Тонкие метрические резьбы более восприимчивы к истиранию. Они нуждаются в длинных зацеплениях и менее подходят для высокоскоростной сборки. Тонкие нити могут легче проникать в твердые материалы, требуют меньшего крутящего момента и имеют небольшую тенденцию к ослаблению. Они также прочнее, чем грубая нить, и допускают более тонкие регулировки из-за их меньшего шага. Грубые резьбы имеют больший шаг и проще в использовании, чем мелкорезьбовые крепежные детали, и они предназначены для большинства применений.
Метрические резьбы состоят из симметричной V-образной резьбы. В плоскости оси резьбы фланцы V имеют угол 60° друг к другу. Глубина резьбы составляет 0,614 × шаг.
Угол резьбы — это угол, образованный пересечением двух сторон резьбового паза. Глубина — это расстояние между гребнем и корнем нити, измеренное перпендикулярно оси. Угол опережения — это угол спирали нити, основанный на расстоянии опережения. Одиночная начальная нить имеет расстояние вывода, равное ее шагу, и в свою очередь имеет относительно небольшой угол вывода. Многозаходные резьбы имеют большее расстояние вывода и, следовательно, больший угол вывода.

Особенности метрической резьбы
Винтовые резьбы выполняют три основные функции в механических системах:
- обеспечивают зажимное усилие;
- ограничивают или контролируют движение;
- передают мощность.
Геометрически винтовая резьба представляет собой спиральную наклонную плоскость. Спираль — это кривая, определяемая перемещением точки с равномерной угловой и линейной скоростью вокруг оси. Расстояние, на которое точка перемещается линейно (параллельно оси) за один оборот, называется шагом.
Термин «внутренняя резьба» относится к резьбе, вырезанной в боковой стенке существующего отверстия. Наружная резьба свернута в наружную цилиндрическую поверхность крепежа или шпильки. Размер, наиболее часто ассоциируемый с резьбой винта, — это номинальный диаметр. Например, болт и гайка могут быть описаны как имеющие диаметр М12 х 1.75. Первое значение — это и есть диаметр, а второе — резьбовой шаг. Но ни наружная резьба болта, ни внутренняя резьба гайки не имеют точно 500 мм в диаметре. На самом деле диаметр болта немного меньше, а диаметр гайки немного больше. Но проще указать компоненты по единому обозначению размера, так как болт и гайка являются сопрягаемыми компонентами.
Технические характеристики метрической резьбы всегда начинаются с обозначения серии резьбы (например, M или MJ), за которым следуют номинальный диаметр крепежного элемента и шаг резьбы в миллиметрах, разделенные символом «x». Существует несколько серий метрических резьб, используемых для специальных применений. Стандарт — это серия М. Серия MJ является одной из наиболее распространенных специальных прикладных нитей.
Метрическая крепежная резьба серии М — это общий профиль резьбы. Серия MJ обозначает внешнюю резьбу, имеющую увеличенный радиус корня, тем самым обладающую более высокой усталостной прочностью (за счет снижения концентрации напряжений), но требующую усеченной высоты гребня внутренней резьбы MJ для предотвращения помех на внешнем корне резьбы MJ. Внешние резьбы M совместимы как с внутренними резьбами M, так и с внутренними резьбами MJ.
Если не указано иное, винтовые резьбы считаются правосторонними. Это означает, что направление вращения спирали нити по часовой стрелке заставит ее двигаться вдоль своей оси. Левосторонние нити продвигаются вперед при вращении против часовой стрелки.
Левосторонние резьбы часто используются в ситуациях, когда вращательные нагрузки могут привести к ослаблению правосторонних резьб во время эксплуатации. Распространенный пример — велосипед. Педали велосипеда крепятся к кривошипу с помощью винтовых резьб. Одна сторона велосипеда использует правую резьбу, а другая — левую. Это предотвращает движения педалей и кривошипа от отвинчивания педали и ее падения во время использования. Левая резьба должна быть указана в спецификации изделия. Это достигается путем добавления «LH» в конец описания технических характеристик.

Основные ГОСТы
Все метизы и крепежные детали, имеющие винтовую резьбу по метрической системе измерения, изготавливаются в соответствии с государственными и международными стандартами и нормативными документами. Поэтому они могут различаться по классу, размерам и некоторым другим параметрам, но в обязательном порядке должны соответствовать разрешенным требованиям и допустимым значениям. В ином случае продукция не может быть сертифицирована и использована в производственной сфере. К тому же официальные продажи таких изделий запрещены.
Крепежные изделия с винтовой метрической резьбой регламентируются несколькими нормативными документами:
- ГОСТ 8724, где прописаны допустимые значения диаметра и шага;
- ГОСТ 24705 2004 содержит информацию об основных размерах метрической резьбы;
- ГОСТ 9150 включает необходимые сведения о профиле метрической резьбы;
- ГОСТ 16093 прописывает допуски и обозначения для изделий.
Метрические резьбы регламентируются также международным стандартом ISO 261-98. Российский ГОСТ 8724-2002 полностью повторяет его текст на русском языке. Правда, в нем есть дополнения, характерные для потребностей российской экономики.

