Накатка резьбы на резьбонакатных станках
Накатка резьбы: существующие методы и их особенности
 Резьбовые детали — это особый вид деталей, у которых для соединения с объектом или друг с другом используется резьба. В современной промышленности для нанесения резьбовых соединений зачастую используют метод накатки. Он заключается в том, что в заготовке из металла при помощи оборудования давлением металл выдавливается и накатывается на вершину резьбы. Резьбовое соединение при этом, приобретает повышенную прочность, за счет изменения пластичности металла. В современной промышленности для выполнения накатывания используют плашки, а также приводной или бесприводной инструмент цилиндрической формы.
Резьбовые детали — это особый вид деталей, у которых для соединения с объектом или друг с другом используется резьба. В современной промышленности для нанесения резьбовых соединений зачастую используют метод накатки. Он заключается в том, что в заготовке из металла при помощи оборудования давлением металл выдавливается и накатывается на вершину резьбы. Резьбовое соединение при этом, приобретает повышенную прочность, за счет изменения пластичности металла. В современной промышленности для выполнения накатывания используют плашки, а также приводной или бесприводной инструмент цилиндрической формы.
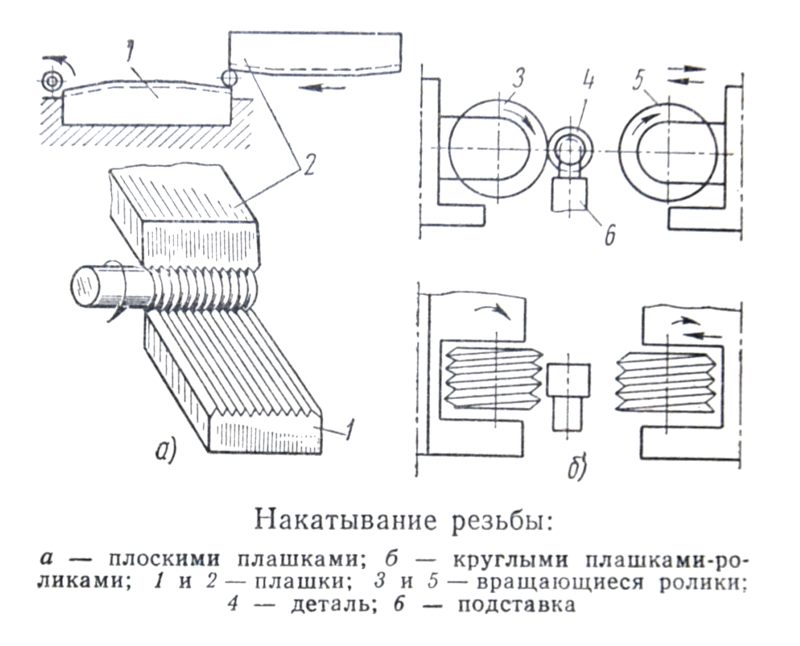
Накатка плоскими плашками
Метод предусматривает использования не одной плашки, а комплекта из нескольких. Одну обязательно соединяют с ползуном станка и поэтому она движется возвратно-поступательно. Вторая монтируется на станке и остается статичной. Первая, двигаясь, захватывает деталь и прокатывает ее по неподвижной производя накатку. Рассмотрим возможные варианты использования плашек при накатке:
- Накатывание двумя плашками, одна при этом подвижная, а вторая нет. При этом способе накатки заготовка размещается между плашками. Их боковые стороны — это прямолинейные плоскости, которые выполнены под углом и соответствуют сечению резьбового профиля. Подвижная плашка движется прямо, а тангенциальное усилие поворачивает заготовку вокруг своей оси. Для передачи резьбового профиля от плашки к заготовке необходимо применить радиальное усилие, которое в свою очередь будет перпендикулярно оси. Таким способом можно изготавливать все виды резьбовых деталей, имеющих форму цилиндра и рифления по форме треугольника или трапеции: болты, винты, шпильки, шурупы и т.д.
- Накатывание тремя плашками, где одна подвижная, а две нет. Данный метод помогает значительно ускорить выработку. Заготовки подают на статичные плашки. Когда плашка совершает прямой ход, резьба наносится на первую заготовку, а когда возвращается на вторую. Таким способом можно изготавливать все виды резьбовых деталей, имеющих форму цилиндра и рифления по форме треугольника или трапеции
- Накатывание двумя плашками, где одна неподвижная, а другая подвижная и имеет несколько заборных частей. Механизм специализированной подвижной плашки состоит из 2-х частей забора, а это позволяет производить одновременно накатывать резьбу на две заготовки. Данный метод накатывания используется для изготовления только цилиндрических изделий.
- Накатывание плашкой, оборудованной специальными вставками. Этот метод позволяет выполнять одновременную накатку на несколько цилиндрических заготовок, при условии, что длина вставок равна длине резьбы большого диаметра.
Накатка при помощи приводного цилиндрического инструмента
Такой метод накатки технически значительно превосходит предыдущий так как здесь применяют ролики. Накатка выполняется на специальных резьбонакатных станках. Главное отличие этого метода в том, что инструмент на обрабатываемую заготовку может подаваться: тангенциально, радиально, продольно и комбинированно.
Способы накатки с тангенциальной подачей инструмента на заготовку
Может выполняться следующим образом:
- Накатывание при помощи вращающегося резьбового ролика и резьбовых сегментов (подвижных или неподвижных роликов) – это планетарный процесс накатывания. Такой вид накатки выполняется на станках планетарного типа. Данный метод характеризуется тем, что должно выдерживаться соответствие между профилем резьбы и внешней поверхностью ролика, а также внутренней поверхности сегмента. При накатке заготовка должна располагаться между рабочей поверхностью ролика и сегментов. Причем при увеличении сегмента снижается накатной путь и увеличивается производительность процесса, которая напрямую зависит от номинального диаметра резьбы при накатке и от состояния пластичности материала из которого выполнена заготовка. Этот метод не очень широко применяется ввиду своей высокой себестоимости из-за высокой цены инструмента и оборудования. Применим он только в крупносерийном и массовом производстве для изготовления болтов, шпилек, винтов, гаек, имеющих резьбу 2-го и 3-го класса точности.
- Накатывание специальными затылованными роликами. У такого вида роликов на рабочей поверхности одного или обоих роликов имеются следующие части: выемка, заборная, калибрующая и сбрасывающая части. Выемка предназначена для введения заготовки в зону накатывания так и вывода ее по окончанию процесса накатывания. Сбрасывающая и калибрующая части имеют полный профиль резьбы. У заборной части из-за затыловки по высоте профиль неполный. При таком способе накатки нет необходимости в сближении роликов, а это значительно упрощает кинематическая схема резьбонакатного станка. В тех случаях, когда применяются две пары затылованных роликов, процесс накатывания значительно ускоряется. Резьбу можно наносить одновременно на два конца изделия или же обрабатывать сразу две детали. Применяют такой способ накатывания при производстве: винтов, пустотелых резьбовых деталей, болтов, метчиков, резьбовых калибров и прочих изделий, имеющих коническую и цилиндрическую резьбу треугольного, трапецеидального и круглого профиля.
- Накатывание роликами с различным диаметром, но равным числом оборотов. Этот способ используют для накатки мелких шлицев, рифлений, зубьев, разверток, концевые фрезы и др., а также для калибровки вращающихся тел, для полирования, правки валиков и других схожих деталей, а также для того, чтобы создать кольцевые выступы и канавки. Также накатывание роликами с различным диаметром применяют при накатке разного рода профилей: ромбической, прямой и угловой формы.
- Накатывание роликами с одинаковым диаметром, но с различным числом оборотов. Данный метод, также, как и метод накатывания при помощи роликов с различными диаметрами окружности, используется для накатывания мелких шлицев, рифлений, зубьев, различных режущих инструментов (развертки, концевые фрезы и др.), а также используют для калибрования вращающихся тел, для полирования, правки валиков и других схожих деталей, а также для того, чтобы создать кольцевые выступы и канавки. Накатывание роликами с различными диаметрами используют для накатывания различных резьбовых профилей: ромбической, прямой и угловой формы.
Способ накатки с радиальной подачей инструмента на заготовку
Может осуществляться следующим образом:
- Накатка одним роликом с винтовой нарезкой. Такой метод используют при накатке головки болта, участка позади буртика и прочих деталей с относительно не длинным стержнем, выполненных из цветных металлов и сплавов.
- Накатка двумя многозаходными роликами с винтовой нарезкой. Данный метод используется для накатывания резьбы на следующие детали: болты, винты, шпильки и иные детали. Также данный способ используют для создания метчиков, микрометрических и ходовых винтов, а также для резьбовых калибров.
- Накатывание тремя роликами с винтовой нарезкой. Данный метод используют для накатки резьбы не на резьбонакатных станках.
Способ накатки резьбы с продольной (осевой) подачей заготовки одним, двумя или тремя роликами с кольцевой нарезкой
Этот способ, по аналогии с радиальной подачей имеет те же самые способы накатки. При обработке заготовки этим методом перемещение происходит вращением роликов за счет ввинчивания или вывинчивания самой заготовки. Накатывания осуществляется двумя или тремя роликами с кольцевой нарезкой, путем движения заготовки вдоль собственной оси, однако расстояние между осями роликов при этом остается неизменным. Преимуществом данного метода является то, что накатывать можно накатывать резьбу на заготовку любой длины, данный процесс является независимым от ширины роликов.
Способ накатки резьбы с радиально-осевой подачей заготовки
Этот метод отличается тем, что угол подъема нарезки ролика равен нулю. При этом применяются ролики с кольцевой нарезкой. Конструктивно это выглядит так: оси роликов наклонены в сторону оси заготовки под углом подъема резьбы. Применяют данный метод только при изготовлении длинных видов резьбы.
Накатывание резьбы неприводным цилиндрическим инструментом с тангенциальной подачей при помощи вращающихся резьбонакатных головок
Данный метод используется при изготовлении протяженных цилиндрических резьб трапецеидальных и треугольных форм профилей на неподвижно установленной детали. Также его применяют при изготовлении деталей которые ввиду своей формы не могут обрабатываться на резьбонакатных станках (например, тройники). Резьба, нанесенная таким способом в массовом производстве, имеет второй класс точности резьбы.
Виды дефектов, возникающих в результате накатки и их причины
В основном дефекты, которые возникают во время накатывания резьбы, связаны с механическим воздействием в данном процессе. Виды дефектов металла, которые могут возникнуть:
- выкрашивание;
- шелушение;
- отслаивание;
- растрескивание;
- вырывание поверхностного слоя;
- образование дефектов на поверхности (закаты, складки, наслоения, заусенцы и т.п.).
К факторам которые могут существенно повлиять на качество изделия после накатки на него резьбы относят:
- Качество используемого для производства заготовки материала;
- Качество выполнения заготовки для накатывания резьбы;
- Качество инструмента, применяемого в процессе резьбонакатки;
- Квалификация работников, производящих наладку резьбонакатного автомата и резьбообразующего инструмента.
Где можно произвести накатку резьбы в Санкт-Петербурге?
Накатка резьбы в Санкт-Петербургском можно выполнить на Заводе крепежных изделий. Наши мастера профессионально выполняют работы по накатыванию любого вида резьбы на современных резьбонакатных станках высокой точности. Качество изделий гарантируется производимым строгим контролем на всех этапах.
Накатка резьбы с использованием роликов – действенная технология
Востребованным и по-настоящему универсальным вариантом накатывания на сегодняшний день признается накатка резьбы с применением специальных роликов. Этот способ отличается уникальным технологическим потенциалом при производстве резьб разной точности, протяженности и сечения.
1 Накатка резьбы с помощью роликов – достоинства и недостатки методики
Под накатыванием роликами понимают операцию пластического холодного деформирования поверхности обрабатываемой детали, при которой металл подвергается высокому давлению.
В результате этого между резьбовыми витками наблюдается явление заполнения впадины, что приводит к формированию требуемой резьбы. Причем подобное деформирование происходит без снятия стружки с заготовки.

Достоинствами данной методики признаются далее приведенные факты:
- верхняя часть детали характеризуется очень малым уровнем шероховатости;
- показатель усталостной прочности изделия находится на высоком уровне;
- производительность операции в несколько раз выше, нежели при использовании стандартной методики, когда резьба нарезается;
- высокая величина твердости и стойкости против эксплуатационного износа, а также прочностного показателя поверхности заготовки, обусловленная наклепом.

К недостаткам накатки роликами относят то, что, во-первых, по сравнению с процессом шлифования металла она менее точна, во-вторых, требуются достаточно дорогие приспособления для осуществления технологического процесса. Кроме того, при использовании роликов важно грамотно выбирать режим обработки и очень точно рассчитывать геометрические параметры рабочего инструмента и детали. Если эти условия не будут выполнены, возрастает вероятность образования ряда негативных явлений:
- отслаивание металла по резьбе;
- чешуйчатость заготовки;
- большой перенаклеп.
Все упомянутые недостатки и преимущества технологии обусловили то, что чаще всего выполнение резьбы роликами используется в крупносерийном и массовом производстве.
2 Кратко о популярном инструменте для накатывания резьбы
Для упорных, метрических, трапецеидальных и других по профилю резьб применяются плоские резьбонакатные плашки. Данный вид инструмента хорошо зарекомендовал себя также для выполнения винтовых и кольцевых канавок на пластичных деталях, разнообразных рифлений и шурупных резьб.

Используются не отдельные плашки, а их комплект из двух штук. Одна из них соединена с ползуном металлообрабатывающего агрегата, что позволяет ей осуществлять движение возвратно-поступательного характера. Вторая монтируется на рабочей поверхности станка неподвижным образом. Движущаяся плашка при перемещении агрегата захватывает изделие, которое требуется обработать, и по неподвижной плашке осуществляет его прокатку.

Для нанесения внутренних резьб применяют раскатники – похожие на машинные метчики специальные стержни, на которых уже имеется резьба. Они снабжены хвостовиком, калибрующей и заборной частью. Резьба на заготовке получается за счет пластического деформирования (аналогично обработке роликами). Раскатники рекомендуется применять для работы с цветными листовыми металлами, мягкими и вязкими марками стали, материалами с высоким уровнем пластичности.
3 Особенности использования роликов для накатки резьбы
Все описанные выше способы выполнения резьбы по своим технологическим возможностям ощутимо уступают методике, при которой используются ролики. Как правило, применяется два ролика (иногда их может быть три или четыре). А сам рабочий процесс производится на универсальных либо специальных станках для накатки резьбы.
Существует три варианта накатывания резьбы роликами в зависимости от того, каким образом резьбонакатной станок подает рабочий инструмент и изделие: с тангенциальной подачей детали; с радиальной подачей роликов; с осевой подачей заготовки.

Тангенциальная схема обеспечивает высокую производительность агрегата. Она может выполняться подачей:
- двух роликов цилиндрической формы, каждый из которых имеет собственную окружную скорость;
- двух пар роликов затылованного типа либо просто двух таких роликов;
- двух роликов затылованного типа в центрах.
Отличие цилиндрических приспособлений от затылованных заключается в том, что у вторых имеется не только калибрующая и заборная части, но еще и сбрасывающая. По стоимости затылованные ролики дороже обычных, а использовать их можно как на простых станках, на которых шпиндельные узлы находятся в фиксированном положении, так и на специальных полуавтоматических резьбонакатных установках.

В тех случаях, когда применяются две пары затылованных роликов, процесс накатывания резьбы ускоряется. Резьбу можно наносить одновременно на два конца изделия или же обрабатывать сразу две детали. А при монтаже заготовки в центрах станка следует пользоваться крупными по сечению роликами (от 20 до 30 сантиметров).
Более популярным способом накатки резьбы является вариант, когда ролики подаются радиально. Востребованность этой методики обусловлена в первую очередь простотой используемого инструмента и необходимой для выполнения операции оснастки. Обычно накатка производится при помощи двух вращающихся роликов. Радиальную подачу при этом имеет лишь один из них.
При радиальной подаче применяются только цилиндрические ролики, которые соответствуют положениям Государственного стандарта 9539. Они бывают нормальной и повышенной точности, предназначены для нарезания резьбы сечением от 3 до 68 миллиметров (шаг варьируется от 0,5 до 6 миллиметров). Посадочное отверстие таких цилиндрических приспособлений может иметь следующие размеры – 45, 80, 54 или 63 миллиметра.

Геометрические параметры роликов цилиндрической формы устанавливают посредством проведения специальных расчетов, при которых во внимание принимается уровень точности, шаг, сечение и протяженность резьбы, которую требуется произвести. Очень важным представляется и то, чтобы винтовая линия на резьбе и на роликах характеризовалась идентичными углами подъемов. Именно по этой причине на роликах резьба выполняется многозаходной.
Если на изделие необходимо накатать длинную резьбу, в большинстве случаев применяется схема осевой подачи детали. Она производится на средней скорости порядка 9 тысяч миллиметров в минуту. Данная схема реализуется крайне редко, так как при ней отмечается уменьшение прочности инструмента, вызванное проскальзыванием витков обрабатываемого изделия и роликов, а также наличие погрешности шага (на каждые 10 сантиметров длины около 10 микрометров).
4 Информация о резьбонакатных станках
Для накатки резьбы используются полуавтоматические станки с двумя либо тремя роликами. Любой резьбонакатной станок состоит из двух основных частей:
- гидравлического привода, который необходим для формирования накатывающего усилия для деформирования изделия и формирования требуемой резьбы;
- устройства для вращения в одном направлении роликов.

Такие агрегаты могут функционировать в следующих рабочих режимах: автоматический и полуавтоматический; наладочный; работа без отвода резьбонарезной головки на упоре.
Некоторые станки, кроме того, оснащаются дополнительными приспособлениями, что значительно расширяет их рабочие возможности и ускоряет процесс накатывания резьбы роликами. Например, механизм поворота шпиндельного узла дает возможность выполнять операцию с осевой подачей, а устройства автозагрузки и автовыгрузки изделий позволяют интегрировать оборудование в линии и мощные комплексы крупносерийного производства.

Небольшой обзор популярных резьбонакатных агрегатов:
- «PEE-WEE»: экономичные, высокотехнологичные и надежные установки из Германии с различными показателями давления накатки (5–60 тонн). Все модели снабжаются на заводе механизмом автоматической загрузки деталей, могут оснащаться шпинделями наклонного типа, что обеспечивает возможность работы с профилями большой длины.
- «PROFIROLL»: немецкие станки, отличающиеся простой переналадкой, оборудованные качественной и понятной системой управления. Нельзя не отметить их долговечность и простоту обслуживания.
- «В28»: недорогое белорусское оборудование для радиальной и осевой обработки с усилием сжатия от 80 (модель «В28-80») до 630 («В28-630») кН.
- Станки от Азовского комбината кузнечно-прессового оборудования: «A9527», «A9524», «AA9521.02 (03)» и другие.
Резьбонакатные станки — особенности и модели
Нанесение резьбы роликами — популярный метод накатывания, использующийся в точном создании резьбовых соединений разного диаметра и протяженности. В качестве устройства применяется техническое оснащение особого назначения, к примеру резьбонакатные станки.

Принцип действия, назначение, преимущества
Нарезание резьбы — неотделимая операция в металлообрабатывающем производстве. Нарезка резьбы характерна для токарных станков с ЧПУ, винторезно-токарных агрегатов, резьбообрабатывающих установок. Справиться с резьбонарезным режимом могут и сверлильные станки в процессе сверления.
Резьбонакатные агрегаты — это установки, применяющиеся для накатки резьбовых и винтовых плоскостей на заготовках — телах вращения, произведенных из черных и цветных металлов, а также смесей. Эти сплавы придают установке высокие прочностные характеристики и продолжительный срок службы. Оборудование удобно обслуживать, что позволяет осуществлять накатку резьб в несколько методов:
- Радиальная подача роликов. Предусматривается для возделывания незначительных винтовых плоскостей.
- Тангенциальная подача детали. Усовершенствованная технология подачи, чем радиальное поступление заготовки, т. к. осуществляется по касательной к окружности в определенной области.
- Метод осевого подступа болванки. Предназначается для обработки винтовых соединений большой длины.
Наиболее известным и популярным методом резьбонаката считается вариация, когда ролики подаются радиальным способом. Эта процедура выполняется элементарно. Процедура накатки на происходит посредством двух подвижных роликов, но радиальная подача производится только одним из валов.
Стоит отметить, что в радиальной методике подачи инструмента используются только цилиндрические ролики, подходящие под нормы ГОСТ 9539.
Все эти методы используются в разных сферах производства. Принцип действия станка основан на изменении поверхности детали и создании формы специальными инструментами. Формируемый профиль выполняется посредством вдавливания в плоскость детали под нагрузкой, зависящей от аппаратуры. Так осуществляется производство саморезов, шурупов, клепок.
Основными положительными сторонами резьбонакатного устройства являются:
- отсутствие стружки, что увеличивает полезность действия устройства;
- выгодный экономический показатель в закупке дорогих расходных материалов;
- повышенная износоустойчивость и срок службы обрабатываемых поверхностей;
- целостность резьбового соединения заготовки;
- высокая производительность строительных элементов.
Эти преимущественные показатели технологии накатки роликами сделали их популярными в крупносерийном производстве.

Инструмент для накатывания резьбы
Главная цель любого оборудования — создание качественной продукции при максимально возможной производительности. Применение полу- и автоматических моделей оснастки позволяет достичь таких параметров, что экономически целесообразно, потому что практически исключается участие человека.
Главным инструментарием для формирования резьбовых соединений будущих саморезов для придания металлической поверхности особой формы считается лерка (плашка) и ролик. Для метрических, трубных, конических, упорных, трапецеидальных резьб используют резьбонакатное оборудование с плоскими плашками. Эти резьбонакатные головки прекрасно справляются с созданием винтовых и кольцевых углублений на гибких заготовках различных рифлений, арматуры и шурупных резьбовых соединений.

Чтобы создать внутреннюю резьбу, применяют специальные раскатники, где уже присутствует резьба. Имеют вид металлических стержней. Метчики имеют хвостовик, калибровку и заборную область. Получаемая резьба выходит аналогично обработке роликами, то есть за счет пластичного деформирования детали. Раскатники используются для работы с мягкими, вязкими, пластичными металлами.
Описание и особенности агрегата
Востребованностью в промышленном секторе пользуется гидравлический резьбонакатный станок. Его сфера применения — обрабатывание округленных поверхностей, к примеру шпилек. Таким образом создаются различные резьбовые плоскости. Если углубляться, то применяют резьбонакатные станки обычно используются для труб. Обработка (накатка) выгодно отличается от нарезания, поскольку деталь обладает высококачественными характеристиками и экономно возделывает металл.
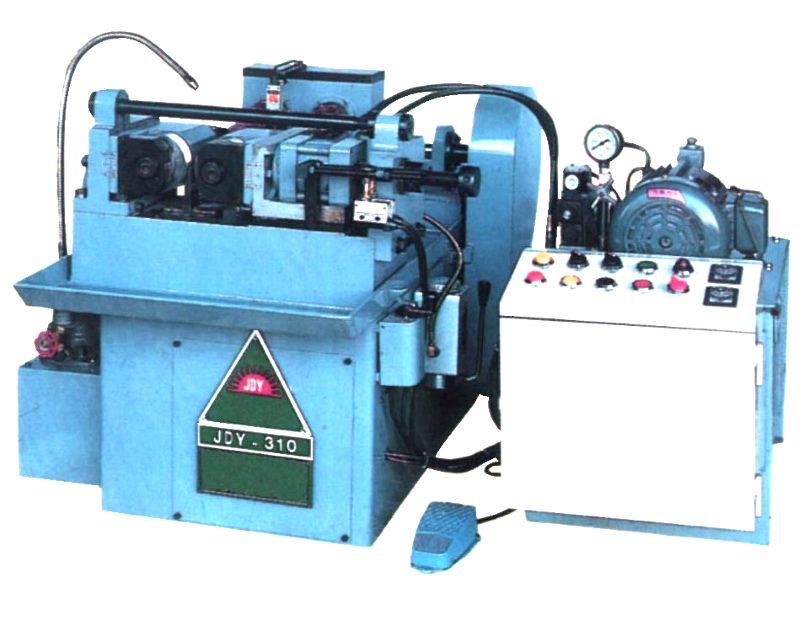
Гидравлические резьбонакатные системы производственной серии JDY имеют рабочие валы с мобильной шпиндельной бабкой. Они используются для резьбовой накатки и профилей на целостных болванках. Давление накатки в устройствах данной серии варьируется в пределе 4-40 тонн. Если потребитель нуждается в большей нагрузке на обрабатываемое изделие, то по заказу производитель пересмотрит максимально возможные параметры наката.
Несущая станина резьбонакатного станка модели JDY спроектирована с использованием метода конечных компонентов. Путем совмещения литой и сварной формы приобретается предельно возможная жесткость, но область для работы свободна для оператора оборудования.
Ходовой шпиндельный узел металлообрабатывающего станка двигается по роликовым опорам качения. Установка предназначена для накатки резьбового соединения радиальным способом, называемого врезным вариантом. Длина рабочих роликов определяется превышением протяженности создаваемой резьбы на незначительное расстояние. Подобное оснащение эффективно в нескольких режимах: с плоскими плашками, эксплуатацией без отведения резьбонарезной головки на упоре, наладочном, в полу- и автоматическом порядках.
Технические характеристики некоторых моделей станков с ЧПУ фирмы JDY сведены в таблицу:
Модели резьбонакатного оборудования, основные параметры
Рассмотрим востребованное оборудование и их описание, предназначенное для накатки резьбы:
- «PEE-WEE». Среди конкурентной оснастки выделяются экономичностью и надежностью. Комплектующие и установка в целом произведены в Германии. Показатели накатывающего давления равны 5-60 тонн. Все серии технических средств оснащаются автозагрузкой заготовок, не требующих участия человека, и могут работать с профилями большой протяженности. Паспорт оборудования можно найти во Всемирной паутине.
- «PROFIROLL». Станки изготовлены в Германии. Отмечаются простотой в системе управления. Они просты в обслуживании и имеют долгий срок службы. Паспорт любой модели оборудования представлен на сайте компании.
- «RH-65B». Резьбонакатный станок применяется для для выпуска саморезов. Производительность устройства равна более 100 единиц в минуту. Качество выпускаемых саморезов не теряется при высоких темпах изготовления. Модель отмечается элементарностью в управлении и надежностью в работе. Подобная модель оборудования не слишком дешевая, но достаточно быстро окупается, т. к. строительные изделия пользуются спросом. Технический паспорт можно найти в электронном виде.
- «ARM-40C». Агрегат для арматуры, применяемый на стройках всего мира. Его результативность объясняется компактными параметрами конструкции и универсальностью использования. Его можно применять, как непосредственно на строительных объектах, так и на плите перекрытия.
- «KOMAND СНШ 12». Резьбонакатный станок используется для создания резьбовых шпилек методом резьбонаката. Производительность для шпилек составляет 3-120 сек/изделие и работает в автоматическом режиме. Главные преимущества: станок с ЧПУ и возможностью программирования до 40 вариаций деталей. Настройка осуществляется оператором. Важной положительной стороной агрегата считается адаптация под технические требования заказчика.


Заключение
Стоимость станка является большим препятствием для покупателя. Изначальная цена резьбонакатной системы становится проблемой для потребителя, поскольку стоимость агрегата намного выше расценки винторезной техники. Однако данный недостаток легко перекрывается техническими и экономическими параметрами, предполагающими накатывание резьбового соединения в долгосрочной перспективе. При должном обороте и заказах, его стоимость отобьется достаточно быстро и оборудование начнет приносить прибыль. Резьбонакатные станки могут использоваться как на больших производствах, так и в домашних мастерских.
Применение резьбонакатных роликов, процесс накатки
Ролики резьбонакатные: назначение, применение. Конструкция, способы накатки, основные технические характеристики. Особенности процесса накатывания резьбы. Популярные модели резьбонакатных станков.

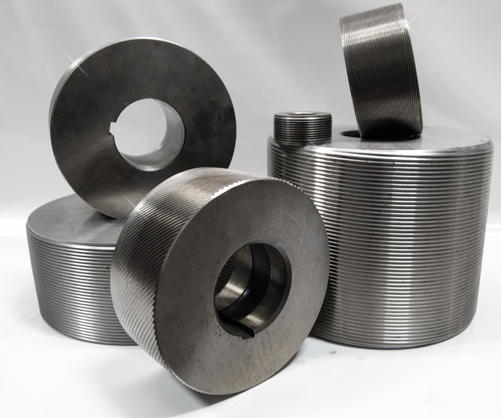
Резьбонакатные ролики с кольцевой или винтовой нарезкой представляют собой разновидность резьбонакатного инструмента. С их помощью выполняют операцию по нарезке резьбы пластическим деформированием холодным способом на заготовках из разных марок черных, цветных металлов и их сплавов на резьбонакатных, токарных, револьверных и даже сверлильных станках. Накатными роликами изготавливают резьбу Ø3÷68 мм с шагом 0,5÷6 мм класса точности 1, 2 и 3. В зависимости от конструктивных особенностей применяемого оборудования в работе используют 2, 3 или даже 4 накатных ролика. Резьба разного типоисполнения получается качественной, прочной, с низкой степенью шероховатости. Резьбонакатные ролики применяют для изготовления в массовом или крупносерийном производстве при изготовлении шпилек, крепежных деталей, валов и других деталей, используемых в промышленности, сельском хозяйстве и строительстве.

Устройство и параметры накатных роликов
Ролики накатные – диски цилиндрической формы, изготовленные из легированных марок сталей, на поверхности которых имеется определенного вида резьба или витки кольцевого типа. Размеры ролика накатного типа зависят от следующих факторов:
- вида накатываемой резьбы (одно- или многозаходная);
- способа накатывания (тангенциальный, осевой, радиальный);
- применяемого резьбонакатного оборудования (полуавтомат, автомат, головка).
Тангенциальный способ накатывания является высокопроизводительным и выполняется подачей роликов в количестве двух штук, при этом каждый из них имеет свою окружную скорость, с одинаковой скоростью или в специальных центрах. Различают ролики накатные цилиндрического и затылованного типа. У последних, помимо элементов заборного и калибрующего типа, имеется еще и сбрасывающий элемент, что ускоряет процесс нарезания и делает возможным обработку одновременно 2 заготовок или нанесения ее с двух сторон. Осевой способ накатки применяют при необходимости накатать резьбу на заготовку большой длины. Самым распространенным способом накатки является радиальный. При этом ролики цилиндрической формы используются для накатки наружной и внутренней резьбы. Они должны соответствовать требованиям ГОСТ 9539-72. Чаще всего используются изделия с посадочными отверстиями 45, 54, 63 или 80 мм.
Материалом для изготовления накатного инструмента служат стали, в составе которых хром, ванадий, молибден и другие тугоплавкие элементы: Х12М, Х6ВФ, Х12Ф1, 6Х6В3МФС, Р18, Р6М5, Р18. При этом твердость поверхности должна быть в пределах 58÷61 HRC. Ролик накатный выдерживает давление до 1400 МПа, при этом точность изготовления составляет 0,1 мм.
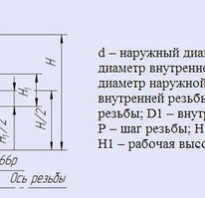
Основные параметры изделия следующие:
- диаметр внешнего профиля резьбы, указываемый в мм;
- диаметр внутренний по впадинам;
- угол профиля в градусах;
- ширина;
- размеры паза – ширина и глубина;
- шаг и длина резьбы.
Технология процесса накатки

В составе резьбонакатного станка имеется привод, формирующий необходимое усилие для деформирования заготовки, и устройство вращения.
Станки накатные выпускают российские и зарубежные производители, включая оборудование с программным управлением. Самыми популярными моделями являются:
- A9527, A9524, AA9521.02 (03) Азовского комбината кузнечно-прессового оборудования;
- В28, В28-80, В28-630 белорусского производителя;
- PEE-WEE, PROFIROLL производителей из Германии.
На видео показан процесс накатки резьбы М10 роликами накатными.
Просим тех, кто имел дело с накаткой резьбы разной сложности и вида, поделиться опытом выполнения операции и рассказать о нюансах процесса нарезания в комментариях к тексту.
Накатка резьбы: технологии и особенности

Хотя развитие современных технологии в машиностроении сделало возможным замену множества металлических деталей более практичными твердотельными пластиками и композитами, потребность в стальных элементах по-прежнему сохраняется. Остаются актуальными и технологии обработки металлов, но и в этой сфере появляются новые методы и средства. Так, накатка резьбы, заменившая традиционную резку, позволила оптимизировать производственный процесс изготовления деталей и повысить качество винтового соединения в принципе.
Особенности процесса накатывания

Технология относится к разновидностям поперечной накатки, но в данном случае упор делается на использование роликов применительно к цилиндрическим заготовкам. Метод также ориентируется на принципы выдавливания винтового профиля, что позволяет мягче формировать резьбу, придерживаясь технического задания до мельчайших размерных показателей. К особенностям же процесса накатки резьбы можно отнести следующее:
- Отсутствие разрушения внутренней структуры металлической заготовки. Это относится также к коррозийностойким, жаропрочным и специальным видам сталей. Именно мягкое деформационное воздействие исключает нежелательные процессы избыточного давления на металл.
- Происходит упрочнение наружных слоев заготовки, а также увеличивается нагрузочная способность элемента.
К этим преимуществам стоит добавить и характеристики самого винтового профиля. Вследствие скольжения накатки рельефная поверхность обретает оптимальные показатели твердости и шероховатости с микроструктурой, благоприятной для контакта с текстурой прилегающих поверхностей.
Накатка двухроликовыми станками

В реализации данного способа применяются резьбонакатные станки-полуавтоматы, позволяющие выполнять с высокой точностью метрические, трапецеидальные и другие винтовые профили. Также выполняются сложные рифления на ходовых деталях и мелкомодульных косозубых колесах. Сам процесс формирования резьбы производится путем обкатывания профиля, который наносится предварительно. Это своего рода накатка насечек на резьбе, образующаяся за счет принудительного вращения роликов. В процессе движения станок выполняет и радиальное перемещение функциональных элементов с помощью приложения усилия от гидравлического привода. В свою очередь, цилиндрическая заготовка находится между роликами на опорной части или в патроне захватывающего устройства. Она вращается под влиянием силы трения, которая формируется при контакте роликов с поверхностью детали и нарастает по мере внедрения деформирующего профиля.
Характеристики роликовых сегментов
Сами ролики для накатывания являются лишь составной частью универсальной машины, однако по принципу своего действия могут выступать и самостоятельными резчиками. В любом случае важно учитывать два основных параметра при выборе данного сегмента – предел прочности и диаметр профиля. Что касается прочностных показателей, то накатка резьбы роликами способна выдерживать до 1400 МПа, поддерживая точность до 0,1 мм. Недостатком же этого способа как раз является ограничение по толщине цилиндра. Например, диапазон по диаметрам обрабатываемых деталей стандартного формата варьируется от 1,5 до 15 мм в среднем. Шаг резьбы при этом будет составлять до 2 мм, а длина – порядка 80 мм. В то же время технология получается довольно затратной с учетом сложности изготовления роликов и автоматов, обслуживающих рабочую инфраструктуру.
Накатка державками и цилиндрическими головками
Данная оснастка применяется в составе с цилиндрическим неприводным инструментом. В качестве эксплуатирующего оборудования могут задействоваться универсальные металлорежущие агрегаты. Например, в качестве станка для накатки резьбы с державками и цилиндрическими головками вполне могут использоваться токарные, токарно-револьверные и шпиндельные автоматы. Главной технологической особенностью применения самой оснастки можно назвать завершенность и высокую точность процесса. Те же головки обеспечивают окончательную обработку с поддержкой высоких требований относительно параметров биения, соосности и стабильности резьбы. То есть после применения данной операции в специальной доработке уже нет потребности. Но вместе с преимуществами применения державок и головок для накатки есть и недостатки, к которым относят низкую производительность, что исключает возможность применения метода в крупносерийном формате изготовления.
Накатка плашками
Данная технология, напротив, успешно применяется на метизных производствах при серийном выпуске крепежных изделий с обычной точностью. Применение плоских плашек отличается высокой производительностью, при этом требуя подключения простого по своему устройству оборудования. Это обеспечивает и надежность рабочего процесса, и универсальность при изготовлении разных по типоразмеру деталей. Например, диапазон диаметров под накатку резьбы в данном случае будет составлять 1,7-33 мм. Максимум по длине резьбы составит 100 мм, а шаговый отступ находится в рамках 0,3-3 мм. Из негативных сторон применения плашек можно назвать низкие показатели твердости деталей, поскольку оснастка работает только с материалами, предел прочности которых не превышает 900 МПа. С другой стороны, плашки специальных модификаций дают возможность выполнения накатки на самонарезающихся шурупах и винтах за один резьбовой проход.
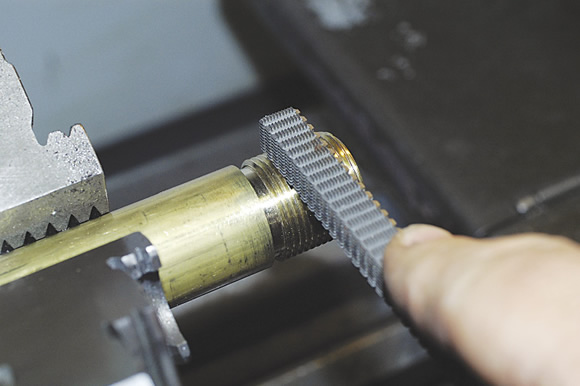
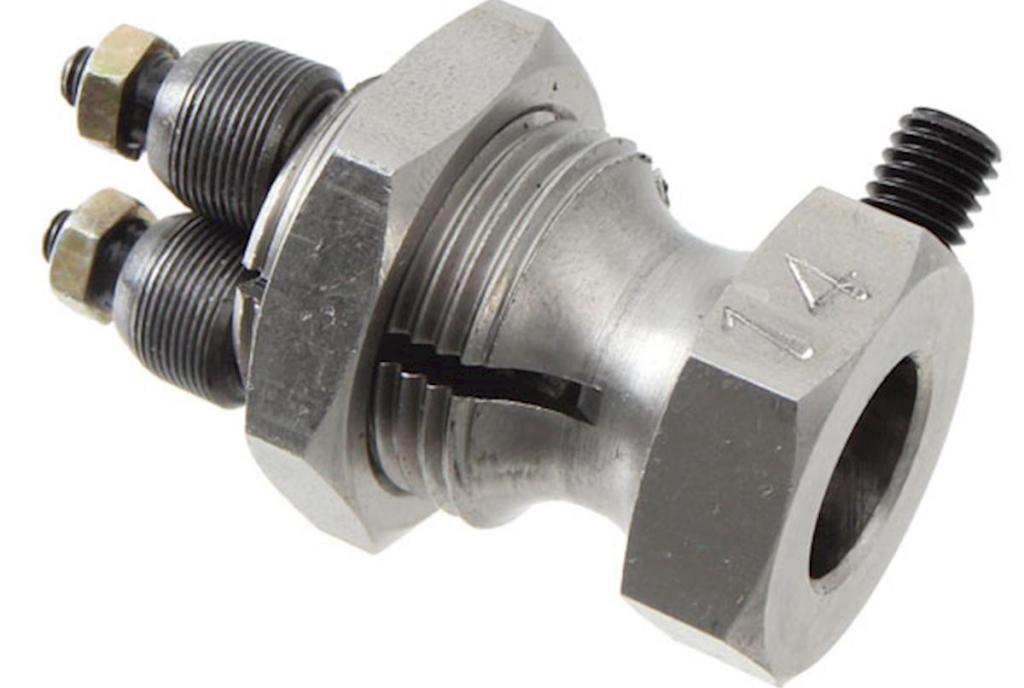
Ручная накатка резьбы
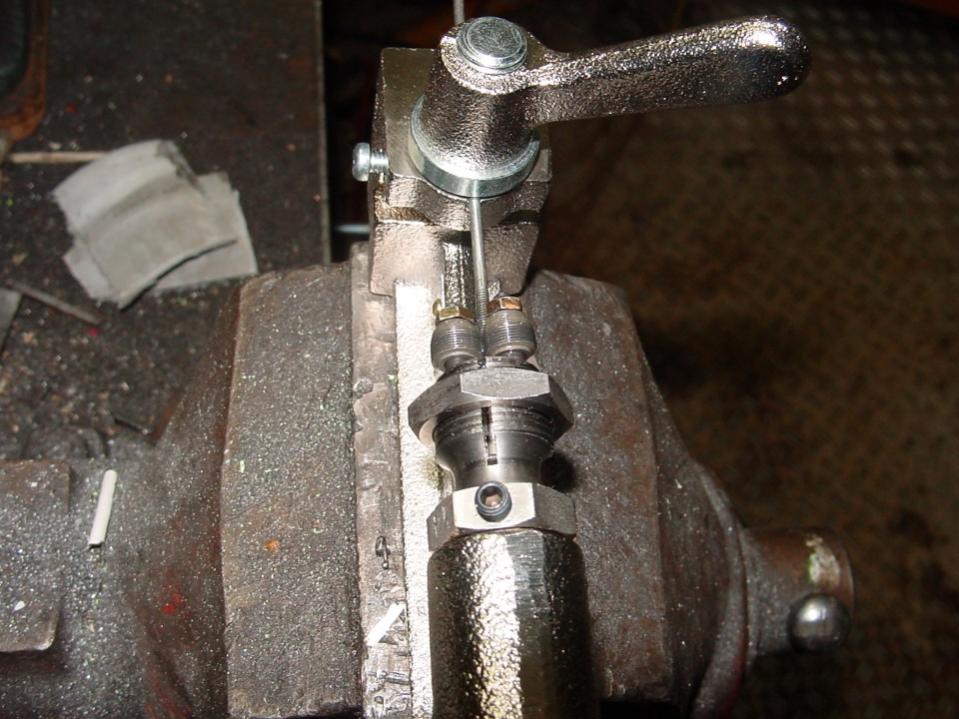
Механизированные станки на электроприводе не всегда дают ожидаемо точный результат. Они хорошо себя проявляют в поточной обработке и при выполнении сложных задач, связанных с деформацией твердотельного металла. Но, к примеру, накатку на спицах лучше выполнять на ручном станке без привода. Ручного усилия будет достаточно для выдавливания небольших витков на цилиндрической поверхности металла, причем с поддержанием высокой точности. В работе используются компактные станки, устройство которых формируется двумя частями – станиной и рабочей оснасткой с тремя роликами. Процесс накатки резьбы на спицах выполняется через рукоятку, связанную с головкой через вал. Спица интегрируется в цанговый механизм с регулируемым гнездом. При этом важно заранее предусмотреть крайние значения по диаметру заготовки. В среднем для таких станков подходят цилиндрические детали толщиной 1,5-3 мм.
Технология накатки «на проход»
Специальная методика для формирования длинной резьбы более 250 мм. Особенностями данного способа можно назвать осевую подачу заготовки, а также образование угла подъема у роликов по линии винта относительно контура накатки. Если говорить о применяемых станках, то оптимальным будет агрегат с наклонным шпинделем, конструкция которого позволит применять роликовые сегменты с кольцевой нарезкой. Винтовая конфигурация тоже будет разнообразной – возможны левые и правые, одно- и многозаходные профили со строгой выдержкой определенного шага. Максимальный диаметр накатки резьбы этого типа достигает 200 мм при шаге в 16 мм. На практике таким способом часто выполняют резьбовые шпильки с трапецеидальным или метрическим профилем. Для достижения высокой скорости обработки станки обеспечиваются особой трансмиссией, выносные подшипники которой смазываются встроенным механизмом принудительно. Это позволяет достигать частоты вращения порядка 600 об./мин.
Заключение

Технология накатки дает немало преимуществ изготовителю, что выражается в эксплуатационных качествах самой детали и оптимизации рабочего процесса. Но, выбирая этот метод формирования винтовых профилей, следует учитывать и его слабые стороны. Главным недостатком накатки резьбы является быстрый износ обрабатывающей оснастки. У разного инструмента могут стираться профильные витки, происходит износ торцовых фасок и выкрашивание рабочей области. Устранить или минимизировать подобные эффекты позволяет регулярное техобслуживание приспособлений, выражаемое в своевременной правке, заточке и обработке защитной химией по металлу.