ГОСТ на фаски под резьбу
Резьба трапецеидальная
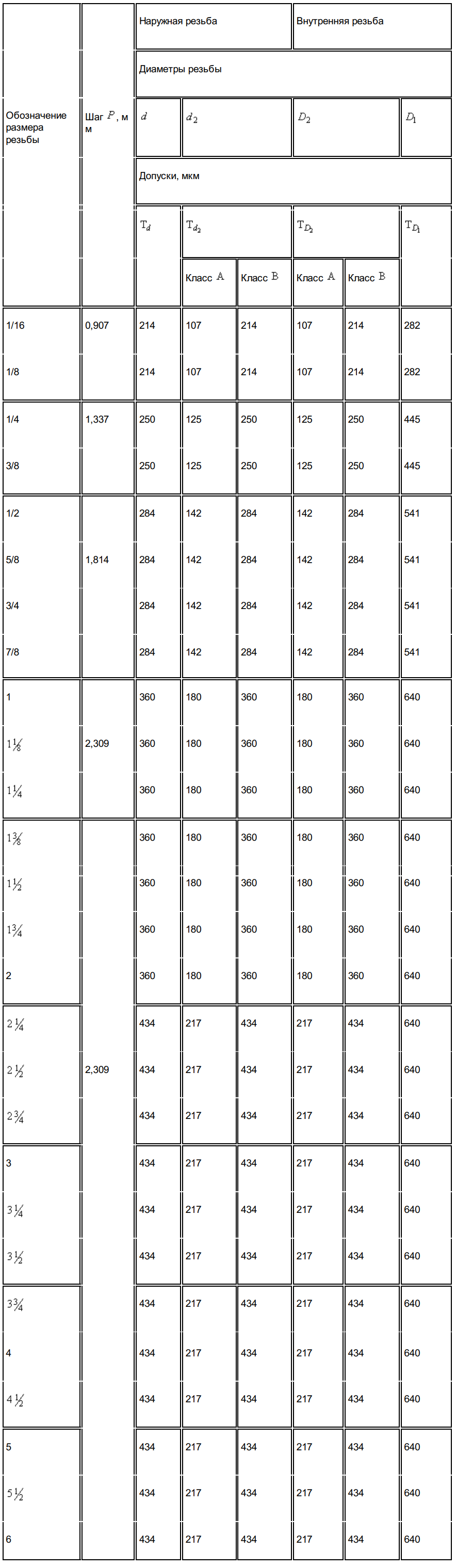
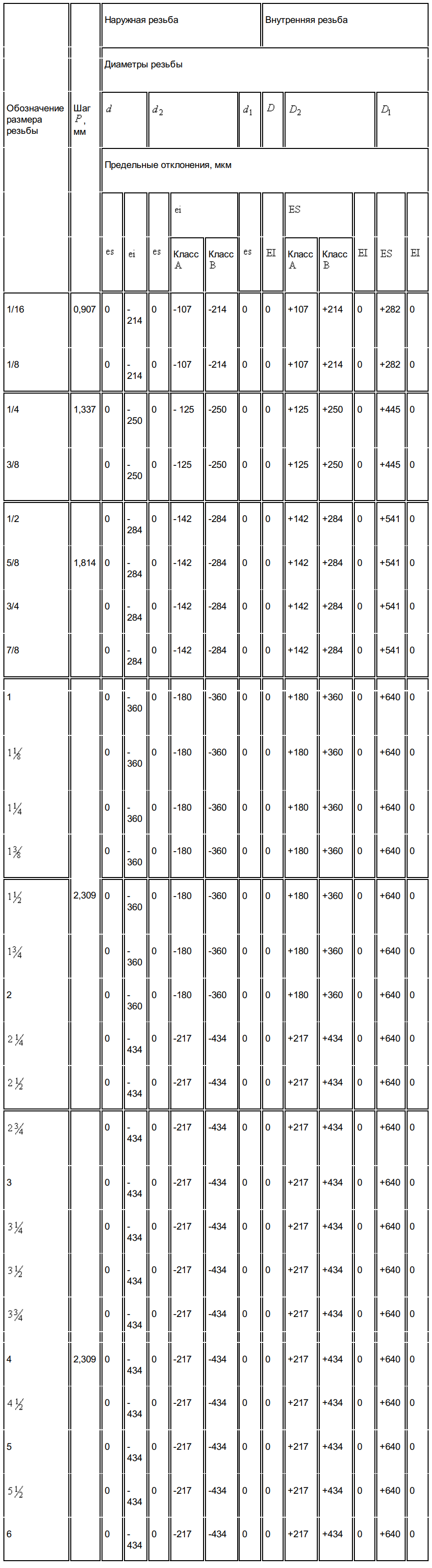
| размеры сечений резьб и их предельные отклонения | ||||||||||
Фаска – Скошенная часть поверхности детали у торца или в местах перехода, облегчающая её сборку с другими деталями (скошенная кромка стержня или отверстия). На стержне меньший диаметр фаски меньше внутреннего диаметра резьбы. В отверстии больший диаметр фаски больше наружного диаметра резьбы. Линия резьбы должна пересекать линию фаски. Фаски на стержне и в отверстии с резьбой на плоскости, перпендикулярной к оси стержня или отверстия, не изображают (рисунок 15.8 а и б).
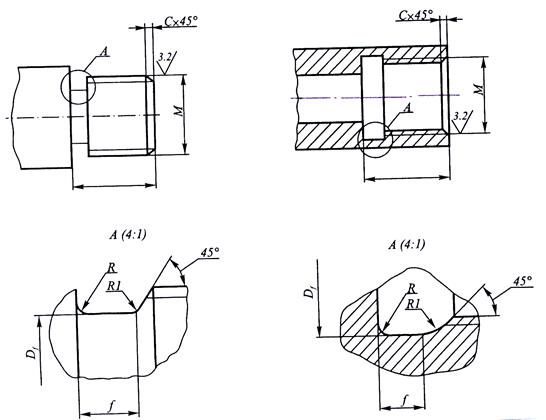
Наружные и внутренние проточки выполняются для выхода резьбонарезающего инструмента, чтобы резьба получалась полного профиля – без сбегов. Размеры проточек наносят на выносных элементах в соответствии с ГОСТ 10549-80 в зависимости от шага резьбы
Вопросы для самоконтроля. 1. В чем состоит различие между понятиями «ход резьбы» и «шаг резьбы»? 2. Как отличить левую от правой ( на изображении и в натуре)? 3. Поясните эскизом правило: «Резьба стержня закрывает резьбу отверстия»? 4. В каких случаях указывают ход метрической резьбы? 5. Нарисуйте профиль резьбы, обозначаемой символом S? 6. В чем особенность трубной резьбы? СТАНДАРТНЫЕ РЕЗЬБОВЫЕ КРЕПЕЖНЫЕ ДЕТАЛИ И ИХ УСЛОВНЫЕ ОБОЗНАЧЕНИЯ Для соединения деталей применяются стандартные крепежные резьбовые детали: болты, винты, шпильки, гайки. Резьбовые крепежные детали изготовляются по соответствующим стандартам и имеют, как правило, метрическую резьбу с крупным шагом, реже с мелким. Каждая крепежная деталь имеет условное обозначение, в котором отражаются: класс точности, форма, основные размеры, материалы и покрытие. Болты Болт состоит из двух частей: головки и стержня с резьбой. Условное обозначение болта:Болт 2 М 16 × 1,5. 6g × 75. 68. 09 ГОСТ 7798-70-2 – исполнение; М 16 – тип и размер резьбы; 1,5 – величина мелкого шага резьбы; 6g – поле допуска; 75 – длина болта ι ; 68 – условная запись класса прочности, указывающего, что болт выполнен из стали с определенными механическими свойствами; 09 – цинковое покрытие; ГОСТ 7798-70 – стандарт, указывающий, что болт имеет шестигранную головку и выполнен с нормальной точностью.
Гайки Гайки навинчиваются на резьбовый конец болта, при этом соединяемые детали зажимаются между гайкой и головкой болта. Условное обозначение гайки:Гайка М 24 -6Н. 6 ГОСТ 5915-70 – шестигранная гайка в исполнении 1 по ГОСТ 5915-70 с полем допуска 6Н, класса прочности 6, без покрытия. Чаще всего используют шестигранные гайки, конструкция и размеры которых определяются ГОСТом. Они разделяются на обычные (рисунок 16.2), прорезные (рисунок 16.3) и корончатые (рисунок 16.4). Обычные гайки выпускаются в трех исполнениях и трех классов точности (А, В, С), нормальной высоты, низкие, высокие, очень высокие (рисунок 16.5), с нормальным или уменьшенным размером «под ключ».
Рисунок 16.3 Рисунок 16.4
Винты Винтом называется резьбовый стержень, на одном конце которого имеется головка (рисунок 16.6). Головки бывают разных форм: цилиндрические, полукруглые, с потайной головкой и др. Винты бывают двух видов – крепежные и установочные. Установочные винты применяются для регулировки зазоров и фиксации деталей при сборке. Условное обозначение винта:Винт А М 8 — 6 g × 50. 48 ГОСТ Р 50404-92 – А – класс точности, М8 – диаметр резьбы, 6 g – поле допуска, 50 – длина, 48 – класс прочности.
Шпильки Шпилька применяется в тех случаях, когда у деталей нет места для размещения головки болта, или если одна из деталей имеет значительно большую толщину, тогда применять слишком длинный болт неэкономично (рисунок 16.7). Шпилька представляет собой цилиндрический стержень, имеющий с обоих концов резьбу. Одним нарезанным концом шпилька ввинчивается в резьбовое отверстие, выполненное в одной из деталей. На второй конец с резьбой навинчивается гайка, соединяя детали. Условное обозначение шпильки исполнения 1:М 24-6g×80.36 ГОСТ 22032-76 – М 24 — номинальный диаметр метрической резьбы с крупным шагом; 6g – поле допуска; 80 – длина шпильки l; 36 – класс прочности.
ℓ-длина шпильки, ℓ-длина гаечного конца, ℓ1-длина завинчиваемого (посадочного) конца, с учетом сбега резьбы. Глубина завинчивания выбирается: ℓ1=d – в деталях из стали, бронзы, латуни, титана; ℓ1=1,25 и 1,6 – в деталях из ковкого и серого чугуна; ℓ1=2d и 2,5d – в деталях из легких сплавов. Шайбы Шайбой называют деталь, устанавливаемую под гайку или головку винта (болта). Она предназначена для передачи и распределения усилий на соединяемые детали и для предохранения от самоотвинчивания гайки. Шайбы изготавливают круглые (рисунок 16.8), квадратные (рисунок 16.9), пружинные (рисунок 16.10), зубчатые (рисунок 16.11) и т.п. Шайба 10Т65Г ГОСТ 6402-70, где Т- шайба тяжелого типа, 65Г – марка стали, ГОСТ 6402-70 – шайба пружинная.
Рисунок 16.8 Рисунок 16.9
Рисунок 16.10 Рисунок 16.11 Шплинты Шплинтом называют пруток или кусок проволоки, которые пропускают сквозь радиальное отверстие деталей для их взаимного фиксирования (рисунок 16.12). Шплинт 5 5-условный диаметр шплинта, 45-длина, 3- условное обозначение материала, 036 — покрытие
Вопросы для самоконтроля. 1. Расшифруйте все составные элементы обозначение резьбового изделия: Винт 2М12×1,25 – 6g×50.109.40×019 ГОСТ 1491 — 80? 2. Чему равняется длина ввинчиваемого конца шпильки, предназначенного для соединения двух стальных деталей, алюминиевых деталей? Трапецеидальная резьба: таблица размеров по ГОСТ – диаметры и шаги
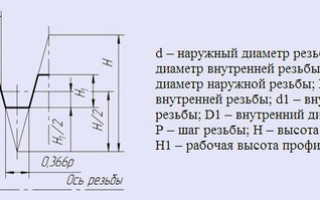
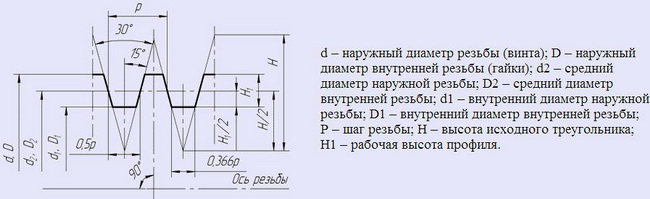
Рассмотрим соединение с нестандартным профилем витков. В фокусе внимания – трапецеидальная резьба: таблица размеров, диаметр и шаги, регламентирующие ее исполнение ГОСТ, а также другие ее важные показатели будут самым тщательным образом проанализированы, чтобы вы понимали, когда ее наносить. В промышленности она применяется достаточно активно, так как самотормозящая, а это актуально для механизмов, преобразующих поступательное движение из вращательного. С нею исполнительные механизмы различных устройств могут быстро скользить по направляющим за счет малой силы сопротивления, и это при точном позиционировании и отличном закреплении строго в нужной точке. Поэтому ей отдают предпочтение даже в робототехнике, при проектировании достаточно сложных аппаратов. Особенности, которые обеспечивает трапеция в резьбеОригинальные углы – профиля в 15-40 0 и подъема в 30 0 , – обуславливающие рисунок канавок; Минимальное трение (при правильном подборе смазки); Самоторможение, практически исключающее вероятность деформации детали, даже если на нее воздействуют серьезные нагрузки; Впечатляющая износоустойчивость (лучше, чем у трубных или прямоугольных). Ярче всего эти свойства проявляются у насечек со средним шагом: с их использованием достигаются достаточно точные осевые перемещения. Проверить расстояние между витками проще всего штангенциркулем: замеряете участок на стержне, считаете количество канавок, делите найденную длину на это число, получаете результат, сверяете его со справочными данными и убедитесь, что он в пределах нормы. Теперь о том, почему в сопроводительной документации вы часто можете увидеть запись «резьба трапецеидальная Tr»: ГОСТ 9484-81, регламентирующий в том числе и маркировку, устанавливает, что при нанесении условных обозначений следует использовать латиницу. И эти две буквы как раз и говорят о виде насечек.
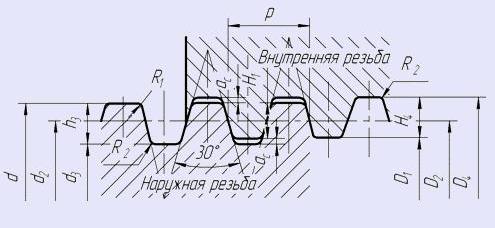
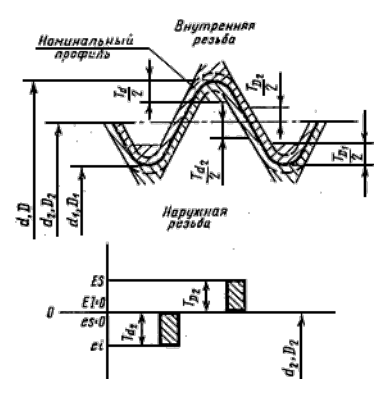
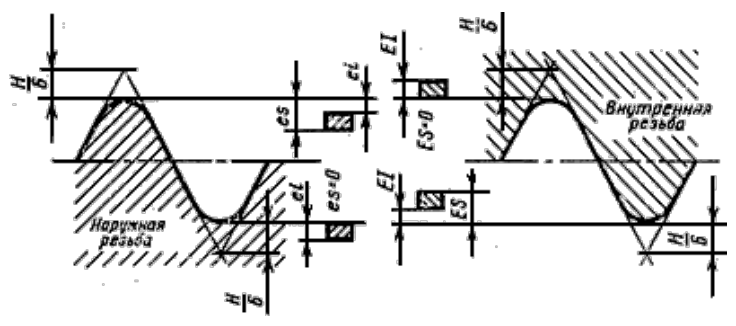
При размещении посередине двойного радиуса не составляет труда выявить радиальные зазоры. С нею комплексные устройства и функционально сложные предметы можно многократно демонтировать и конструировать, да и процесс их конструирования упрощается. За счет винта и гайки обеспечивает преобразование вращения в поступательное движение, а значит положительно влияет на общую производительность механизмов. Позволяет регулировать силу сжатия по мере необходимости, что убыстряет сборку функциональных узлов. Не снижает прочность или другие полезные характеристики готового изделия – на качество последнего влияет материал, а не количество или геометрия витков. Но резьба трапецией, размеры которой мы рассмотрим ниже, также обладает и определенными недостатками: Если трение все-таки будет наблюдаться, оно спровоцирует появление значительных напряжений на участках впадин. Такой рисунок нарезки не подходит механизмам, используемым при сильных вибрациях – при постоянных колебаниях крепежные элементы могут произвольно выкручиваться. Дороговизна при многозаходном исполнении – сравнительно высоко стоят, требовательны к технологической базе, при их производстве затрачивается много электроэнергии и времени. Поэтому она актуальна не повсеместно, а в строго определенных сферах – ее наносят на конкретные детали, количество которых обычно крайне ограничено. Основной профиль, которым обладает наружная и внутренняя трапецеидальная резьба
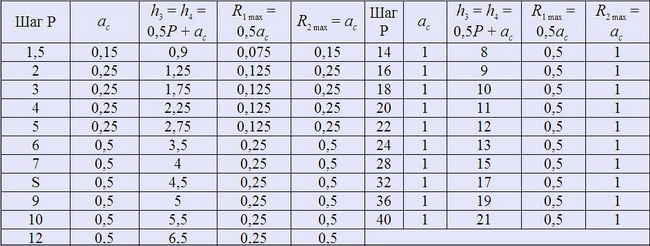
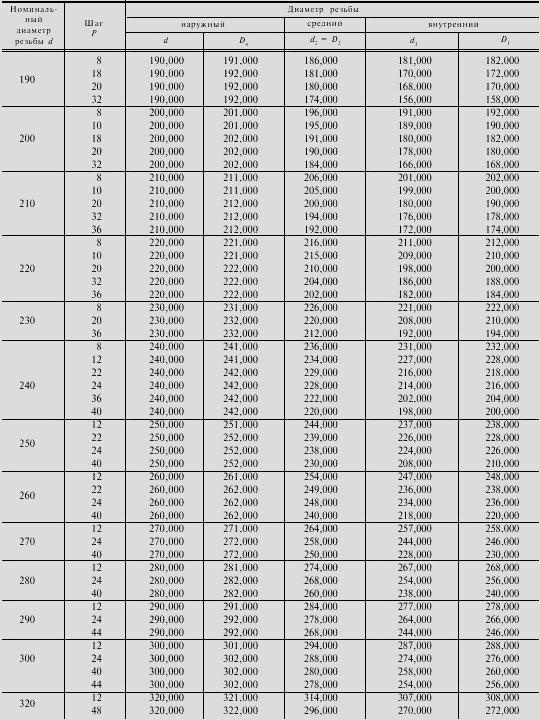
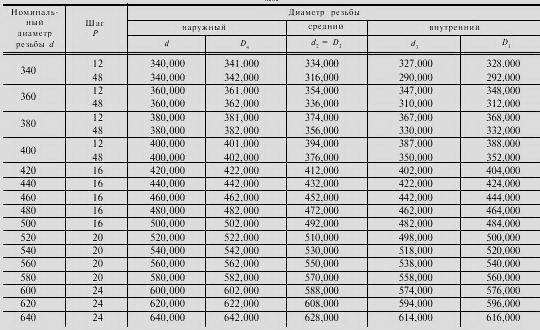
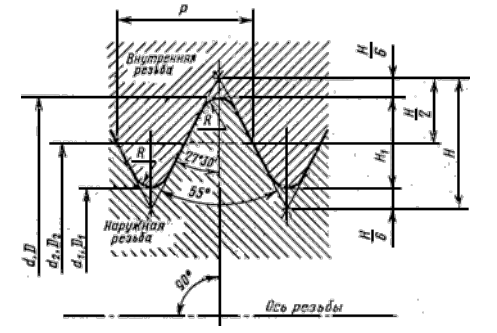
При нарезке следует брать именно стандартные значения – чтобы обеспечить совместимость готового изделия с крепежными элементами и различными инструментами. Номинальный профиль внутренней/наружной трапециевидной резьбы: таблица размеров
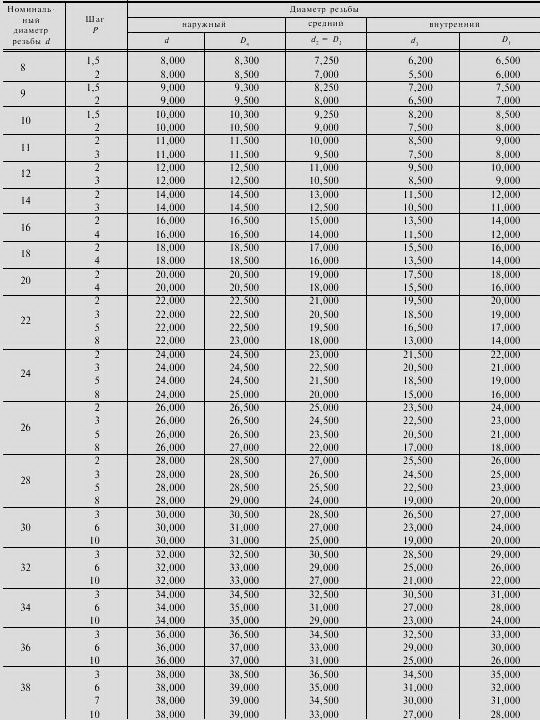
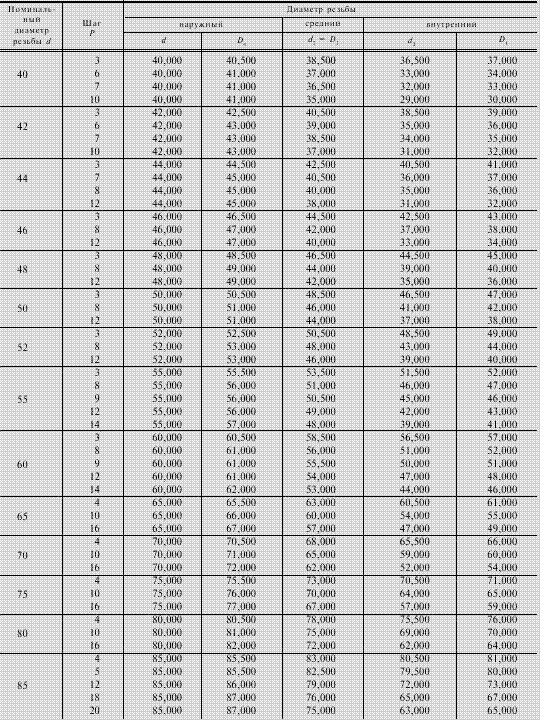
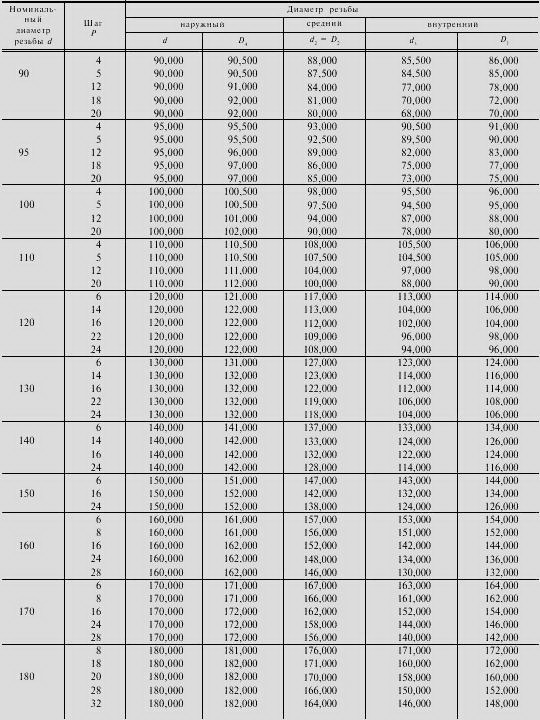
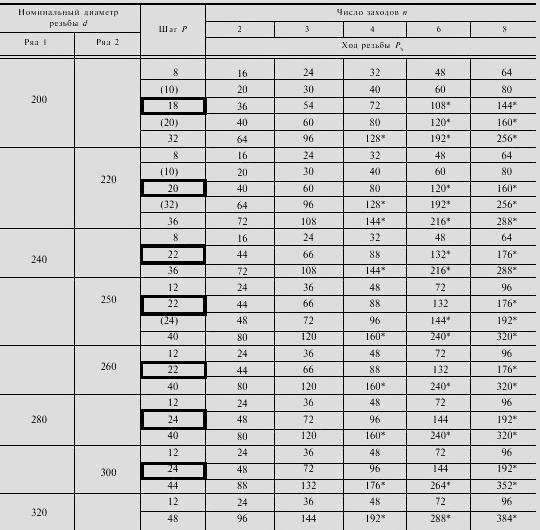
При его определении к важным параметрам – расстоянию между витками и высоте – добавляются дополнительные, то есть зазор по вершине и радиусы скругления. Благодаря различным его вариантам можно обеспечить частичную взаимозаменяемость деталей и крепежных элементов. Резьба трапецеидальная: диаметры и шаги по ГОСТ 24737-81Данный межгосударственный стандарт задает значения вплоть до 640 мм для сечения и до 24 мм – для расстояния между соседними витками. Но мы сосредоточимся только на ходовых величинах, применяемых часто, а не в единичных случаях. Ориентируйтесь на эти справочные данные при выборе варианта нарезки и помните: нормативные значения геометрических показателей – залог высокой совместимости деталей и особенно крепежных элементов. Рассмотрим наиболее распространенные и используемые сегодня варианты исполнения. Трапецеидальная резьба левая
В машиностроении – для фиксации различных деталей на валу станка; она практически исключает самовыкручивание заготовки в процессе ее обработки. В качестве универсального средства крепежа – колес внедорожников и грузовых машин, радиаторных ниппелей в системах отопления, лопастей вентиляторов, велосипедных узлов, редукторов моторов, циркулярных пил, патронов со сверлами и так далее. Для контроля траектории режущих и других инструментов – является своеобразным средством остановки производства при возникновении опасных ситуаций. В автопроме – для защиты оригинальных заводских комплектующих от подделки. Отличить ее от других очень просто – по литере «L», которой она маркируется в обязательном порядке. Правая
Понять, что она именно такой направленности, не составляет труда: достаточно положить крепежный элемент на ладонь фаской вверх и посмотреть, куда направлены витки – они должны идти от вас. Еще один явный показатель – буква «R» на борту изделия. Хотя подделать такой вариант нанесения канавок не составляет труда, поэтому те же производители комплектующих для авто относятся к нему равнодушно. Где активно применяется правая нарезка, так это при производстве редукторов кислородных баллонов, чтобы предотвратить чрезвычайную ситуацию при их использовании. Резьба трапецеидальная однозаходная: основные размеры
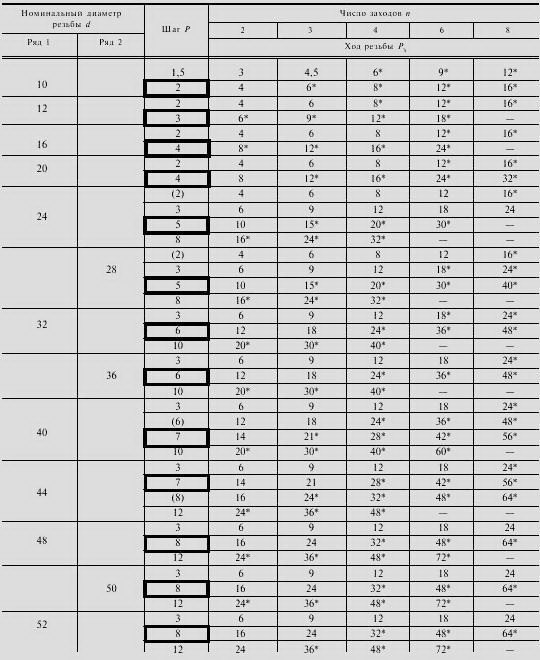
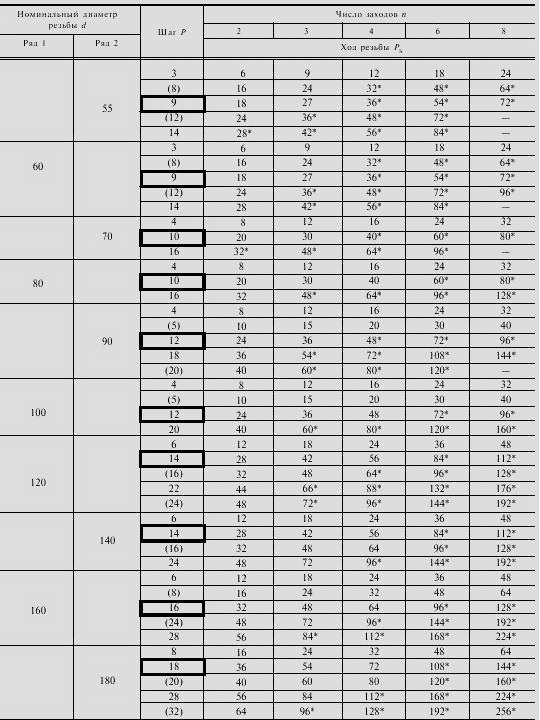
Свое название она получила потому, что выполняется движением одного лезвия. И определить, что это именно она, довольно легко: нужно лишь взглянуть на торец крепежного элемента – на него должен выходить 1 конец витка, но никак не больше. Дистанция между соседними нитями у нее всегда совпадает с величиной хода, поэтому выбирать, настраивать и выдерживать ее при нанесении сравнительно просто (и в этом ее преимущество). Недостаток же заключается в сравнительно низкой прочности соединения итогового изделия и объясняется тем, что внутренний диаметр слишком короткий, чтобы обеспечивать надежность контакта. Поэтому передавать значительные нагрузки с нею проблематично, а значит она находит ограниченное применение. Распознать ее не составит труда по маркировке – латинской литере «H». Многозаходная трап резьба: ГОСТ, размеры
Такие насечки актуальны для стягивающий конструкций – они: Повышают прочность соединения. Помогают обеспечить существенное смещение крепежа на винтах при работе двигателя на малых оборотах. Меняют передаточное число. На чертежах и в сопутствующей документации они помечены буквой «S». Теперь о том, по каким стандартам определить размеры и другие параметры трапецеидальной резьбы: по ГОСТ 25347-82 и 24739-81. Эти стандарты четко регламентируют геометрические показатели профилей и максимально допустимые отклонения. Они также устанавливают логическую зависимость: величина хода эквивалентна шагу, помноженному на число заходов (в нашем случае – на 2 или на 3). Применение
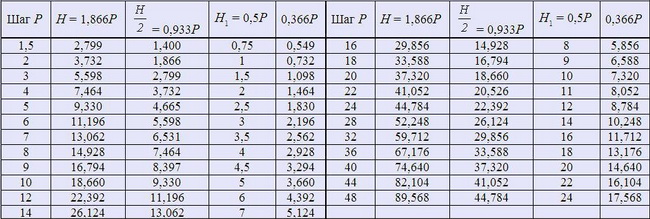
На практике Tr (резьба трапециевидная ГОСТ 9484-81) помогает решать следующие задачи: Контролировать траекторию исполнительных, подъемных и других механизмов. Подавать и останавливать движение на станках. Обеспечивать перемещение заготовок и продукции по конвейерной ленте к точке сборки. Поддерживать пресс (и схожие с ним машины) в заданном направлении, чаще всего вертикальном. Также ее наносят на поверхности деталей, являющихся составными элементами регуляторов, станков, сложносоставного оборудования. В списке основных сфер ее использования: А втопром – части моторных редукторов. Машиностроение – функциональные узлы различных агрегатов. Паровозостроение – тормозные устройства для электровозов, работающих в шахтах. И отдельно робототехника со сверхточным проектированием (в особо ответственных и единичных случаях). Трапециевидная резьба: размеры таблицейГлавные ее геометрические характеристики – это: Номинальный диаметр (условный проход) – составляет 1,5-48 мм. Усредненный угол – равняется 30 градусам. Шаг – расстояние между соседними витками (в одинаковых точках) – лежит в диапазоне 0,75-24 мм. Зазор – максимум до 0,5 мм. Все это – официальные статистические данные, еще более подробно приведенные в межгосударственном стандарте 24737-81. Главные из них мы представим прямо сейчас – в максимально наглядном формате: Метрическая резьба: таблица размеров и характеристики по ГОСТу
Метрическая резьба наиболее широко используется сегодня. Она доступна как в грубой (крупной), так и в тонкой (мелкой) резьбе в широком диапазоне материалов и размеров. Есть, конечно, положительные и отрицательные стороны тонкой метрической нити и грубой метрической нити. Что такое метрическая резьбаТонкие метрические резьбы более восприимчивы к истиранию. Они нуждаются в длинных зацеплениях и менее подходят для высокоскоростной сборки. Тонкие нити могут легче проникать в твердые материалы, требуют меньшего крутящего момента и имеют небольшую тенденцию к ослаблению. Они также прочнее, чем грубая нить, и допускают более тонкие регулировки из-за их меньшего шага. Грубые резьбы имеют больший шаг и проще в использовании, чем мелкорезьбовые крепежные детали, и они предназначены для большинства применений. Метрические резьбы состоят из симметричной V-образной резьбы. В плоскости оси резьбы фланцы V имеют угол 60° друг к другу. Глубина резьбы составляет 0,614 × шаг. Угол резьбы — это угол, образованный пересечением двух сторон резьбового паза. Глубина — это расстояние между гребнем и корнем нити, измеренное перпендикулярно оси. Угол опережения — это угол спирали нити, основанный на расстоянии опережения. Одиночная начальная нить имеет расстояние вывода, равное ее шагу, и в свою очередь имеет относительно небольшой угол вывода. Многозаходные резьбы имеют большее расстояние вывода и, следовательно, больший угол вывода.
Особенности метрической резьбыВинтовые резьбы выполняют три основные функции в механических системах:
Геометрически винтовая резьба представляет собой спиральную наклонную плоскость. Спираль — это кривая, определяемая перемещением точки с равномерной угловой и линейной скоростью вокруг оси. Расстояние, на которое точка перемещается линейно (параллельно оси) за один оборот, называется шагом. Термин «внутренняя резьба» относится к резьбе, вырезанной в боковой стенке существующего отверстия. Наружная резьба свернута в наружную цилиндрическую поверхность крепежа или шпильки. Размер, наиболее часто ассоциируемый с резьбой винта, — это номинальный диаметр. Например, болт и гайка могут быть описаны как имеющие диаметр М12 х 1.75. Первое значение — это и есть диаметр, а второе — резьбовой шаг. Но ни наружная резьба болта, ни внутренняя резьба гайки не имеют точно 500 мм в диаметре. На самом деле диаметр болта немного меньше, а диаметр гайки немного больше. Но проще указать компоненты по единому обозначению размера, так как болт и гайка являются сопрягаемыми компонентами. Технические характеристики метрической резьбы всегда начинаются с обозначения серии резьбы (например, M или MJ), за которым следуют номинальный диаметр крепежного элемента и шаг резьбы в миллиметрах, разделенные символом «x». Существует несколько серий метрических резьб, используемых для специальных применений. Стандарт — это серия М. Серия MJ является одной из наиболее распространенных специальных прикладных нитей. Метрическая крепежная резьба серии М — это общий профиль резьбы. Серия MJ обозначает внешнюю резьбу, имеющую увеличенный радиус корня, тем самым обладающую более высокой усталостной прочностью (за счет снижения концентрации напряжений), но требующую усеченной высоты гребня внутренней резьбы MJ для предотвращения помех на внешнем корне резьбы MJ. Внешние резьбы M совместимы как с внутренними резьбами M, так и с внутренними резьбами MJ. Если не указано иное, винтовые резьбы считаются правосторонними. Это означает, что направление вращения спирали нити по часовой стрелке заставит ее двигаться вдоль своей оси. Левосторонние нити продвигаются вперед при вращении против часовой стрелки. Левосторонние резьбы часто используются в ситуациях, когда вращательные нагрузки могут привести к ослаблению правосторонних резьб во время эксплуатации. Распространенный пример — велосипед. Педали велосипеда крепятся к кривошипу с помощью винтовых резьб. Одна сторона велосипеда использует правую резьбу, а другая — левую. Это предотвращает движения педалей и кривошипа от отвинчивания педали и ее падения во время использования. Левая резьба должна быть указана в спецификации изделия. Это достигается путем добавления «LH» в конец описания технических характеристик.
Основные ГОСТыВсе метизы и крепежные детали, имеющие винтовую резьбу по метрической системе измерения, изготавливаются в соответствии с государственными и международными стандартами и нормативными документами. Поэтому они могут различаться по классу, размерам и некоторым другим параметрам, но в обязательном порядке должны соответствовать разрешенным требованиям и допустимым значениям. В ином случае продукция не может быть сертифицирована и использована в производственной сфере. К тому же официальные продажи таких изделий запрещены. Крепежные изделия с винтовой метрической резьбой регламентируются несколькими нормативными документами:
Метрические резьбы регламентируются также международным стандартом ISO 261-98. Российский ГОСТ 8724-2002 полностью повторяет его текст на русском языке. Правда, в нем есть дополнения, характерные для потребностей российской экономики.  Похожие публикации detector Для любых предложений по сайту: e-polirovka@cp9.ru |








 а)
а) б)
б)








 45.3.036 ГОСТ 397-79, где
45.3.036 ГОСТ 397-79, где


 Такой рисунок профиля обладает рядом преимуществ:
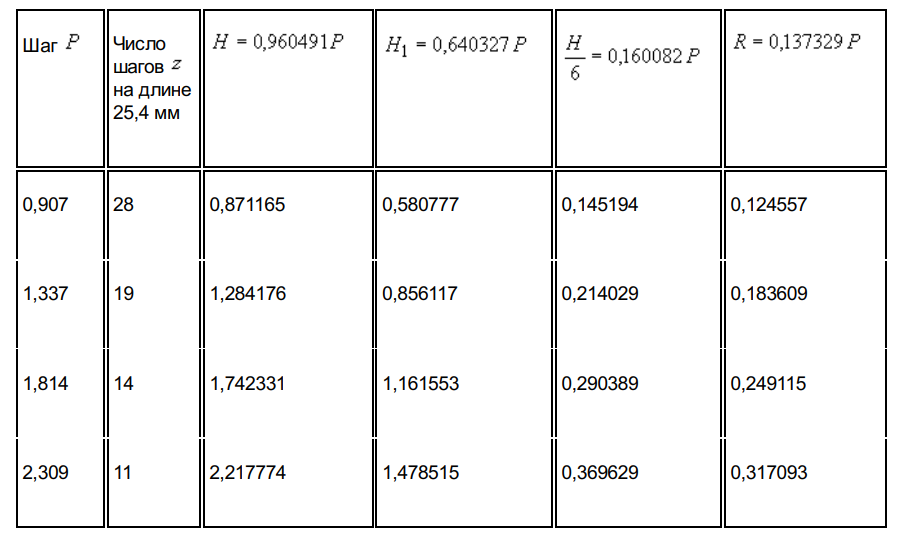
Такой рисунок профиля обладает рядом преимуществ: Его геометрия зависит от двух параметров – от дистанции между соседними канавками и расстояния от основания до вершины витка. Наглядно выделим их зависимость:
Его геометрия зависит от двух параметров – от дистанции между соседними канавками и расстояния от основания до вершины витка. Наглядно выделим их зависимость:
 Ее наносят плоским контурным лезвием, вращающимся против направления часовой стрелки (как бы от наблюдателя). Этот тип соединения известен едва ли не дольше всего, но и сейчас он остается актуальным – в следующих сферах:
Ее наносят плоским контурным лезвием, вращающимся против направления часовой стрелки (как бы от наблюдателя). Этот тип соединения известен едва ли не дольше всего, но и сейчас он остается актуальным – в следующих сферах: Эта резьба-трапеция по ГОСТам наносится по часовой стрелке – плоское контурное лезвие создает ее, двигаясь вдоль по отношению к позиции наблюдателя. Именно она является основным вариантом насечки на винтах, болтах, гайках и шпильках, ею же обладают и большинство шурупов и дюбелей, используемы в промышленных масштабах.
Эта резьба-трапеция по ГОСТам наносится по часовой стрелке – плоское контурное лезвие создает ее, двигаясь вдоль по отношению к позиции наблюдателя. Именно она является основным вариантом насечки на винтах, болтах, гайках и шпильках, ею же обладают и большинство шурупов и дюбелей, используемы в промышленных масштабах. Ее шаг и диаметр регламентированы межгосударственными стандартами 24739-81 и 25347-82, вместе с предельно возможными допусками на обработку, и будут приведены ниже. Сейчас мы хотим сосредоточить внимание на такой ее отличительной особенности, как геометрия рисунка.
Ее шаг и диаметр регламентированы межгосударственными стандартами 24739-81 и 25347-82, вместе с предельно возможными допусками на обработку, и будут приведены ниже. Сейчас мы хотим сосредоточить внимание на такой ее отличительной особенности, как геометрия рисунка. Вы уже наверняка поняли, чем она отличается от предыдущей: рисунок канавок у нее формируют сразу несколько лезвий. Потому на одной нити оказываются расположены сразу 2 или 3 витка. На практике более всего востребованы именно двух- и трехзаходные ее разновидности, а значит их мы и будем рассматривать в качестве примеров.
Вы уже наверняка поняли, чем она отличается от предыдущей: рисунок канавок у нее формируют сразу несколько лезвий. Потому на одной нити оказываются расположены сразу 2 или 3 витка. На практике более всего востребованы именно двух- и трехзаходные ее разновидности, а значит их мы и будем рассматривать в качестве примеров. Сразу подчеркнем, за счет отличных тормозных свойств и способности без деформаций выдерживать значительное трение буквально все ее разновидности не нуждаются в дополнительном закреплении. Поэтому в большинстве ситуаций она становится ходовым винтом – своеобразным приводом для прессов.
Сразу подчеркнем, за счет отличных тормозных свойств и способности без деформаций выдерживать значительное трение буквально все ее разновидности не нуждаются в дополнительном закреплении. Поэтому в большинстве ситуаций она становится ходовым винтом – своеобразным приводом для прессов.