Виды дюймовых резьб и их обозначения
Дюймовая резьба: таблица размеров, маркировка, ГОСТ
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.

Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
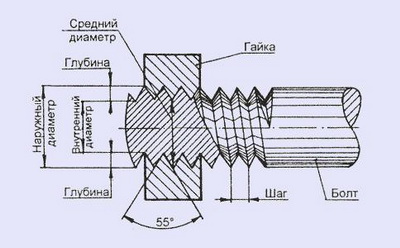
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение. Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения.
Ознакомиться с положениями ГОСТ относительно дюймовых резьб можно, скачав документ в формате pdf по ссылке ниже.
Таблица размеров дюймовых и метрических резьб
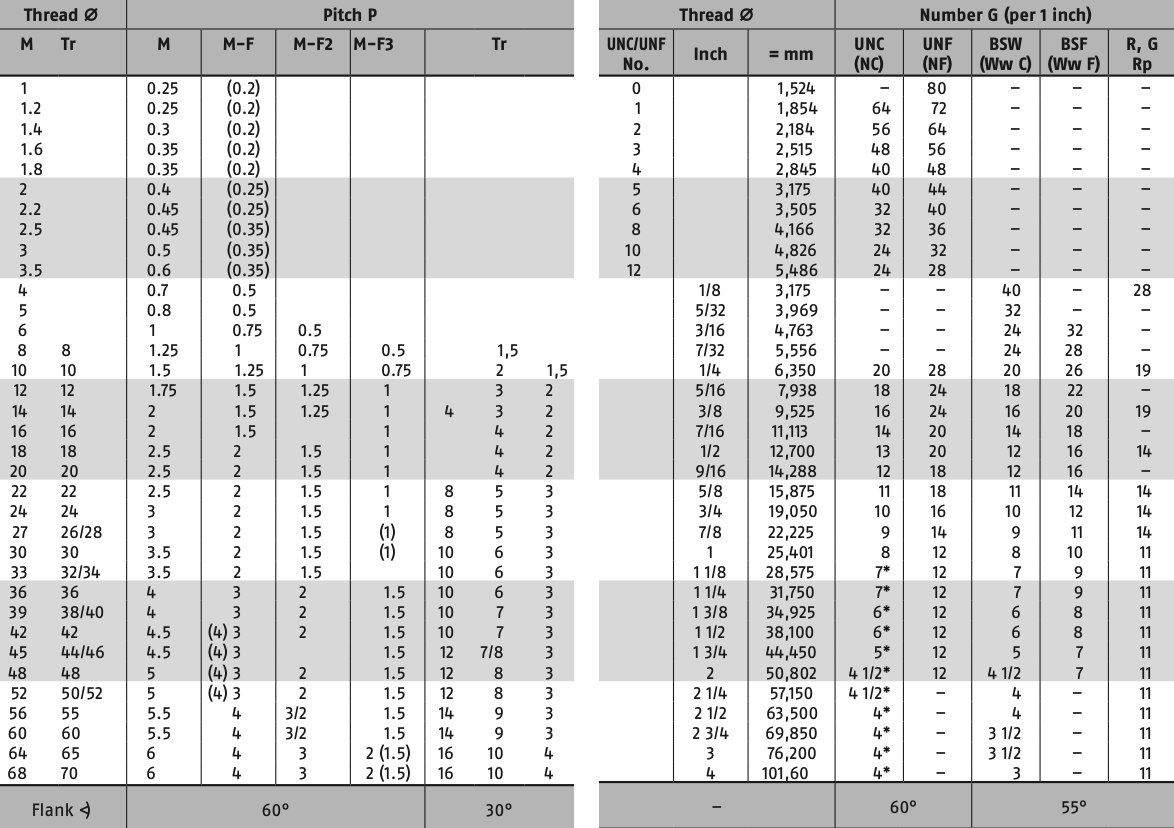
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.
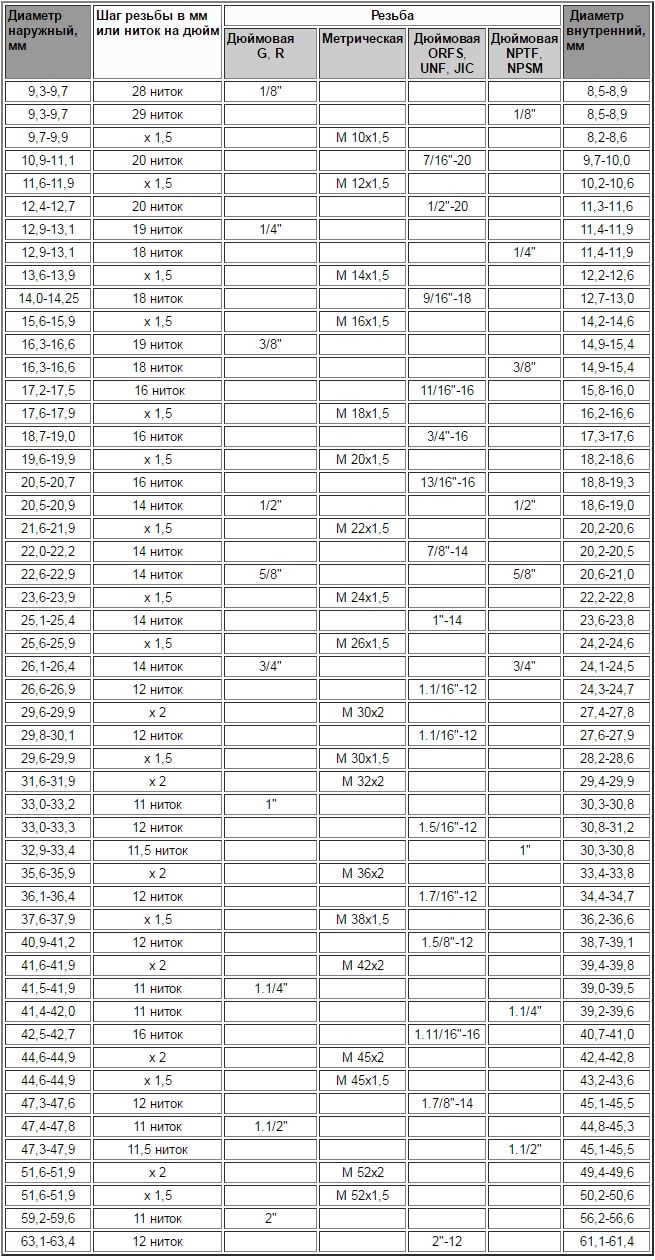
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
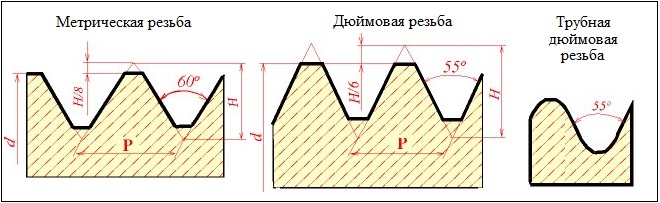
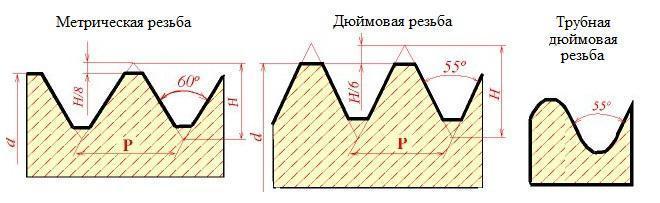
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
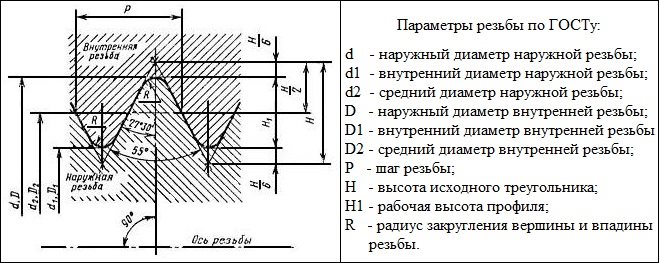
Чертеж. Основные параметры профиля по ГОСТу

Таблица 1. Основные размеры профиля резьбы

Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.

Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.

Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручную
Нарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Нарезка резьбы на токарном станке
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Классы точности и правила маркировки
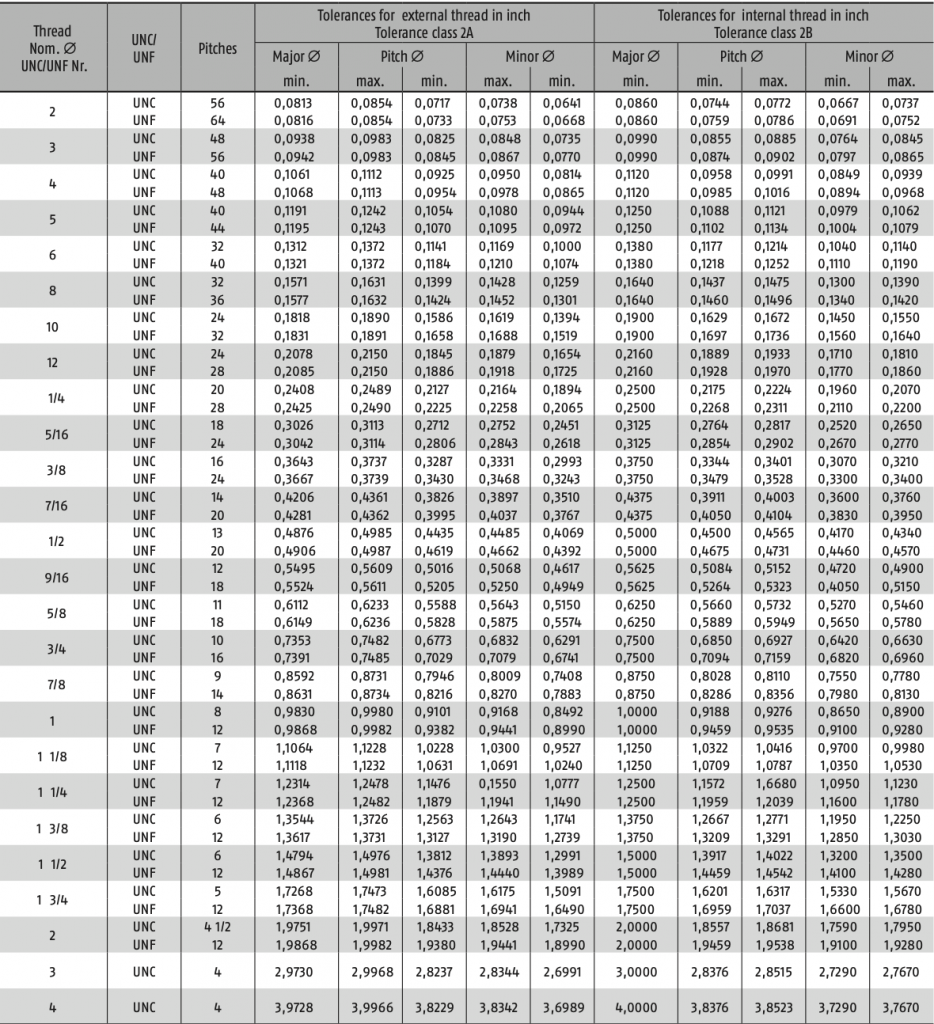
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.

Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
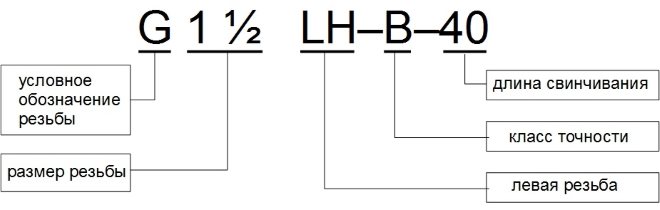
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
В обозначении дюймовой резьбы также могут присутствовать буквы LH, которые указывают на то, что ее витки имеют не правое, а левое направление.
Дюймовая резьба
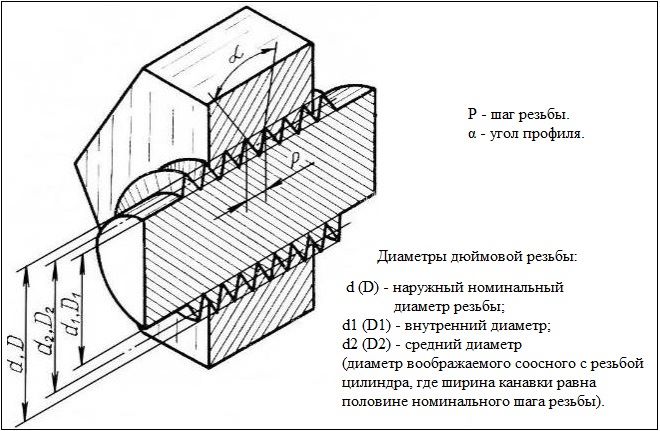
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба). Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран. При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
| Типоразмер | Наружный диаметр, дюймов | Наружный диаметр, мм | Диаметр сверления, мм mm | Число витков на дюйм | Шаг, мм |
|---|---|---|---|---|---|
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| Размер резьбы, дюймы | Момент затяжки стандартных болтов и гаек | |
|---|---|---|
| Н*м* | Фунт силы-фут** | |
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.
** Фунт силы-фут – британский и американский эквивалент Н*м.
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
Дюймовая резьба: основные отличия от метрической, параметры и маркировка
СОДЕРЖАНИЕ
- Параметры дюймовой резьбы
- Отличия дюймовой резьбы от метрической
- Таблица размеров дюймовых и метрических резьб
- Разновидности дюймовой резьбы
- Технология нарезания дюймовой резьбы
- Классы точности и правила маркировки дюймовой резьбы
- Где купить инструмент для нарезания дюймовой резьбы?
Дюймовая резьба — вид резьбы, основные параметры которой выражены в дюймах. Резьбу этого типа чаще всего используют при производстве соединений труб. Ее наносят на сами трубы, а также на металлические и пластиковые фитинги, которые требуются для монтажа магистралей различного назначения. Основные характеристики дюймовой резьбы прописаны в ГОСТах.

Сантехнические изделия с нанесенной на них трубной дюймовой резьбой
Параметры дюймовой резьбы
Требования к эталонным параметрам цилиндрической дюймовой резьбы прописаны в ГОСТ 6111-52. Здесь же указаны такие базовые характеристики резьбовых соединений, как шаг и диаметр.
- Наружный диаметр — расстояние между верхними точками резьбовых гребней на противоположных сторонах трубы. Чтобы узнать его, можно использовать линейку или штангенциркуль.
- Внутренний диаметр — расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, находящейся на противоположной стороне трубы.

Основные параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно рассчитать высоту ее профиля. Для этого достаточно определить разницу между диаметрами.
Шаг дюймовой резьбы обозначает расстояние, которое разделяет два соседних гребня (или две соседние впадины). Резьбовой шаг как правило не превышает 3 мм, поэтому для его измерения используют высокоточные линейки.

Измерение шага дюймовой резьбы
Отличия дюймовой резьбы от метрической
Метрическая и дюймовая резьбы различаются количеством витков на резьбовом шаге и разным углом наклона при вершине. У дюймовой резьбы он более острый и равняется 55 градусам. Остальные различия происходят из этого.
- Из-за более острого угла наклона меняется профиль резьбовых гребней. У дюймовых соединений гребни более длинные, но менее широкие. У метрического профиля гребни по форме более сбалансированные (шире и не такие длинные).
- Из-за разницы профилей соединить детали с метрической и дюймовой резьбой не представляется возможным. Крепеж будет очень хрупким и негерметичным, что может привести к протечке жидкостей при транспортировке.

Различия в профиле дюймовой, метрической и трубной резьбы
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся размеры метрических резьб с размерами дюймовых резьб можно, пользуясь данными таблицы, приведенной ниже.

Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64 мм
Разновидности дюймовой резьбы
Дюймовая резьба может быть цилиндрической или конической. При цилиндрическом соединении размеры внешнего и внутреннего диаметра сохраняются по всей длине запчасти. Резьбовой шаг имеет фиксированный размер, а количество витков взаимосвязано с шагом. Запчасти с таким соединением более прочные и надежные.
При конусном соединении резьба имеет переменный диаметр. Наибольшее применение получили резьбы с сужающимся диаметром, при котором диаметр у основания больше диаметра у хвоста запчасти. На детали с конусным соединением нередко наносят двойную маркировку, указывая не только начальный, но и конечный диаметр. Резьба коническая дюймовая прочнее и медленнее истирается, однако наносить ее сложнее, а ошибки в процедуре могут серьезно ухудшить качество соединения.
Технология нарезания дюймовой резьбы
Нарезание трубной дюймовой резьбы может производиться ручным и механическим способами. Опишем оба варианта.
Способ 1. Нарезание резьбы вручную
Вручную дюймовую резьбу нарезают метчиком (внутренняя резьба) или плашкой (наружная). Операции проводятся в такой последовательности.
- Трубу зажимают в тисках, а инструмент фиксируют: если это метчик, то в воротке, если плашка, то в плашкодержателе.
- Плашку надевают на конец трубы, метчик вставляют в ее просвет.
- Инструмент вворачивают в трубу или навинчивают на ее конец, вращая вороток или плашкодержатель.
- При необходимости добиться более точного результата процедуру нарезания дюймовой резьбы повторяют несколько раз.
Способ 2. Нарезание резьбы на токарном станке
Механический способ подразумевает нарезание дюймовой резьбы на токарном станке. В ходе работы нужно придерживаться такого алгоритма.
- Трубу зажимают в патроне станка, на суппорте которого установлен резьбонарезной резец.
- На конце трубы резцом снимают фаску, после чего настраивают скорость резания.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Нарезать дюймовую трубную резьбу на токарном станке можно только в том случае, если изделия обладают достаточным запасом жесткости и прочности. Механический способ гарантирует точный и качественный результат, но требует от мастера больших умений.
Классы точности и правила маркировки дюймовой резьбы
Дюймовая резьба по ГОСТу может соответствовать одному из классов точности: 1, 2 или 3. Соседнее место с цифрой, обозначающей класс точности, занимает буква А (соответствует наружной резьбе) или В (внутренней). Отметим, что 1-му классу точности соответствуют самые грубые резьбы, а 3-му самые точные, именно к ним предъявляются наиболее жесткие требования.
Понять, каким параметрам соответствует конкретный резьбовой элемент, необходимо разобраться с обозначениями, которые на него нанесены. В маркировке имеется следующая информация:
- номинальный размер дюймовой резьбы;
- число витков на дюйм длины;
- группа;
- класс точности.
Маркировка наносится на саму деталь или упаковку с деталями и представляет собой буквенно-числовой код следующего вида T1 T2 X Y1 Y2 — Z.
Этот код расшифровывается следующим образом.
- Т1 — параметр говорит о категории резьбовой запчасти и может иметь несколько значений: М (метрическая резьба), МК (коническая), Tr (трапециевидная однозаходная), S (упорная однозаходная), G (трубная цилиндрическая).
- Т2 — обозначает внешний диаметр запчасти, для дюймовых резьб указывается в дюймах.
- Х — символ-разделитель, который не несет смысловой нагрузки, но обязателен к нанесению по ГОСТу.
- Y1 — ширина резьбового шага, которая даже на дюймовых резьбах указывается в миллиметрах. В редких случаях параметр может указываться в дюймах, но тогда рядом с числом ставятся две насечки, которые говорят, что перед нами дюймы.
- Y2 — направление резьбового винта. Есть резьба левая, параметр обозначают как LH. Если правое — его пропускают.
- — тоже относится к символам-разделителям, который отделяет главную часть кода от параметра Z.
- Z — параметр, который указывает на класс точности резьбы. Может принимать вид обозначений 4k, 6h, 6E, 8G, 8D и др.

Пример условного обозначения дюймовой резьбы
Расшифровка маркировки дюймовой резьбы
Обозначение дюймовой резьбы в технической документации разберем на примере маркировки G 2” LH-2-40.
- G — показывает, что резьба трубная цилиндрическая.
- Цифра 2 указывает на размер наружного диаметра в дюймах.
- LH — эти буквы говорят о том, что резьба левая.
- Цифра 2 информирует о классе точности.
- Цифра 40 указывает на длину завинчивания.
Где купить инструмент для нарезания дюймовой резьбы?
Купить метчики и плашки для нарезания наружной и внутренней дюймовой резьбы вы можете в интернет-магазине «РИНКОМ». Доставка инструмента производится во все регионы России. В продаже есть продукция отечественных и зарубежных брендов. Кроме того, возможно изготовление резьбонарезного инструмента на заказ. Объем партии не ограничен.
Резьба дюймовая
| размеры сечений резьб и их предельные отклонения | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ГОСТ 3469-91 — Микроскопы. Резьба для объективов. Размеры Дюймовая резьба: таблица, размер, шаг, обозначениеДюймовая резьба применяется, главным образом, при монтаже трубных соединений. Ее наносят на концы труб и на фасонные части (пластиковые или металлические фитинги). В этом документе приведены таблицы дюймовых резьб и указаны их основные параметры. Характеристики дюймовой резьбыОсновными параметрами дюймовой резьбы являются диаметр и шаг. Различают внутренний и наружный диаметр. Внутренний диаметр определяется как расстояние между нижними точками впадин между резьбовых гребней, которые находятся на противоположных сторонах детали. Наружный диаметр дюймовой резьбы определяется как расстояние между верхними точками гребней, которые находятся на противоположных сторонах детали. Разница между наружным и внутренним диаметром определяет высоту профиля резьбы. Шаг дюймовой резьбы — это расстояние между двумя соседними впадинами или вершинами гребней. Чтобы резьба была рабочей, шаг должен быть неизменным по всей длине нарезанной резьбы. Стандартные размеры приведены в таблице параметров дюймовых резьб с диаметрами и шагом:
Чем отличается дюймовая резьба от метрическойКонструктивное отличие дюймовой резьбы от метрической заключается в более острых гребнях: они расположены под углом 55° друг к другу, тогда как у метрической резьбы угол между гребнями составляет 60°. Благодаря более острым углам гребней, дюймовая резьба обеспечивает повышенное качество соединения. За счет этого узел сопряжения лучше выдерживает переменные нагрузки и высокое давление, что имеет большое значение при монтаже трубопроводов. В некоторых случаях дюймовые резьбы применяют при изготовлении винтов, болтов и других метизов, при производстве деталей некоторых видов техники (например, они широко применяются в фотоаппаратах). Для определения параметров разных видов резьб применяют разные единицы измерения. Для метрической используются миллиметры, а для дюймовой — дюймы. Размеры дюймовой резьбы указываются в дробных и целых числах. Шаг дюймовой резьбы в таблицах может указываться в нитках — количестве витков, нарезанных на одном дюйме длины. Определить соответствующие основные размеры резьбы метрической и дюймовой разных видов можно по специальным таблицам. Пример такой таблицы:
Проверка шага резьбыСоблюдение шага дюймовой резьбы по таблице— необходимое условие работоспособности соединения. Поэтому при нарезке рекомендуется проверять соответствие этого параметра. Измерение шага резьбы проводится при помощи калибра,резьбомера, механического измерителя и других специальных инструментов. Также используется простой способ проверки по шаблону, в качестве которого используют деталь с ответной резьбой, заведомо соответствующей стандарту. При проверке наружной резьбы, например, на трубе или болте, шаблоном служит штуцер или муфта со стандартной внутренней резьбой. Проверяемую деталь закручивают в шаблон. Если она полностью вкрутилась и образовалось плотное соединение, то шаг резьбы соответствует стандарту. Если деталь не вкручивается или образуется неплотное соединение, значит, резьба нарезана с нарушением шага. Проверка изделие с внутренней резьбой выполняется аналогичным методом, но шаблоном служит деталь со стандартной наружной резьбой, на которую накручивают проверяемый элемент. Еще один способ проверки шага, а также других параметров резьбы, предусматривает использование резьбомера. Это пластина, имеющая зазубрины, которые по размерам и другим параметрам точно соответствуют определенной стандартной резьбе. Резьбомер прикладывают к проверяемой нарезанной резьбе. При этом его зазубренная часть должна точно совпасть с ее гребнями и впадинами, обеспечив плотное прилегание. Методы нарезкиДля нарезки дюймовой резьбы можно использовать ручной и механизированный способ. Ручную нарезку выполняют специальным инструментом — плашками и метчиками. Плашку используют для нарезки наружной резьбы, а метчик — для внутренней. Нарезания выполняют в следующей последовательности:
Процедуру нарезания обычно повторяют несколько раз для получения лучшего результата. Нарезание дюймовой резьбы механизированным способом выполняют на токарном станке. При этом соблюдается следующая последовательность операций:
Механизированная нарезка дюймовой резьбы отличается повышенной производительностью и качеством результата. Однако применять этот способ можно не для каждой трубы. Изделие должно обладать достаточной жесткостью и толщиной стенки, чтобы выдержать обработку на токарном станке. Кроме того, нарезка резьбы — это технологическая операция, которую должен выполнять квалифицированный токарь, имеющий соответствующие навыки. Классы точностиВ соответствии с ГОСТ предусматривается три класса точности дюймовой резьбы, обозначаемые цифрами 1, 2, 3. Степень точности возрастает с увеличением цифры класса. Так, к классу 1 относятся резьбы, к которым предъявляются минимальные требования по точности. Резьбы 3 класса являются наиболее точными, в отношении их размеров действуют наиболее жесткие требования. При обозначении класса точности для указания типа резьбы также ставят литеры A (для наружной) и B (для внутренней). Соответственно, полные обозначения для наружных резьб представлены в виде 1А, 2А и 3А, а для внутренней — 1В, 2В и 3В. Маркировка дюймовой резьбыПараметры дюймовой резьбы на любой детали можно узнать из маркировки, которая наносится в соответствии с таблицами размеров. Для примера рассмотрим маркировку по американскому стандарту, который применяется многими иностранными производителями: G 1½” LH-B-40 Обозначение этой маркировки расшифровываются следующим образом:
 Похожие публикации detector Для любых предложений по сайту: e-polirovka@cp9.ru | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||