
Гайка гайка это какая резьба?
Метрическая резьба: таблица размеров и характеристики по ГОСТу

Метрическая резьба наиболее широко используется сегодня. Она доступна как в грубой (крупной), так и в тонкой (мелкой) резьбе в широком диапазоне материалов и размеров. Есть, конечно, положительные и отрицательные стороны тонкой метрической нити и грубой метрической нити.
Что такое метрическая резьба
Тонкие метрические резьбы более восприимчивы к истиранию. Они нуждаются в длинных зацеплениях и менее подходят для высокоскоростной сборки. Тонкие нити могут легче проникать в твердые материалы, требуют меньшего крутящего момента и имеют небольшую тенденцию к ослаблению. Они также прочнее, чем грубая нить, и допускают более тонкие регулировки из-за их меньшего шага. Грубые резьбы имеют больший шаг и проще в использовании, чем мелкорезьбовые крепежные детали, и они предназначены для большинства применений.
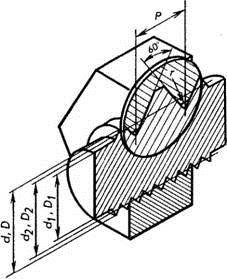
Метрические резьбы состоят из симметричной V-образной резьбы. В плоскости оси резьбы фланцы V имеют угол 60° друг к другу. Глубина резьбы составляет 0,614 × шаг.
Угол резьбы — это угол, образованный пересечением двух сторон резьбового паза. Глубина — это расстояние между гребнем и корнем нити, измеренное перпендикулярно оси. Угол опережения — это угол спирали нити, основанный на расстоянии опережения. Одиночная начальная нить имеет расстояние вывода, равное ее шагу, и в свою очередь имеет относительно небольшой угол вывода. Многозаходные резьбы имеют большее расстояние вывода и, следовательно, больший угол вывода.

Особенности метрической резьбы
Винтовые резьбы выполняют три основные функции в механических системах:
- обеспечивают зажимное усилие;
- ограничивают или контролируют движение;
- передают мощность.
Геометрически винтовая резьба представляет собой спиральную наклонную плоскость. Спираль — это кривая, определяемая перемещением точки с равномерной угловой и линейной скоростью вокруг оси. Расстояние, на которое точка перемещается линейно (параллельно оси) за один оборот, называется шагом.
Термин «внутренняя резьба» относится к резьбе, вырезанной в боковой стенке существующего отверстия. Наружная резьба свернута в наружную цилиндрическую поверхность крепежа или шпильки. Размер, наиболее часто ассоциируемый с резьбой винта, — это номинальный диаметр. Например, болт и гайка могут быть описаны как имеющие диаметр М12 х 1.75. Первое значение — это и есть диаметр, а второе — резьбовой шаг. Но ни наружная резьба болта, ни внутренняя резьба гайки не имеют точно 500 мм в диаметре. На самом деле диаметр болта немного меньше, а диаметр гайки немного больше. Но проще указать компоненты по единому обозначению размера, так как болт и гайка являются сопрягаемыми компонентами.
Технические характеристики метрической резьбы всегда начинаются с обозначения серии резьбы (например, M или MJ), за которым следуют номинальный диаметр крепежного элемента и шаг резьбы в миллиметрах, разделенные символом «x». Существует несколько серий метрических резьб, используемых для специальных применений. Стандарт — это серия М. Серия MJ является одной из наиболее распространенных специальных прикладных нитей.
Метрическая крепежная резьба серии М — это общий профиль резьбы. Серия MJ обозначает внешнюю резьбу, имеющую увеличенный радиус корня, тем самым обладающую более высокой усталостной прочностью (за счет снижения концентрации напряжений), но требующую усеченной высоты гребня внутренней резьбы MJ для предотвращения помех на внешнем корне резьбы MJ. Внешние резьбы M совместимы как с внутренними резьбами M, так и с внутренними резьбами MJ.
Если не указано иное, винтовые резьбы считаются правосторонними. Это означает, что направление вращения спирали нити по часовой стрелке заставит ее двигаться вдоль своей оси. Левосторонние нити продвигаются вперед при вращении против часовой стрелки.
Левосторонние резьбы часто используются в ситуациях, когда вращательные нагрузки могут привести к ослаблению правосторонних резьб во время эксплуатации. Распространенный пример — велосипед. Педали велосипеда крепятся к кривошипу с помощью винтовых резьб. Одна сторона велосипеда использует правую резьбу, а другая — левую. Это предотвращает движения педалей и кривошипа от отвинчивания педали и ее падения во время использования. Левая резьба должна быть указана в спецификации изделия. Это достигается путем добавления «LH» в конец описания технических характеристик.

Основные ГОСТы
Все метизы и крепежные детали, имеющие винтовую резьбу по метрической системе измерения, изготавливаются в соответствии с государственными и международными стандартами и нормативными документами. Поэтому они могут различаться по классу, размерам и некоторым другим параметрам, но в обязательном порядке должны соответствовать разрешенным требованиям и допустимым значениям. В ином случае продукция не может быть сертифицирована и использована в производственной сфере. К тому же официальные продажи таких изделий запрещены.
Крепежные изделия с винтовой метрической резьбой регламентируются несколькими нормативными документами:
- ГОСТ 8724, где прописаны допустимые значения диаметра и шага;
- ГОСТ 24705 2004 содержит информацию об основных размерах метрической резьбы;
- ГОСТ 9150 включает необходимые сведения о профиле метрической резьбы;
- ГОСТ 16093 прописывает допуски и обозначения для изделий.
Метрические резьбы регламентируются также международным стандартом ISO 261-98. Российский ГОСТ 8724-2002 полностью повторяет его текст на русском языке. Правда, в нем есть дополнения, характерные для потребностей российской экономики.
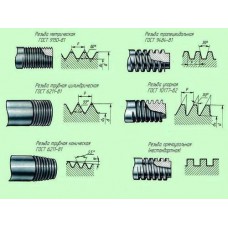
Виды резьб
В промышленности используют два основных типа стыков – разъемные и неразъемные. Первые виды получают при помощи крепежа, клепок и пр. одним и наиболее часто встречающихся соединений, можно без сомнения считать первые. Вторые типы выполняют при помощи сварки, пайки, склеивания. На практике все эти способы сочленения деталей стандартизированы.

Виды резьбы
Как уже отмечалось, все виды стыков этого класса стандартизированы. Например, ГОСТ 24705-2004 определяет размеры метрического профиля, в частности, угол в основании, шаг и пр. Всего к метрическому виду относят порядка 15 отечественных и иностранных стандартов.
Существует так же и классификация стыков этого типа. Ее выполняют на основании ее геометрических размеров, расположению на изделии и количеству заходов, или исходя ее практического использования.
Ниже приведен перечень, в котором указаны типы конструкций разъемных соединений и их обозначения:
- метрическая (M);
- метрическая коническая (MK);
- цилиндрическая (MJ);
- трубная цилиндрическая (G);
- трубная коническая (R);
- круглая для санитарно-технической арматуры (Кр);
- трапецеидальная (Tr);
- упорная (S);
- упорная усиленная (S45°);
- эдисона круглая (E);
- метрическая (EG-M);
- дюймовая цилиндрическая (UTS: UNC, UNF, UNEF, 8UN, UNS);
- дюймовая (BSW);
- дюймовая коническая (NPT);
- нефтяной сортамент.

Трубная дюймовая резьба
Все эти конструктивные элементы используются во всех отраслях промышленности, начиная от авиационной и закачивая пищевой.
Метрическая резьба
Метрическая выполняется на основании ГОСТ 8724-2002 – чаще всего применяется при изготовлении крепежных изделий. При соблюдении определенных условий этот вид допустимо использовать в качестве ходовой.
В основе этого вида лежит равносторонний треугольник (с углом в основании 60 градусов). Она может иметь один или несколько заходов. Многозаходную применяют в тех случаях, когда необходимо обеспечить повышенную прочность сочленения узлов.
Отечественные и зарубежные производители выпускают изделия имеющие диаметр от 0,25 до 600 мм и шаг от 0,25 до 6 мм. Изделия с малым шагом применяют тогда, когда необходимо обеспечить разъемную сборку изделий с тонкой стенкой. Кстати, в автомобильной промышленности этот вид применяют достаточно часто. Она может иметь левое и правое исполнение.

Ее обозначают следующим образом – на первом месте указывают букву, в этом случае — это М. Затем, показывается ее номинальный размер и шаг, в отношении этого вида применяют обозначение только в мм. Кроме этого в обозначение параметров входит количество заходов, исполнение (левое или правое). Разумеется, должен быть указан допуск на изготовление. Маркировка М12*1 говорит о том, что она имеет номинальный диаметр 12 мм и шаг 1.
Дюймовая резьба
Этот класса применяется по большей части при создании разъемных стыков трубопроводной арматуры (труб, кранов, клапанов и пр.). Ее наносят на изделия выполненные из металла, пластика. Ключевые параметры определены в ГОСТ 6111-52. В нем приведены таблицы, в которых определены размеры, шаги и допуски. Все размеры и условное обозначение приводят в дюймах.
В основании этого вида лежит треугольник с углом при вершине в 55 градусов. Как и у метрической вершины и впадины удалены.

Производители выпускают детали с трубным профилем от 3/16 (4,8 мм) до 4 (101 мм) дюймов.
Метрическая коническая резьба
Отличие конического изделия от обыкновенного метрического заключается в том, то ее наносят на конусную внутреннюю или внешнюю поверхность. При этом угол конуса составляет 1:16.
Ее применяют в тех случаях, когда необходимо обеспечить герметичность соединения. Например, в трубопроводных системах, предназначенных для транспортировки жидкостей.
Производителю выпускающие изделия с таким видом, руководствуются требованиями ГОСТ 25229-85.

Метрическая коническая резьба
Для обозначения метрического конического профиля применяют буквенное сокращение МК. Далее указывают все необходимые геометрические параметры. Например, МК 24*1,5 показывает то, что она имеет наружный диаметр в 24 мм и шаг 1,5.
Круглая резьба
Круглый профиль используется для создания соединений трубопроводной арматуры, в том числе и кранов. Параметры этого вида определены в ГОСТ 13536-68. Для обозначения в документах и на чертежах применяют буквенное обозначение Кр, далее следуют ее геометрические размеры.

Он образуется окружностями на его вершинах и впадинах. Угол при вершине составляет 30 градусов.
Трапецеидальная резьба
Трапецеидальный профиль относят к ходовым. Отличительное свойство этого вида профиля заключается в том, что она самотормозящая. Это вызвано тем, что при перемещении гайки по стержню развивается большая сила трения. Такое свойство позволяет избежать дополнительного фиксирования гайки на валу.
Трапецеидальный профиль используется для того, что бы преобразовать вращательное движение в трапецеидальное. Как пример, можно привести ходовой вал, устанавливаемый в токарных или шлифовальных станках. Кроме этого оборудования, он нашел свое применение в кузнечно-прессовом оборудовании, автомобильной и тракторной технике. Вообще узлы с трапецеидальным профилем используют для перемещения кареток на сборочных конвейерах, в литьевых машинах, робототехнике и пр.

На практике применяют изделия с размерами от 8 до 640 мм. Шаг составляет от 1,5 до 12 мм.
При внесении параметров на чертежах или документах применяют буквы Тр, затем указывают геометрические параметры.
Требования к параметрам изложены в ГОСТ 24738-81.
Упорная резьба
Требования к упорному профилю определены в ГОСТ 10177–82. Ее применяют тогда, когда в соединении имеются большие осевые нагрузки. В основе профиля лежит трапеция, одна (рабочая), сторона расположена под углом 3 градуса. Противоположная, имеет угол наклона 30 градусов.
Для обозначения применяют латинскую букву S, затем указывают геометрические параметры – диаметр, шаг.
Трубная цилиндрическая, трубная коническая и коническая дюймовая
Трубная цилиндрическая резьба нашла свое применение при сооружении трубопроводов. Производители выпускают изделия, на которых наносят резьбу от 1/16 до 6 дюймов. При этом, на один дюйм может быть нанесено до 28 до 11 ниток резьбы.
Трубная коническая резьба
Она этого вида применяется как крепежно-уплотняющая. Требования к ней определены в ГОСТ 6211-81. В этом документе говорится о том, что профиль должен соответствовать дюймовому профилю. Ее изготавливают на конусе с углом 1:16.
В основании лежит угол в 55⁰.
Она обеспечивает герметичность соединения без применения, каких либо дополнительных приспособлений (шайб, герметиков и пр.). Использование этого вида соединения резко снижает время на сборку/разборку соединения. Ее можно встретить в системах подачи масла, топлива, пара и пр.
Дюймовая коническая резьба
Ее чаще все применяют для соединения элементов, входящих в топливные, масляные и другие трубопроводы. Еще не так давно, она была стандартизирована на основании дюймовой системы мер.

Плашка дюймовая коническая
В основании лежит треугольник с углом в 60 ⁰. Но, в последние годы, на практике стали чаще использовать конический профиль изготовленный на основании метрической системы мер.
Достоинства и недостатки резьбовых соединений
Соединения, получаемые с ее помощью, пожалуй, самые распространенные среди разъемных. В отличие от прочих видов разъемных соединений они обладают следующими достоинствами:
- надежностью;
- простотой монтажа и демонтажа;
- низкой стоимостью, которая обусловлена унификацией и массовым изготовлением крепежных деталей. Для производства применяют как точение, так и накатку.
В тоже время, использование разъемного соединения сопряжено с некоторыми недостатками, в частности, наличие впадин, в конструкции резьбы, приводит появлению зон повышенного напряжения.
Это соответственно снижает прочностные параметры соединения. Довольно, часто, в узлах, где использована резьба, приходится применять дополнительные устройства для предотвращения самораскручивания. Разумеется, средства стопорения применяют исходя из назначения узла, например, колесо автомобиля.
Область применения резьбовых соединений
Резьбу применяют для соединения узлов и сборочных единиц в единую конструкцию. При этом роль гайки может исполнять корпус.
В качестве примеров использования резьбы можно рассмотреть следующие:
- устройство мостовых конструкций;
- стыковка между собой сборочных единиц, например, редуктора и силового агрегата;
- сборка отдельных изделий, к примеру, крышки подшипника и корпуса редуктора;
- дюймовый вид применяется для создания трубопроводных систем.
Виды резьб
Виды и характеристики резьб.
Классификация и основные признаки резьб:
- единица измерения диаметра (метрическая, дюймовая, модульная, питчевая резьба)
- расположение на поверхности (наружная и внутренняя резьба)
- направление движения винтовой поверхности (правая, левая);
- число заходов (одно- и многозаходная), например двузаходная, трёхзаходная и т. д.;
- профиль (треугольный, трапецеидальный, прямоугольный, круглый и др.);
- образующая поверхность на которой расположена резьба (цилиндрическая резьба и коническая резьба);
- назначение (крепёжная, крепёжно-уплотнительная, ходовая и др.).
Основные параметры резьбы и единицы измерения
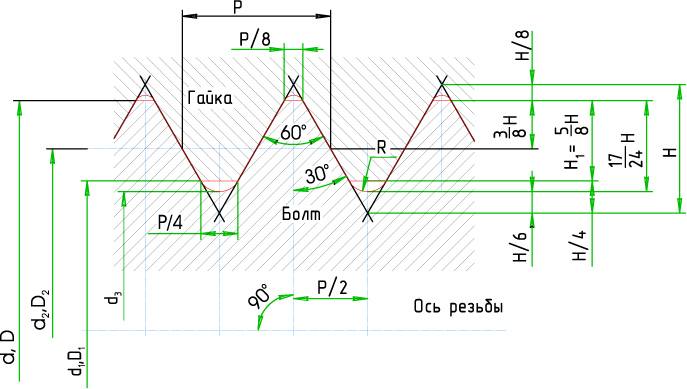
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ось резьбовой детали. ГОСТ 9150—81 и ГОСТ 8724—81 устанавливают единый номинальный профиль для цилиндрических метрических резьб диаметром до 600 мм, включая резьбы диаметром менее 1 мм. Номинальный профиль резьбы и его элементы показаны на рис. 1. Впадина наружной резьбы (рис. 2) может быть плоскосрезанной или закругленной: Rmax = 0,144Р, Rmin = 0,108Р, где R — радиус впадины; Р — шаг резьбы.
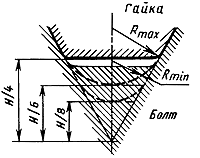 Рис. 2. Впадины резьбы болта и гайки.
Рис. 2. Впадины резьбы болта и гайки.
Резьбы определяются следующими основными параметрами: наружным, средним и внутренним диаметрами; шагом; углом профиля; углом наклона сторон профиля.
Наружный диаметр резьбы d (см. рис. 1) —диаметр цилиндра, описанного относительно вершин наружной резьбы (или впадин внутренней резьбы).
Внутренний диаметр d1 — диаметр цилиндра, вписанного в вершины внутренней резьбы (или впадины наружной резьбы).
Номинальные значения d и dx для наружной и внутренней резьбы одинаковые.
Средний диаметр d2 — диаметр воображаемого цилиндра, поверхность которого пересекает витки резьбы таким образом, что ширина витков и ширина впадин равны.
Шаг резьбы Р — расстояние между параллельными сторонами двух рядом лежащих витков резьбы крепежа, измеренное вдоль оси. ГОСТ 8724—81 устанавливает диаметры в диапазоне 0,25. 600 мм и шаги 0,075. 6 мм. Метрические резьбы могут иметь крупный шаг (при диаметрах 0,25. 68 мм) и мелкий шаг (при диаметрах 1. 600 мм).
Угол профиля α — угол между боковыми сторонами профиля, измеренный в осевой плоскости. Угол наклона сторон профиля β — угол между стороной профиля и перпендикуляром к оси резьбы. Для резьб с симметричным профилем β = 0,5α. Для резьб с асимметричным профилем, например для упорной или конической, угол наклона каждой стороны определяется независимо.
Высота исходного треугольника Н — высота остроугольного профиля, полученного при продолжении боковых сторон профиля до их пересечения. Рабочая высота профиля Н1 — высота плоскосрезанного теоретического профиля, равная полуразности наружного и внутреннего диаметров. Для метрических резьб Н = 0,866025×Р, Н1 = 0,54126×Р.
Ход Ph — величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°; Ph=P×n, где n — число заходов.
В действительности высота соприкосновения меньше, так как система допусков предусматривает определенные зазоры, например, по внутренним диаметрам резьбы гайки и болта.
Рабочая высота витка Н1 — наибольшая высота соприкосновения; наименьшая выcота соприкосновения обозначается Н1 min. Для резьбы с плоскосрезанным профилем Н1 и Н1 min определяют наибольшее и наименьшее перекрытие витков резьбы болта и гайки.
Угол подъёма резьбы (винтовой линии) 
Для многозаходных резьб в числителе этой формулы следует подставлять вместо Р произведение nP, где n — число заходов. Длина свинчивания (высота гайки Н) — длина (высота) соприкосновения поверхностей болта и гайки, измеренная вдоль оси.
Обозначается метрическая резьба буквой M (от англ. metric system, метрическая система мер). Резьба с номинальным диаметром 32 мм с крупным шагом обозначается как М32; резьба с номинальным диаметром 16 мм с мелким шагом – М16×1,5; для обозначения левой резьбы в конце добавляются буквы LH.
 Метрическая резьба — с шагом и основными параметрами резьбы в долях метра.
Метрическая резьба — с шагом и основными параметрами резьбы в долях метра.
Имеет широкое применение с номинальным диаметром от 1 до 600 мм и шагом от 0,25 до 6 мм. Профиль — равносторонний треугольник (угол при вершине 60°) с теоретической высотой профиля Н=0,866025404Р. Все параметры профиля измеряются в долях метра (миллиметрах).
- ГОСТ 24705-2004 (ИСО 724:1993) — Резьба метрическая. Основные размеры.
- ГОСТ 9150-2002 — Основные нормы взаимозаменяемости. Резьба метрическая. Профиль.
- ГОСТ 8724-2002 — Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги.
- ISO 965-1:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 1. Принципы и основные характеристики.
- ISO 965-2:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 2. Предельные размеры резьб для болтов и гаек общего назначения. Средний класс точности.
- ISO 965-3:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционной резьбы.
- ISO 965-4:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 4. Предельные размеры для наружных винтовых резьб, гальваницированных горячим погружением, для сборки с внутренними винтовыми резьбами, нарезанными метчиком с позиции допуска H или G после гальванизации.
- ISO 965-5:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 5. Предельные размеры для внутренних винтовых резьб винтов для сборки с наружными винтовыми резьбами, гальванизированными горячим погружением, с максимальным размером позиции допуска h до гальванизации.
- ISO 68-1 — Резьбы винтовые ISO общего назначения. Основной профиль. Метрическая резьба.
- ISO 261:1998 — Резьбы метрические ИСО общего назначения. Общий вид.
- ISO 262:1998 — Резьбы ISO метрические общего назначения. Выбранные размеры для винтов, болтов и гаек.
- BS 3643 — ISO metric screw threads.
- DIN 13-12-1988 — Резьбы метрические ИСО основные и прецизионные диаметром от 1 до 300 мм. Выбор диаметров и шагов.
- ANSI B1.13M, ANSI B1.18M — Метрическая резьба М с профилем базирующимся на стандарте ISO 68.
Условное обозначение: буква M (metric), числовое значение номинального диаметра резьбы (d, D на схеме, оно же внешний диаметр резьбы на болте) в миллиметрах, числовое значение шага (для резьбы с мелким шагом) (P на схеме) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 16 мм с крупным шагом обозначается как M16; резьба с номинальным диаметром 36 с мелким шагом 1,5 мм — М36х1,5; такая же по диаметру и шагу но левая резьба М36х1,5LH.
Таблица стандартного шага метрических резьб
Гайка гайка это какая резьба?
Резьба — чередующиеся выступы и впадины на поверхности тела вращения, расположенные по винтовой линии; применяется как средство соединения, уплотнения или обеспечения заданных перемещений деталей машин, механизмов, приборов, аппаратов и сооружений.
Виток резьбы — часть резьбы, образованной при одном повороте профиля вокруг оси вращения.
Наружный диаметр резьбы (d) — диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или вписанного во впадины внутренней резьбы.
Номинальный диаметр резьбы — диаметр, условно характеризующий размеры резьбы и используемый при ее обозначении.
Внутренний диаметр резьбы (d1) — диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или описанного вокруг вершин внутренней резьбы.
Профиль резьбы — плоская фигура, получаемая в плоскости, проходящей через ось резьбы.
Высота профиля (H) — радиально измеренная высота основного расчетного теоретического профиля (высота исходного треугольного профиля), общего для резьбы на стержне и в отверстии.
Угол профиля — угол между боковыми сторонами профиля, измеренный в осевой плоскости резьбы.
Шаг резьбы ( P ) — расстояние между соседними одноименными точками профиля в направлении, параллельном оси резьбы той же винтовой поверхности.
Ход резьбы ( P h ) — расстояние по линии, параллельной оси резьбы, между исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной по винтовой линии на угол 360°. В однозаходной резьбе ход равен шагу, в многозаходной – произведению шага на число заходов n: P h = n P .

Соотношение шага и хода резьбы в зависимости от числа заходов
Рабочая высота профиля (h) — наибольшая высота соприкосновения сторон профиля резьбовой пары, измеренная радиально.

Длина свинчивания (L) — длина участка взаимного перекрытия наружной и внутренней резьбы в осевом направлении.

Профиль резьбы установлен ГОСТ 9150-81 и представляет собой треугольник с углом при вершине 60 о .
Это основной вид крепежной резьбы. Предназначен для соединения деталей непосредственно друг с другом или с помощью стандартных изделий, имеющих метрическую резьбу, – болтов, винтов, шпилек, гаек.
Основные ее элементы и параметры задаются в миллиметрах (ГОСТ 24705-81 ).
Согласно ГОСТ 8724-81 метрические резьбы выполняются с крупным и мелким шагом на поверхностях диаметром от 1 до 68 мм, свыше 68 мм резьба имеет только мелкий шаг, причем мелкий шаг резьбы может быть разным для одного и того же диаметра, а крупный имеет только одно значение. Крупный шаг в условном обозначении резьбы не указывается. Так, для резьбы диаметром 10 мм крупный шаг резьбы равен 1,5 мм, мелкий — 1,25; 1; 0,75; 0,5 мм.
Примеры условного обозначения:
М18-6g резьба метрическая наружная , номинальный диаметр 18 мм , шаг крупный, поле допуска резьбы 6g;
М18х0,5-6g то же, шаг мелкий Р=0,5;
М18LH-6g то же, но левая;
М18-6Н резьба метрическая внутренняя , номинальный диаметр 18 мм , шаг крупный, поле допуска резьбы 6Н.
В настоящее время нет стандарта, который регламентирует основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
Резьба треугольного профиля с углом при вершине 55 о .
В соответствии с ГОСТ 63 11 –81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т.е. равнобедренный треугольник с углом при вершине, равным 55°.
Резьба стандартизована для диаметров от 1/16 » до 6″ при числе шагов z от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Примеры условного обозначения:
G1 1 /2-А резьба трубная цилиндрическая, 1 1 /2 условный проход в дюймах, класс точности А;
Резьба с профилем в виде равнобочной трапеции с углом 30 о . Применяется для передачи возвратно-поступательного движения или вращения в тяжело нагруженных подвижных резьбовых соединениях. Часто используется при изготовлении ходовых винтов, согласно ГОСТ 24738-81 выполняется на поверхностях диаметром от 8 до 640 мм.
Трапецеидальная резьба может быть однозаходной (ГОСТ 24738-81, ГОСТ 24737-81) и многозаходной (ГОСТ 24739-81). ГОСТ 9484-81 устанавливает профиль трапецеидальной резьбы.
Пример условного обозначения:
Tr40х6 — трапецеидальная однозаходная резьба с наружным диаметром 40 мм, шагом 6 мм.
Р езьба с профилем в виде неравнобочной трапеции с углом рабочей стороны 3 о и нерабочей — 30 о . Упорная резьба, как и трапецеидальная, может быть однозаходной и многозаходной. Выполняется на поверхностях диаметром от 10 до 640 мм (ГОСТ 10177-82). Применяется для передачи больших усилий, действующих в одном направлении: в домкратах, прессах и т.д.
Пример условного обозначения:
S80х 10 — упорная однозаходная резьба с наружным диаметром 80 мм, шагом 10 мм;
S80х 20(P10) — упорная многозаходная резьба с наружным диаметром 80 мм, величиной хода 20 мм, шагом 10 мм.
Эта р езьба имеет прямоугольный (или квадратный) нестандартный профиль, поэтому все ее размеры указываются на чертеже. Применяется для передачи движения тяжело нагруженных подвижных резьбовых соединений. Обычно выполняется на грузовых и ходовых винтах.
Р езьба с круглым профилем (ГОСТ 6242-83) обладает сравнительно большим сроком службы и повышенным сопротивлением при значительных нагрузках. Применяется при изготовлении часто свинчиваемых соединений (шпиндели, вентили и т.д.), работающих в загрязненной среде, а также тонкостенных деталей с накатанной или штампованной резьбой (цоколь электролампы и т.д.).
Пример условного обозначения:
Rd16 — круглая резьба с наружным диаметром 16 мм.
Если круглая резьба применяется в соединениях санитарно-технической арматуры, то ее обозначение будет следующим: Кр12х2,54 (ГОСТ 13536-68).
Виды шага резьбы у болтов и гаек

Резьба — это вид нарезки поверхности крепежных элементов с поочередными выступами и впадинами. Используется несколько ее видов и самые популярные – метрическая и дюймовая, кроме этого есть дюймовая трубная, шурупная, трапецеидальная. Сейчас мы поговорим только о метрической резьбе, так как в России и странах СНГ она наиболее распространенная.
Во всех крепежных элементах – болтах, винтах, саморезах, шурупах используют резьбу с основным (крупным) или мелким шагом.
И тот и другой вид характеризуется несколькими основными параметрами:
- Профиль резьбы – очертания выступов и впадин в продольном сечении крепежного изделия, проходящем вдоль оси крепежа.
- Шаг резьбы – расстояние между двумя соседними выступами, измеренное вдоль оси крепежного элемента.
- Угол профиля – значение угла между гранями профиля, измеряемый в сечении плоскостью вдоль оси крепежа.
- Наружный диаметр – наибольший диаметр крепежа, измеряемый по вершинам профиля.
- Ход резьбы – значение продольного перемещения крепежного элемента за один поворот.
ГОСТ 8724-81 определяет, что шаг от 1 до 68 мм – крупный шаг, выше чем 68 мм – только мелкий шаг. Также, следует отметить тот факт, что мелкий шаг резьбы может быть разным при одном и том же диаметре стержня, а крупный имеет только одно значение.
У метрической резьбы профиль равнобедренного треугольника с углом 60°, который еще называют крепежным. Так как все параметры резьбы – диаметр и шаг, обозначаются в миллиметрах, то и названа она «метрической». Используется для нанесения как на наружных, так и внутренних поверхностей крепежных элементов, чаще всего цилиндрической формы. Существует несколько стандартов на метрическую резьбу. Например, в Европе и США чаще применяется метрическая резьба стандарта ISO. Метрическая обозначается буквой “М” c указанием значения наружного диаметра резьбы и, после знака умножения “×”, обозначение шага резьбы (к примеру, М12×0.75).
Примеры маркировки резьбы
- Метрическая резьба с крупным шагом традиционно обозначается буквой “M”, за которой указано значение наружного диаметра, но шаг при этом не указывается (к примеру, M8, М10, М14). Как правило под резьбой ISO подразумевается именно резьба с нормальным (крупным) шагом.
- Метрическая резьба с мелким шагом также обозначается буквой “M”, но в маркировке номинала резьбы всегда указан размер шага в мм (например, М8×1). За рубежом она иногда (например, в заголовках таблиц) может обозначаться буквами “MF” (от “Fine” – “Мелкий”).
Обычно крепеж с мелких шагом резьбы применяется в условиях небольшой вибрации или толчков, поэтому используются в автомобилестроении, авиастроении и для скрепления высокоточных механизмов в машиностроении.
Что касается обычного шага, то такие крепежи самые популярные и их эксплуатируют практически везде и повсеместно.
Как определить шаг резьбы без резьбомера?
В некоторых ситуациях у вас есть у вас есть болт или гайка с неизвестными параметрами резьбы, а под рукой кроме линейки нет никакого измерительного инструмента. Сразу стоит уточнить, что с помощью линейки можно получить только грубый результат, поэтому если вы собираетесь регулярно проводить подобные измерения, лучше приобрести резьбомер и штангенциркуль.
Резьбы выполняются по утвержденным стандартам, что позволило унифицировать все резьбовые соединения. Шагом метрической резьбы называют расстояние между соседними вершинами или впадинами резьбового профиля. Именно это расстояние нам и предстоит измерить.
Как определить шаг резьбы болта
Приложите линейку в резьбовой части болта. Если ее миллиметровые деления совпадают с вершинами бороздок, то у вас без вариантов шаг в 1 мм. Если нет, то нужно посчитать количество витков N на определенном отрезке длины L. Первую нитку в расчет не берите, потому что от нее идет отсчет, и она считается нулевой.
Длину выбранного отрезка в миллиметрах разделите на количество витков, чтобы получить шаг Р.
Например: P= L/(N-1) = 20 мм/(17-1) витков = 1.25 мм.
Как определить шаг резьбы гайки
Для измерения шага внутренней резьбы гайки лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему. Если подходящих винтов нет, то можно воспользоваться простым способом для которого потребуется листок бумаги и линейка.
Оторвите небольшую полоску бумаги и поместите ее в гайку. Прижмите пальцем бумагу к резьбе, так чтобы на ней остался отпечаток резьбовой поверхности. Для лучшей видимости можно провести по граням витков мазутом или маркером. Приложив к отпечатку линейку, измерьте расстояние L между крайними рисками и посчитайте количество рисок n на этом участке за минусом первой (нулевой). Выполните вычисления по формуле Р = L/(N-1).
Например, оттиск дал 5 четких рисок на отрезке в 10 мм, значит:
Р = L/(N-1) = 10 мм/(5-1) витков = 2.5 мм
Вместо бумаги получить оттиск можно используя спичку или карандаш. Зная внутренний диаметр гайки, предположим 10 мм, и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М10 и искомый шаг 2.5 мм (основной). Условное обозначение гайки: М10х2.5.

