Отверстие под м8 основной шаг резьбы
Таблица размера сверла и отверстия под резьбу
Особенности выбора сверла перед нарезкой резьбы. Ключевые параметры отверстий: вид, шаг, форма и направление витков. Таблица соответствия размеров для метрической и дюймовой нарезки. Расчет требуемого диаметра сверла под М4, М5, М6, М8, М10.
Сверло под резьбу – металлорежущий инструмент, который используют перед применением метчика или аналогичного приспособления. Необходимо, чтобы все параметры соответствовали действующим требованиям и стандартам. В противном случае крепление будет ненадежным.
Для выбора оптимального диаметра сверла под резьбу были разработаны специальные таблицы. Значение зависит от типа нарезки. Требования к размеру сверла и параметрам метрических отверстий регулируется межгосударственным стандартом ГОСТ 19257-73. В качестве вспомогательного инструмента необходимо использовать штангенциркуль или другое приспособление для вычисления размера и шага резьбы.
Параметры отверстия
Резьбу различают по следующим характеристикам:
- Единица измерения. На территории страны используют преимущественно метрическую систему исчисления. Дюймовыми значениями пользовались в трубной промышленности.
За рубежом дюймовая система считается основной. Владельцы автомобилей, которые собирались для американского рынка, знают, что в них нет ни одного элемента с метрической нарезкой.
- Шаг резьбы и количество заходов ниток. Нестандартные параметры используются в автомобильной и станкостроительной промышленности.
- Форма профиля. Фигуры отличаются по типу нарезки. Существуют элементы треугольной, прямоугольной, трапециевидной и круглой формы.
- Направление витков. Различают право- и левосторонние нарезки.
- Вид. Наружная или внутренняя.
- Тип поверхности. Он может быть цилиндрическим или коническим.

Основным условием качественного соединения является соответствие показателей внешней и внутренней резьбы. Если один из параметров не совпадает, крепление будет ненадежным.
Предварительное сверление отверстий – непременная процедура, предшествующая нарезке. При этом диаметр буравчика должен быть несколько меньше размера болта или шпильки.
Глубина сверления – один из самых важных показателей. При расчете необходимо учитывать следующие факторы:
- глубину ввинчивания резьбового элемента;
- величину наружной нарезки;
- наличие и параметры фаски.
Для расчета глубины ввинчивания необходимо учитывать тип обрабатываемого материала. Для стали, титана, бронзы и латуни никакие поправки не нужны, а вот для серого и ковкого чугуна применяют повышающий коэффициент 1,25. Для легких сплавов этот показатель еще выше – его увеличивают в два раза.
Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
- Под резьбу М3 необходим метчик, для которого стандартный шаг – 0,5, сверла – 2,5 мм.
- Под резьбу М4 необходим метчик, для которого стандартный шаг – 0,7, сверла – 3,3 мм.
- Под резьбу М5 необходим метчик, для которого стандартный шаг – 0,8, сверла – 4,2 мм.
- Под резьбу М6 необходим метчик, для которого стандартный шаг – 1,0, сверла – 5,0 мм.
- Под резьбу М8 необходим метчик, для которого стандартный шаг – 1,25, сверла – 6,75 мм.
- Под резьбу М10 необходим метчик, для которого стандартный шаг – 1,5, сверла – 8,5 мм.
- Под резьбу М12 необходим метчик, для которого стандартный шаг – 1,75, сверла – 10,25 мм.
- Под резьбу М16 необходим метчик, для которого стандартный шаг – 2,0, сверла – 13,5 мм.
Несмотря на то что метрическая система исчислений является наиболее популярной, рекомендуем ознакомиться с таблицей диаметров сверл под резьбу:


Формула подбора сверлильного инструмента
Для расчета проще всего использовать известную формулу: от значения номинального диаметра отнимают величину шага. Например, для М8 необходимо приспособление сечением 8-1,25 (стандартный шаг) = 6,75 мм.
Следует помнить, что при работе с пластичными материалами расчетное количество витков увеличивается. Таким образом, для сверления латуни необходимо подготовить буравчик большего диаметра, чем необходимо для хрупких металлов и сплавов, таких как чугун или бронза.
Как показывает практика, диаметр отверстия должен быть меньше, чем номинальная величина нарезки. При этом существуют предельные показатели, превышение которых считают нарушением технологического процесса. Например, для М6 максимальный диаметр отверстия не должен превышать 5,153 мм.
Какое сверло лучше использовать
- Спиральные. Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
- Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.
Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия. Существует три класса точности:
- «В». Самый низкий класс. Позволяет оформлять отверстия с точностью до 15 квалитета.
- «В1». Инструмент повышенной чистоты. Показатель точности – до 14 квалитета.
- «А». Приспособление повышенной точности. Позволяет выполнять отверстия в диапазоне 10–13 квалитета. Отличаются высокой стоимостью.
Выбор правильного размера сверла для оформления отверстия перед нарезкой резьбы – важная процедура, от качества выполнения который зависит надежность будущего соединения.
А вы пользуетесь формулой подбора или предпочитаете руководствоваться вспомогательными таблицами? Напишите о вашем методе в блоке комментариев.
Диаметры сверл под метрическую (M) резьбу
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготавливаться не по номинальному диаметру резьбы, а несколько ниже него. Рекомендуемые значения диаметров отверстий и стержней приведены ниже.
Шаг резьбы
d сверла, мм
Шаг резьбы
d сверла, мм
Шаг резьбы
d сверла, мм
Шаг резьбы
d сверла, мм
Шаг резьбы
d сверла, мм
Шаг резьбы
d сверла, мм
2
0.4
1.6
0.25
1.75
3
0.5
2.5
0.35
2.65
4
0.7
3.3
0.5
3.5
5
0.8
4.2
0.5
4.5
6
1
5
0.75
5.2
0.5
5.5
7
1
6
0.75
6.2
0.5
6.5
8
1.25
6.7
1
7
0.75
7.2
0.5
7.5
9
1.25
7.7
1
8
0.75
8.2
0.5
8.5
10
1.5
8.5
1.25
8.7
1
9
0.75
9.2
0.5
9.5
11
1.5
9.5
1
10
0.75
10.2
0.5
10.5
12
1.75
10.2
1.5
10.5
1.25
10.7
1
11
0.75
11.2
0.5
11.5
14
2
12
1.5
12.5
1.25
12.6
1
13
0.75
13.2
0.5
13.5
16
2
14
1.5
14.5
1
15
0.75
15.2
0.5
15.5
18
2.5
15.4
2
16
1.5
16.5
1
17
0.75
17.2
0.5
17.5
20
2.5
17.4
2
18
1.5
18.5
1
19
0.75
19.2
0.5
19.5
22
2.5
19.4
2
20
1.5
20.5
1
21
0.75
21.2
0.5
21.5
24
3
20.9
2
22
1.5
22.5
1
23
0.75
23.2
27
3
23.9
2
25
1.5
25.5
1
26
0.75
26.2
30
3.5
26.4
3
26.9
2
28
1.5
28.5
1
29
0.75
29.2
33
3.5
29.4
3
29.9
2
31
1.5
31.5
1
32
0.75
32.2
36
4
31.9
3
32.9
2
34
1.5
34.5
1
35
39
4
34.9
3
35.9
2
37
1.5
37.5
1
38
42
4.5
37.4
4
37.9
3
38.9
2
34
1.5
40.5
1
41
45
4.5
40.4
4
40.9
3
41.9
2
43
1.5
43.5
1
44
48
5
42.8
4
43.9
3
44.9
2
46
1.5
46.5
1
47
Для чугунов и других хрупких материалов размер сверла следует уменьшить на 0.1 мм по отношению к табличному значению.
Отверстия под нарезание метрической резьбы (по ГОСТ 19257)
Диаметры отверстия под нарезание метрической резьбы по ГОСТ 9150,
ГОСТ 24705 с допусками по ГОСТ 16093 в сером чугуне по ГОСТ 1412,
в сталях по ГОСТ 380, ГОСТ 1050, ГОСТ 4543, ГОСТ 10702, ГОСТ 5632 (кроме сплавов на никелевой основе),
в алюминиевых литейных сплавах по ГОСТ 1583,
в меди по ГОСТ 859.
Размеры и предельные отклонения диаметров
отверстий резьб с крупным шагом
| Номинальный диаметр резьбы d | Шаг резьбы P | Диаметр отверстия под резьбу с полем допуска | ||||
|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | ||
| Номинал | Отклонения | |||||
| 2,5 | 0,45 | 2,05 | 2,07 | +0,07 | +0,09 | — |
| 3 | 0,5 | 2,50 | 2,52 | +0,08 | +0,19 | +0,14 |
| 3,5 | 0,6 | 2,90 | 2,93 | +0,08 | +0,11 | +0,15 |
| 4 | 0,7 | 3,30 | 3,33 | +0,08 | +0,12 | +0,16 |
| 4,5 | 0,75 | 3,70 | 3,73 | +0,09 | +0,17 | +0,18 |
| 5 | 0,8 | 4,20 | 4,23 | +0,11 | +0,19 | +0,22 |
| 6 | 1 | 4,95 | 5,0 | +0,17 | +0,20 | +0,26 |
| 8 | 1,25 | 6,70 | 6,75 | +0,17 | +0,20 | +0,26 |
| 10 | 1,5 | 8,43 | 8,50 | +0,19 | +0,22 | +0,30 |
| 12 | 1,75 | 10,20 | 10,25 | +0,21 | +0,27 | +0,36 |
| 14 | 2 | 11,90 | 11,95 | +0,24 | +0,30 | +0,40 |
| 16 | 13,90 | 13,95 | ||||
| 18 | 2,5 | 15,35 | 15,40 | +0,30 | +0,40 | +0,53 |
| 20 | 17,35 | 17,40 | ||||
| 22 | 19,35 | 19,40 | ||||
| 24 | 3 | 20,85 | 20,90 | +0,30 | +0,40 | +0,53 |
| 27 | 23,85 | 23,90 | ||||
| 30 | 3,5 | 26,30 | 26,35 | +0,36 | +0,48 | +0,62 |
| 33 | 3,5 | 29,30 | 29,35 | |||
| 36 | 4 | 31,80 | 31,85 | |||
| 39 | 4 | 34,80 | 34,85 | +0,36 | +0,48 | +0,62 |
| 42 | 4,5 | 37,25 | 37,30 | +0,41 | +0,55 | +0,73 |
| 45 | 4,5 | 40,25 | 40,30 | +0,41 | +0,55 | +0,73 |
| 48 | 5 | 42,70 | 42,80 | +0,45 | +0,60 | +0,80 |
| 52 | 46,70 | 46,80 | ||||
| 56 | 5,5 | 50,20 | 50,30 | |||
| 60 | 54,20 | 54,30 | ||||
| 64 | 6 | 57,70 | 57,80 | |||
| 68 | 61,70 | 61,80 | ||||
ГОСТ предусматривает отверстия для резьб с крупным шагом d = 1,0 ÷ 2,2 мм
Размеры и предельные отклонения диаметров отверстий резьб с мелким шагом
| Номинальный диаметр резьбы d | Шаг резьбы P | Диаметр отверстия под резьбу с полем допуска | ||||
|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | ||
| Номинал | Отклонения | |||||
| 2,5 | 0,35 | 2,15 | 2,17 | +0,05 | +0,07 | — |
| 3 | 2,65 | 2,67 | ||||
| 3,5 | 3,15 | 3,17 | ||||
| 4 | 0,5 | 3,50 | 3,52 | +0,08 | +0,10 | +0,14 |
| 4,5 | 4,00 | 4,02 | ||||
| 5 | 4,50 | 4,52 | ||||
| 5,5 | 5,00 | 5,02 | ||||
| 6 | 0,5 | 5,50 | 5,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 5,20 | 5,23 | +0,11 | +0,17 | +0,22 | |
| 8 | 0,5 | 7,50 | 7,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 7,20 | 7,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 6,95 | 7,00 | +0,17 | +0,20 | +0,26 | |
| 10 | 0,5 | 9,50 | 9,53 | +0,08 | +0,10 | +0,14 |
| 0,75 | 9,20 | 9,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 8,95 | 9,00 | +0,17 | +0,20 | +0,26 | |
| 1,25 | 8,70 | 8,75 | +0,17 | +0,20 | +0,26 | |
| 12 | 0,5 | 11,50 | 11,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 11,20 | 11,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 10,99 | 11,00 | +0,17 | +0,17 | +0,26 | |
| 1,25 | 10,70 | 10,75 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 10,43 | 10,50 | +0,19 | +0,22 | +0,30 | |
| 14 | 0,5 | 13,50 | 13,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 13,20 | 13,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 12,95 | 13,00 | +0,17 | +0,20 | +0,26 | |
| 1,25 | 12,70 | 12,75 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 12,43 | 12,50 | +0,19 | +0,22 | +0,30 | |
| 16 | 0,5 | 15,50 | 15,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 15,20 | 15,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 14,95 | 15,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 14,43 | 14,50 | +0,19 | +0,22 | +0,30 | |
| 18 | 0,5 | 17,50 | 17,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 17,20 | 17,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 16,95 | 17,00 | +0,17 | +0,20 | +0,26 | |
| 1,25 | 16,43 | 16,50 | +0,19 | +0,22 | +0,30 | |
| 1,5 | 15,90 | 15,95 | +0,24 | +0,30 | +0,40 | |
| 20 | 0,5 | 19,50 | 19,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 19,20 | 19,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 18,95 | 19,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 18,43 | 18,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 17,90 | 17,95 | +0,24 | +0,30 | +0,40 | |
| 22 | 0,5 | 21,50 | 21,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 21,20 | 21,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 20,95 | 21,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 20,43 | 20,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 19,90 | 19,95 | +0,24 | +0,30 | +0,40 | |
| 24 | 0,75 | 23,20 | 23,23 | +0,11 | +0,17 | +0,22 |
| 1 | 22,95 | 23,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 22,43 | 22,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 21,90 | 21,95 | +0,24 | +0,30 | +0,40 | |
| 27 | 0,75 | 26,20 | 26,23 | +0,11 | +0,17 | +0,22 |
| 1 | 25,95 | 26,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 25,43 | 25,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 24,90 | 24,95 | +0,24 | +0,30 | +0,40 | |
| 30 | 0,75 | 29,20 | 29,23 | +0,11 | +0,17 | +0,22 |
| 1 | 28,95 | 29,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 28,43 | 28,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 27,90 | 27,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 26,85 | 26,90 | +0,30 | +0,40 | +0,53 | |
| 33 | 0,75 | 32,20 | 32,23 | +0,11 | +0,17 | +0,22 |
| 1 | 31,95 | 32,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 31,43 | 31,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 30,90 | 30,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 29,85 | 29,90 | +0,30 | +0,40 | +0,53 | |
| 36 | 1 | 34,95 | 35,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 34,43 | 34,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 33,90 | 33,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 32,85 | 32,90 | +0,30 | +0,40 | +0,53 | |
| 39 | 1 | 37,95 | 38,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 37,43 | 37,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 36,90 | 36,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 35,85 | 35,90 | +0,30 | +0,40 | +0,53 | |
| 42 | 1 | 40,95 | 41,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 40,43 | 40,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 39,90 | 39,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 38,85 | 38,90 | +0,30 | +0,40 | +0,53 | |
| 4 | 37,80 | 37,85 | +0,36 | +0,48 | +0,62 | |
| 45 | 1 | 43,95 | 44,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 43,43 | 43,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 42,90 | 42,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 41,85 | 41,90 | +0,30 | +0,40 | +0,53 | |
| 4 | 40,80 | 40,85 | +0,36 | +0,48 | +0,62 | |
ГОСТ предусматривает отверстия для резьб с d = 1,0 ÷ 200 мм и для 3-го ряда.
ГОСТ предусматривает методику определения диаметров отверстий под нарезание метрической резьбы для материалов повышенной вязкости.
Шаг резьбы у болтов и гаек
Согласно стандарту ГОСТ 8724-2002 обозначение крупного шага резьбы в маркировке опускается, а размер мелкого указывается.
- М16 — резьба метрическая (знак “М”) с номинальным диаметром 16 мм и крупным шагом (крупный шаг резьбы болта, гайки, шпильки, винта 2,0 мм);
- М16 х 1 — резьба метрическая (знак “М”) с номинальным диаметром 16 мм и мелким шагом 1,0 мм.
Обозначение шагов резьбы гаек, штанг, болтов, винтов идентично, независимо от того, внутренняя или наружная.
Полное обозначение резьбы включает:
- М — метрическая;
- номинальный диаметр;
- размер шага в миллиметрах (крупный опускается);
- направление — для левой LH;
- специальное обозначение многозаходной Ph со значением хода.
| Диаметр резьбы | Шаг резьбы, мм | |||
|---|---|---|---|---|
| Шаг основной резьбы, мм / Диаметр отверстия под резьбу, мм | Шаг мелкой резьбы, мм / Диаметр отверстия под резьбу, мм | |||
| Мелкая | Мелкая «2» | «Супермелкая» | ||
| М 1 | 0.25 / 0.75 | (0.2) / 0.8 | — | — |
| М 1.2 | 0.25 / 0.95 | (0.2) / 1 | — | — |
| M 1.4 | 0.3 / 0.9 | (0.2) / 1.2 | — | — |
| M 1.6 | 0.35 / 1.2 | (0.2) / 1.4 | — | — |
| M 1.8 | 0.35 / 1.5 | (0.2) / 1.6 | — | — |
| M 2 | 0.4 / 1.6 | (0.25) / 1.75 | — | — |
| M 2.2 | 0.45 / 1.75 | (0.25) / 1.95 | — | — |
| M 2.5 | 0.45 / 2.05 | (0.35) / 2.15 | — | — |
| M 3 | 0.5 / 2.5 | (0.35) / 2.65 | — | — |
| M 3.5 | 0.6 / 2.9 | (0.35) / 3.15 | — | — |
| M 4 | 0.7 / 3.3 | 0.5 / 3.5 | — | — |
| M 4.5 | 0.7 / 3.8 | — | — | — |
| M 5 | 0.8 / 4.2 | 0.5 / 4.5 | — | — |
| M 5.5 | — | (0.5) / 4.5 | — | — |
| M 6 | 1 / 5 | 0.75 / 5.2 | 0.5 / 5.5 | — |
| M 7 | 1 / 0.6 | (0.75) / 6.2 | 0.5 / 6.5 | — |
| M 8 | 1.25 / 6.7 | 1 / 7 | 0.75 / 7.2 | 0.5 / 7.5 |
| M 9 | 1.25 / 7.7 | 1 / 7.95 | 0.75 / 8.2 | 0.5 / 8.5 |
| M 10 | 1.5 / 8.5 | 1.25 / 8.7 | 1 / 9 | 0.75 / 9.2 |
| M 12 | 1.75 / 10.2 | 1.5 / 10.5 | 1.25 / 10.7 | 1 / 11 |
| M 14 | 2 / 12 | 1.5 / 12.5 | 1.25 / 12.6 | 1 / 13 |
| M 15 | — | 1.5 / 13.4 | 1 / 13.95 | — |
| M 16 | 2 / 14 | 1.5 / 14.5 | — | 1 / 15 |
| M 18 | 2.5 / 15.4 | 2 / 16 | 1.25 / 16.6 | 1 / 17 |
| M 20 | 2.5 / 17.4 | 2 / 18 | 1.25 / 18.6 | 1 / 19 |
| M 22 | 2.5 / 19.4 | 2 / 20 | 1.5 / 20.5 | 1 / 21 |
| M 24 | 3 / 20.9 | 2 / 22 | 1.5 / 22.5 | 1 / 23 |
| M 27 | 3 / 23.9 | 2 / 25 | 1.5 / 25.5 | (1) / 26 |
| M 30 | 3.5 / 26.4 | 2 / 28 | 1.5 / 28.5 | (1) / 29 |
| M 33 | 3.5 / 29.4 | 2 / 31 | 1.5 / 31.5 | — |
| M 36 | 4 / 31.9 | 3 / 33 | 2 / 34 | 1.5 / 34.5 |
| M 39 | 4 / 34.9 | 3(4) / 35.9 | 2 / 37 | 1.5 / 37.5 |
| M 42 | 4.5 / 37.4 | 3(4) / 37.9 | 2 / 40 | 1.5 / 40.5 |
| M 45 | 4.5 / 40.4 | 3(4) / 40.9 | 2 / 43 | 1.5 / 43.5 |
| M 48 | 5 / 42.8 | 3 / 44.9 | 2 / 46 | 1.5 / 46.5 |
| M 52 | 5 / 46.8 | (4)3 / 48.9 | 2 / 50 | 1.5 / 50.5 |
| M 56 | 5.5 / 50.4 | 4 / 51.9 | 3(2) / 53 | 1.5 / 54.5 |
| M 60 | 5.5 / 64.4 | 4 / 55.8 | 3(2) / 67 | 1.5 / 58 |
| M 64 | 6 / 57.8 | 4 / 59.8 | 3 / 61 | 2(1.5) / 62 |
| M 68 | 6 / 61.8 | 4 / 63.8 | 3 / 65 | 2(1.5) / 66 |
* Буква «М» обозначает, что резьба метрическая, а не дюймовая.
- О нас
- Услуги
- Отзывы
- Вопрос-ответ
- Сертификаты дистрибьютора
- Сертификаты продукции
- ГОСТы
- Вакансии
- Реквизиты
- Новости
- Карта сайта
- Каталог
- Абразивный и алмазный инструмент
- Анкеры и дюбели
- Инструмент
- Крепёжные изделия
- Монтажные системы
- Перфорированный крепёж
- Режущий инструмент
- Средства защиты
- Такелаж
- Техническая химия
- Хоз. инвентарь
- Хомуты
- Электроды сварочные
- Информация
- Политика конфиденциальности
- Пользовательское соглашение
- Возврат товара и оплаты
- Гарантийные обязательства
- Блог
- Доставка и Оплата
- Запрос документов
- Отправить заявку
- Заказать звонок
- Справочники
- Блог
- Калькуляторы
- Таблица DIN/ГОСТ/ISO
- Магазины
- Гагарина
- Ветеранов
- Измайловский
- Коллонтай
- Колпино
- Московское шоссе
- Рыбацкое
- Науки
- Просвещения
- Савушкина
- Удельная
- Уральская
- Кировский завод
- Планерная
- Воронеж
- Выборг
- Великие Луки
- Великий Новгород
- Кириши
- Петрозаводск
- Псков
- Тихвин
- Череповец
- Тула
- Контакты
- Центральный офис (юг)
- Доп. офис (север)
- Менеджеры интернет-магазина
- Oптовый склад
- Магазины в СПб
- Магазины в регионах
- Обратная связь
- Подписка на рассылки
- Мы в соц. сетях
- ВКонтакте
- Viber
- Telegram
- YouTube
- HeadHunter
Вся информация на сайте – собственность группы компаний «СВМ24». Публикация информации с сайта svm24.ru без разрешения запрещена. Все права защищены.
Вы принимаете условия Политики конфиденциальности и Пользовательского соглашения каждый раз, когда оставляете свои данные в любой форме обратной связи на сайте svm24.ru
Если вы нашли ошибку или неточность на сайте, просьба сообщить на почту site@svm24.ru или выделите фрагмент текста и нажмите Ctrl+Enter.
Диаметр сверла под резьбу: таблица размеров по ГОСТ
Несмотря на то, что нарезание внутренней резьбы не относится к сложным технологическим операциям, существуют некоторые особенности подготовки к этой процедуре. Так, следует точно определить размеры подготовительного отверстия под нарезание резьбы, а также правильно подобрать инструмент, для чего используются специальные таблицы диаметров сверл под резьбу. Для каждого из типов резьбы необходимо использовать соответствующий инструмент и рассчитывать диаметр подготовительного отверстия.
Диаметр резьбы и проходное отверстие должны соответствовать стандартам, иначе канавки выйдут слишком маленькие и резьбовое соединение будет ненадежным

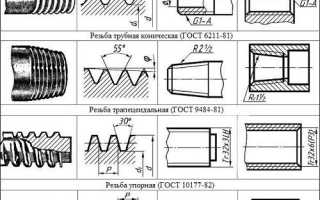
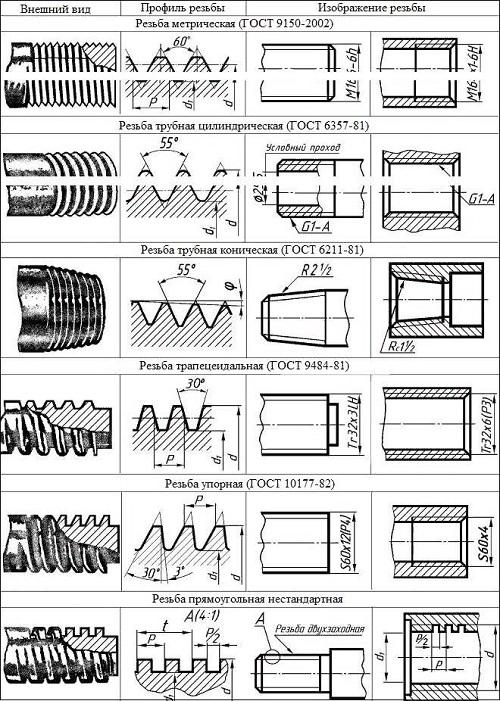
Разновидности и параметры резьбы
Параметрами, по которым резьбу разделяют на различные типы, являются:
- единицы исчисления диаметра (метрическая, дюймовая и др.);
- количество заходов ниток (одно-, двух- или трехзаходная);
- форма, в которой выполнены элементы профиля (треугольная, прямоугольная, круглая, трапециевидная);
- направление подъема витков (правая или левая);
- место размещения на изделии (наружная или внутренняя);
- форма поверхности (цилиндрическая или коническая);
- назначение (крепежная, крепежно-уплотнительная, ходовая).

Параметры метрической резьбы
В зависимости от вышеперечисленных параметров различают следующие виды резьбы:
- цилиндрическая, которая обозначается буквами MJ;
- метрическая и коническая, обозначаемые соответственно M и MK;
- трубная, для обозначения которой используются буквы G и R;
- с круглым профилем, названная в честь Эдисона и маркируемая буквой E;
- трапецеидальная, обозначаемая Tr;
- круглая, используемая для монтажа сантехнической арматуры, – Кр;
- упорная и упорная усиленная, маркируемые как S и S45 соответственно;
- дюймовая резьба, которая также может быть цилиндрической и конической, – BSW, UTS, NPT;
- используемая для соединения труб, монтируемых в нефтяных скважинах.

Типы резьбы по ГОСТ-ам
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
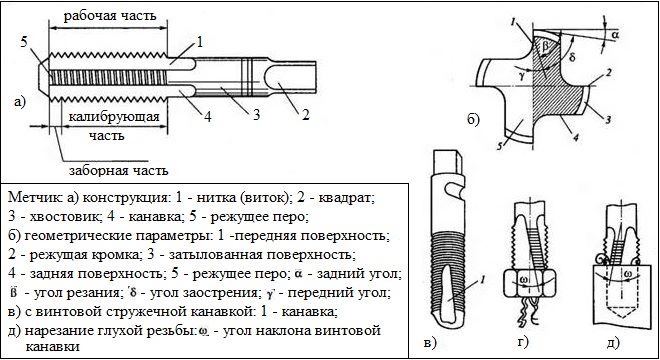
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия

Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.

Некоторые разновидности воротков для метчиков
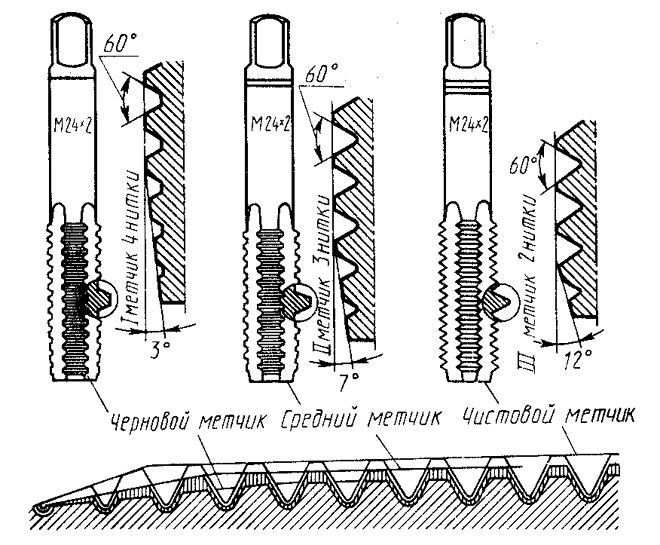
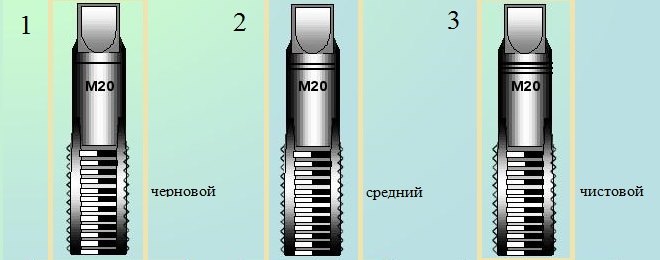
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.

Таблица 1. Основные диаметры отверстий под метрическую резьбу

Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Ознакомиться с положениями ГОСТ, регламентирующими нарезание метрической резьбы, можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 19257-73 Отверстия под нарезание метрической резьбы. ДиаметрыСкачать
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.

Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).