Поле допуска резьбы 6g что это?
Поле допуска резьбы 6g что это?
Размеры резьбы и точность ее профиля являются решающими факторами при определении следующего:
- возможно ли выполнение поверхностной обработки болта;
- возможно ли свободное соединение;
- сможет ли резьба выдерживать усилия, на которое рассчитано соединение деталей.
Расчет параметров резьбы основывается на номинальном диаметре резьбы, шаге резьбы и внутреннем диаметре резьбы:
D. Номинальный наружный диаметр внутренней резьбы (гайка)
d. Номинальный наружный диаметр наружной резьбы (болт)
D/d Номинальный диаметр резьбы
D2/d2 Номинальный средний диаметр резьбы
D1/d3 Номинальный внутренний диаметр резьбы
Значение диаметров метрической резьбы вычисляют по формулам:
D2 (d2) = D(d) — 0,6495P
D1 (d1) = D(d) — 1,0825P
Размеры наружной резьбы (болта) измеряются калибрами, микрометрами или оптическими измерительными приборами, в то время как внутренняя резьба (гайка) измеряется цилиндрическими калибрами.
Основные параметры резьбы, учитываемые при соединении деталей:
Допуск на резьбу
Устанавливается допуски для двух диаметров резьбы – среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы).
Допуск среднего диаметра резьбы определяет допустимую степень отклонения номинального среднего диаметра наружной (d2) и внутренней резьбы (D2).
Допуск на диаметр выступов устанавливает допустимую степень отклонения номинального наружного диаметра (d) крепежа с наружной резьбой (например, болты, винты) и номинального внутреннего диаметра (D) крепежа с внутренней резьбой (например, гайки).
Значение допуска среднего диаметра и диаметра выступов всегда отрицательное для крепежа с наружной резьбой и положительное для крепежа с внутренней резьбой.
Положительный допуск на внутреннюю резьбу и отрицательный на внешнюю позволяет оставлять необходимый допуск на возможную последующую обработку.
0 — нулевая отметка (h/H) — Номинальный диаметр
+/- — положительные/отрицательные зоны расположения допусков
e/g/G — положение допуска относительно 0 (h/H)
6/7/8 — степень точности допуска
* — стандартный размер допуска болта/гайки
Es/ei — максимальный размер границы поля допуска
Ei/es — минимальный размер границы поля допуска
↨ — допуск зазора для антикоррозийного покрытия
Поле допуска
Расстояние между максимальным и минимальным значением установленного ограничения (размер поля es-ei/EI-ES) определяет поле допуска. Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение. Например, 4h; 6g; 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра помещаемого на первом месте, и обозначения поля допуска диаметра выступов: 7g 6g (поле допуска d2 и d).
Если обозначение поля допуска диаметров выступов совпадает с обозначением поля среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Рекомендованные поля допуска для длины свинчивания N (до нанесения антикоррозийного покрытия) на крепеж с DIN, ISO, DIN ISO, DIN EN ISO, ГОСТ стандартами:
Номинальный наружный диаметр наружной резьбы (винт, болт)
Номинальный наружный диаметр внутренней резьбы(гайка)
Номинальный наружный диаметр наружной резьбы (винт, болт)
Номинальный наружный диаметр внутренней резьбы(гайка)
Поле допуска резьбы 6g что это?
Резьба — чередующиеся выступы и впадины на поверхности тела вращения, расположенные по винтовой линии; применяется как средство соединения, уплотнения или обеспечения заданных перемещений деталей машин, механизмов, приборов, аппаратов и сооружений.
Виток резьбы — часть резьбы, образованной при одном повороте профиля вокруг оси вращения.
Наружный диаметр резьбы (d) — диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или вписанного во впадины внутренней резьбы.
Номинальный диаметр резьбы — диаметр, условно характеризующий размеры резьбы и используемый при ее обозначении.
Внутренний диаметр резьбы (d1) — диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или описанного вокруг вершин внутренней резьбы.
Профиль резьбы — плоская фигура, получаемая в плоскости, проходящей через ось резьбы.
Высота профиля (H) — радиально измеренная высота основного расчетного теоретического профиля (высота исходного треугольного профиля), общего для резьбы на стержне и в отверстии.
Угол профиля — угол между боковыми сторонами профиля, измеренный в осевой плоскости резьбы.
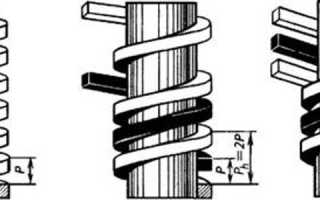
Шаг резьбы ( P ) — расстояние между соседними одноименными точками профиля в направлении, параллельном оси резьбы той же винтовой поверхности.
Ход резьбы ( P h ) — расстояние по линии, параллельной оси резьбы, между исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной по винтовой линии на угол 360°. В однозаходной резьбе ход равен шагу, в многозаходной – произведению шага на число заходов n: P h = n P .

Соотношение шага и хода резьбы в зависимости от числа заходов
Рабочая высота профиля (h) — наибольшая высота соприкосновения сторон профиля резьбовой пары, измеренная радиально.

Длина свинчивания (L) — длина участка взаимного перекрытия наружной и внутренней резьбы в осевом направлении.

Профиль резьбы установлен ГОСТ 9150-81 и представляет собой треугольник с углом при вершине 60 о .
Это основной вид крепежной резьбы. Предназначен для соединения деталей непосредственно друг с другом или с помощью стандартных изделий, имеющих метрическую резьбу, – болтов, винтов, шпилек, гаек.
Основные ее элементы и параметры задаются в миллиметрах (ГОСТ 24705-81 ).
Согласно ГОСТ 8724-81 метрические резьбы выполняются с крупным и мелким шагом на поверхностях диаметром от 1 до 68 мм, свыше 68 мм резьба имеет только мелкий шаг, причем мелкий шаг резьбы может быть разным для одного и того же диаметра, а крупный имеет только одно значение. Крупный шаг в условном обозначении резьбы не указывается. Так, для резьбы диаметром 10 мм крупный шаг резьбы равен 1,5 мм, мелкий — 1,25; 1; 0,75; 0,5 мм.
Примеры условного обозначения:
М18-6g резьба метрическая наружная , номинальный диаметр 18 мм , шаг крупный, поле допуска резьбы 6g;
М18х0,5-6g то же, шаг мелкий Р=0,5;
М18LH-6g то же, но левая;
М18-6Н резьба метрическая внутренняя , номинальный диаметр 18 мм , шаг крупный, поле допуска резьбы 6Н.
В настоящее время нет стандарта, который регламентирует основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
Резьба треугольного профиля с углом при вершине 55 о .
В соответствии с ГОСТ 63 11 –81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т.е. равнобедренный треугольник с углом при вершине, равным 55°.
Резьба стандартизована для диаметров от 1/16 » до 6″ при числе шагов z от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Примеры условного обозначения:
G1 1 /2-А резьба трубная цилиндрическая, 1 1 /2 условный проход в дюймах, класс точности А;
Резьба с профилем в виде равнобочной трапеции с углом 30 о . Применяется для передачи возвратно-поступательного движения или вращения в тяжело нагруженных подвижных резьбовых соединениях. Часто используется при изготовлении ходовых винтов, согласно ГОСТ 24738-81 выполняется на поверхностях диаметром от 8 до 640 мм.
Трапецеидальная резьба может быть однозаходной (ГОСТ 24738-81, ГОСТ 24737-81) и многозаходной (ГОСТ 24739-81). ГОСТ 9484-81 устанавливает профиль трапецеидальной резьбы.
Пример условного обозначения:
Tr40х6 — трапецеидальная однозаходная резьба с наружным диаметром 40 мм, шагом 6 мм.
Р езьба с профилем в виде неравнобочной трапеции с углом рабочей стороны 3 о и нерабочей — 30 о . Упорная резьба, как и трапецеидальная, может быть однозаходной и многозаходной. Выполняется на поверхностях диаметром от 10 до 640 мм (ГОСТ 10177-82). Применяется для передачи больших усилий, действующих в одном направлении: в домкратах, прессах и т.д.
Пример условного обозначения:
S80х 10 — упорная однозаходная резьба с наружным диаметром 80 мм, шагом 10 мм;
S80х 20(P10) — упорная многозаходная резьба с наружным диаметром 80 мм, величиной хода 20 мм, шагом 10 мм.
Эта р езьба имеет прямоугольный (или квадратный) нестандартный профиль, поэтому все ее размеры указываются на чертеже. Применяется для передачи движения тяжело нагруженных подвижных резьбовых соединений. Обычно выполняется на грузовых и ходовых винтах.
Р езьба с круглым профилем (ГОСТ 6242-83) обладает сравнительно большим сроком службы и повышенным сопротивлением при значительных нагрузках. Применяется при изготовлении часто свинчиваемых соединений (шпиндели, вентили и т.д.), работающих в загрязненной среде, а также тонкостенных деталей с накатанной или штампованной резьбой (цоколь электролампы и т.д.).
Пример условного обозначения:
Rd16 — круглая резьба с наружным диаметром 16 мм.
Если круглая резьба применяется в соединениях санитарно-технической арматуры, то ее обозначение будет следующим: Кр12х2,54 (ГОСТ 13536-68).
Поле допуска резьбы 6g что это?
![]()
- Новости
- Политика конфиденциальности
- Сертификаты
- Вопрос-ответ
- Доставка
- Оплата
- Вакансии
- ISO 9001

Допуски резьбы под покрытие
Иногда на чертежах мы можем видеть в обозначении размера числовой индекс со знаками «+», «–» или «±». Этот индекс указывает на то, что у данного размера есть допуск, то есть предельное отклонение в большую или меньшую сторону от номинальной величины. Общие допуски линейных и угловых размеров установлены в ГОСТ 30893.1-2002. Однако, если требуется изготовить деталь с высокой точностью, то поле допуска указывается прямо на чертеже. На рис. 1 видно, что предельное отклонение диаметра внутреннего отверстия детали не может превышать номинальное значение более чем на 0,016 мм. Предельное отклонение в меньшую сторону не указано, а это значит, что оно определяется ГОСТ 30893.2-2002 и не может превышать 0,1 мм при самом высоком классе точности f.
Рисунок 1 – Обозначение допуска линейного размера на чертеже
Допуски указывают на чертеже, как правило, для того, чтобы изготовленная деталь хорошо сопрягалась с другими деталями узла или механизма. Например, вал и подшипник должны быть изготовлены с высокой точностью, чтобы избежать биения при вращении и обеспечить плотное соединение поверхностей (рис. 2).
Рисунок 2 – Вал и подшипник как пример сопрягаемых деталей
Еще одна важная причина указания допуска – наличие защитного покрытия. Все изделия из НЕкоррозионностойкой стали защищены противокоррозионным покрытием органического или неорганического происхождения. Толщина защитных покрытий варьируется от нескольких микрон до нескольких миллиметров. При проектировании деталей и механизмов очень важно учитывать толщину защитного покрытия и закладывать соответствующие допуски в чертежах.
Особенно важно учитывать толщину защитного покрытия при изготовлении деталей с резьбовыми поверхностями, поскольку неправильный выбор толщины покрытия или поля допуска заготовки обязательно повлияет на скручиваемость деталей или герметичность резьбового соединения. Важная задача проектировщика – заложить в чертеже поле допуска резьбы, которое соответствует требуемой толщине покрытия.
Информация о полях допусков резьбы изложена в ГОСТ 16093-2004.
Поле допуска включает в себя верхнее и нижнее отклонение среднего диаметра и диаметра выступов от номинального профиля. Номинальный профиль соответствует номинальному диаметру резьбы: например, для резьбы М8 нулевая линия диаметра выступов будет находиться на расстоянии 8,000000 мм от оси резьбы.
В обозначение поля допуска входит цифра (от 3 до 9), которая устанавливает степень точности и буква латинского алфавита (d, e, f, g, h), которая устанавливает само поле допуска. Схемы полей допусков приведены на рис. 3. Как видно, чем дальше буква расположена по алфавиту, тем дальше поле допуска расположено от номинального профиля. Чем больше цифра, обозначающая степень точности, тем шире поле допуска.
Поле допуска h является основным, поскольку вплотную подходит к номинальному профилю резьбы.
Рисунок 3 – Схема расположения полей допусков внешней резьбы
Всегда нужно иметь в виду, что поле допуска зависит в первую очередь, от шага резьбы, а не от диаметра. Мы знаем, что у резьбы одного и того же диаметра может быть, как крупный, так и мелкий шаг.
Рассмотрим конкретный пример, а именно, резьбу М10 с крупным шагом 1,5. Конструктор указал в чертеже размер резьбы М10-6g. Согласно ГОСТ 16093-2004 предельные отклонения внешнего диаметра от номинального диаметра для данного размера резьбы составят от 28 до 140 мкм, для среднего диаметра – от 28 до 164 мкм. Соответственно, для радиусов эти значения будут меньше в 2 раза (рис. 4).
Это означает, что при нанесении защитного покрытия нельзя допустить увеличения радиуса резьбы более чем на 14 мкм.
Теперь посчитаем толщину покрытия. Так как толщина покрытия измеряется перпендикулярно поверхности выступа, а диаметр – перпендикулярно оси вращения резьбы, то по правилу соотношения сторон в прямоугольном треугольнике толщина покрытия будет составлять 1/2 от наименьшего предельного отклонения, то есть 7 мкм.
Рисунок 4 – Схема поля допуска резьбы М10-6g
Для удобства проектирования допустимая толщина покрытия для различных шагов резьбы указана в «ГОСТ 10683-2013 Изделия крепежные. Неэлектролитические цинк-ламельные покрытия» (таблица 1).
Нанесение избыточной толщины покрытия может привести к негативным последствиям: отсутствие скручивания, повреждение защитного покрытия, осыпание покрытия и пр.
Таблица 1 — Теоретические пределы толщины покрытия для метрической резьбы
Допуски и посадки резьбовых крепежных изделий
Резьба болта под посадку с зазором
Крепежные резьбы применяют для разъёмных неподвижных соединений деталей трубопроводов. Допуски и посадки резьбовых соединений следует выбирать исходя из конкретных условий эксплуатации соединяемых трубопроводных узлов.
Дата публикации: 26 марта 2011
Автор: Дроздов М.В., ООО «Инженерный Союз»
Крепежные изделия с резьбовыми соединениями
В наше время резьбовые соединения, особенно как крепежные изделия, используются более чем в половине всех существующих механизмов и машин.
Многочисленность типов резьбовых соединений крепежных изделий вызвана многообразием условий их эксплуатации.
Крепежные резьбы применяют для разъёмных неподвижных соединений деталей трубопроводов. Основное назначение крепежных резьб – обеспечение прочности соединений и плотности (нераскрытия) стыка в процессе применения.
Общими требованиями являются
- полная взаимозаменяемость, т.е. обеспечение безусловной свинчиваемости деталей, образующих резьбовое соединение
- при их независимом изготовлении без подгонки или подбора, и
- надежное выполнение предписанных эксплуатационных функций.
Несмотря на значительные отличия типов резьбы, основные принципы взаимозаменяемости, а также системы допуска и посадки резьб крепежных изделий являются едиными. Поэтому в дальнейшем проблемы взаимозаменяемости резьбовых соединений рассмотрим применительно к крепежным метрическим резьбам.
Система допусков и посадок резьбовых соединений
Системой допусков и посадок деталей машин называют набор допусков и посадок, построенных закономерно на основе опыта, теоретических расчетов и экспериментов и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых , но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин. Оптимальные градации допусков и посадок являются основой стандартизации режущих инструментов и измерительных средств, обеспечивают достижение взаимозаменяемости изделий и их составных частей, обусловливают повышение качества продукции.
Основной принцип построения допусков и посадок на резьбовые соединения крепежных изделий
Резьба должна сопрягаться только по сторонам резьбового профиля (исключение составляют паронепроницаемые резьбы), поэтому основным параметром, определяющим характер посадки резьбовой пары, является средний диаметр . Допуски на наружный и внутренний диаметры устанавливают таким образом, чтобы исключить возможность защемления по вершинам и впадинам резьбы.
Диаметральные погрешности уменьшения наружной резьбы и погрешности увеличения – для диаметров внутренней резьбы не повлияют на свинчиваемость. Однако любая погрешность шага резьбы и угла профиля мешает свинчиванию крепежной детали.
В России стандартизованы:
- посадки с зазором (ГОСТ 16093–81, заменён межгосударственным ГОСТ 16093–2004 «Основные нормы взаимозаменяемости.Резьба метрическая. Допуски. Посадки с зазором»),
- переходные (ГОСТ 24834–81 «Основные нормы взаимозаменяемости. Резьба метрическая. Переходные посадки»)
- с натягом (ГОСТ 4608–81 «Основные нормы взаимозаменяемости. Резьба метрическая. Посадки с натягом»).
Допуски резьбы с зазором
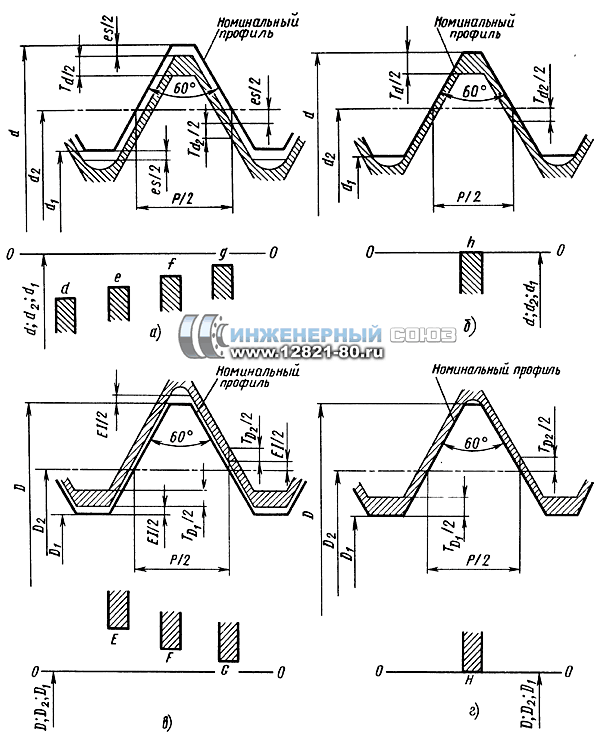
Рис. 1. Поля допусков метрической резьбы крепежа для посадок с зазором.
а, б — наружная резьба; в, г — внутренняя резьба;
d, e, f, g, (а); h (б); E, F, G (в); H (г) – основные отклонения
Наиболее распространена посадка с зазором, где номинальный средний диаметр равен наибольшему среднему диаметру резьбы гайки. Расположение полей допусков метрической резьбы в посадках с зазором показано на рис. 1. Отклонения (ГОСТ 16093-81) отсчитываются от линии номинального профиля резьбы перпендикулярно оси резьбы.
Допуски для диаметров резьбы болтов и гаек определяются в зависимости от принятой степени точности, обозначаемой числами. Принят следующий дискретный ряд значений степени точности для диаметров болта и гайки: d = 4, 6, 8; d2 = 4, 6, 7, 8; D1 = 5, 6, 7; D2 = 4, 5, 6, 7. Допуски диаметров d1 и D не устанавливаются.
Расположение полей допусков диаметров резьбы относительно номинального профиля определяют ряды основных отклонений : верхние отклонения es для наружной резьбы шпилек и нижние отклонения EI для внутренней резьбы гаек.
Значения допусков диаметров зависят от степени точности и шага резьбы (допуск среднего диаметра зависит, кроме этого, ещё и от номинального диаметра резьбы). Стандартом описаны допуски среднего диаметра Тd2, TD2, наружной и внутренней резьб, наружного диаметра Td наружной резьбы и внутреннего диаметра TD1 внутренней резьбы (рис. 1).
Обозначения полей допуска резьбы
Допуски средних диаметров являются суммарными, включающими отклонения собственно среднего диаметра и диаметральные компенсации отклонений шага и половины угла профиля.
Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (диаметра d для болтов и диаметра D1 для гаек).
Обозначение поля допуска диаметра резьбы состоит из значения точности (цифры) и буквы, означающей основное отклонение.
Обозначение поля допуска резьбы включает в себя: 1) обозначение поля допуска среднего диаметра, помещаемого на первом месте, и 2) обозначения поля допуска наружного диаметра для болтов (внутреннего – для гаек).
Примеры обозначения полей допусков:
- резьбы с крупным шагом: болт М10 — 6g, гайка М10 — 6Н;
- резьбы с мелким шагом: болт М10 X 1 — 6g; гайка М10 X 1 — 6Н.
Посадки крепежных изделий обозначают дробью, в числителе которой указывают обозначение поля допуска гайки, а в знаменателе — обозначение поля допуска болта, к примеру: М10 — 6H/6g и М10 X 1 — 6H/6g.
В зависимости от требований, предъявляемых к точности резьбового соединения, поля допусков резьбы болтов и гаек установлены в трех условных классах точности (знаком * отмечены поля допусков предпочтительного применения):
| Крепежная деталь | Точный | Средний | Грубый |
| Болт или шпилька | 4h | 6h; 6g; 6e; 6d | 8h; 8g; |
| Гайка | 4H; 5H | 5H6H; 6H; 6G | 7H; 7G |
Допуски и посадки крепежной резьбы с натягом
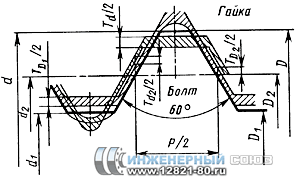
Рис. 2. Поля допусков диаметров
крепёжной резьбы с натягом
Согласно ГОСТ 16093—81 допускаются любые сочетания полей допусков резьбы болтов и гаек, но сочетание полей допусков разных классов точности на средний и наружный (или внутренний для гаек) диаметры резьбы должно быть обосновано.
В соединениях шпилек с корпусами, а также при наличии специальных требований к резьбовым соединениям применяют переходные посадки, а также посадки с натягом. Неподвижность и прочность соединения обеспечиваются при посадках с натягом за счет натяга по среднему диаметру , при переходных посадках — за счет применения дополнительных элементов заклинивания:
- конического сбега,
- плоского бурта
- цилиндрической цапфы.
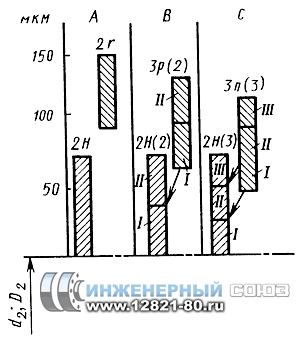
Рис. 3. Расположение полей допусков
среднего диаметра резьбы с натягом
М14 X 1,5.
Схема расположения полей допусков для посадок с натягом показана на рис. 2. По наружному и внутреннему диаметрам предусмотрены зазоры, компенсирующие пластическое течение материала к вершинам резьбы. Для образования полей допусков в посадках с натягом установлены основные отклонения диаметров резьбы в зависимости от степени точности.
При малых натягах не исключается вывинчивание шпилек в эксплуатации, а при чрезмерно больших натягах возможно скручивание шпилек и разрушение резьбы в корпусах при монтаже, поэтому на средние диаметры резьб деталей стандартом установлены более высокие степени точности: 3-я и 2-я — для шпилек, 2-я — для гнезд.
Для обеспечения более однородных натягов в партии соединений резьбовые детали сортируют на группы.
На рис. 3, к примеру, представлены схемы расположения полей допусков среднего диаметра резьбы М14 X 1,5 с натягом при сборке без сортировки на группы (случай А), а также с сортировкой на две (В) и три (С) группы. Номера сортировочных групп обозначены цифрами I, II, III.
Посадки с натягом предусмотрены только в системе отверстия, что обеспечивает технологические преимущества. Рекомендуемые поля допусков и посадки приведены в табл. 1.1 (ГОСТ 4608—81).
Заключение
Таким образом, наиболее употребимой для крепежной резьбы фланцевых соединений является посадка с зазором: она предотвращает защемление резьбы по вершинам и впадинам витков. Для ответственных условий применяются резьбы с переходными посадками и посадками с натягом, которые обеспечивают неподвижность и прочность соединения.
Список литературы
- Иосилевич Г. Б., Строганов Г. Б., Шарловский Ю. В. Затяжка и стопорение резьбовых соединений.. – М. : Машиностроение, 1985. – 224 c.
- Гоулд Д., Микич М. Площади контакта и распределение давлений в болтовых соединениях // Конструирование и технология машиностроения. 1972. №3. – С. 99.
- Ретшер Ф. Детали машин : в 2-х томах.. – М. : Госмашметиздат. 1933-1934г..
Получив доступ к данной странице, Вы автоматически принимаете Пользовательское соглашение.
Продукция
- Фланцы
- Фланцы воротниковые
- Фланцы плоские
- Фланцы сосудов и аппаратов
- Заглушки фланцевые
- Крепеж
- Болты
- Гайки
- Шпильки
- Шайбы
- Переходы
- Тройники
- Заготовки
- Уплотнения
- Прокладки стальные
- Обтюраторы
Изготовим фланцы литые, заготовки из стали 09Г2С, сталь 20, Ст 08Х18Н10Т, 15Х5М
Основные отклонения и поля допусков резьбы




![]()
![]()
Для образования посадок с зазором резьбовых соединений ГОСТ 16093-81 предусматривает для наружной резьбы пять основных отклонений, которые условно обозначаются строчными буквами латинского алфавита d, е, f, g, h, для внутренней резьбы четыре основных отклонений, которые условно обозначаются прописными буквами латинского алфавита Е, F, G, Н.
Основные отклонения отсчитывают от номинального профиля резьбы «в тело» в направлении, перпендикулярном оси резьбы. Это значит, что основным отклонением для наружной резьбы является верхнее отклонение es, для внутренней резьбы — нижнее отклонение EI. Установленная величина основного отклонения соблюдается единой по всему периметру профиля, распространяясь и на диаметры d, и D (рис. 1.53).
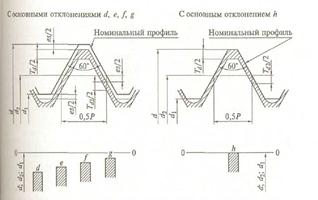 Рис. 1.53 Расположение полей допусков и основных для наружной резьбы Рис. 1.53 Расположение полей допусков и основных для наружной резьбы | 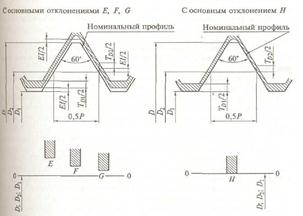 отклонений в посадках с зазором для внутренней резьбы отклонений в посадках с зазором для внутренней резьбы |
Допуск и основное отклонение образуют поле допуска диаметра резьбы, поэтому его условное обозначение состоит из цифры — принятой степени точности и буквы — условного обозначения основного отклонения, например 6е, 5H, что отличает поля допусков диаметров резьбы от полей допусков размеров гладких соединений.
Для резьбовых деталей с разной точностью по диаметрам в обозначении резьбы сначала указывают поле допуска для среднего диаметра d2 (D2), затем для наружной резьбы (болта) — поле допуска наружного диаметра d и для внутренней резьбы (гайки) — поле допуска внутреннего диаметра D1 например 5g6g, 4H5H,
Табл. 1.6. Рекомендуемые поля допусков наружной и внутренней резьбы:
| Класс точности | Длина свинчивания | Поле допуска | |
| наружной резьбы | внутренней резьбы | ||
| Точный | S | (3h4h) | 4H |
| N | 4g, 4h | 4H5H | |
| L | (5h4h) | 6H | |
| Средний | S | 5g6g, 5h6h | (5G), 5H |
| N | 6d, 6l, 6f, 6g, 6h | 6G, 6H | |
| L | (7l6l), 7g6g (7h6h) | (7G), 7H | |
| Грубый | N | 8g, (8h) | 7G, 7H |
| L | (9g8g) | (8G), 8H |
Поля допусков наружной и внутренней резьбы, указанные в табл. 1.6., являются ограничительными для всей совокупности полей допусков, которые могут быть получены различным сочетанием степеней точности и основных отклонений. Поля допусков, не указанные в табл. 1.6, являются специальными, и их применение допускается в технически и экономически обоснованных случаях
Поля допусков точного класса рекомендуется применять для ответственных резьб, где требуются малые колебания зазоров в посадках; поля допусков среднего класса — в резьбах общего назначения и грубого класса при получении резьб на горячекатаных заготовках, в длинных глухих отверстиях и т.д.
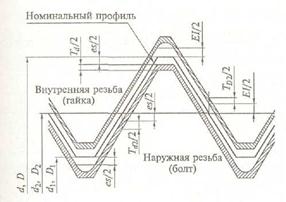 Рис. 1.54 Расположение полей допусков резьбового соединения в посадках с зазором Рис. 1.54 Расположение полей допусков резьбового соединения в посадках с зазором |
Поля допусков резьбовых деталей с основными отклонениями Н, h образуют посадку с наименьшим зазором, равным нулю. Полядопусков резьбовых деталей с основным отклонением Н для внутренней резьбы и с основными отклонениями g,f, e, d для наружной резьбы, а также G, E, F cосновными отклонениями h,g,f,e, d образуют посадки с гарантированным зазором.
Схемы расположения полей допусков диаметров наружнойвнутренней резьбы, а также резьбового соединения в посадках с зазором представлены на рис. 1.53 — 1.54.