Модульная резьба что это такое?
Питчевая резьба размеры таблица
Параметры современной резьбы задаются различными единицами измерений. Это могут быть общеизвестные единицы: миллиметры, применяемые в метрической резьбе, дюймы, или специфические — модули и питчи. К специфическим видам относится резьба питчевая. В качестве единицы измерения параметров используется так называемый питч. Чтобы понять, что такое питчевая резьба необходимо эту единицу измерение привести к общепринятым единицам. Для этого необходимо число питчей, указанных на резьбе, умножить на известное ещё со школы число π (пи). Наиболее часто встречается такая резьба в документации на станки и оборудование, в которых используются червячные передачи.

Основные параметры и сферы применения
К параметрам, определяющим характеристики питчевой резьбы, относятся:
- профиль витка (его геометрическая форма и угол наклона);
- шаг резьбы (расстояние между одноимёнными точками);
- размеры трёх основных окружностей (средней, внутренней и наружной);
- ход резьбы и её срез.
Каждый из параметров имеет свои системы обозначений. Отличительной особенностью является единица измерения шага. Например, модульная резьба имеет обозначение, называемое модулем. У питчевой системы он измеряется в питчах. Например, шаг равный два питча соответствует 6,28 дециметрам. Питч равен отношению числа зубьев нарезаемого колеса к его диаметру. Для систематизации существующих размеров и пересчёта в наиболее понятные системы применяется специальная таблица.
Оба типа резьбы (модульная и питчевая) имеет несколько видов профилей витков:
- в форме архимедовой спирали;
- эвольвенты (кривой второго порядка, каждая точка которой является касательной к заданной окружности);
- трапециевидной формы.
Размеры витков зависят от области применения резьбы.
Каждый из диаметров определяется как диаметр воображаемого цилиндра. Например, средний диаметр определяется для цилиндра, радиус которого составляет половину расстояния от верхней точки резьбы до её нижней точки (впадины). Основная единица обозначения для таких видов соединений является дюйм. Измерить основные параметры можно стандартным мерительным инструментом.
Модульная и питчевая резьбы применяются в различных агрегатах, где необходимо обеспечить передачу движения. К ним относятся червячные и червячно-зубчатые передачи. Они применяются:
- в механических домкратах;
- прессах;
- подъёмниках;
- эктрудерах.
Этот тип обеспечивает надёжное зацепление на червяке зубьев шестерёнки. Этого добиваются благодаря установке профиля шага в 40 градусов для питчевых соединений.В метрической резьбе он равен 60 градусам. В некоторых установках, например, экструдерах применяется питчевая резьба. Её особенностью является использование переменного шага.
Модульная система.
Модульная система принята в странах с метрической системой мер; единица длины в модульной системе — миллиметр. В этой системе нормировано отношение шага по делительной окружности к π, которое называется модулем и равно: Модуль равен отношению шага к числу π.
Все элементы нормального зубчатого колеса в этой системе прямо пропорциональны модулю. В таблице приведены размеры зубьев нормального не корриогировнного колеса в зависимости от модуля.

В СССР стандарт ОСТ 1597 регламентирует следующий ряд модулей (в мм): 0,3; 0,4; 0,5; 0,6; 0,7; 0,8; I; 1,25; 1,5; 1,75; 2; 2,25; 2,5; (2,75); 3; (3,25); 3,5; (3,75); 4; (4,25); 4,5; 5; 5,5; 6; 6,5; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16; 18; 20; 22; 24; 26; 28; 30; 33; 36; 39; 42; 45; 50. Данный ряд модулей распространяется на все виды зубчатых колес: цилиндрические, конические, червячные и косозубые, для последних — по нормальному шагу, т. е. M = Mn. Модули, стоящие в скобках, по возможности рекомендуется не применять. Если требуются модули выше 50 мм, то их следует брать кратными пяти. В довоенной Германии значения модулей были нормализованы стандартом ОЖ780, который регламентирует ряд модулей в пределах 0,3 — 75 мм включительно. Стандартные значения модуля по БМ 780 (в мм). 0,3; (0,35); 0,4; (0,45); 0,5; (0,55); 0,6; «(0,65); 0,7; 0,8; 0,9; 1; 1,25; 1,5; 1,75; 2; 2,25; 2,5; 2,75; 3; 3,25; 3,5, 3,75; 4; 4,5; 5; 5,5; 6; 6,5; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16; 18; 20; 22; 24; 27; 30; 33; 36; 39; 42; 45; 50; 55; 60; 65; 70; 75.
Технология нарезки
Нарезание модульной и питчевой формы производится на металлорежущих станках следующими способами:
- резцом на токарно-винторезных станках;
- модульной фрезой на фрезерных станках;
- специальными пальцевыми фрезами.
Первый способ питчевой нарезки обеспечивает высокую точность, но обладает низкой производительностью. С его помощью нарезается питчевая резьба на червячных валах, требующих высокие показатели точности передачи движения.Этот метод применяется на предприятиях с индивидуальным или мелкосерийным производством.
Второй и третий способы считаются более производительными.Фрезу устанавливают так, чтобы её ось вращения пересекала продольную ось вала заготовки строго под углом в 90 градусов. Для обеспечения высокого качества резьбы (модульной или питчевой) производят несколько проходов. Наиболее удобными для нарезания питчевого соединения считаются станки, оснащённые двухваловыми механизмами подачи или так называемые нортоновские коробки передач.
Перед нарезанием производят настройку станка на основании данных специальных таблиц, в которых указаны значения питчей. С их помощью устанавливают необходимый набор зубчатых колёс на винторезную гитару с заданными передаточными числами.
Пальцевые фрезы применяются для нарезания питчевых соединений на изделиях, обладающих крупными габаритами. Для реализации питчевой нарезки устанавливают специальные фрезерные головки, обладающие индивидуальным приводом фрезы. Первый проход осуществляется прорезной пальцевой фрезой прямоточного профиля, с углом профиля равным 35 градусов.
Модульная резьба
Модульная резьба применяется для червяков, сцепляемых с червячными колесами. Шаг резьбы червяка Su равен шагу зубьев червячного колеса. [1]
Модульная резьба применяется для червяков, сцепляемых с червячными колесами. [2]
Модульная резьба предназначена для нарезания червяков. [3]
Модульная резьба применяется в червячных передачах. [4]
Модульная резьба применяется для червяков. [5]
Модульная резьба сравнительно часто бывает многоходовой и с большими углами подъема. Поэтому рассматриваемые резцы обычно изготовляются с цилиндрическим стержнем, что обеспечивает возможность быстрой установки резца по фиг. [6]
Модульная резьба имеет профиль в виде равнобокой трапеции с углом 40, применяется на червяках, сопрягаемых с червячными колесами. [7]
Модульную резьбу применяют в червячных передачах. Диаметр резьбы червяка и размер ее профиля устанавливают в зависимости от условий совместной работы червяка и червячного колеса. Шаг резьбы червяка сйычно модульный, в редких случаях – питчевый. [8]
Модульную резьбу нарезают на червяках, работающих в паре с червячными колесами. Боковые стороны профиля чаще всего прямолинейные, но могут быть и криволинейными. [10]
При нарезании модульной резьбы кинематическая цепь отличается от ранее рассмотренной только настройкой гитары. [11]
Для получения крупных модульных резьб применяют звено увеличения шага резьбы и mmax 48 лш. [12]
Для нарезания метрических и модульных резьб включаются муфты М2 и М4, а зубчатое колесо 35 вала X выключается. [13]
Для нарезания метрических и модульных резьб , а также для получения механической подачи коробка подач перестраивается. Шестерня 35 на валу X выводится из зацепления с шестерней 37, включаются муфты М3 и М4, а муфта М3 остается выключенной. [14]
Для нарезания метрических и модульных резьб , а также для получения механической подачи коробка подач перестраивается. Зубчатое колесо 35 на валу X выводится из зацепления с зубчатым колесом 37, включаются муфты Л1, и М4, а муфта М3 остается выключенной. В этом случае вращение от вала IX валу XIV передается муфтой М2, валом XI, механизмом Нортона ( в обратном направлении), муфтой Л14 и множительным механизмом. [15]
Модульная резьба. «Червяк&.
От автора Дмитрий Сабре. Добавлено 5 мес. назад. Подробнее.
Нарезка модульной резьбы.
Нарезка модульной резьбы. От автора Елена Ивенски. Добавлено 3 год. назад. Подробнее.
Модульная & питчевая.
От автора Вадим Лазутин. Добавлено 2 год. назад. Подробнее.
Очень важная и нужная таблица.
Для тех кто пожелает помочь Про то для чего эта таблица. Какую она играет. От автора Токибана- Нау. Добавлено 2 год. назад. Подробнее.
Таблица диаметров под резьбу и др .
Наружный и внутренний диаметры под резьбу, число ниток, шаг резьбы, диаметр шестигранника. От автора Sergejs Belov. Добавлено 2 год. назад. Подробнее.
Настройка токарного станка для наре.
Настройка на метрические резьбы. От автора Дмитрий Купря. Добавлено 2 мес. назад. Подробнее.
Нарезка модульной резьбы.
Нарезка модульной резьбы. На аидео представлен процесс нарезания модульной резьбы. Не все её видели но. От автора wim kielemoes. Добавлено 2 год. назад. Подробнее.
Шаг 1,75 вместо 14 ниток на 1 дюйм.
Извиняюсь за дрожащую камеру. Короткую резьбу 14 ниток на дюйм, можно заменить метрическим шагом 1,75. Кран. От автора Дневник сельс. Добавлено 1 год. назад. Подробнее.
16к25 таблица в хорошем качестве.
За Мат и ОСКОРБЛЕНИЯ БАН. Ссылка на таблицу в формате JPEG: Ссылка на файл в котором делал. От автора Станислав Хар. Добавлено 2 год. назад. Подробнее.
Классификация резьб. Обучающая през.
XXX. От автора The BEST Team. Добавлено 3 год. назад. Подробнее.
Все виды резьбы и как ей занематся.
Разная резьба. От автора Евгений Ковал. Добавлено 2 год. назад. Подробнее.
Модульная резьба на тв4.
От автора Андрей Земцов. Добавлено 2 год. назад. Подробнее.
Размеры заготовок под резьбу резцом.
От автора Вадим Лазутин. Добавлено 3 год. назад. Подробнее.
Ленточная резьба
От автора Токарный Брес. Добавлено 6 мес. назад. Подробнее.
16к20 – Таблица
За маты и оскорбления в комментариях – БАН. Под данным видео прикрепляю ссылки на: 1. Таблицу оборотов шпинд. От автора Станислав Хар. Добавлено 3 год. назад. Подробнее.
Нарезание трубной резьбы 3/8&qu.
От автора Борис Кушнир. Добавлено 2 год. назад. Подробнее.
ТВ-4 резьба шаг 1.5 мм
Как нарезать резьбу с шагом 1.5 на станке ТВ-4 со стандартным набором шестерен его гитары. РВО. От автора alexey wycb. Добавлено 1 год. назад. Подробнее.
Червяк на полярную ось, произвольна.
Изготовление червячного вала на нестандартный шаг. Используется самодельный станок. Этап постройки самоде. От автора papa Slava. Добавлено 5 мес. назад. Подробнее.
Нарезание резьбы резцом на токарном.
Нарезание резьбы резцом на токарном станке перемещением суппорта в 2 плоскостях . От автора Workr
Что такое питчевая резьба, какие стандарты питчевой резьбы?
В основе резьбовых соединений, винтовых передач и червячных зацеплений зубчатых механизмов лежит контакт наружного и внутреннего элементов, соприкасающиеся части которых имеют поверхность, образованную движением по спирали плоского контура. Детали с резьбой соединяются путем вращения за счет чередования выступов и впадин по винтовому принципу. Контактирующие таким образом участки гарантируют надежность и функциональность крепежа, поэтому резьбовые изделия находят широкое применение во многих отраслях.
Классификационные характеристики резьб
Резьбы делятся на две основные группы. К первой относится стандартизированная продукция, при изготовлении которой обязательно соблюдение международных и национальных норм, определяемое по множеству критериев. Вторая категория включает нестандартные детали с особыми характеристиками, выпускаемые индивидуально для выполнения конкретных задач. Независимо от соответствия стандартам все изделия обладают определенными параметрами, на основе которых осуществляется классификация. Резьба наносится с учетом ряда характеристик:
- Конфигурация контактной поверхности
бывает цилиндрической и конической; - Форма профиля
может быть круглой, треугольной, прямоугольной, трапецеидальной; - Расположение резьбы
возможно на наружной и внутренней поверхности изделия; - Эксплуатационное назначение
бывает крепежным, ходовым, специальным; - Направление винтовой линии
разделяется на правое и левое; - Количество заходов
классифицирует однозаходные и многозаходные резьбы; - Единицы измерения
определяют метрические, дюймовые, модульные, питчевые размеры.
Метрическая система максимально распространена в российской промышленности. При ее использовании габариты деталей измеряются в миллиметрах. В производстве изделий большого диаметра для измерения параметров резьбы применяются дюймы. Дюймовая и метрическая системы применяются для изготовления элементов резьбовых соединений и винтовых передач. Модульные и питчевые резьбы более специфичны. Способы расчета на основе числа пи используются для определения параметров червяка для зубчато-винтовых механизмов.
Важный момент. Для перевода дюймов в метрический формат нужно умножить имеющийся показатель на 2,54, чтобы получить результат в сантиметрах. Для модульной резьбы при умножении модуля на число пи величина переводится в миллиметры. Вычисление питчевого шага немного сложней. Размер в дюймах определяется методом деления числа пи на питч, а затем при желании рассчитывается в сантиметрах.
Модульная резьба
Модульная резьба применяется для червяков, сцепляемых с червячными колесами. Шаг резьбы червяка Su равен шагу зубьев червячного колеса. [1]
Модульная резьба применяется для червяков, сцепляемых с червячными колесами. [2]
Модульная резьба предназначена для нарезания червяков. [3]
Модульная резьба применяется в червячных передачах. [4]
Модульная резьба применяется для червяков. [5]
Модульная резьба сравнительно часто бывает многоходовой и с большими углами подъема. Поэтому рассматриваемые резцы обычно изготовляются с цилиндрическим стержнем, что обеспечивает возможность быстрой установки резца по фиг. [6]
Модульная резьба имеет профиль в виде равнобокой трапеции с углом 40, применяется на червяках, сопрягаемых с червячными колесами. [7]
Модульную резьбу применяют в червячных передачах. Диаметр резьбы червяка и размер ее профиля устанавливают в зависимости от условий совместной работы червяка и червячного колеса. Шаг резьбы червяка сйычно модульный, в редких случаях – питчевый. [8]
Модульную резьбу нарезают на червяках, работающих в паре с червячными колесами. Боковые стороны профиля чаще всего прямолинейные, но могут быть и криволинейными. [10]
При нарезании модульной резьбы кинематическая цепь отличается от ранее рассмотренной только настройкой гитары. [11]
Для получения крупных модульных резьб применяют звено увеличения шага резьбы и mmax 48 лш. [12]
Для нарезания метрических и модульных резьб включаются муфты М2 и М4, а зубчатое колесо 35 вала X выключается. [13]
Для нарезания метрических и модульных резьб , а также для получения механической подачи коробка подач перестраивается. Шестерня 35 на валу X выводится из зацепления с шестерней 37, включаются муфты М3 и М4, а муфта М3 остается выключенной. [14]
Для нарезания метрических и модульных резьб , а также для получения механической подачи коробка подач перестраивается. Зубчатое колесо 35 на валу X выводится из зацепления с зубчатым колесом 37, включаются муфты Л1, и М4, а муфта М3 остается выключенной. В этом случае вращение от вала IX валу XIV передается муфтой М2, валом XI, механизмом Нортона ( в обратном направлении), муфтой Л14 и множительным механизмом. [15]
Модульная резьба. «Червяк&.
От автора Дмитрий Сабре. Добавлено 5 мес. назад. Подробнее.
Нарезка модульной резьбы.
Нарезка модульной резьбы. От автора Елена Ивенски. Добавлено 3 год. назад. Подробнее.
Модульная & питчевая.
От автора Вадим Лазутин. Добавлено 2 год. назад. Подробнее.
Очень важная и нужная таблица.
Для тех кто пожелает помочь Про то для чего эта таблица. Какую она играет. От автора Токибана- Нау. Добавлено 2 год. назад. Подробнее.
Таблица диаметров под резьбу и др .
Наружный и внутренний диаметры под резьбу, число ниток, шаг резьбы, диаметр шестигранника. От автора Sergejs Belov. Добавлено 2 год. назад. Подробнее.
Настройка токарного станка для наре.
Настройка на метрические резьбы. От автора Дмитрий Купря. Добавлено 2 мес. назад. Подробнее.
Нарезка модульной резьбы.
Нарезка модульной резьбы. На аидео представлен процесс нарезания модульной резьбы. Не все её видели но. От автора wim kielemoes. Добавлено 2 год. назад. Подробнее.
Шаг 1,75 вместо 14 ниток на 1 дюйм.
Извиняюсь за дрожащую камеру. Короткую резьбу 14 ниток на дюйм, можно заменить метрическим шагом 1,75. Кран. От автора Дневник сельс. Добавлено 1 год. назад. Подробнее.
16к25 таблица в хорошем качестве.
За Мат и ОСКОРБЛЕНИЯ БАН. Ссылка на таблицу в формате JPEG: Ссылка на файл в котором делал. От автора Станислав Хар. Добавлено 2 год. назад. Подробнее.
Классификация резьб. Обучающая през.
XXX. От автора The BEST Team. Добавлено 3 год. назад. Подробнее.
Все виды резьбы и как ей занематся.
Разная резьба. От автора Евгений Ковал. Добавлено 2 год. назад. Подробнее.
Модульная резьба на тв4.
От автора Андрей Земцов. Добавлено 2 год. назад. Подробнее.
Размеры заготовок под резьбу резцом.
От автора Вадим Лазутин. Добавлено 3 год. назад. Подробнее.
Ленточная резьба
От автора Токарный Брес. Добавлено 6 мес. назад. Подробнее.
16к20 – Таблица
За маты и оскорбления в комментариях – БАН. Под данным видео прикрепляю ссылки на: 1. Таблицу оборотов шпинд. От автора Станислав Хар. Добавлено 3 год. назад. Подробнее.
Нарезание трубной резьбы 3/8&qu.
От автора Борис Кушнир. Добавлено 2 год. назад. Подробнее.
ТВ-4 резьба шаг 1.5 мм
Как нарезать резьбу с шагом 1.5 на станке ТВ-4 со стандартным набором шестерен его гитары. РВО. От автора alexey wycb. Добавлено 1 год. назад. Подробнее.
Червяк на полярную ось, произвольна.
Изготовление червячного вала на нестандартный шаг. Используется самодельный станок. Этап постройки самоде. От автора papa Slava. Добавлено 5 мес. назад. Подробнее.
Нарезание резьбы резцом на токарном.
Нарезание резьбы резцом на токарном станке перемещением суппорта в 2 плоскостях . От автора Workr
Виды резьб
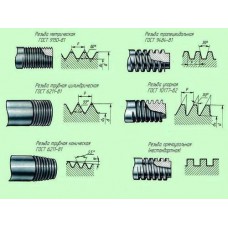
Виды и характеристики резьб.
Классификация и основные признаки резьб:
- единица измерения диаметра (метрическая, дюймовая, модульная, питчевая резьба)
- расположение на поверхности (наружная и внутренняя резьба)
- направление движения винтовой поверхности (правая, левая);
- число заходов (одно- и многозаходная), например двузаходная, трёхзаходная и т. д.;
- профиль (треугольный, трапецеидальный, прямоугольный, круглый и др.);
- образующая поверхность на которой расположена резьба (цилиндрическая резьба и коническая резьба);
- назначение (крепёжная, крепёжно-уплотнительная, ходовая и др.).
Основные параметры резьбы и единицы измерения
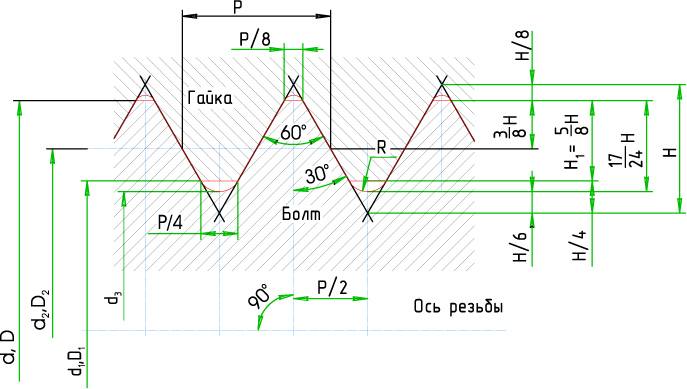
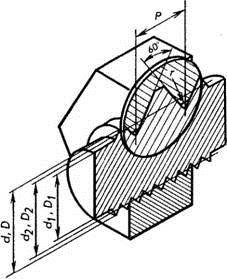
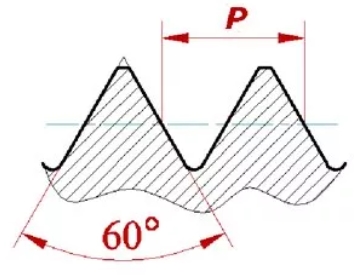
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ось резьбовой детали. ГОСТ 9150—81 и ГОСТ 8724—81 устанавливают единый номинальный профиль для цилиндрических метрических резьб диаметром до 600 мм, включая резьбы диаметром менее 1 мм. Номинальный профиль резьбы и его элементы показаны на рис. 1. Впадина наружной резьбы (рис. 2) может быть плоскосрезанной или закругленной: Rmax = 0,144Р, Rmin = 0,108Р, где R — радиус впадины; Р — шаг резьбы.
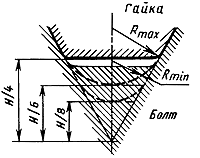 Рис. 2. Впадины резьбы болта и гайки.
Рис. 2. Впадины резьбы болта и гайки.
Резьбы определяются следующими основными параметрами: наружным, средним и внутренним диаметрами; шагом; углом профиля; углом наклона сторон профиля.
Наружный диаметр резьбы d (см. рис. 1) —диаметр цилиндра, описанного относительно вершин наружной резьбы (или впадин внутренней резьбы).
Внутренний диаметр d1 — диаметр цилиндра, вписанного в вершины внутренней резьбы (или впадины наружной резьбы).
Номинальные значения d и dx для наружной и внутренней резьбы одинаковые.
Средний диаметр d2 — диаметр воображаемого цилиндра, поверхность которого пересекает витки резьбы таким образом, что ширина витков и ширина впадин равны.
Шаг резьбы Р — расстояние между параллельными сторонами двух рядом лежащих витков резьбы крепежа, измеренное вдоль оси. ГОСТ 8724—81 устанавливает диаметры в диапазоне 0,25. 600 мм и шаги 0,075. 6 мм. Метрические резьбы могут иметь крупный шаг (при диаметрах 0,25. 68 мм) и мелкий шаг (при диаметрах 1. 600 мм).
Угол профиля α — угол между боковыми сторонами профиля, измеренный в осевой плоскости. Угол наклона сторон профиля β — угол между стороной профиля и перпендикуляром к оси резьбы. Для резьб с симметричным профилем β = 0,5α. Для резьб с асимметричным профилем, например для упорной или конической, угол наклона каждой стороны определяется независимо.
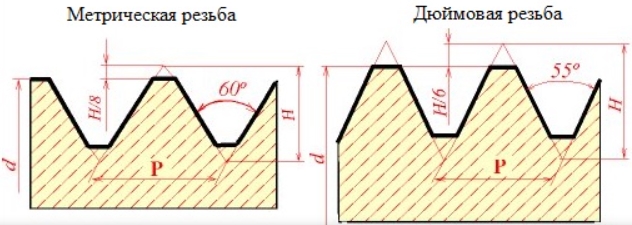
Высота исходного треугольника Н — высота остроугольного профиля, полученного при продолжении боковых сторон профиля до их пересечения. Рабочая высота профиля Н1 — высота плоскосрезанного теоретического профиля, равная полуразности наружного и внутреннего диаметров. Для метрических резьб Н = 0,866025×Р, Н1 = 0,54126×Р.
Ход Ph — величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°; Ph=P×n, где n — число заходов.
В действительности высота соприкосновения меньше, так как система допусков предусматривает определенные зазоры, например, по внутренним диаметрам резьбы гайки и болта.
Рабочая высота витка Н1 — наибольшая высота соприкосновения; наименьшая выcота соприкосновения обозначается Н1 min. Для резьбы с плоскосрезанным профилем Н1 и Н1 min определяют наибольшее и наименьшее перекрытие витков резьбы болта и гайки.
Угол подъёма резьбы (винтовой линии) 
Для многозаходных резьб в числителе этой формулы следует подставлять вместо Р произведение nP, где n — число заходов. Длина свинчивания (высота гайки Н) — длина (высота) соприкосновения поверхностей болта и гайки, измеренная вдоль оси.
Обозначается метрическая резьба буквой M (от англ. metric system, метрическая система мер). Резьба с номинальным диаметром 32 мм с крупным шагом обозначается как М32; резьба с номинальным диаметром 16 мм с мелким шагом – М16×1,5; для обозначения левой резьбы в конце добавляются буквы LH.
 Метрическая резьба — с шагом и основными параметрами резьбы в долях метра.
Метрическая резьба — с шагом и основными параметрами резьбы в долях метра.
Имеет широкое применение с номинальным диаметром от 1 до 600 мм и шагом от 0,25 до 6 мм. Профиль — равносторонний треугольник (угол при вершине 60°) с теоретической высотой профиля Н=0,866025404Р. Все параметры профиля измеряются в долях метра (миллиметрах).
- ГОСТ 24705-2004 (ИСО 724:1993) — Резьба метрическая. Основные размеры.
- ГОСТ 9150-2002 — Основные нормы взаимозаменяемости. Резьба метрическая. Профиль.
- ГОСТ 8724-2002 — Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги.
- ISO 965-1:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 1. Принципы и основные характеристики.
- ISO 965-2:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 2. Предельные размеры резьб для болтов и гаек общего назначения. Средний класс точности.
- ISO 965-3:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционной резьбы.
- ISO 965-4:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 4. Предельные размеры для наружных винтовых резьб, гальваницированных горячим погружением, для сборки с внутренними винтовыми резьбами, нарезанными метчиком с позиции допуска H или G после гальванизации.
- ISO 965-5:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 5. Предельные размеры для внутренних винтовых резьб винтов для сборки с наружными винтовыми резьбами, гальванизированными горячим погружением, с максимальным размером позиции допуска h до гальванизации.
- ISO 68-1 — Резьбы винтовые ISO общего назначения. Основной профиль. Метрическая резьба.
- ISO 261:1998 — Резьбы метрические ИСО общего назначения. Общий вид.
- ISO 262:1998 — Резьбы ISO метрические общего назначения. Выбранные размеры для винтов, болтов и гаек.
- BS 3643 — ISO metric screw threads.
- DIN 13-12-1988 — Резьбы метрические ИСО основные и прецизионные диаметром от 1 до 300 мм. Выбор диаметров и шагов.
- ANSI B1.13M, ANSI B1.18M — Метрическая резьба М с профилем базирующимся на стандарте ISO 68.
Условное обозначение: буква M (metric), числовое значение номинального диаметра резьбы (d, D на схеме, оно же внешний диаметр резьбы на болте) в миллиметрах, числовое значение шага (для резьбы с мелким шагом) (P на схеме) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 16 мм с крупным шагом обозначается как M16; резьба с номинальным диаметром 36 с мелким шагом 1,5 мм — М36х1,5; такая же по диаметру и шагу но левая резьба М36х1,5LH.
Таблица стандартного шага метрических резьб
Питчевая резьба
Содержание
Для обозначения параметров различных видов резьб используется несколько единиц измерения. К общеизвестным относятся миллиметры (для метрической резьбы), дюймы (для дюймовой резьбы), к специфическим — модули и питчи. В питчах измеряется так называемая питчевая резьба. Чтобы привести ее к общепринятым единицам измерения, необходимо количество питчей, указанное на резьбе, умножить на число пи.
Применение питчевой резьбы
Модульная и питчевая резьбы используются на агрегатах, где необходимо обеспечить передачу движения. Это червячные и червячно-зубчатые передачи, которые применяются:
- в механических домкратах;
- прессах;
- подъемниках;
- экструдерах.
Этот тип резьбы гарантирует надежное сцепление зубьев шестеренки с червяком. Добиться подобного результата позволяет установка профиля шага в 40 градусов (для сравнения — у метрической резьбы он равен 60 градусам).
Основные параметры питчевой резьбы
К параметрам, которые определяют характеристики питчевой резьбы, относятся:
- профиль витка (геометрия и угол наклона);
- шаг питчевой резьбы (расстояние между одноименными точками);
- размеры средней, внутренней и наружной окружностей;
- ход и срез резьбы.
Каждый из указанных параметров обладает собственными системами обозначений. Главная из них — единица измерения шага. Питчевая система предполагает использование питчей. При этом шаг резьбы, равный 2 питчам, соответствует 6,28 дм. Для систематизации существующих размеров питчевой резьбы и приведения их к привычным единицам измерения используются специальные таблицы.

Таблица соответствия размеров метрической, дюймовой, модульной и питчевой резьб
Как модульные, так и питчевые резьбы классифицируется по профилю витков. Они бывают:
- в форме архимедовой спирали;
- в виде эвольвенты (то есть кривой второго порядка, каждая точка которой служит касательной к заданной окружности);
- трапециевидной формы.
Размеры витков зависят от сферы применения резьбы. Каждый диаметр определяют как диаметр воображаемого цилиндра. Так, средний диаметр определяют для цилиндра, радиус которого представляет половину расстояния от верхней до нижней точки резьбы. Измерить основные параметры можно штангенциркулем или другим измерительным инструментом.
Технология нарезки питчевой резьбы
Питчевую резьбу разных размеров нарезают:
- резцами на токарно-винторезных станках;
- модульными фрезами на фрезерных станках;
- пальцевыми фрезами.
Нарезание резьбы на токарном станке позволяет добиться высокой точности результата, но не гарантирует достаточной производительности. Таким способом питчевую резьбу нарезают на червячных валах, которые должны характеризоваться высокими показателями точности передачи движения. Метод применяется на мелкосерийных производствах и в частных мастерских.
Использование фрезерного станка позволяет добиться более высокой производительности при нарезании резьбы. Фрезу устанавливают таким образом, чтобы ее ось вращения пересекала продольную ось вала заготовки под углом в 90 градусов. Чтобы повысить качество насечки, ее нарезают в несколько проходов. Перед началом работы фрезерный станок настраивают согласно данным из таблиц, в которых даны размеры питчевых резьб. Эти параметры позволяют установить требуемый набор зубчатых колес на винторезную гитару с заданными передаточными числами.
Пальцевые фрезы подходят для нарезания питчевой резьбы на крупногабаритных изделиях. Для нанесения питчевой насечки на станок устанавливают специальные фрезерные головки, обладающие индивидуальным приводом фрезы. Первый проход выполняют прорезной пальцевой фрезой прямоточного профиля, с углом профиля в 35 градусов.

Таблица размеров для нарезки питчевой резьбы на станке
Основные правила обозначения питчевой резьбы
Обозначения в соединениях с питчевой резьбой указываются в ГОСТах. Каждое из них содержит такие элементы:
- букву, указывающую на принадлежность резьбы к определенному типу;
- размер в питчах;
- величину шага резьбы;
- направление (левая — L или правая — RH);
- размеры поля допуска;
- длину свинчивания.
Величину поля допуска обозначают несколькими буквами и цифрами. Первые указывают на размер отклонения, вторые — на класс точности. На первом месте стоят символы, характеризующие средний диаметр, на втором — символы, относящиеся к диаметру наружному. Если размеры совпадают, наносят только одно обозначение. Для обозначения длины свинчивания используют три латинские буквы, при этом литера N соответствует нормальной длине, S — короткой, L — длинной.
Правила нанесения символов, обозначающих основные размеры и другие характеристики питчевой резьбы, даются в виде таблиц в ГОСТ 24705-2004 и ГОСТ 16093. В 2005 г. в текст внесли дополнения, добавив основные положения стандартов ISO 965-1 и ISO 965-3. Питчевая система используется в странах северной Америки, а ее характеристики указаны в международном стандарте ANSIB1.9.
Где купить инструменты для нарезания питчевой резьбы?
Купить инструменты и приспособления для нарезания питчевой резьбы вы можете в интернет-магазине «РИНКОМ».
Возможно изготовление инструментов и оснастки на заказ, ограничений по минимальному объему партии нет.
Классификация резьбы
Большинство выпускаемых современной промышленностью конструкций, выполненных из дерева, пластика, металла и других материалов, скрепляются посредством соединений резьбового типа. Совокупность таких факторов, как надежность и простота не в ущерб эффективности, обусловила их широкое распространение в промышленном производстве, начиная от строительной сферы, включая машино- и автомобилестроение, и заканчивая прокладкой трубопроводов. Резьбовые соединения, кроме того, активно используются в бытовых целях. В целом, резьба выглядит в виде гребней и впадин однородного сечения спиралевидной конфигурации. Витки могут накатываться на наружную поверхность цилиндра, либо на поверхность внутреннюю предварительно проделанного отверстия. Рассмотрим подробнее существующие виды резьбы.
Резьба метрическая

Особенности
Отметим основные особенности применения резьбовых шагов обоих видов.
- Мелкий используется в диаметрах, изменяющихся в диапазоне 1,0 мм ≤d≤ 600,0 мм, а крупный – в диаметрах 1,0 мм ≤d≤ 68,0 мм.
Мелкая нарезка актуальна для формирования соединений с повышенной герметичностью.
Крупная резьба подходит для соединений, подверженных ударным нагрузкам.
Большинство регулировочных соединений создаются с использованием резьбы, накатанной с мелким шагом. Причина – небольшое расстояние, отделяющее соседние витки, облегчает процедуру модификации параметров
Назовем основные.
Разница профиля не позволяет осуществить соединение деталей, на поверхности которых накатана дюймовая и метрическая резьба. Скрепление получится хрупким, и что не менее критично – негерметичным. При транспортировке это может обусловить протекание жидкостей.
Резьба цилиндрическая трубная
Согласно положениям ГОСТа 6357-81 профиль резьбы трубной цилиндрической совпадает с профилем ранее рассмотренной дюймовой резьбы. Используется не только в самих трубах, но и в сопрягаемых элементах трубного типа (тройниках, муфтах, сгонах и т.д.). При этом нужно знать один важный момент. Заключается он в следующем: нарезка резьбы осуществляется на трубах с диаметром не больше 6″. Изделия с диаметром, превышающим 6 дюймов, обычно свариваются, что обеспечивает более высокий уровень герметичности и надежности.
Особенности
Одной из особенностей резьбы цилиндрической трубной является требование выполнения ее с закруглениями. Объясняется это видом наиболее часто транспортируемых веществ – обычно это жидкости. Скругление гребней и впадин призвано упростить герметизацию соединений. На острых вершинах все наиболее популярные уплотнительные материалы – и лен, и даже лента-герметик – при плотном затягивании режутся. А если создавать резьбовые соединения без применения краски, они обычно протекают.
Впрочем, в ГОСТе 6357-81 по этому поводу имеется одна оговорка. Звучит она так: выполнение внутренней резьбы цилиндрической трубной с плоским срезами допускается, когда возможность сопряжения с резьбой конической наружной исключена.
Резьба коническая трубная
Профиль резьбы конической трубной такой же, как в предыдущем варианте, но отличие кроется в уменьшении диаметра по мере продвижения от начала нарезки к торцу трубного элемента. В вышеуказанном ГОСТе четко сказано, что применяется резьба такого типа, когда требуется обеспечить герметичность трубопроводной магистрали, работающей под высоким давлением.
Особенности

Из других особенностей резьбы конической трубной можно выделить:
количество витков на одном дюйме зависит от величины диаметра изделия. В частности, на отрезке 25,4 мм может быть накатано минимум 11 витков, а максимум – 28;
шаг резьбы лежит в пределах 0,907 мм ≤Р≤ 2,309 мм;
длина общего резьбового отрезка на поверхностях сопрягаемых элементов после вкручивания одного в другой (параметр l 2 на рисунке): при минимальной резьбе 1/16″ – 4,0 мм; когда диаметр резьбы максимальный 6″ – 28,6 мм.
Резьба трапецеидальная
Резьба трапецеидальная является одной из разновидностей резьбы метрической. Отличается она профилем, имеющем нестандартную конфигурацию, сечение которого напоминает трапецию. Широко используется в механизмах, осуществляющих трансформирование вращательного движения в возвратно-поступательное.
Особенности
Трапецеидальная резьба с углом подъема, равным 30°, является самотормозящей. Наличие этого свойства препятствует деформации заготовки при воздействии на нее значительных нагрузок. По сравнению с трубной резьбой ей присуща лучшая износоустойчивость. Возможностью обеспечения умеренных показателей осевого перемещения обрабатываемой детали характеризуются резьбы трапецеидального типа, выполненные со средним шагом.
Нормами ГОСТа 9484-81 установлены следующий диапазон изменения основных рабочих параметров рассматриваемой резьбы:
шаг: минимальный 1,5 мм; максимальный 48 мм;
высота воображаемого треугольника, вершины которого – это точки пересечения визуального продолжения соседних граней рядом расположенных гребней: от 1,4 мм до 44,784 мм;
расстояние между рядом расположенными выступами по внутреннему резьбовому диаметру: min 0,549 мм; max 17,568 мм.
Резьба упорная
Резьба упорная характеризуется профилем, выполненным в виде неравносторонней трапеции. Его рабочая сторона наклонена по отношению к вертикальной оси под углом, составляющим 3 градуса, а угол между другой стороной и вертикалью равен 30 градусов. Применяется резьба упорная для сопряжения элементов, которые в ходе эксплуатации подвергаются воздействию значительных односторонних нагрузок. Самый наглядный пример – домкрат.
Особенности
Значения технических характеристик резьбы однозаходной упорной установлены нормами ГОСТа 10177-82. Диапазоны изменений основных параметров, отображенных на рисунке, выглядят так:
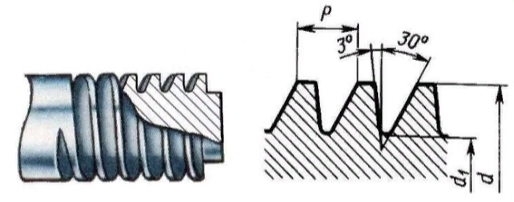
- расстояние между продольной осью резьбы и внешней гранью гребня (обозначение d): минимальное10,0 мм; максимальное 100,0 мм. Этот параметр ни что иное, нежели внешний диаметр резьбы:
расстояние между дном спиралевидной накатки и продольной осью резьбы (обозначение d 1 ): от 7,0 мм до 70,0мм.
Резьба круглая
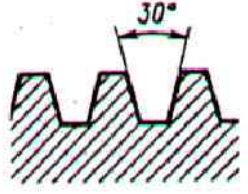
Профиль резьбы данной разновидности формируют дуги, объединенные между собой отрезками прямой линии. Численное значение угла при вершине пересечения продолжений сторон витков составляет 30°. Применение круглой резьбы носит ограниченный характер. В частности, ею оснащается водопроводная арматура, в том числе шпиндели вентилей смесителей.
Особенности
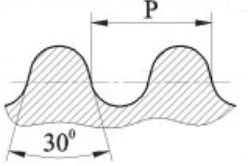
Требования к резьбе круглой устанавливают нормы ГОСТа 13536-68.
Особенности круглого профиля обеспечиваю продолжительный период эксплуатации накатки за счет значительной сопротивляемости воздействию внешних нагрузок. Витки не стираются даже при частых процедурах закручивания/вывинчивания. С успехом применяется круглая резьба в конструкциях, при работе подвергающихся воздействию негативных факторов загрязненной окружающей среды. Например, она используется при сцепке Ж/Д вагонов.
Вышеуказанным ГОСТом утверждено только одно значение номинального диаметра резьбы данного вида – 12,0 мм. Что же касается ее шага (обозначение на рисунке литерой «Р»), то этим стандартом предусмотрен тоже один размер – 2,540 мм.
Прямоугольная резьба
Прямоугольная резьба входит в категорию резьб кинематического типа. Используется для выполнения функции, связанной с передачей движения. Высокий КПД – вот основное преимущество этой резьбы. Недостаток – сложный технологический процесс изготовления и невысокая прочность.
Особенности
По состоянию на начало 2021 года нет действующего Государственного стандарта, устанавливающего значения основных технических характеристик резьбы прямоугольной. Для назначения допусков, размеров шагов и диаметров используются соответствующие шкалы ГОСТов на резьбу трапецеидальную.
В большинстве случаев профиль зуба прямоугольной резьбы имеет квадратную конфигурацию, как это показано на рисунке.
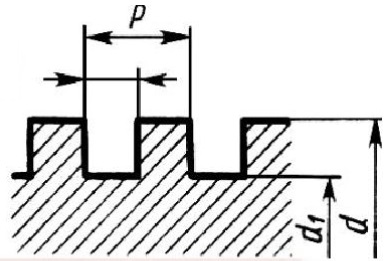
Но ряд производителей применяют расширенную полку горизонтального фрагмента. Такое конструктивное решение способствует улучшению прочностных характеристик резьбового соединения. Наиболее часто реализуемый диапазон изменений внешнего диаметра накатки такой – от 8,0 мм до 40,0 мм. Шаг резьбы варьируется в пределах:
крупный: min 2,0 мм; max 10,0 мм;
мелкий: минимальный 0,75 мм; максимальный 7,0 мм.
Заключение
Подводя итоги, следует отметить, что существуют т.н. специальные резьбы. К данной категории относятся те, которые характеризуются стандартным профилем, но при этом размер их шага и диаметра, не прописан ни в одном из действующих нормативных документов. Ну и, конечно же, к данному типу относятся резьбы, отличающиеся нестандартным профилем. Их изготовление проводится по индивидуально подготовленным чертежам, содержащим все необходимые параметры резьбы. С одним из представителей данной группы мы уже знакомы. Специальной считается прямоугольная резьба.