Как правильно нарезать резьбу метчиком?
Как правильно нарезать резьбу метчиком вручную
 Для нарезания резьбы могут использоваться самые различные инструменты, среди которых выделим метчик. Он используется для создания резьбовой поверхности, предназначенной для размещения винта, шпильки, болта или другого крепежного элемента. Относительно невысокая стоимость, простота в применении определили широкое распространение рассматриваемого ручного инструмента. Рассмотрим подробнее, как правильно нарезать резьбу метчиком в домашних условиях.
Для нарезания резьбы могут использоваться самые различные инструменты, среди которых выделим метчик. Он используется для создания резьбовой поверхности, предназначенной для размещения винта, шпильки, болта или другого крепежного элемента. Относительно невысокая стоимость, простота в применении определили широкое распространение рассматриваемого ручного инструмента. Рассмотрим подробнее, как правильно нарезать резьбу метчиком в домашних условиях.
- Классификация метчиков и их сфера применения
- Подготовительный этап
- Требуемое оборудование
- Особенности применяемой технологии
Классификация метчиков и их сфера применения
Для нарезания резьбы на протяжении достаточно длительного периода использовали токарные или сверлильные станки. Они предназначены для вращения заготовки или инструмента. Рабочим инструментом практически во всех случаях становится метчик.
Классификация подобного инструмента проводится по ряду различных признаков:
 По способу приведения во вращение выделяют машинные или машинно-ручные метчики. Особенностью машинно-ручной разновидности инструмента можно назвать наличие квадратного хвостовика, который подходит для державки с двумя ручками. За счет подобной державки можно повернуть инструмент и нарезать резьбу. Что касается машинной разновидности рассматриваемого инструмента, то он устанавливается в патроне различных станков, может иметь хвостовик самых различных форм и размеров.
По способу приведения во вращение выделяют машинные или машинно-ручные метчики. Особенностью машинно-ручной разновидности инструмента можно назвать наличие квадратного хвостовика, который подходит для державки с двумя ручками. За счет подобной державки можно повернуть инструмент и нарезать резьбу. Что касается машинной разновидности рассматриваемого инструмента, то он устанавливается в патроне различных станков, может иметь хвостовик самых различных форм и размеров.- Выделяют универсальные и комплектные метчики — по признаку, связанному с особенностями применения. Универсальный вариант исполнения имеет рабочую часть, которая разделена на несколько участков. Они отличаются друг от друга геометрической формой, первый предназначен для черновой обработки, второй и последующий — для доведения поверхности до подходящего состояния. Комплектный вариант рассчитан на поэтапное использование нескольких метчиков. Как правило, комплект для нарезания резьбы в обычном металле представлен тремя инструментами, для обработки твердых сплавов — пятью.
- Проводится классификация метчиков по признаку того, какого типа отверстие обрабатывается: глухое или сквозное. Для работы со сквозными отверстиями используется инструмент с удлиненным конусным наконечником, который является продолжением рабочей части. Подобного рода форму зачастую имеют метчики универсального предназначения. Если нужно провести нарезание резьбы в глухом отверстии, то применяется инструмент, который имеет срезанный наконечник, напоминающий фрезу. За счет подобной формы можно проводить нарезание резьбы на всю длину отверстия.
- Инструмент для нарезания резьбы также классифицируется по виду рабочей поверхности. Примером можно назвать винтовые, прямые или укороченные канавки. В продаже можно встретить вариант исполнения, который также имеет и комбинированную поверхность. Подходит он для обработки металлов с низким показателем твердости. Для твердых сплавов применяется инструмент с режущими элементами, которые расположены в шахматном порядке.
 По способу приведения во вращение выделяют машинные или машинно-ручные метчики. Особенностью машинно-ручной разновидности инструмента можно назвать наличие квадратного хвостовика, который подходит для державки с двумя ручками. За счет подобной державки можно повернуть инструмент и нарезать резьбу. Что касается машинной разновидности рассматриваемого инструмента, то он устанавливается в патроне различных станков, может иметь хвостовик самых различных форм и размеров.
По способу приведения во вращение выделяют машинные или машинно-ручные метчики. Особенностью машинно-ручной разновидности инструмента можно назвать наличие квадратного хвостовика, который подходит для державки с двумя ручками. За счет подобной державки можно повернуть инструмент и нарезать резьбу. Что касается машинной разновидности рассматриваемого инструмента, то он устанавливается в патроне различных станков, может иметь хвостовик самых различных форм и размеров. Проводится классификация метчиков по признаку того, какого типа отверстие обрабатывается: глухое или сквозное. Для работы со сквозными отверстиями используется инструмент с удлиненным конусным наконечником, который является продолжением рабочей части. Подобного рода форму зачастую имеют метчики универсального предназначения. Если нужно провести нарезание резьбы в глухом отверстии, то применяется инструмент, который имеет срезанный наконечник, напоминающий фрезу. За счет подобной формы можно проводить нарезание резьбы на всю длину отверстия.
Проводится классификация метчиков по признаку того, какого типа отверстие обрабатывается: глухое или сквозное. Для работы со сквозными отверстиями используется инструмент с удлиненным конусным наконечником, который является продолжением рабочей части. Подобного рода форму зачастую имеют метчики универсального предназначения. Если нужно провести нарезание резьбы в глухом отверстии, то применяется инструмент, который имеет срезанный наконечник, напоминающий фрезу. За счет подобной формы можно проводить нарезание резьбы на всю длину отверстия. Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Подготовительный этап
Для того чтобы работа по получению резьбы не вызывала много трудностей, следует провести тщательную подготовку к подобной технологической операции. Все применяемые методы, связанные с нарезанием внутренней резьбы, предусматривают то, что заранее уже было получено отверстие требуемого диаметра. Получить стандартный размер резьбы можно при создании отверстия согласно таблице соответствия. К примеру, для резьбы М10 создается отверстие диаметром 8,5 мм.
Часто встречается ситуация, когда следует получить резьбу нестандартного размера. В этом случае проводится расчет требуемого диаметра отверстия по универсальной формуле. Вычисления проводятся следующим образом:
- Изучается маркировка применяемого инструмента. Нужно уделить внимание типу нарезаемой резьбы, шагу и диаметру.
- Определить требуемый диаметр отверстия при использовании метчика М5Х0,75 можно следующим образом: 5−0,75=5,25 мм.
 Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации.
Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации.
Для получения качественного отверстия нужно правильно выбрать сверло. При сверлении рекомендуется использовать оборудование, которое препятствует возникновению биения при работе. Выбирая сверло, стоит помнить, что оно должно иметь качественную заточку. Специалисты рекомендуют подбирать угол заточки в зависимости от того, какой твердостью обладает обрабатываемый материал. С повышением показателя твердости увеличивается и рекомендуемый угол заточки, но он не должен превышать значение 140 градусов.
Требуемое оборудование
Нарезка резьбы метчиком вручную возможна только при наличии следующего инструмента:
- Электрической дрели, которая способна работать на низких оборотах.
- Высококачественного сверла, диаметр и угол заточки которого подбирается по табличным значениям или высчитывается.
- Для снятия с краев отверстия фаски потребуется зенковка или сверло большого диаметра.
- Одного или целого комплекта (в зависимости от типа) метчиков соответствующего размера.
- Ручного держателя, который подходит для применяемого инструмента.
- Слесарных тисков, в которых будет осуществляться фиксация изделия. При нарезании резьбы происходит снятие определенного слоя металла, что возможно исключительно при прикладывании большого усилия. Если заготовка или готовое изделие будут плохо зафиксированы, то качество обработки будет низким.
- Керна и молотка.
- Для того чтобы упростить поставленную задачу, рекомендуется использовать машинное масло для смазывания как самого инструмента, так и обрабатываемой поверхности. Если не использовать машинное масло или другое вещество, обладающее аналогичными свойствами, то процесс может существенно затянуться.
- Ветоши.
 Электрической дрели, которая способна работать на низких оборотах.
Электрической дрели, которая способна работать на низких оборотах.После нахождения всего необходимого можно приступать к непосредственному выполнению работ.
Особенности применяемой технологии
Провести рассматриваемую работу можно своими руками в бытовых условиях. Для этого нужно учесть нижеприведенные рекомендации:
- Перед созданием отверстия рекомендуется сделать небольшое углубление, которое обеспечит правильный заход сверла. Для этого можно использовать керн. При сверлении по металлу рекомендуется выставлять на дрели низкие обороты, что позволит достигнуть высокого качества обработки. До начала сверления можно обработать режущую кромку специальным составом, за счет чего инструмент будет легче входить в металл.
- На момент создания отверстия дрель со сверлом должна располагаться строго перпендикулярно обрабатываемой поверхности. На момент использования метчика режущую кромку следует постоянно смазывать моторным маслом, а также следить за тем, чтобы инструмент был расположен строго параллельно оси созданного отверстия.
- Практически во всех случаях проводится снятие фаски на входе отверстия, размер которой составляет 0,5−1 мм. Для этого можно использовать зенковку или сверло большего диаметра.
- При применении набора метчиков нарезание резьбы нужно начинать с инструмента под № 1. Направление резьбы должно контролироваться строго в самом начале проведения работы, так как в дальнейшем изменить наклон применяемого инструмента будет практически невозможно.
- Для получения качественных канавок рекомендуется делать два оборота по ходу резьбы и один в противоположную сторону. Обратный оборот делается для того, чтобы удалить с режущей кромки стружку, за счет чего ход становится более плавным.
- После применения инструмента № 1 устанавливается второй, после полного прохода — третий. Стоит учитывать, что при большом усилии рекомендуется сделать один или несколько оборотов в обратную сторону, за счет чего стружка удаляется с зоны резания.
 Перед созданием отверстия рекомендуется сделать небольшое углубление, которое обеспечит правильный заход сверла. Для этого можно использовать керн. При сверлении по металлу рекомендуется выставлять на дрели низкие обороты, что позволит достигнуть высокого качества обработки. До начала сверления можно обработать режущую кромку специальным составом, за счет чего инструмент будет легче входить в металл.
Перед созданием отверстия рекомендуется сделать небольшое углубление, которое обеспечит правильный заход сверла. Для этого можно использовать керн. При сверлении по металлу рекомендуется выставлять на дрели низкие обороты, что позволит достигнуть высокого качества обработки. До начала сверления можно обработать режущую кромку специальным составом, за счет чего инструмент будет легче входить в металл. Для получения качественных канавок рекомендуется делать два оборота по ходу резьбы и один в противоположную сторону. Обратный оборот делается для того, чтобы удалить с режущей кромки стружку, за счет чего ход становится более плавным.
Для получения качественных канавок рекомендуется делать два оборота по ходу резьбы и один в противоположную сторону. Обратный оборот делается для того, чтобы удалить с режущей кромки стружку, за счет чего ход становится более плавным.Не рекомендуется прикладывать к рукоятке большую нагрузку за счет применения рычага или газового ключа. Не стоит забывать о том, что метчик может лопнуть из-за высокой нагрузки, тогда удалить оставшуюся внутри часть будет достаточно сложно. Во время работы мастер должен чувствовать то, как идет инструмент: легко или с большим усилием. Форма режущей кромки не позволяет проводить удаление стружки с рабочей части на момент вращения по ходу резьбы.
Как правильно нарезать резьбу метчиком

Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.

По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.
Полезные советы
- Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
- При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
- Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Как нарезать резьбу метчиком правильно?
Существуют ситуации, когда надежное соединение невозможно сделать с помощью сварочного аппарата. В таких случаях используются резьбовые соединения. Оно позволяет собирать, разбирать металлоконструкции без деформации. Однако для создания соединения нужно знать, как правильно нарезать резьбу метчиком.
 Метчики для нарезки резьбы
Метчики для нарезки резьбы
Разновидности инструмента
Инструмент, который используется для создания резьбы называется метчиком. Это цилиндрические стержни из металла, на краях которых присутствуют острые резцы, расположенные в определенной последовательности. Метчики разделяются по нескольким факторам:
- Способ использования. В комплекте с ручными инструментами поставляется специальный вороток для проведения работ. Оснастка для станков закрепляется в патроне благодаря цилиндрическому хвостовику.
- По типу обрабатываемых отверстий. Разделяются приспособления на две группы. Одни используются для обработки сквозных отверстий, другие для глухих.
- Для нарезания внутренней, метрической, трубной резьбы.
Форма метчиков может быть как цилиндрической, так и конической.
Конструктивные особенности инструмента
Если необходимо нарезать резьбу, перед этим нужно разобраться с тем, какие виды метчиков могут встретиться в строительном магазине:
- Выделяются прямые, винтовые приспособления. Отдельной группой являются стержни цилиндрической формы, на которых нарезаются специальные канавки для вывода металлической стружки из отверстия.
- Еще одно разделение по конструкции — универсальные, комплектные инструменты. Первые вариант представляет собой метчики, рабочая часть которых разделена на три зоны. Они нужны для последовательного проведения грубой, средней, финишной обработки внутренней части отверстия. Второй вариант представляет собой комплекты металлических цилиндров, каждый из которых отвечает за свой тип нарезания резьбы.
Для получения более качественного соединения, нужно выбирать комплект метчиков. Отдельные приспособления позволяют более точнее обрабатывать металл, менее уязвимы к большому усилию. Отличаются надежностью, долговечностью, высокой точностью.
Как правильно определить диаметр отверстия?
Если взять сверло большого диаметра, проделать отверстие, взять метчик того же диаметра, могут возникнуть проблемы. Прежде чем начинать нарезать резьбу, нужно подобрать размер оснастки, требуемый диаметр отверстия. Для классических размеров сверл если специальная таблица, в которой указываются соотношения размеров. Найти ее можно в интернете.
Как нарезать резьбу метчиком?
Нарезание внутренней резьбы метчиком является точным технологическим процессом, который проводится в определенной последовательности.
Подготовка
Изначально требуется подготовить инструменты, дополнительные приспособления для проведения работ:
- Маленькие тиски.
- Электродрель с регулятором оборотов, сверла по металлу.
- Набор метчиков.
- Щетка по металлу.
- Керн с молотком.
Нарезка резьбы метчиком вручную проводится на низких оборотах электроинструмента.
 Нарезание внутренней резьбы метчиком
Нарезание внутренней резьбы метчиком
Процесс нарезки
Пошаговая инструкция нарезания резьбы:
- Накернить место отверстия керном с молотком.
- Просверлить отверстие электродрелью. Удерживать оснастку точно перпендикулярно относительно обрабатываемой поверхности. Дополнительно смазать сверло специальным маслом.
- Снять фаску на 1 мм по глубине. Для этого использовать сверло большего диаметра.
- Закрепить в воротке оснастку. Выполнять по два движения вперед, одно движение назад. Так металлическая стружка будет выходить наружу из отверстия, не возникнет проблем с нарезанием. Движения должны быть плавными.
Во время ручной нарезки нельзя делать усилия на прижим, продолжать вращать инструмент после его застревания. Если он сломался, требуется высверливать метчик с помощью дрели, разных сверл по металлу. Еще один вариант извлечения обломка – обтачивание зоны вокруг отверстия с помощью шлифовальной машинки. Затем требуется достать его плоскогубцами.
Для создания резьбовых соединений нужно купить соответствующие документы, научиться с ними работать. Проводя работы аккуратно, без спешки, можно получить надежное соединение за короткий промежуток времени.
Как нарезать резьбу вручную
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.

В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
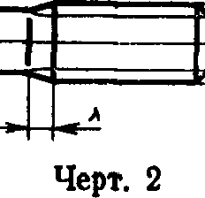
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.

Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
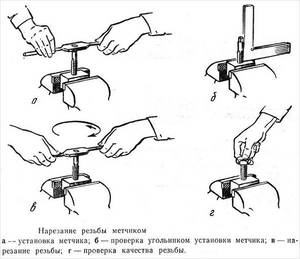
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.

Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Как нарезать резьбу метчиком?

- Подготовка
- Технология нарезки
- Меры предосторожности
- Полезные советы
Нарезание резьбы доступно каждому домашнему или гаражному мастеру. Для этого необязательно обращаться в слесарный сервисный центр. Посмотрите пару видеоуроков – и приобретите метчики для выполнения внутренней резьбы.


Подготовка
Тренироваться начинающий мастер может на обрезках гладких прутов или незакалённой проволоке диаметром от 3 мм. Заготовку необходимо выпрямить перед началом работы – слишком изогнутая подпортит резьбу в процессе нарезания, а, возможно, и сам инструмент. Заготовка должна быть ровной, как, например, стальная направляющая. Для проверки ровности используйте обычную ученическую или стальную линейку.


Если речь идёт о нарезании внутренней резьбы, то используйте заранее просверленную заготовку или отрезок трубы (трубки) подходящего внутреннего (не наружного) диаметра. Использование труб регламентируется ГОСТом – по размерам внутреннего и наружного диаметров, толщине стенки и т. д. Чем больше внутренний и наружный диаметры трубы, из которой нужно изготовить винтовую стойку, муфту или иную конструкционную насадку, тем лучше качество резьбы и прочность получившейся детали. Например, для стойки или муфты под болт М10 рекомендовано применение отрезка трубки с толщиной стенок не менее 5 мм. Закономерность эта не является линейной, т. к. трубка или труба как таковая ненамного уступает стержню из аналогичного материала, к примеру, стали, и такого же диаметра, как и внешний обхват этой же трубы (трубки).
Запас толщины стенок для нарезания внутренней резьбы необходим – чтобы заготовка не деформировалась вне зависимости от способа, которым прорезается винтовая канавка: ручным или с помощью дрели (либо шуруповёрта).


В идеале метчик крутится без рывков, несмотря на усилие – за счёт однородности разрезаемого материала, постоянства тяги механизма (крутящего усилия). При нарезке резьбы вручную возможны значительные перепады силы, приложенной мастером, однако плавность хода имеет решающее значение.


Помимо общих требований, ГОСТ подразумевает точный расчёт внутреннего диаметра для нарезания резьбы. Диаметр отверстия для М6 с канавкой, шаг которой составляет 0,75 мм, предполагает просверливание отверстия сверлом диаметром 5,25 мм: формула такова, что из диаметра болта или шпильки вычитается шаг резьбы. Для М8 с шагом резьбы в 1 мм диаметр отверстия составит 7 мм, для М10 – 9, для М12 – 11, для М14 – 13. Однако стоит помнить, что ширина (шаг) винтовой канавки также растёт с увеличением диаметра болта или шпильки, поэтому для М20, к примеру, делается 18,5-миллиметровое отверстие, когда шаг резьбы для болта (и внутренней резьбы для него в самой заготовке) составил, предположим, 1,5 мм. Это главное условие для достижения высококачественного реза.
Конкретный расчёт применяют для нетипичных деталей, которые запрещено заменять простыми строительными шпильками ввиду более низких показателей твёрдости и прочности стали. К примеру, закалённые ступицы для велосипедов, изготавливаемые по М12, но с нестандартной резьбой (чтобы обычные строительные гайки не подходили) в 0,6 мм, предусматривают проделку отверстия в цапфе втулочного механизма, куда вкручивается эта ступичная ось, в 11,4 мм соответственно. Поскольку эти детали поставлены на широкопоточное конвейерное производство, то метчики для их нарезания рассчитаны на выполнение резьбы на пониженных оборотах, к примеру, напоминающих ход шуруповёрта (0,5… 2 оборота в секунду) на низкой скорости.


Существует также понятие о метричной и дюймовой видах резьбы. Они отличаются шагом и глубиной винтовой канавки. Например, нарезка внутренней или наружной «дюймовой» резьбы подразумевает не заострённый, а усечённый гребешок внешнего отверстия (по ходу канавки) – и точно такой же «паз» внутреннего. Подбирать метчик также необходимо исходя из назначения резьбы, нагрузки на неё в ходе затяжки.
Подобрав метчик, убедитесь, что дрель (или сверлильный станок), которой вы сверлите отверстия, не создает биений. Механизм должен быть идеально отцентрован, а само сверло – не являться искривленным, подогнутым. Если не проследить за этими двумя важными особенностями, вы получите «битые» отверстия и, как следствие, некачественную резьбу. Угол заточки сверла под сталь – порядка 140 градусов.

Не применяйте инструмент с другим углом заточки, к примеру, под дерево и пластик.


Технология нарезки
Чтобы правильно нарезать резьбу метчиком, необходимо также запастись, помимо электрооборудования, ниже перечисленными приспособлениями.
- Сверло большего, чем основное отверстие, диаметра. Оно снимает с краёв отверстия заусенцы, сглаживает эту кромку.
- Дрель-шуруповёрт, способную работать на пониженных оборотах.
- Ручной вороток для метчиков. Без него понадобилось бы зажимать метчик в патрон дрели, а это не всегда допустимо.
- Тиски слесарные. Лучше, если их удастся закрепить на верстаке.
- Керн и молоток, машинное масло и ветошь.
- Подготовив весь данный инвентарь, приступают к самому процессу.



Приведем пошаговое руководство.
- Накерните отверстие для будущей внутренней резьбы.
- Нанесите немного масла на место отметки и на само сверло. Лишнее трение будет устранено, сверло не перегреется, что важно для его долгого срока службы. Если не оказалось машинного масла, то можно применить масляную отработку, солидол, сало или сурочий жир, к примеру. Если сверлится более вязкий сплав, к примеру, нержавейка, то рекомендуется воспользоваться исключительно моторным маслом.
- Детали небольших габаритов фиксируют в тисках – их малый вес не позволил бы им удержаться на месте. Просверлив отверстие, при помощи сверла несколько большего диаметра убирают острый выступ на поверхности детали, что позволяет придать обработанному участку более аккуратный вид. Можно использовать ступенчатое или коническое сверло – следите за тем, чтобы не «пересверлить»: бороздка затупления не должна уходить глубже, чем на миллиметр. Для отверстий на 4 мм можно использовать «рассверливание» на 5, для 5 – на 6 мм, для 6 – на 8 мм, для 8 – на 10 и 12 мм и т. д.
- В процессе нарезки резьбы следите за тем, чтобы метчик двигался прямо, не отклоняясь ни на градус ни в одну из сторон. Не забудьте смазать его и само отверстие перед началом работы. Правило нарезания следующее: два оборота делаются по ходу нарезания резьбы, один – обратно. Недопустимо продвигать инструмент лишь в прямом направлении, т. к. из-за повышенного трения и давления рабочая винтовая канавка может затупиться, несмотря на относительную твёрдость инструментальной стали, и метчик сразу станет работать хуже – формировать будет намного труднее. С режущей части должна уйти мельчайшая стружка, образуемая в ходе прорезания канавки в заготовке: если этого не сделать, то по законам физики нагрузка на инструмент возрастёт. Повышенная твёрдость обычной стали, в которой прорезается винтовая канавка, требует большего количества масла.
- Если все выше перечисленные условия соблюдены, результат – свободное и лёгкое ввинчивание шпильки или болта в только что «нарезанное» отверстие.
Перед тестированием качества работы промойте внутренние стенки отверстия от следов опилок и отработанного масла, прежде чем смазывать его повторно.