
Как нарезать резьбу на сверлильном станке?
Технология нарезания внутренней резьбы
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Для нарезания внутренних резьб метчиками необходимо иметь предварительно подготовленное отверстие.
Если отверстия в заготовках получают литьем или штамповкой, то нарезание резьбы происходит в тяжелых условиях, так как невозможно обеспечить размеры допусков в пределах, необходимых для нарезания внутренних резьб. Исключение составляют отверстия в заготовках, полученных литьем под давлением или литьем по выплавляемым моделям.
Наиболее благоприятные условия для нарезания резьбы метчиком создаются при подготовке отверстия сверлением или зенкерованием. При нарезании резьбы материал детали частично выдавливается метчиком и внутренний диаметр резьбы получается больше диаметра отверстия, полученного при сверлении. При подготовке сверлением отверстий под нарезание резьбы метчиками необходимо диаметры сверл подбирать согласно ГОСТ 19257—73. Если диаметр отверстия, просверленного под резьбу, будет меньше рекомендуемого ГОСТом, нагрузка на метчик резко возрастет, резьба получится рваной, может заклинить и поломать метчик. Если диаметр просверленного отверстия окажется больше рекомендуемого, то резьба будет иметь неполный профиль.
При нарезании внутренней резьбы на сверлильных станках необходимо руководствоваться следующими общими правилами:
- не рекомендуется нарезать резьбу в отверстиях, полученных литьем и штамповкой. Отверстия, полученные указанными методами, перед нарезанием резьбы надо рассверливать или зенкеровать, чтобы удалить нагар, окалину, наклеп и получить требуемый диаметр отверстия под резьбу;
- метчики при нарезании резьбы на сверлильных станках должны быть закреплены в предохранительных самоцентрирующих, качающихся, плавающих и реверсивных патронах;
- в отверстиях, подготавливаемых под нарезание в них резьбы, со стороны входа метчика должны быть сняты фаски (угол 60°, высота не менее одного шага резьбы);
- при нарезании резьбы на сверлильных станках особое внимание следует уделять регулированию перемещения шпинделя, который должен быть хорошо уравновешен противовесом, легко перемещаться, чтобы врезание и вывинчивание метчика происходили плавно. При перемещении шпинделя с большим осевым усилием может произойти разбивание резьбы по среднему диаметру;
- метчик воспринимает большие нагрузки, поэтому при нарезании резьбы надо применять охлаждение и смазку инструмента.
При нарезании резьбы в отверстиях на сверлильных станках по окончании операции метчик из нарезанного отверстия надо вывернуть. Технологии нарезания резьб в глухих и сквозных отверстиях имеют различия.
По окончании нарезания резьбы в глухом отверстии метчик из него можно удалить только вывинчиванием. Поэтому нарезают такую резьбу только на станке, у которого метчик может реверсироваться, т. е. вращаться в направлении, обратном рабочему, и со скоростью, большей, чем при нарезании (для уменьшения непроизводительных затрат времени) .
Если нарезают глухую резьбу на станке, у которого нет реверсивного механизма, изменяющего направление вращения шпинделя, то для крепления метчиков применяют специальный реверсивный патрон, имеющий соответствующее предохранительное устройство.
Чтобы при нарезании глухой резьбы метчик не сломался, когда дойдет до конца отверстия и упрется в дно, на станках, имеющих реверсивный механизм, необходимо применять специальный предохранительный патрон.
Для нарезания глухих резьб следует применять машинные метчики с небольшой заборной частью (равной примерно трем шагам нарезаемой резьбы). Это позволит нарезать резьбу наиболее близко ко дну отверстия.
Нарезание резьбы в пластичных легированных сталях с аустенитной структурой, которые плохо обрабатываются резанием, а также в жаропрочных, титановых и легких сплавах имеет следующие специфические особенности, которые необходимо учитывать при выполнении этой работы:
- если заготовка из жаропрочного сплава обладает достаточной жесткостью и при ее установке на столе станка обеспечивается перпендикулярность оси резьбы к базовой поверхности, то резьбу можно нарезать, не применяя кондуктор: Если же требуется обеспечить строгую перпендикулярность оси резьбы к базовой поверхности, а жесткость заготовки и ее крепление на станке не обеспечивают получения заданной точности, то резьбу надо нарезать с применением кондукторов;
- для нарезания резьбы в заготовках из жаропрочных сплавов следует применять метчики с шахматным расположением зубьев. Для сквозных отверстий применяют один метчик, для глухих — комплект из двух или трех метчиков;
- при нарезании резьбы в заготовках из жаропрочных сплавов надо обязательно охлаждать метчик. Если охлаждающая жидкость подается насосом, то в ее состав должно входить: 60 % сульфо-фрезола, 25 % керосина и 15 % олеиновой кислоты. Если на станке нет насоса, то охлаждающую жидкость, состоящую из 85 % сульфофрезола и 15% олеиновой кислоты, наносят на метчик кистью или погружают метчик в эту жидкость;
- нарезать резьбу в заготовках из алюминиевых и цинковых сплавов, обладающих сравнительно небольшой твердостью и большой пластичностью, рекомендуется на станках с принудительной скоростью подачи шпинделя по шагу резьбы. Если на станке нет механизма принудительной подачи шпинделя, то должен быть обеспечен его легкий ход, что достигается уменьшением уравновешивающих нагрузок (пружин, грузов). При большой массе подвижных частей и перемещении шпинделя с большой осевой нагрузкой нарезаемая резьба чаще разбивается по среднему диаметру;
- скорость резания при нарезании резьбы в заготовках из силуминовых сплавов должна быть в 1,2. 1,5 раза выше, а охлаждение — во столько же раз интенсивнее, чем при нарезании резьбы в стали;
- для охлаждения метчиков при обработке заготовок из легких сплавов лучше всего применять керосин; можно также использовать 8. 10 %-ную эмульсию. Не следует охлаждать метчик маслом, так как оно не предохраняет его от налипания стружки при нарезании, а также затрудняет очистку нарезанной резьбы от налипшей стружки;
- для нарезания резьбы от М4 до М30 в заготовках из труднообрабатываемых сталей аустенитного класса и титановых сплавов могут быть применены бесканавочные метчики из быстрорежущей стали. Стойкость такого метчика по сравнению со стандартным значительно выше.
Как правильно нарезать резьбу метчиком: алгоритм, рекомендации, таблицы размеров
Вопрос о том, как нарезать резьбу метчиком, возникает в тех случаях, когда предварительно выполненное отверстие необходимо подготовить для размещения в нем болта, винта, шпильки и резьбового крепежного элемента любого другого типа. Именно метчик в подобных ситуациях является основным инструментом, позволяющим быстро и точно нарезать внутреннюю резьбу с требуемыми геометрическими параметрами.

Ручная нарезка внутренней резьбы выполняется слесарными метчиками в комплекте с воротком
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.

Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Подготовка к нарезанию внутренней резьбы
Для того чтобы процесс нарезания внутренней резьбы при помощи метчика не вызывал особых затруднений и завершился качественным результатом, необходимо правильно подготовиться к этой технологической операции. Все способы нарезания резьбы при помощи метчика предполагают, что в обрабатываемой детали уже выполнено отверстие с соответствующим диаметром. Если внутренняя резьба, которую необходимо нарезать, имеет стандартный размер, то для определения диаметра подготовительного отверстия может быть использована специальная таблица с данными по ГОСТу.
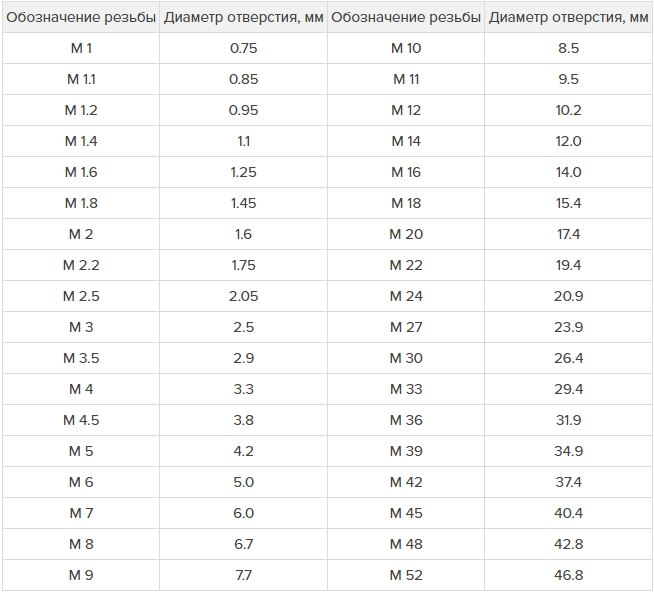
Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
В том случае, если резьба, которую надо нарезать, не относится к категории стандартных, рассчитать диаметр отверстия для ее выполнения можно по универсальной формуле. Прежде всего необходимо изучить маркировку метчика, в которой в обязательном порядке указываются тип нарезаемой резьбы, ее диаметр и шаг, измеряемые в миллиметрах (для метрических). Затем, чтобы определить размер поперечного сечения отверстия, которое надо просверлить для резьбы, достаточно от ее диаметра вычесть шаг. Например, если для нарезания нестандартной внутренней резьбы будет использоваться инструмент с маркировкой М6х0,75, то диаметр подготовительного отверстия рассчитывается следующим образом: 6 – 0,75 = 5,25 мм.
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая правильно выбрать сверло, с помощью которого выполняют подготовительные работы.

Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Важным для получения качественного результата является вопрос не только о том, чем нарезают резьбу, но и о том, каким сверлом выполнять подготовительное отверстие. Выбирая сверло, необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без биения.
Угол заточки режущей части подбирается в зависимости от того, какой твердостью обладает материал, который необходимо сверлить. Чем выше твердость материала, тем больше должен быть угол заточки сверла, но это значение не должно превышать 140°.

При высверливании глухих отверстий контролируем глубину сверления
Как правильно нарезать резьбу? Для начала надо подобрать инструменты и расходные материалы:
- электрическую дрель или сверлильный станок, способные работать на низких оборотах;
- сверло, диаметр которого рассчитывается или подбирается по справочным таблицам;
- сверло или зенковку, при помощи которых с края подготовленного отверстия будет сниматься фаска;
- комплект метчиков соответствующего размера;
- ручной держатель для метчиков (вороток);
- слесарные тиски (если изделие, в котором надо нарезать резьбу, необходимо зафиксировать);
- керн;
- молоток;
- машинное масло или другой состав, которым в процессе обработки необходимо смазывать как метчик, так и нарезаемый им участок резьбы;
- ветошь.
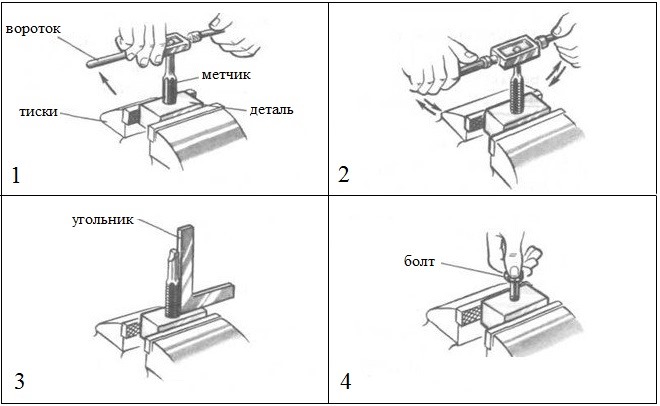
Схема нарезки резьбы метчиком
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.

Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.
Нарезание внутренней резьбы на сверлильном станке
Процесс нарезания резьбы на сверлильном станке в общем и целом мало чем отличается от ручного нарезания метчиком. При правильном подходе рекомендуется используют машинные метчики.

Чтобы нарезать внутреннюю резьбу на станке нужно предвварительно просверлить в детали отверстие. Его диаметр зависит от будущей резьбы и ее шага. Строго говоря, существует ГОСТы в которых даются указание о необходимом отверстии под конкретную резьбу в зависимости от ее точности.
ГОСТ 19257-73 «Отверстия под нарезание метрической резьбы»
ГОСТ 21348-75 «Отверстия под нарезание трубной цилиндрической резьбы»
ГОСТ 21350-75 «Отверстия под нарезание трубной конической резьбы»
От следования указаний ГОСТов будет зависеть качество будущей резьбы: если отверстие выполнить больше рекомендуемого, то ее профиль получается не полным, если меньше – резьба получается рваной, а из-за возросшей нагрузки может сломаться инструмент.
Резьбонарезание можно производить как на обычных сверлильных станках, так и на специальных резьбонарезных.
Видео резьбонарезания на сверлильном станке 2Н112
Если по каким-либо причинам у вас отсутствуют таблицы с рекомендуемыми диаметрами, то можно воспользоваться формулой
где Dп.рез. – диаметр, который нам необходимо просверлить для будущей резьбы; Dном – номинальный диаметр; P – шаг резьбы.
Например, перед нами стоит задача нарезать внутреннюю резьбу М8×1,25. Для этого производим расчет и просверливаем отверстие ∅ 6,75 мм.
Рекомендации при нарезании резьбы машинным способом
- В заготовках, полученных литьем или ковкой, отверстия обязательно нужно предварительно рассверливать или зенкеровать, т.к. отсутствует возможность выполнить их под нарезание резьбы в пределах допуска.
- Нарежьте фаску со стороны подвода метчика под углом 60 и глубиной более 1 шага резьбы.
- Используйте специализированные резьбонарезные сверлильные патроны: реверсивные, плавающие, качающиеся, самоцентрирующиеся, предохранительные.
- Для исключения задиров, рваных витков и повышения стойкости инструмента используйте пасты и смазки.




СОЖ для улучшение режущих свойств и отвода тепла можно изготовить самостоятельно в домашних условия. Самым простым рецептом является вариант, разработанный Петровым Г.Д. В состав смазки входят:
- олеиновая кислота — 78%;
- стеариновая кислота — 17%;
- сера тонкого помола – 5%.
Олеиновую и стеариновую кислоты нагреваем до температуры 65 C и смешать. Когда раствор остынет до температуры 20 C необходимо смешать его с серой.
Если нет желания заниматься изготовлением смазки, то ее можно приобрести в любом инструментальном магазине или на рынке. На основе ингредиентов смазки Петрова сейчас изготавливается достаточно большое количество смазок зарубежных производителей.
При обработке легких сплавов можно в качестве СОЖ можно использовать керосин или жирной 10% эмульсией.
Не рекомендуется смазывать метчик маслом, т.к. это приводит к налипанию стружки и затрудняет ее извлечение.
- Обратите внимание на нюансы при нарезании в глухих отверстиях на сверлильном станке:
- предварительно необходимо просверливать отверстия большей длины, чем будет длина самой резьбы, если это конструктивно возможно. Данное мероприятие способствует отводу стружки и формированию полного профиля;
- используйте предохранительные патроны: когда инструмент упрется в дно он автоматически перестанет вращаться и не сломается;
- если на вашем станке отсутствует реверс шпинделя, то используйте реверсивные патроны для выкручивания метчика.
Работа на магнитном сверлильном станке
Чтобы исключить брак при нарезании резьбы на сверлильном станке придерживайтесь следующих правил:
- подготавливайте диаметр отверстия под резьбу по ГОСТ;
- правильно подбирайте инструмент требуемой конструкции и геометрии согласно обрабатываемого материала;
- помните, что метчики могут изготавливаться комплектами: черновые и чистовые, следовательно, обязательно использовать все для образования полного профиля;
- пользуйтесь заточенными метчиками;
- выставляйте инструмент строго по оси отверстий без перекосов;
- подавайте качественную смазочно-охлаждающую жидкость в место реза в зависимости от обрабатываемого материала;
- выбирайте оптимальные скорости резания;
- вовремя удаляйте стружку из канавок метчика.
Способы нарезки резьбы
Нарезка резьбы требуется для изготовления из заготовок крепёжных элементов или креплений различных конструкций. Для этого нужно минимальное количество инструментов, технология проста в реализации, наличие опыта не обязательно. Точное соблюдение базовых правил нарезки позволят формировать резьбу высокого качества.
 Станок для нарезки резьбы
Станок для нарезки резьбы
Основные способы нарезки
Способы резьбовой нарезки:
- резцами или гребёнками;
- плашками, метчиками;
- накатыванием плашками круглой или плоской формы;
- на фрезерном станке с использованием специальных фрез;
- шлифовкой специальными кругами.
Для нарезания наружной резьбы используются резцы, плашки, фрезы, круги, а внутренних – метчиками.
Чтобы получить деталь с точной внутренней или наружной резьбой, необходимо при нарезке держателем инструмента делать один оборот вокруг оси на 180 0 , а второй – в обратном направлении на 90 0 . Это правило позволит избавиться от набившейся в плашку длинной стружки и снизить величину прикладываемого вращательного усилия.
Чем нарезать резьбу
Чтобы нарезать резьбу, потребуются следующие инструменты:
- метчик, набор резьбонарезных резцов, плашек;
- сверлильный станок с регулировкой оборотов;
- электродрель с наличием режима работы на низких оборотах;
- набор свёрл для создания отверстий в деталях;
- тиски для фиксации заготовки;
Машинно-ручные метчики предназначены для ручного применения или закрепления в патроне дрели. Для машинного использования конструкции отличаются удлинённым хвостовиком. Установить на него держатель метчиков для ручной резьбовой нарезки не получится.
- молоток;
- керн для создания меток под сверление отверстий;
- смазка, не допускающая, чтобы инструмент или заготовка перегревались в процессе обработки;
- ветошь для удаления масла после выполнения работ.
 Плашки и метчики для нарезки
Плашки и метчики для нарезки
Как правильно определить диаметр отверстия
Перед выполнением нарезки внутренней резьбы требуется заранее проделать в заготовке отверстие. Его размеры необходимо подбирать строго, так как превышение оптимального значения не позволит создать прочное соединение болтом, а снижение – повысит вероятность повреждения инструмента при работе.
Для определения диаметра отверстия под стандартную резьбу понадобится использование справочников. Для создания нестандартных резьб необходимо провести простые вычисления: из диаметра вычесть размер шага.
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
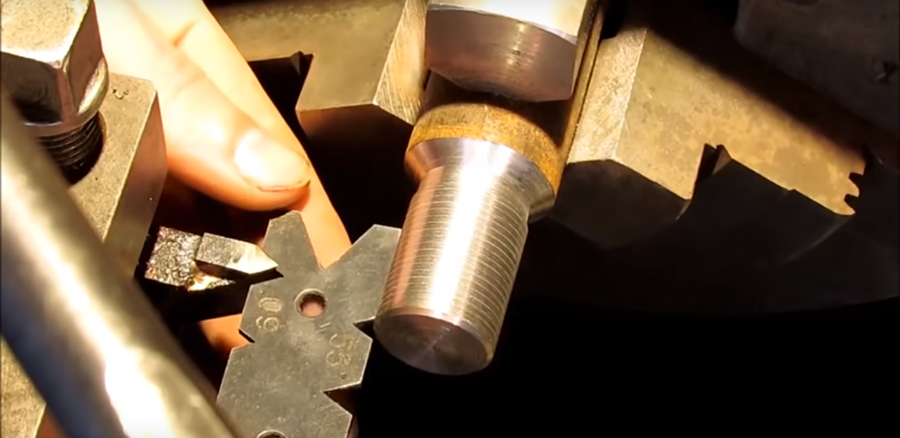
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.
 Инструмент для нарезки резьбы
Инструмент для нарезки резьбы
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 140 0 .
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
Нарезка резьбы — слесарная обработка
Сочленение деталей конструкций происходит посредством болтов, винтов и шпилек, которые в свою очередь имеют специальную резьбу внешнюю и внутреннюю. Такого рода соединения называются разъемными. Болты, винты и шпильки – это стержни цилиндрической формы, с винтовой резьбой. Процесс нарезки резьбы осуществляется механическим и ручным способом, на станках со специальным инструментом.
Способы обработки
Внутренняя резьба наносится метчиками, внешняя – плашками. Метчики имеют форму винта, с канавкой вдоль его винтовой части, что позволят стружке в процессе соскальзывать. Плашки по своей геометрической форме напоминают гайку. Способны нарезать резьбу диметром до 52 мм. Бывают круглыми, квадратными, шестигранными и призматическими.
Особенности нарезания внутренней резьбы
Резьба – надежный способ соединения двух деталей, данный показатель существенно увеличивается, если резьба внутренняя. Нарезание метчиками – снятие металлического материала при помощи режущих кромок с различной шаговостью. Операция проводится за один проход. В зависимости от целевого предназначения мечники подразделяются на: слесарные (метрические и дюймовые резьбы), гаечные, маточные и плашечные. По типу резьбы – левые для создания левосторонней резьбы и соответственно правые.
• способ обработки метчиком
Внутреннюю резьбу наносят метчиком, который изготавливается из углеродистой или высоколегированной стали. Инструмент состоит из хвостовика, крепящегося к патрону стакана и рабочей области – режущая часть с продольными и винтовыми канавками. Заборная часть – верхняя часть конуса, проводит работы по нарезанию резьбы. Калибрующая часть – калибрует направление процесса. Общие правила работы:
- • не рекомендуется сразу наносить резьбу на изделия, изготовленные литьем или штамповкой. Необходимо предварительно рассверлить отверстие, тем самые убирая нагар и окалину;
- • на сверлильных станках метчик должны закреплять в реверсивных патронах, чтобы исключить возможность поломки;
- • обязательное снятие фаски в тех местах, где планируются работы.
Независимо от способа резки: ручная или автоматическая (на станках), применение охлаждающей жидкости является важной составляющей для получения качественного результата.

• метод нарезки на токарном станке
Основная проблема использования метчиков – отвод стружки в отверстиях 6 мм и свыше 16 мм. Из-за ограниченного пространства выведение стружки затрудняется, что может стать причиной поломки инструмента. На станках токарного типа резьбу наносят с помощью расточного резца и твердосплавных пластин с полным или частичным профилем.
Особенности нарезания наружной резьбы
Резьба представляет собой различной геометрической формы канавки, нарезаемые специальными инструментами – плашками, резьбовыми фрезами, метчиками и шлифовальными кругами. Резьбу наносят как ручным способом, так и с помощью токарного станка и резца.
• способ нарезки плашкой и метчиком
Метчик – винт с прямолинейными и винтовыми канавками, предназначен для нарезания внутренней резьбы. Ручной способ нарезки требует 3 метчика: черновой, для нанесения первоначальной резьбы, средний и чистовой. Машинный способ нарезки осуществляется на токарных и фрезерных станках. Плашки по своей форме и виду схожи с гайкой, на внутренне части инструмента расположены режущие зубцы конической формы, для нарезания внешней резьбы. По форме различают – круглые, квадратные и шестигранные. По устройству – цельные, разрезные и раздвижные. Для беспрепятственного прохождения плашки по детали необходимо снять фаску.
• метод токарной обработки
На производстве резьба нарезается с помощью токарного станка и специального инструмента – резьбового резца. Для каждого изделия устанавливается индивидуальный показатель винтового шага, определяется он путем замера расстояния между соседними витками. Деталь помещается в токарный станок, в момент вращения заготовки резец перемещается по все оси, создавая винтовую поверхность. Резьбовые резцы по особенностям конструкции подразделяются на: призматические, стержневые и круглые/дисковые. Используемый профиль резьбы – треугольный, прямоугольный, трапецеидальный, упорный и круглой геометрической формы.

Особенность нарезания резьбы на трубах
В трубной нарезке резьбы используются 3 вида: на токарном станке, с помощью плашки или трубного клуппа. На практике чаще всего встречается резьба треугольного типа:
- • дюймовая, с измерительными расчетами в дюймах. Резьба отличается высокими показателями прочности из-за большого шага и крупного профиля. Используется для водопроводных труб;
- • метрическая, измеряется в миллиметрах, используется для крепежных элементов труб.
Клупп – инструмент ограниченного функционального назначения, используется только для нарезания резьбы на трубах.
На токарных станках процесс построен следующим образом: труба фиксируется в шпинделе, затем отрезным резаком устраняется все лишнее, выбирается соответствующий шаг и наносится резьба.

