
Нарезка внутренней резьбы на токарном станке
Процесс нарезания резьбы на токарном станке
Один из широко известных и универсальных способов металлообработки — нарезание резьбы на токарном станке. Этот технологический процесс выполняется с помощью специальных токарных инструментов:
- резцов;
- плашек;
- метчиков;
- резьбонарезных головок.
Качество резьбы влияет на надежность соединения различных элементов. Нарезание резьбы — работа, требующая точности, квалификации и опыта.
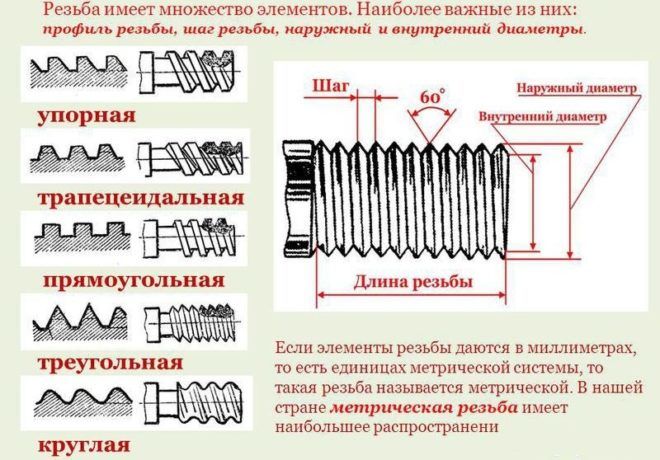
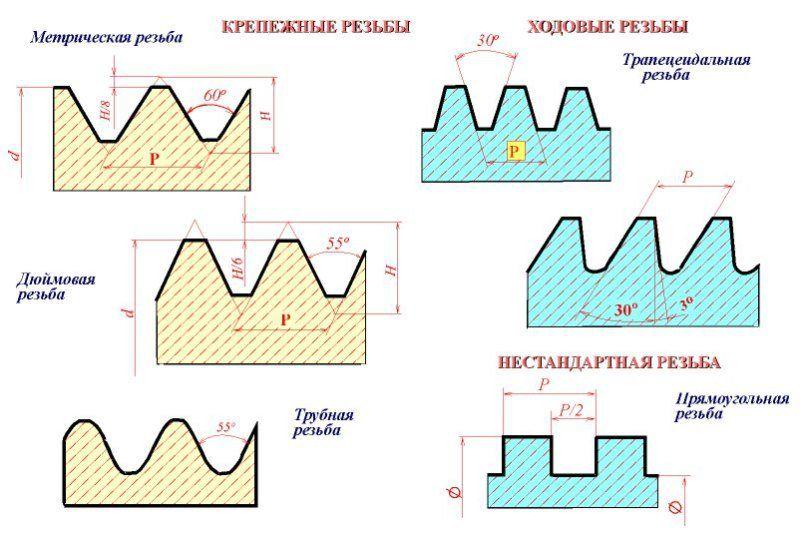
Профили резьбы
Формы заготовок, в зависимости от вида поверхности, бывают цилиндрическими и коническими. Резьбы бывают наружные (на поверхности) и внутренние (в отверстии болванки). Вид резьбового соединения зависит от профиля резьбы.
Существуют пять видов профиля:
- треугольный;
- прямоугольный;
- трапецеидальный;
- упорный;
- круглый.
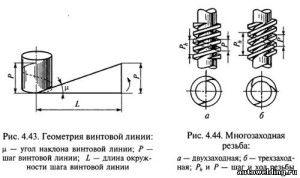
Резьба может быть однозаходной и многозаходной:
- однозаходная — формируется единой резьбовой нитью;
- многозаходная — создается двумя или более нитками, размещенными на одинаковом расстоянии одна от другой.
Основные показатели обоих типов резьбы – шаг и ход. Резьбовой шаг — дистанция меж ближайшими витками и меряется по осевой линии обрабатываемой заготовки. Ходом одной резьбовой нитки называется промежуток посреди двух пиков одного витка на рабочей поверхности изделия. Ход равен произведению резьбового шага на число заходов.
Типы и свойства резцов
Токарный резец по металлу состоит из державки и рабочей головки. Качество обработки деталей напрямую зависит от этих элементов. Державка имеет прямоугольное или квадратное сечение. С ее помощью резец фиксируется на токарном станке.
Рабочей головкой обрабатывают детали. Она составлена из различных режущих плоскостей и кромок. Угол затачивания головки обусловлена материалом, из которого изготовлена деталь.
Наружную и внутреннюю резьбу нарезают резьбонарезными резцами разных типов.
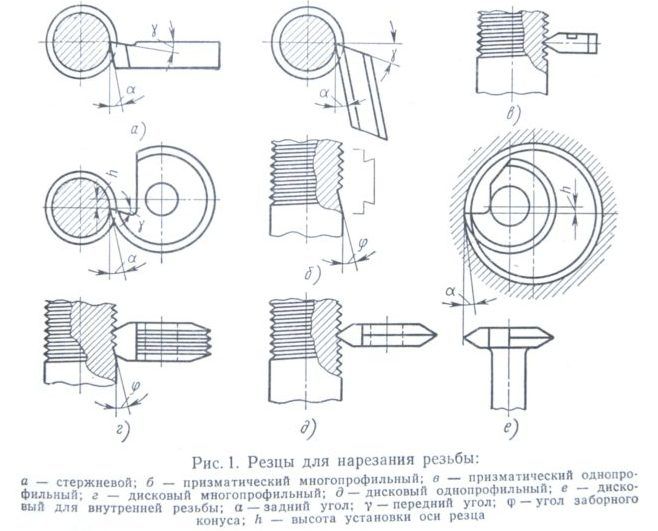
Самые используемые из них:
- стержневые;
- призматические;
- круглые.
Стержневые резцы состоят из стержня с рабочей головкой. Эти типы бывают разных профилей. Самые износостойкие — резцы, к которым припаяны твердосплавные рабочие грани. Они не нуждаются в частом точении, так как долго остаются острыми.
Призматические резцы применяют для обработки только внешней стороны болванки. Их преимущество перед стержневыми – способность обрабатывать большие поверхности. Но их следует чаще подвергать перетачиванию.
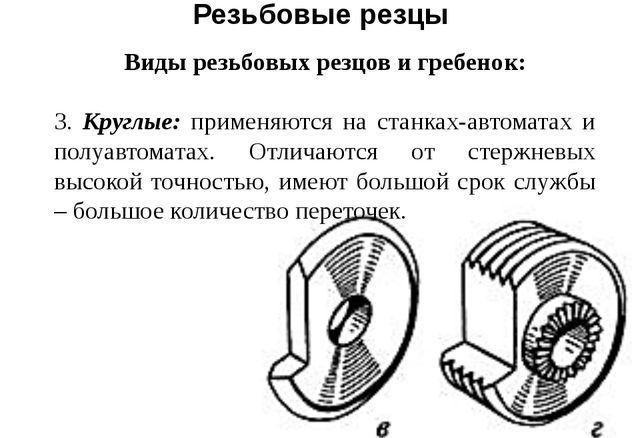
Круглые резцы используют в процессе нарезания резьбы внутренней и наружной. Эти инструменты очень удобны в работе, область использования их достаточно широка. Круглые резцы допускают многоразовое перетачивание.
По конструктивным отличиям металлорежущие инструменты делятся на несколько типов:
- прямые;
- изогнутые;
- отогнутые;
- оттянутые.
Вершина любого резьбового инструмента — скругленная головка или фаска. Профиль резьбы формируется резцом должной конфигурации. Режущими инструментами гнутой формы нарезают резьбовую нить на поверхности болванки.
Прямые резцы здесь используются редко. Резьбу внутри детали совершают изогнутыми резцами, иногда прямыми, закрепленными в специальном держателе.
Резцы разделяются по категориям:
- изготовленные из быстрорежущей легированной стали;
- с напаянными на рабочий элемент твердосплавными пластинами;
- режущие приспособления со сменными многогранными пластинами, закрепленными на головке.
По направлению следования винтовой нарезки, инструменты дифференцируют на правые и левые. При работе первыми подача идет слева направо, вторыми — подача идет влево. Правые используют чаще.
Техника нарезки на металлической детали
Винтовая поверхность, образованная резцом, называется резьбой. Она обеспечивает важные задачи — с ее помощью элементы деталей могут перемещаться относительно друг друга, сочленяются или значительно уплотняются соединения в различных механических приспособлениях.
Чтобы понять, как нарезать резьбу на токарном станке, нужно проследить за процессом нарезки — он достаточно прост и понятен. Резец закрепляют в суппорте токарного станка. Он равномерно перемещается вдоль оси вращающейся детали. Заостренная вершина инструмента прорезает на поверхности детали винтовую линию.
Чтобы правильно установить и направить режущий инструмент, используют специальный шаблон, который размещают над болванкой. Резец располагают вдоль осевой линии станка. По образующемуся просвету определяют, насколько точно проводится нарезка резьбы.
Нарезание имеет свои характерные особенности:
- процесс формирования резьбы имеет некоторые особенности;
- материал, из которого изготовлена деталь, задает передний угол резца;
- величина угла зависит от вязкости, твердости и хрупкости металла;
- плоскости резца на задних боковых углах не должны тереться о нарезанные канавки;
- внутренняя резьба нарезается в уже расточенных или просверленных отверстиях.
Под каждый обрабатываемый материал предназначены определенные металлорежущие инструменты. Для болванок из стали используют резцы, пластины которых сделаны из твердых сплавов Т15К6, Т14К8, Т15К6, Т30К4. Для чугунных заготовок используют режущие инструменты с твердосплавными пластинами ВК4, В2К, ВК6М, ВК3М.
Режущий инструмент – плашка
Плашка – режущий токарный инструмент, изготовленный в форме гайки. Просверленные в ней отверстия делают для отвода стружки. Инструмент состоит из режущих элементов, расположенных на каждой его стороне и образующих заборный конус. Плашкой на токарном станке формируется резьба на болтах, шпильках, винтах и других металлоизделиях.
Наиболее используемые виды плашек:
- метрические;
- левые;
- трубные.
Нарезание резьбы плашкой следует предварить обработкой нужного участка детали. При этом наружное сечение резьбы должны быть больше обработанного участка детали. Сложность нарезки резьбы плашкой — в отсутствие у нее специального захода, что мешает ровно прорезать начальные витки.
Облегчить задачу можно, сделав на торце небольшую фаску так, чтобы ее высота совпала с высотой профиля резьбы. Размер плашки должен совпадать с диаметром детали.
Затем плашку нужного размера фиксируют в плашкодержателе, закрепленный в задней бабке токарного станка. Скорость нарезки резьбы зависит от материала для заготовки: изделия из латуни обрабатываются около 15 м/мин., чугунные – 3 м/мин., стальные болванки — 4 м/мин.
При такой скорости обработки плашка меньше изнашивается. В процессе нарезки каждый оборот плашки нужно сменять ее поворотом назад на треть окружности, чтобы очистить отверстия от стружки.
Как провести нарезку резьбы на токарном станке?
При массовом производстве метизов используется накатка нити на автоматах. Изготовление единичных деталей выполняют нарезкой резьбы на токарных станках. Шаг выдерживается специально установленным ходовым винтом. Настройка выполняется по таблицам. Резьбы диаметров до 40 мм выполняются метчиками и плашками, независимо от типа рельефа выступа. На больших деталях, весом от 500 кг, с диаметром, превышающим длину детали, нарезка может производиться на токарно-карусельных станках, имеющих в своей конструкции гитару.
 Нарезка резьбы на токарном станке
Нарезка резьбы на токарном станке
Методы получения резьб
Резьбы на токарном танке нарезают разными способами в зависимости от типа соединения и размера детали:
- накаткой роликом;
- с применением плашек и метчиков;
- резцами.
При накатывании профильный твердый ролик выдавливает в теле метиза канавку, приподнимая металл выступа. Способ отличается высокой производительностью. Сама нить прочная за счет образующегося на поверхности наклепа. Таким способом можно изготавливать метизы из низкоуглеродистых пластичных сталей на автоматических линиях. Для накатки при изготовлении малых партий деталей, профильный ролик может устанавливаться на токарный станок. Диаметр ограничен 24–30 мм.
Нарезание резьбы на токарных станках осуществляется специальным инструментом: метчиками и плашками. Метод высокопроизводительный. Не зависимо от типа резьбы и количества заходов, она изготавливается за один проход. Повышение прочности и точности достигается использованием на диаметрах более 14 мм пары инструментов: чернового и чистового.
Резцом выполняются резьбы любого профиля. Диаметр и вес детали ограничивается техническими характеристиками станка.
Для точения конических резьб на конусе резьбового соединения применяется специальный инструмент и резец. Станок должен иметь все узлы, необходимые для настройки нарезки конических резьб. По таблицам, расположенным на передней бабке или верхней панели коробки передач, выставляется шаг резьбы. Деталь стачивается на конус по наружному размеру резьбы. Угол заточки 120⁰. Глубина резания регулируется салазками. После касания резца выставляется по лимбу.
Коническая резьба измеряется и обозначается в дюймах. Шаг определяется количеством нитей в 1⁰ параллельно оси трубы. Работать необходимо по таблицам. Проверять резьбы шаблонами и калибрами. Прямое измерение дает большие погрешности.
В отдельных конически соединениях применяется нарезка метрической резьбы по конусу. Ход резца параллельно обрабатываемой поверхности выставляется поворотом салазок.
Классификация резьб
Деление резьб по типу поверхности:
- конические;
- цилиндрические.
По направлению витка:
- левая;
- правая.
Без указания направленности, нарезается нить с левым направлением. Она считается стандартной. Инструмент применяется одинаковый. Изменяется на обратное вращение, и режущая кромка переворачивается на 180⁰ — суппорт подводится с противоположной стороны.
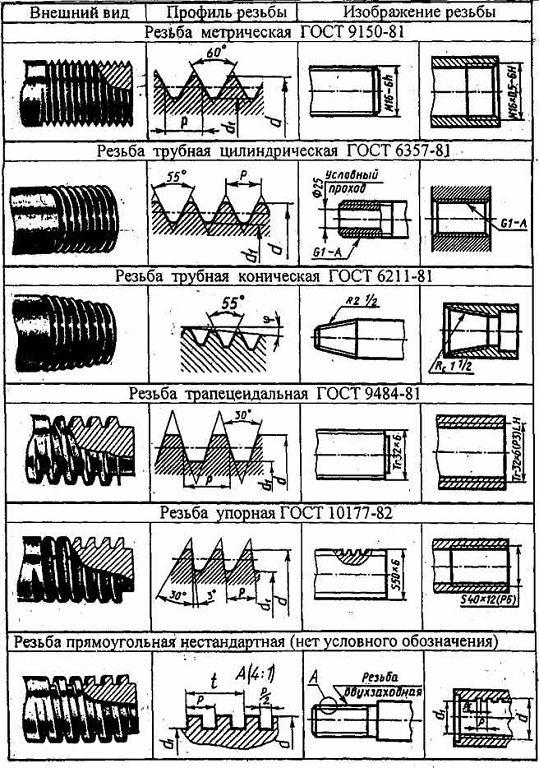
Профиль зуба в разрезе имеет разные формы. Используемые виды резьб, изготавливаемых на токарных станках:
- метрические;
- метрические-конические;
- трубные цилиндрические;
- трубные конические;
- дюймовые;
- трапецеидальные;
- упорные;
- круглые.
Для использования метчиков и плашек, деталь крепится в патроне. Резьбовой режущий инструмент поджимается центром задней бабки. При нарезке резцом, длинная деталь поджимается задней бабкой, короткая грибом. Инструмент устанавливается на суппорте и выставляется в оси детали.
 Плашки и метчики для нарезки
Плашки и метчики для нарезки
Инструмент для нарезания резьб
Производительность работы увеличивается за счет применения резьбонарезных головок. Они имеют 4 сегмента с резцами. Нарезав до конца, устройство раскрывается, освобождая деталь. Инструмент не надо скручивать. Резьба нарезается быстро, как метчиком. Могут обрабатываться диаметры до 100 мм.
Резьбонарезные головки имеют сложную конструкцию и применяются при массовом производстве деталей.
Заточка резца производится по плоскому шаблону, независимо от типа резьбы. Угол должен точно соответствовать впадине, повторяя ее контуры. После нарезки вершины ниток следует зачистить и слегка притупить. В трапецеидальных профилях углы вершин и впадин закругляются до R 0,3–0,5 мм. В противном случае резьба будет плохо закручиваться и упираться вершинами. С зачищенными верхушками при закручивании резьбы скользят по боковой поверхности, создавая прочное соединение. Величина максимальной нагрузки и герметичность соединения увеличивается.
Наибольшую производительность при обработке отверстий дает метчик для нарезки внутренних резьб. Выставленные в оси детали, он прорезает все витки, не зависимо от количества заходов.
Техника нарезания резьбы
Нарезать резьбу на токарном станке можно разными способами. Деталь проходит предварительную обработку и подготовку. Под накатку наружный диаметр делается меньше. Металл не срезается, а вжимается роликом. Лишний материал поднимается, образуя гребни. Размер проточки указан в специальных технологических таблицах.
Нарезка метчиками и плашками требует незначительного занижения размера, на 2–5% высоты резьбы. Под резец диаметр делается с плюсовым припуском. В процессе работы все лишнее срезается.
Деталь крепится в патроне. Длинная поджимается задней бабкой. Резец подводится до касания. Затем выставляется глубина реза. В конце нарезки резец резко отводится назад.
При использовании метчика, он поджимается задней бабкой. Плашка и резьбонарезная головка могут крепиться в патроне. Метиз подводится к ним вторым патроном или суппортом.
Способ нарезки винтовой нити на токарном станке определяется количеством и размером детали, наличием соответствующего инструмента.
Как нарезать резьбу на токарном станке резцом: видео, количество оборотов, размерность
Нарезание резьбы на токарном станке это одна из самых распространенных операций, ежедневно выполняемых на тысячах токарных станков. В качестве рабочего инструмента используются резцы, головки резьбонарезные, плашки и метчики. Выполнение резьбы с использованием резца требует особой сноровки и знаний.
Виды резцов
Конструкция токарного станка позволяет нарезать внутреннюю и наружную резьбу. Для этого создано множество разновидностей резцов, относящихся к трем большим группам:
- призматические;
- круглые;
- стержневые.
Стержневые — самый простой тип инструмента для нарезки. Это стержень (любой формы сечения) с рабочей головкой. Профиль определяется формой головки. Одна из разновидностей стержневых резцов — с припаянными твердосплавными рабочими гранями. Они более устойчивы к стиранию и не требуют частых заточек. Круглые и призматические относятся к фасонной категории.
Призматические режут только внешнюю сторону. По сравнению со стержневыми способны работать с большими поверхностями. Резец удерживается в держателе «ласточкиным хвостом». Способны к большему количеству переточек, чем стержневые.
Круглые выполняют наружную и внутреннюю резьбу. Они удобнее режут и имеют больший спектр применения, нежели призматические. Их можно перетачивать большее количество раз. В держателе устанавливаются относительно торца и отверстия.
Техника нарезания резьбы
Резец равномерно передвигается вдоль заготовки и своей вершиной прорубает линию в форме винта. Наклон линии к оси, перпендикулярной движению резака, называется углом увеличения винтовой линии. Зависит этот показатель от:
- скорости вращения детали в станке;
- особенностей подачи резака.
Во время заглубления резака в болванку она покрывается винтовой канавкой. Резьба обеспечивает надежное крепление, уплотнение либо передвижение элементов в запланированном направлении.
В зависимости от конфигурации болванки дается название крепления: цилиндрическое либо коническое. Профиль, который является одновременно поперечником проекции на плоскость резьбы, подбирают с учетом назначения. Наиболее применимы следующие профили:
- прямоугольный;
- трапециевидный;
- остроугольный.
Их нарезают однозаходными или многозаходными. Вторые создаются несколькими канавками, расположенными на одинаковых промежутках друг от друга, первые — единой канавкой.
Свойства резьбы определяются такими понятиями, как шаг и ход — расстояние между одинаковыми элементами витка. Он равняется произведению количества заходов на шаг.
Правила нарезки

- Чистота резьбы определяется постановкой и направлением движения инструмента. Чтобы использовать инструмент правильно существует шаблон. Он размещается параллельно серединам станка на заготовке. Проекции инструмента и шаблона накладывают друг на друга и исследуют просвет. Резак размещают исключительно по центральной линии станка.
- Внутренняя резьба нарезается изогнутыми инструментами (при небольшом поперечнике отверстия). Можно использовать ровный инструмент, вставив его в оправку. Наружная — чаще гнутыми, в редких случаях ровными. Выбор резца зависит от типа металла и параметров резьбы.
- Правила размещения рабочей грани инструмента зависят от планируемого профиля. Треугольный выполняют при вершине 60 или 55 град. (для метрической или дюймовой). Так как иногда во время движения суппорта возможны погрешности, используют инструмент с вершиной 59 градусов 30 минут.
- Передний угол инструмента выбирается в соответствии с материалом детали в пределах 0 — 25 град. Чем тверже и хрупче материал, тем меньше угол. Так, для болванок из стали берут инструмент с углом 0 градусов, высоколегированные стали можно нарезать углом до 10 градусов.
- Впадина выполняется гладкой, скругленной или с риской, под форму подбирают верхушку резака.
Инструкция по нарезанию резьбы в видеоролике:
Нарезание внутренней резьбы на токарном станке
Внутренняя резьба нарезается метчиками, резцами, гребенками. Для нарезания внутренней метрической резьбы диаметром до 50 мм и дюймовой до 2 градусов применяются метчики.
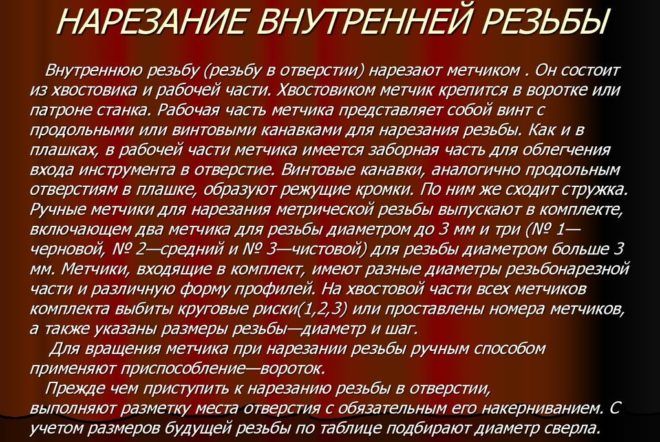
Нарезание резьбы метчиками. Метчик представляет собой стальной закаленный стержень с нарезанной резьбой заданного профиля. Вдоль стержня профрезерованы канавки, образующие при пересечении с нитками резьбы режущие кромки. Метчик состоит из рабочей части и хвостовой части. Хвостовая часть заканчивается квадратом, служащим для закрепления метчика в патроне или воротке.
Рабочая часть подразделяется на конусную заборную часть и цилиндрическую калибровочную. Основной рабочей частью является заборная. Зубья на заборной части срезаны на конус, и при ввинчивании метчика они последовательно входят в работу и снимают стружку. Вся работа резания по образованию впадины зуба распределяется между несколькими режущими зубьями, расположенными на заборной части. Калибрующая часть служит для зачистки нарезаемой резьбы и для подачи метчика вперед.
Каждый зуб метчика работает как резец и имеет соответствующие углы резания, величина которых выбирается в зависимости от обрабатываемого материала. Передний угол, измеряемый в плоскости, перпендикулярной оси метчика, составляет 10° при обработке стали средней твердости и 5° при обработке чугуна. Задний угол а, измеренный в той же плоскости, выбирается в пределах 6—12 при обработке стали и чугуна.
Канавки на метчике служат для образования режущих кромок и для отвода стружки.
Токарные работы — это процесс резания в результате которого происходит не только срезание стружки, но и выдавливание металла вследствие пластической деформации, что приводит к уменьшению внутреннего диаметра резьбы. Поэтому и характерны диаметры отверстий под нарезание резьбы должны выбираться с учетом этого обстоятельства.
Имеется несколько типов метчиков, а именно: ручные, машинные, гаечные, плашечные, маточные, калибровочные, раздвижные, специальные. Наибольшее распространение получили первые три типа.
Ручные метчики предназначены для нарезания метрической или дюймовой резьбы вручную или на токарных станках. Нарезание производится либо одним метчиком, либо комплектом из двух и трех метчиков в зависимости от размера нарезаемой резьбы. Мелкие метрические резьбы нарезаются одним или двумя метчиками в зависимости от диаметра резьбы. Номер метчика устанавливается по количеству рисок на хвостовой части.
Машинные метчики применяются при нарезании резьбы на сверлильных и расточных станках. Они отличаются углом заборного конуса и формой хвостовой части, имеющей конусную выточку, предназначенную для закрепления в специальном патроне. Машинные метчики выпускаются одинарными и по два в комплекте. Они выполняются обычно трех мерными и со шлифованной резьбой.
Гаечные метчики применяются для нарезания коротких сквозных резьб. Они бывают с коротким, длинным и изогнутым хвостовиком, имеют удлиненную заборную часть и нарезают резьбу за один проход. Конические резьбы нарезаются при помощи специальных метчиков.
Нарезание резьбы метчиками на токарном станке производится в следующем порядке. Деталь устанавливается в патрон токарного станка, в ней просверливается отверстие требуемого под данную резьбу диаметра, затем устанавливается необходимое число оборотов шпинделя. Метчик с надетым на хвостовик воротком опирается центровым отверстием на центр задней бабки; поддерживаемый рукой и центром метчик движением пиноли вводится в нарезаемое отверстие. Вороток при этом опирается на верхние салазки суппорта. После начала самозатягивания метчика необходимо следить, чтобы центр не вышел из центрового отверстия. Такой метод требует усиленного внимания со стороны исполнителя.
Для крепления метчика можно использовать специальный патрон. Патрон состоит из оправки со шпонкой и коническим хвостовиком, который вставляется в пиноль задней бабки. По оправке скользит втулка, имеющая паз для прохода шпонки. На конце втулки закреплен держатель с квадратным отверстием для установки метчика. Метчик закрепляется в держателе двумя винтами. При нарезании резьбы метчик вводится в нарезаемое отверстие нажатием пиноли до тех пор, пока он не начнет ввинчиваться. Данное приспособление может быть отрегулировано на определенную длину нарезания. Когда будет достигнута нужная длина шпонка выйдет из паза во втулке, метчик начнет вращаться вместе с деталью и нарезание резьбы прекратится.
Нарезание резьбы резцами. Внутренняя резьба нарезается так же, как и наружная: резцы устанавливаются точно по оси центров, ось профиля резца перпендикулярна оси детали; установка резца и проверка его профиля производится по шаблону, установка на глубину резания — по лимбу; учитывается угол подъема винтовой линии, установка на длину нарезки производится по отметке на стержне резца. При нарезании резьбы в глухих отверстиях должна быть предусмотрена выточка для выхода резца. Для обеспечения нормального входа-выхода резца на кромках отверстия должны быть выполнены фаски.
При нарезании резьбы изменяется ее внутренний диаметр вследствие пластической деформации.
Нарезание резьбы на токарном станке разными рабочими инструментами
При помощи различных инструментов осуществляется нарезание резьбы на токарном станке. Для выполнения данной операции используются плашки и метчики, резцы, специальные головки.
1 Нарезание резьбы на токарном станке – важная информация
При передвижении с подачей (постоянной) вдоль детали, обрабатываемой на токарном агрегате, вершина резца на заготовке прочерчивает винтовую линию. Наклон последней к плоскости, ориентированной перпендикулярно к оси перемещения указанной детали, в среде специалистов именуется углом увеличения винтовой линии. Описанный нами наклон зависит от двух факторов:
- от того, каким образом подается инструмент для резки;
- от частоты, с которой вращается токарный шпиндель.
Под шагом линии, интересующей нас, понимают дистанцию между соседними линиями. Шаг замеряется по оси предназначенного для обработки изделия.

Когда режущий инструмент углубляется в деталь, вдоль винтовой линии формируется винтовая поверхность, которую как раз и называют резьбой. Ее задача – обеспечивать запланированные передвижения, уплотнения либо сочленения элементов различных механических приспособлений.
Все существующие резьбы относят к коническим либо цилиндрическим. Первые из озвученных формируются на конических поверхностях, вторые, как вы сами понимаете, – на цилиндрических. Назначение конкретного резьбового соединения находится в зависимости от профиля резьбы. Под ним подразумевают диаметр резьбового контура в плоскости. Чаще всего встречаются резьбы трех вариантов профилей:
- трапецеидального;
- с прямым углом;
- с острым углом.

Они выполняются много- или однозаходными. Первые формируются двумя нитками (иногда и большим их числом), которые размещаются на равном удалении одна от другой (эквидистантно) на заготовке, вторые – сплошной одной резьбовой нитью. Точное количество ниток в резьбах с несколькими заходами вычисляют в месте начала резьбовой поверхности. Важно знать, что характер данных резьб обуславливается двумя показателями – шагом и ходом. Под ходом понимают дистанцию между пунктами (одноименными) одного витка (естественно, речь идет об одной резьбовой нитке). Данный показатель равняется количеству заходов, умноженному на резьбовый шаг.
2 Нарезание внутренней и наружной резьбы резцом
Именно резьбонарезной резец (ГОСТ 18876–73) из быстрорежущей стали чаще всего используется для выполнения резьбы. Такие резцы, геометрия коих аналогична геометрии фасонных приспособлений для резки, делят на три вида:
- призматические;
- стержневые;
- круглые.
Резьба внутреннего типа выполняется смонтированными в оправку прямыми резцами или же изогнутыми их разновидностями, наружная – отогнутыми либо прямыми. При этом кромки инструмента обязаны быть аналогичными профилю резьбы.

Важные особенности использования рассматриваемых приспособлений:
- Передний угол резцов зависит от обрабатываемого материала. Он варьируется в пределах от 0 до 25°. Для заготовок из сталей передний угол равняется 0°, из высоколегированных сталей, характеризуемых повышенным противодействием высоким температурам, – от 5 до 10°. В целом для цветных и вязких материалов этот угол имеет большие показатели, для хрупких и твердых – малые.
- Вершина режущего инструмента зависит от конфигурации впадины резьбы, которую выполняют. Она бывает с фаской или скругленной.
- Величина задних боковых углов резцов подбирается так, чтобы в процессе выполнения работ на станке боковые части инструмента не терлись о винтовую резьбовую поверхность. Чаще всего указанные углы с левой и правой стороны выбирают одинаковыми. Их величина равняется 6–8°, если угол подъема резьбы составляет более 4°, либо 3–5° в случаях, когда угол менее 4°.
- В отверстиях резьбы нарезают после их расточки либо сразу после операции сверления.

Стоит добавить, что стальные изделия обрабатываются на токарных станках инструментом с твердосплавными пластинами Т15К6, Т14К8, Т30К4 и Т15К6. А вот для деталей из чугуна чаще всего используют пластины из сплавов ВК4, ВК6М, В2К и ВКЗМ.
3 Нарезание резьбы метчиками и плашками
С помощью метчиков обычно выполняют метрические внутренние резьбы. Если на токарном агрегате используются машинные метчики, любая резьба нарезается за один проход инструмента. Токарная обработка вязких и твердых заготовок осуществляют с применением набора метчиков.
В наборах из трех инструментов один метчик является чистовым (он выполняет 10 % от всего объема работ), второй – получистовым (30 %), третий – черновым (60 %). Если инструментов в комплекте всего два, на один (черновой) приходится 75 % выполняемых работ, на второй – 25 %. Отличить черновой метчик от чистового и получистового можно по заборной части. У чернового инструмента она самая длинная.
Скоростные режимы нарезания резьбы с применением метчиков следующие:
- от 6 до 22 метров в минуту для деталей из бронзы, чугуна и алюминия;
- от 5 до 12 метров в минуту для деталей из стали.
При использовании метчиков обязательно осуществлять их охлаждение маслом либо специальной эмульсией.

Плашки предназначены для выполнения на болтах, винтах, шпильках наружной резьбы. Перед операцией производят предварительную обработку той зоны заготовки, на которой будет нарезаться резьба. Сечение (наружное) резьбы при этом больше обработанного участка на такие величины:
- 0,14 – 0,28 мм (резьбы диаметром от 20 до 30 мм);
- 0,12–0,24 мм (от 11 до 18 мм);
- 0,1–0,2 мм (от 6 до 10 мм).
В задней бабке (в пиноли) токарного станка имеется плашкодержатель, представляющий собой специальный патрон. В него осуществляется монтаж рассматриваемого нами инструмента.

Скорость выполнения операции резки с применением плашек такова:
- 10–15 м/мин (изделия из латуни);
- 2–3 м/мин (изделия из чугуна);
- 3–4 м/мин (изделия из стали).
На торце заготовки перед началом процедуры обязательно снимают фаску. Это позволяет создать необходимый для обработки – качественной и эффективной – заход резьбы. Фаска имеет такую же высоту, как и профиль резьбы.
4 Использование резьбонарезных головок
Нарезание резьбы на токарных станках посредством винторезных головок реализувается намного реже, чем аналогичная процедура с помощью рассмотренных выше приспособлений. Головка крепится в пиноли хвостовиком, она может располагать круглыми, тангенциальными, призматическими либо радиальными гребенками, которые по окончании процесса обработки расходятся в автоматическом режиме, и не контактируют с нарезанной резьбой при обратном ходе.
Внутренняя резьба, как правило, производится с использованием гребенок призматического типа. Их кромки располагают заходным конусом и размещаются на одном сечении. Геометрическая величина головки устанавливает количество гребенок в одном наборе.

Наружные резьбы производятся остальными видами гребенок. Причем в большинстве случаев эксплуатируются несложные по конструкции круглые приспособления. Они описываются отличной стойкостью и способностью делать множество переточек. Каких-либо существенных различий в принципе функционирования и устройстве резьбонарезных головок нет.

При работе с червяками и винтами большой длины эксплуатируются резцовые головки, монтируемые на суппорт токарного оборудования, что ощутимо увеличивает показатель производительности станка. Озвученные инструменты, подходящие для нарезания всех типов резьб, снабжаются чашечными и обычными резцами.

