Как напаять резец в домашних условиях?
Напайки твердосплавные. Напайка твердосплавных пластин.

Напайки твердосплавные. Напайка твердосплавных пластин.
3-й ЭТАП — НАПАЙКА ПЛАСТИНОК.
Этот этап является наиболее ответственным, так как при неправильном его проведении, во время работы резца, пластинки твердого сплава могут отскакивать или ломаться, вследствие образовавшихся при напайке трещин.
ПРИПОИ.
Припои, применяемые для напайки пластинок твердого сплава, должны иметь температуру плавления на
300° выше температуры, возникающей в процессе резания, сохранять прочность и пластичность при температуре резания, обладать хорошей жыдкотекучестью и обеспечивать быстрый отвод тепла от пластинки твердого сплава к стержню резца.
Рекомендуется применять следующие припои:
| Наименование припоя | Состав | Температура плавления | Область применения |
| Медно-никелевый (мельхиоровый) | Медь — 68.7% Никель — 27,5% Алюминий — 0,8% Цинк — 3,0% | 1170° | Для работ с большими нагрузками и нагревом режущей части инструмента до 900° |
| Электролитическая медь | Медь — 99.9% Примеси — 0,1% | 1083° | Для работ с большими нагрузками и нагревом режущей части инструмента до 700° |
| Латунно-никелевый | Медь — 68,0% Цинк — 27,0% Никель — 5,0% | 1000° | |
| Латунь Л—62 | Медь — 62.0% Цинк — 38,0% | 900° | Для работ со средними нагрузками и нагревом режущей части инструмента до 600° |
| Серебрянный ПСР-45 (ОСТ—2982) | Серебро — 10% Медь — 53% Цинк — 37% | 720° | Для припайки пластинок из высокотитановых твердых сплавов марок Т30К4 |
ФЛЮС.
Чтобы обеспечить хорошую смачиваемость и растекание припоя по поверхностям спаиваемых деталей, для удаления окислов и предохранения от окисления, применяют флюс.
В качестве флюса рекомендуется бура, которую нужно предварительно расплавить, истолочь и просеять через мелкое сито. Хранить буру нужно в закрытых сосудах, предохраняющих ее от влаги и загрязнения.
Бура применяется либо в виде порошка, либо в виде пасты, состоящей из трех весовых частей буры и двух частей вазелина.
Латунные припои паяют с флюсом, который состоит на половину из борной кислоты и на половину из буры. Температура плавления таких флюсов 750 ºС.
При напайке серебряными припоями следует применять флюс, состоящий из 43% фтористого кальция и 57% борной кислоты.
КОМПЕНСАЦИОННЫЕ ПРОКЛАДКИ.
Компенсационные прокладки необходимы для уменьшения термических напряжений. Они возникают при напайке твердосплавных пластинок, различной толщины и размеров, на стержни резцов. Прокладки больших размеров применяют из низкоуглеродистых сортов стали или пермалоя (железо-никелевый сплав). Большим спросом пользуются прокладки при напайке наиболее хрупких высокотитановых твердых сплавов.
Прокладки имеют вид тонкой сеточки или фольги, толщина которых составляет от 0,2 до 0,5 мм. На них имеются отверстия с диаметрами от 1 до 2 мм, расположенные в шахматном порядке.
Компенсационные прокладки имеют несколько достоинств:
Повышают прочность напайки;
Разгружают место спая от напряжений (возникающие при остывании резца).
СПОСОБЫ ПАПАЙКИ.
Нагрев стержня и пластинки и расплавление припоя могут осуществляться следующими способами:
а) в пламенных, газовых или электрических муфельных печах;
б) токами высокой частоты;
в) контактным способом, на стыковых сварочных аппаратах;
г) пламенем ацетилено-кислородной горелки.
Для уменьшения напряжений, возникающих в твердом сплаве при охлаждении после напайки, рекомендуется напаивать высокотитановые сплавы Т60К6 и Т30К4, особенно склонные к трещинообразованию, только по одной опорной плоскости; боковые поверхности пластинки предохраняются от припаивания применением прокладок из слюды или графита.
Напайки твердосплавные. Напайка твердосплавных пластин.
НАПАЙКА В ПЛАМЕННЫХ, ГАЗОВЫХ ИЛИ ЭЛЕКТРИЧЕСКИХ ПЕЧАХ.
Предварительный нагрев стержня.
Головку резца медленно нагревают до температуры плавления буры
Подготовка резца к напайке.
Нагретое гнездо посыпают бурой, затем резец вынимают из печи и металлической щеткой очищают образовавшийся жидкий слой шлака на гнезде.
Затем гнездо вновь посыпают бурой, после чего в него устанавливают пластинку твердого сплава, сверху кладут соответствующее количество припоя и вновь посыпают бурой, так, чтобы бура покрыла сплошным слоем припой и всю пластинку.
Эту операцию нужно производить быстро, чтобы стержень не успел охладиться.
Расплавление припоя.

Головку подготовленного к напайке резца помещают в окно печи с температурой 1200° и выдерживают до расплавления припоя.
Прижим пластинки.
Как только припой расплавится и затечет под пластинку, резец быстро вынимают из печи, кладут на подставку, остроконечным стержнем поправляют пластинку в гнезде и плотно прижимают её к опорным поверхностям гнезда. Прижим длится несколько секунд, до затвердения припоя.
Охлаждение резца.
Во избежание резкого охлаждения, ведущего к появлению трещин в пластинке твердого сплава, резец помещают в ящик с крупкой древесного угля или с сухим подогретым песком, где резец медленно остывает.
Значительно лучше резцы, сейчас же после напайки, помещать в камерную печь, нагретую до температуры 250°. Резцы выдерживаются в печи в течение 5—6 часов, после чего охлаждаются вместе с печью.
Очистка резца.
После напайки резец очищают от окалины на пескоструйном аппарате.
НАПАЙКА КОНТАКТНЫМ СПОСОБОМ НА ЭЛЕКТРОСВАРОЧНЫХ АППАРАТАХ.
Контактная напайка производится на стыковых электросварочных аппаратах, которые оборудуются несложным приспособлением, состоящим из 2-х плоских контактных губок, набора торцевых контактов, блока с грузом и педальной кнопки к контактору аппарата. Контакт подводится на 2-3 мм ниже пластинки твердого сплава.
Операция напайки очень похожа на печную и заключается в следующем:
1.Стержень резца зажимается в контактных губках таким образом, чтобы обеспечить возможно большую поверхность соприкосновения торца резца с поверхностью торцевого контакта.
2.Торцевой контакт подводится и прижимается к стержню.
3.Гнездо для пластинки посыпают бурой, а затем путем периодического включения и выключения тока нагревают головку резца до температуры плавления буры (800°). После расплавления буры, металлической щеткой очищают гнездо от окислов и шлаков и опять посыпают бурой; сверху укладывают пластинку твердого сплава, поверх неё припой и сверху опять густо посыпают бурой. ПРАВИЛЬНО. Контакт не касается пластинки твердого сплава
ПРАВИЛЬНО. Контакт не касается пластинки твердого сплава

НЕПРАВИЛЬНО. Контакт касается пластинки твердого сплава.
4.Включается ток для расплавления припоя, после чего ток выключается, а пластинка прижимается к гнезду остроконечным металлическим стержнем.
5.Резец освобождается от зажимов и помещается в ящик с крупкой древесного угля или с сухим подогретым песком для медленного остывания.
6.Остывающий резец очищается от окалины на пескоструйном аппарате.
ГАЗОВАЯ НАПАЙКА
При этом способе источником тепла является ацетилено-кислородная горелка. Следует отметить, что этот способ применяется лишь в
случае отсутствия других, описанных выше, источников тепла, либо когда необходимо напаять небольшое количество инструментов.
Пластинка из твердого сплава нагревается с помощью пламени, направленного на стержень резца. В пламени горелки должно присутствовать большое количество ацетилена.
Процесс напайки аналогичен описанному выше печному.
Напайка этим методом должна быть поручена сварщику с достаточным опытом работы.
При любом способе напайки, в результате её, припой в виде тонкой (до 0,1 мм) сплошной пленки должен соединять все поверхности соприкасания пластинки и гнезда.
Качественная пайка резцов в домашних условиях

Шлифовальная машинка — Качественная пайка резцов в домашних условиях
Каждый, кто занимается токарным делом, встречается с такой проблемой, как пайка резцов в домашних условиях. Это достаточно-таки нужная процедура, которая осуществляет напайку твердосплавных пластин на держатели токарных резцов, помогает закалить инструмент. В этом деле участвует высокочастотный ток или газовая горелка. Но для последней аппаратуры все же необходимо иметь хороший опыт.
Как решить проблему без специализированной техники?
Раньше использовался способ нагрева резцов при помощи контактной машины. Его отлично использовали дома. Пайка происходила посредством теплового воздействия электрического тока на проводник. Чтобы контролировать выделяемое тепло, необходимо просто регулировать величину электротока, сопротивление проводника и смотреть по времени, сколько он будет воздействовать на проводник.
Ориентируясь на эти три фактора, был разработан агрегат, представляющий собой трансформатор понижающего действия. Он имеет первичную и вторичную обмотки. Первая рассчитывается на 220 В, а вторая — на 2 В. Диаметр поперечного магнитного провода равен 50 кв.см. Сам трансформатор крепится на основание, в то время как на прокладке-изоляторе расположены шины контакта.
Из листовой стали толщиной в 5 см выполнена основа трансформатора, которая имеет ножки. Также в данной конструкции присутствуют два окна, выполняющие роль вентиляции.
Для концов вторичной обмотки есть свои отверстия зажимов. Вся конструкция аппарата защищена специальным кожухом, который при помощи уголков крепится к основанию трансформатора. Одно из таких креплений имеет изоляционную колодку.
Различия и особенности видов пайки
Резцы могут соединяться посредством низко- или высокотемпературной пайки. Но если судить объективно, то их физическая природа особых отличий не имеет. Два металла соединяются между собой третьим, который называется припоем. Соединительный металл имеет температуру плавления ниже, нежели соединяемые элементы. Но в зависимости от того какую пайку выбрать, будут зависеть и характеристики полученного изделия.
Как понятно из названий, одним из отличий является температура плавления. Но это еще не все.
- В первую очередь использование твердых припоев гарантирует более качественное и надежное соединение деталей, в отличие от мягких.
- Высокотемпературная пайка к тому же обладает более сильной термоустойчивостью соединений. Используемый для такой работы припой отличается высокой температурой плавления, поэтому и температурные нагрузки он может выдержать выше, причем не утеряв своих свойств. Но тут есть и свой нюанс, в такой пайке, который уступает низкотемпературной. В первом случае, под воздействием высоких показателей, могут возникать структурные изменения некоторых металлов. Например, чугунное соединение становится достаточно хрупким.
- Используя высокотемпературную пайку, приходится подбирать и соответствующие инструменты. Для такой процедуры необходимо достигать температуры в 1000 градусов. То есть паяльник уже не подойдет для такого процесса.
Если объединить все вышесказанное, то получается, что высокотемпературная пайка обеспечивает прочность и термоустойчивость соединения, но при этом требует более высококвалифицированного оборудования и умения производить достаточно сложную по технологии спайку. В то время как низкотемпературная пайка имеет более упрощенные требования, но и качество получаемых деталей несколько ниже.
Пайка твердыми припоями
Использование твердых припоев занимает промежуточную позицию между низкотемпературной пайкой и уже сваркой.
Они применяются в тех случаях, когда важным становится прочность получаемых соединений и целостность структуры металлов. В таком процессе часто используют твердосплавные пластины, которые при соединении не портят изначальную геометрию конструкции.
Такую технологию применяют для ремонта холодильных или теплообменных систем, стальных или медных трубопроводов и т.д. Ее применяют и в автомобильном ремонте для починки радиаторов, двигателя, трансмиссий, кузова и других аналогичных деталей.
Если возникает необходимость отремонтировать изделия, которые во время эксплуатации поддаются воздействиям высоких температур (например, самовар на дровах), то высокотемпературная пайка просто необходима.
Что касается оборудования, то в этом случае требуется техника, которая способна дать температуру выше необходимой для плавления соединяемых деталей. Средний диапазон может варьироваться от 450 до 1200 градусов, при условии, что вся процедура будет производиться дома. Такие показатели имеют газовые горелки, индукторы и печи.
Виды применяемых припоев
Для того чтобы спаять резец, можно использовать и медь, хотя как альтернативу можно использовать его и с другими металлами (цинк, серебро, кремний, олово и т.д.). Каждый из таких компонентов снижает температуру плавления.
Но следует отметить, что такие припои не рекомендуется использовать, если работа предстоит со сталью или чугуном, так как в этом случае образуются фосфиты, которые влияют на прочность соединения. Такой шов будет очень хрупким, и, при оказании вибрационного или изгибающего давления, соединение может деформироваться или просто лопнуть.
Как спаять резцы самостоятельно?
Для того чтоб выполнить пайку, необходимо придерживаться следующих шагов:
- В первую очередь необходимо зачистить все металлические элементы. Удаляется окисная пленка.
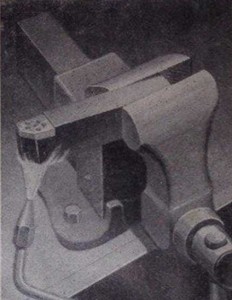
- Державку резца устанавливают на шинах трансформатора. Зона, которая будет поддаваться пайке, должна быть предварительно обработана флюсом. После этого начинает работать припой.
- При помощи пинцета припой вставляется промеж краев, которые требуют соединения. В конкретном случае лучше с этой целью использовать лист латуни.
- Во время работы агрегата зона контакта будет нагреваться. Это способствует расплавлению металла, а как только этот процесс завершится, контакт распадется, и, соответственно, процесс остановится. Поэтому, чтоб пайка была беспрерывной, всю работу производят в импульсном режиме, при этом нагрузка на обмотки должна подаваться постепенно.
Само прогревание производят по всей поверхности, плавно двигаясь из стороны в сторону. Припой должен приобрести цвет от темно-вишневого до светло-вишневого, который будет указывать на разогрев до необходимой температуры.
Визуально контролируя весь процесс, необходимо аккуратно наносить весь припой. Следует знать, что державка нагревается со скоростью 80-100 градусов в секунду. Используя данный метод для соединения резцов, можно быть уверенным в получении отличного качества.
Если флюс был нанесен в достаточном количестве, то припой легко растечется. После окончания выполнения работ швы зачищаются.
Считается, что высокопробное соединение — то, что не превышает 0,1 мм. Как понятно, ничего сложного в домашней пайке нет. Главное, чтоб под рукой имелись все необходимые инструменты и материалы. Но нужно помнить, что во время всего процесса следует соблюдать правила личной безопасности, так как высокие температуры могут навредить паяльщику.
Пайка твердосплавных пластин. Инструкция
Пайка ТВЧ: Какие припои и для каких материалов больше подходят
Пайка ТВЧ производится благодаря тому, что расплавленный припой растекается в зазоре меж частей детали, которые необходимо соединить. Он должен хорошо смачивать паяемые материалы, а также легко растекаться по поверхности изделия. Припои должны иметь хорошую пластичность и высокую прочность. Обязательное условие при выборе припоя – коррозийная устойчивость. При этом немаловажно отметить, что коэффицент термического расширения припоя и паяемых материалов не должен сильно различаться. Припои делятся на пять типов, различаемые по температуре плавления:
- Особо легкоплавкие (температура плавления до 145 градусов);
- Легкоплавкие (температура плавления от 145 до 450 градусов);
- Среднеплавкие (температура плавления от 450 до 1100 градусов);
- Высокоплавкие (температура плавления от 1100 до 1850 градусов);
- Тугоплавкие (температура плавления свыше 1850 градусов);
Пайка ТВЧ в большинстве случаев производится при использовании припоев из среднеплавких: серебряные, никелевые, медно-цинковые и т.п. Медь так же может быть использована в качестве припоя. Указанные выше припои, которые подходят для осуществления такого процесса, как пайка ТВЧ мы рассмотрим подробнее.
- Медь (чаще М00 или М0) имеет отличную жидкотекучесть и позволяет получить соединение достаточной прочности. Как правило, в качестве припоя ее используют при соединении деталей из легированной или углеродистой стали, нейзильбера или чугуна.
- Медно-цинковые припои могут применяться при осуществлении пайки большого количества металлов. Обладают невысокой температурой плавления, что позволяет использовать даже при пайке деталей, которые не могут быть нагреты до высоких температур.
- Серебряные припои обладают низкой температурой плавления (до 860 градусов). Данный вид припоев имеет высокую прочность и отличную электропроводимость. Обладают серебряные припои отменными смачивающими свойствами. Используют серебряные припои, когда требуется пайка ТВЧ латунных, медных, стальных или бронзовых изделий. Однако в большинстве случаев серебряные припои могут быть заменены менее дорогими.
- Никелевые припои могут применяться для пайки легированных, углеродистых и нержавеющих сталей. Данный тип припоев используют для пайки ТВЧ изделий из сплавов жаропрочных или коррозийно-стойких.
Припои – это обязательный компонент, который позволяет производить пайку и делать прочные соединения.

Током высокой частоты обрабатываются многие металлические изделия, пайка резцов не исключение. Индукционная пайка отличается особым качеством, так как, благодаря воздействию ТВЧ, у металла не нарушается структура. Кроме того, с помощью оборудования ТВЧ, пайку резцов можно выполнить в более короткие сроки, а самое главное, это нисколько не отразится на качестве продукции.
Читать также: Сгорела болгарка как отремонтировать
Существует и более экономный вариант пайки резцов с помощью применения газовой горелки. Но, зачастую, данный способ не показывает того результата, которого можно добиться с помощью тока высокой частоты. Обработка ТВЧ дает более качественный продукт.
Пайка резцов применяется на всех предприятиях, имеющих дело с токарным производством. Это технологическая процедура необходима для того, чтобы напаять твердосплавные пластины на державки токарных резцов. С помощью ТВЧ осуществляется также локальная закалка инструмента, и спаиваются детали твердыми припоями.
Технология пайки резцов
Пайка резцов осуществляется под воздействием тока высокой частоты и в специальном индукционном оборудовании. Существует несколько способов пайки ТВЧ. Рассмотрим подробнее каждый из них:
1. Пайка стационарная. Изделие закрепляют в индукторе в неподвижном состоянии.
2. Пайка с перемещением. Изделие или сам индуктор вращаются, тем самым прогревая большую область
Мы уже говорили, что более дешевый способ пайки резцов – с помощью газовой горелки. Как правило, его используют предприятия, обладающие сравнительно маленьким бюджетом. Индукционное оборудование обходится дороже. Кроме того, индукционная установка, как мы выяснили, обладает большими преимуществами. И дело не только в цене, но и в качестве, так как на выходе вы получаете изделие, которое прослужит вам длительный срок.
3-й ЭТАП — НАПАЙКА ПЛАСТИНОК.
Этот этап является наиболее ответственным, так как при неправильном его проведении, во время работы резца, пластинки твердого сплава могут отскакивать или ломаться, вследствие образовавшихся при напайке трещин.
ПРИПОИ.
Припои, применяемые для напайки пластинок твердого сплава, должны иметь температуру плавления на
300° выше температуры, возникающей в процессе резания, сохранять прочность и пластичность при температуре резания, обладать хорошей жыдкотекучестью и обеспечивать быстрый отвод тепла от пластинки твердого сплава к стержню резца.
Рекомендуется применять следующие припои:
| Наименование припоя | Состав | Температура плавления | Область применения |
| Медно-никелевый (мельхиоровый) | Медь — 68.7% Никель — 27,5% Алюминий — 0,8% Цинк — 3,0% | 1170° | Для работ с большими нагрузками и нагревом режущей части инструмента до 900° |
| Электролитическая медь | Медь — 99.9% Примеси — 0,1% | 1083° | Для работ с большими нагрузками и нагревом режущей части инструмента до 700° |
| Латунно-никелевый | Медь — 68,0% Цинк — 27,0% Никель — 5,0% | 1000° | |
| Латунь Л—62 | Медь — 62.0% Цинк — 38,0% | 900° | Для работ со средними нагрузками и нагревом режущей части инструмента до 600° |
| Серебрянный ПСР-45 (ОСТ—2982) | Серебро — 10% Медь — 53% Цинк — 37% | 720° | Для припайки пластинок из высокотитановых твердых сплавов марок Т30К4 |
Чтобы обеспечить хорошую смачиваемость и растекание припоя по поверхностям спаиваемых деталей, для удаления окислов и предохранения от окисления, применяют флюс.
Читать также: Станок для производства бумажных пакетов цена
В качестве флюса рекомендуется бура, которую нужно предварительно расплавить, истолочь и просеять через мелкое сито. Хранить буру нужно в закрытых сосудах, предохраняющих ее от влаги и загрязнения.
Бура применяется либо в виде порошка, либо в виде пасты, состоящей из трех весовых частей буры и двух частей вазелина.
Латунные припои паяют с флюсом, который состоит на половину из борной кислоты и на половину из буры. Температура плавления таких флюсов 750 ºС.
При напайке серебряными припоями следует применять флюс, состоящий из 43% фтористого кальция и 57% борной кислоты.
КОМПЕНСАЦИОННЫЕ ПРОКЛАДКИ.
Компенсационные прокладки необходимы для уменьшения термических напряжений. Они возникают при напайке твердосплавных пластинок, различной толщины и размеров, на стержни резцов. Прокладки больших размеров применяют из низкоуглеродистых сортов стали или пермалоя (железо-никелевый сплав). Большим спросом пользуются прокладки при напайке наиболее хрупких высокотитановых твердых сплавов.
Прокладки имеют вид тонкой сеточки или фольги, толщина которых составляет от 0,2 до 0,5 мм. На них имеются отверстия с диаметрами от 1 до 2 мм, расположенные в шахматном порядке.
Компенсационные прокладки имеют несколько достоинств:
Повышают прочность напайки;
Разгружают место спая от напряжений (возникающие при остывании резца).
СПОСОБЫ ПАПАЙКИ.
Нагрев стержня и пластинки и расплавление припоя могут осуществляться следующими способами:
а) в пламенных, газовых или электрических муфельных печах;
б) токами высокой частоты;
в) контактным способом, на стыковых сварочных аппаратах;
г) пламенем ацетилено-кислородной горелки.
Для уменьшения напряжений, возникающих в твердом сплаве при охлаждении после напайки, рекомендуется напаивать высокотитановые сплавы Т60К6 и Т30К4, особенно склонные к трещинообразованию, только по одной опорной плоскости; боковые поверхности пластинки предохраняются от припаивания применением прокладок из слюды или графита.




Виды применяемых припоев
Для того чтобы спаять резец, можно использовать и медь, хотя как альтернативу можно использовать его и с другими металлами (цинк, серебро, кремний, олово и т.д.). Каждый из таких компонентов снижает температуру плавления.
Но следует отметить, что такие припои не рекомендуется использовать, если работа предстоит со сталью или чугуном, так как в этом случае образуются фосфиты, которые влияют на прочность соединения. Такой шов будет очень хрупким, и, при оказании вибрационного или изгибающего давления, соединение может деформироваться или просто лопнуть.
Напайки твердосплавные. Напайка твердосплавных пластин.
НАПАЙКА В ПЛАМЕННЫХ, ГАЗОВЫХ ИЛИ ЭЛЕКТРИЧЕСКИХ ПЕЧАХ.
Предварительный нагрев стержня.
Головку резца медленно нагревают до температуры плавления буры
Подготовка резца к напайке.
Нагретое гнездо посыпают бурой, затем резец вынимают из печи и металлической щеткой очищают образовавшийся жидкий слой шлака на гнезде.
Затем гнездо вновь посыпают бурой, после чего в него устанавливают пластинку твердого сплава, сверху кладут соответствующее количество припоя и вновь посыпают бурой, так, чтобы бура покрыла сплошным слоем припой и всю пластинку.
Эту операцию нужно производить быстро, чтобы стержень не успел охладиться.
Расплавление припоя.
Головку подготовленного к напайке резца помещают в окно печи с температурой 1200° и выдерживают до расплавления припоя.
Прижим пластинки.
Как только припой расплавится и затечет под пластинку, резец быстро вынимают из печи, кладут на подставку, остроконечным стержнем поправляют пластинку в гнезде и плотно прижимают её к опорным поверхностям гнезда. Прижим длится несколько секунд, до затвердения припоя.
Читать также: Диаметры манометров в зависимости от высоты
Охлаждение резца.
Во избежание резкого охлаждения, ведущего к появлению трещин в пластинке твердого сплава, резец помещают в ящик с крупкой древесного угля или с сухим подогретым песком, где резец медленно остывает.
Значительно лучше резцы, сейчас же после напайки, помещать в камерную печь, нагретую до температуры 250°. Резцы выдерживаются в печи в течение 5—6 часов, после чего охлаждаются вместе с печью.
Очистка резца.
После напайки резец очищают от окалины на пескоструйном аппарате.
НАПАЙКА КОНТАКТНЫМ СПОСОБОМ НА ЭЛЕКТРОСВАРОЧНЫХ АППАРАТАХ.
Контактная напайка производится на стыковых электросварочных аппаратах, которые оборудуются несложным приспособлением, состоящим из 2-х плоских контактных губок, набора торцевых контактов, блока с грузом и педальной кнопки к контактору аппарата. Контакт подводится на 2-3 мм ниже пластинки твердого сплава.
Операция напайки очень похожа на печную и заключается в следующем:
1.Стержень резца зажимается в контактных губках таким образом, чтобы обеспечить возможно большую поверхность соприкосновения торца резца с поверхностью торцевого контакта.
2.Торцевой контакт подводится и прижимается к стержню.
3.Гнездо для пластинки посыпают бурой, а затем путем периодического включения и выключения тока нагревают головку резца до температуры плавления буры (800°). После расплавления буры, металлической щеткой очищают гнездо от окислов и шлаков и опять посыпают бурой; сверху укладывают пластинку твердого сплава, поверх неё припой и сверху опять густо посыпают бурой.ПРАВИЛЬНО. Контакт не касается пластинки твердого сплава
НЕПРАВИЛЬНО. Контакт касается пластинки твердого сплава.
4.Включается ток для расплавления припоя, после чего ток выключается, а пластинка прижимается к гнезду остроконечным металлическим стержнем.
5.Резец освобождается от зажимов и помещается в ящик с крупкой древесного угля или с сухим подогретым песком для медленного остывания.
6.Остывающий резец очищается от окалины на пескоструйном аппарате.
ГАЗОВАЯ НАПАЙКА
При этом способе источником тепла является ацетилено-кислородная горелка. Следует отметить, что этот способ применяется лишь в случае отсутствия других, описанных выше, источников тепла, либо когда необходимо напаять небольшое количество инструментов.
Пластинка из твердого сплава нагревается с помощью пламени, направленного на стержень резца. В пламени горелки должно присутствовать большое количество ацетилена.
Процесс напайки аналогичен описанному выше печному.
Напайка этим методом должна быть поручена сварщику с достаточным опытом работы.
При любом способе напайки, в результате её, припой в виде тонкой (до 0,1 мм) сплошной пленки должен соединять все поверхности соприкасания пластинки и гнезда.
Качественная пайка резцов в домашних условиях
Каждый, кто занимается токарным делом, встречается с такой проблемой, как пайка резцов в домашних условиях. Это достаточно-таки нужная процедура, которая осуществляет напайку твердосплавных пластин на держатели токарных резцов, помогает закалить инструмент. В этом деле участвует высокочастотный ток или газовая горелка. Но для последней аппаратуры все же необходимо иметь хороший опыт.
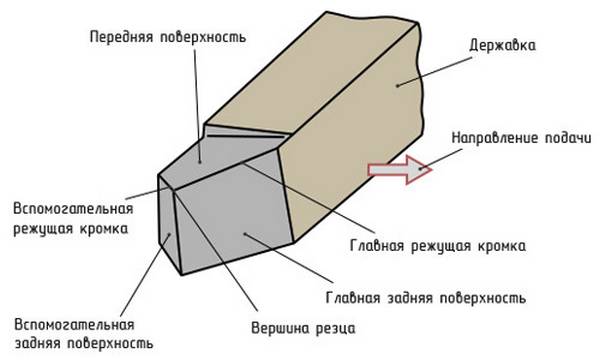
Элементы токарного резца.
Как решить проблему без специализированной техники?
Раньше использовался способ нагрева резцов при помощи контактной машины. Его отлично использовали дома. Пайка происходила посредством теплового воздействия электрического тока на проводник. Чтобы контролировать выделяемое тепло, необходимо просто регулировать величину электротока, сопротивление проводника и смотреть по времени, сколько он будет воздействовать на проводник.
Ориентируясь на эти три фактора, был разработан агрегат, представляющий собой трансформатор понижающего действия. Он имеет первичную и вторичную обмотки. Первая рассчитывается на 220 В, а вторая – на 2 В. Диаметр поперечного магнитного провода равен 50 кв.см. Сам трансформатор крепится на основание, в то время как на прокладке-изоляторе расположены шины контакта.
Конструкция сварочного инвертора.
Из листовой стали толщиной в 5 см выполнена основа трансформатора, которая имеет ножки. Также в данной конструкции присутствуют два окна, выполняющие роль вентиляции.
Для концов вторичной обмотки есть свои отверстия зажимов. Вся конструкция аппарата защищена специальным кожухом, который при помощи уголков крепится к основанию трансформатора. Одно из таких креплений имеет изоляционную колодку.
Различия и особенности видов пайки
Резцы могут соединяться посредством низко- или высокотемпературной пайки. Но если судить объективно, то их физическая природа особых отличий не имеет. Два металла соединяются между собой третьим, который называется припоем. Соединительный металл имеет температуру плавления ниже, нежели соединяемые элементы. Но в зависимости от того какую пайку выбрать, будут зависеть и характеристики полученного изделия.
Как понятно из названий, одним из отличий является температура плавления. Но это еще не все.
Таблица классов сварки.
Если объединить все вышесказанное, то получается, что высокотемпературная пайка обеспечивает прочность и термоустойчивость соединения, но при этом требует более высококвалифицированного оборудования и умения производить достаточно сложную по технологии спайку. В то время как низкотемпературная пайка имеет более упрощенные требования, но и качество получаемых деталей несколько ниже.
Пайка твердыми припоями
Использование твердых припоев занимает промежуточную позицию между низкотемпературной пайкой и уже сваркой.
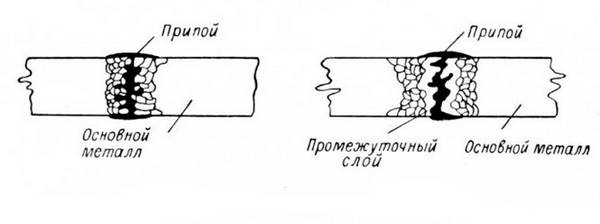
Схема пайки твердым припоем.
Они применяются в тех случаях, когда важным становится прочность получаемых соединений и целостность структуры металлов. В таком процессе часто используют твердосплавные пластины, которые при соединении не портят изначальную геометрию конструкции.
Такую технологию применяют для ремонта холодильных или теплообменных систем, стальных или медных трубопроводов и т.д. Ее применяют и в автомобильном ремонте для починки радиаторов, двигателя, трансмиссий, кузова и других аналогичных деталей.
Если возникает необходимость отремонтировать изделия, которые во время эксплуатации поддаются воздействиям высоких температур (например, самовар на дровах), то высокотемпературная пайка просто необходима.
Что касается оборудования, то в этом случае требуется техника, которая способна дать температуру выше необходимой для плавления соединяемых деталей. Средний диапазон может варьироваться от 450 до 1200 градусов, при условии, что вся процедура будет производиться дома. Такие показатели имеют газовые горелки, индукторы и печи.
Виды применяемых припоев
Для того чтобы спаять резец, можно использовать и медь, хотя как альтернативу можно использовать его и с другими металлами (цинк, серебро, кремний, олово и т.д.). Каждый из таких компонентов снижает температуру плавления.
Но следует отметить, что такие припои не рекомендуется использовать, если работа предстоит со сталью или чугуном, так как в этом случае образуются фосфиты, которые влияют на прочность соединения. Такой шов будет очень хрупким, и, при оказании вибрационного или изгибающего давления, соединение может деформироваться или просто лопнуть.
Как спаять резцы самостоятельно?
Для того чтоб выполнить пайку, необходимо придерживаться следующих шагов:
Само прогревание производят по всей поверхности, плавно двигаясь из стороны в сторону. Припой должен приобрести цвет от темно-вишневого до светло-вишневого, который будет указывать на разогрев до необходимой температуры.
Визуально контролируя весь процесс, необходимо аккуратно наносить весь припой. Следует знать, что державка нагревается со скоростью 80-100 градусов в секунду. Используя данный метод для соединения резцов, можно быть уверенным в получении отличного качества.
Если флюс был нанесен в достаточном количестве, то припой легко растечется. После окончания выполнения работ швы зачищаются.
Считается, что высокопробное соединение – то, что не превышает 0,1 мм. Как понятно, ничего сложного в домашней пайке нет. Главное, чтоб под рукой имелись все необходимые инструменты и материалы. Но нужно помнить, что во время всего процесса следует соблюдать правила личной безопасности, так как высокие температуры могут навредить паяльщику.
Как напаять резец в домашних условиях?
Резцы по дереву своими руками: самодельный инструмент, заточка, использование

Сегодня многие умельцы в домашних условиях делают замечательные поделки из дерева. Для таких работ нужен хороший инструмент. Вопрос, как сделать резцы по дереву в домашних условиях, актуален не только для любителей декоративно-прикладного творчества, но и для плотников, токарей и представителей других смежных профессий. О резцах по металлу читайте здесь.
Резцы по дереву
Для работ на токарном станке по дереву нужен не один резец, а несколько. Причём все резцы имеют разную форму и предназначение. Существует два основных вида таких резцов:
- Для грубой, первоначальной обработки.
- Для придания формы и окончательной доработки.
Несмотря на нюансы применения, все резцы для работы на токарном станке по дереву имеют общие принципы изготовления и требования к форме. Любой резец состоит из лезвия (около 30 см в длину) и рукоятки (не менее 20 см). В свою очередь, рукоятка состоит из деревянного держака и металлического кольца для фиксации металлического резака.
Основная рабочая плоскость делится на три части: лезвие — самая острая часть, тело — плоскость резца, которая используется для держания и упора, хвостовик — узкая часть, применяемая для крепления в рукоятке.
В набор токарных резцов по дереву входит разный инструмент. Резцы по своей функциональности делятся на четыре основные группы:
- Чтобы отрезать заготовку применяют отрезные.
- Чтобы придать цилиндрическую форму — расточные.
- Для точения двухгранных выемок и выступов — подрезные.
- Для создания овальных выемок — фасонные.
Схема изготовления
Большое значение в качества резца играет выбор металла для рабочего полотна. Многие мастера используют для этого старые напильники, рашпили и другие инструменты, сделанные из высококачественной стали. Автомобильные рессоры могут стать замечательным материалом для будущего замечательного инструмента. Однако такой резец после заточки следует закалить.
Для изготовления рукоятки лучше использовать твёрдые породы древесины (груша, слива, яблоня, дуб, бук). Приготовив материалы для будущего орудия труда, можете приступить к следующим шагам:
- Выточите рукоятку.
- Насадите фиксирующее кольцо на рукоятку. Следите, чтобы кольцо плотно прилегало к поверхности.
- Просверлите отверстие малого диаметра в торце рукоятки для вставки основного полотна.
- Если сталь для полотна не закалённая, то самое время его закалить.
- Заточите на точильном станке хвостовик. Он должен быть острым на конце.
- Вбейте полотно в рукоятку. Проверьте надёжность крепления.
- Заточите лезвие полотна нужной конфигурации. Используйте для заточки шлифовальные круги разной зернистости. Угол заточки может быть от 20 до 60 градусов, в зависимости от предназначения инструмента и личных предпочтений мастера.
- Проверьте визуально готовый резец на наличие трещин, сколов и других изъянов, которые сразу устраните.
Работать резцами начинайте на мягких породах древесины (тополь, берёза, липа). Убедившись, что инструмент надёжный переходите на обработку более твёрдых пород.
Регулярно проверяйте стамески для токарного станка по дереву на надёжность и прочность. От этого зависит ваша безопасность.
Применение на практике
Изготовленные собственноручно инструменты радуют, и возникает вопрос, что можно сделать на токарном станке с их помощью. Токарные работы очень востребованы в строительстве и дизайне, а также декоративном искусстве. Например, фигурные балясины для лестницы внутри дома или крыльца. Красивый подсвечник на камине или журнальном столике может украсить и разнообразить вид любого интерьера. Точёные шахматные фигуры — мечта любителей этой древней игры.
Прежде чем приступить, нужно проверить надёжность станины, на которой установлен станок. Также осматриваются крепления и прочность передней и задней бабки, подручника и исправность всех фиксаторов. Сразу нужен правильный рабочий режим, чтобы неоцентрованную заготовку не вырвало большой скоростью вращения.
После того как мастер решил, что собирается сделать, нужно приготовить болванку для будущего изделия. По чертежу определите размеры и в соответствии с этими данными выбирается нужная заготовка.
Отцентрируйте торцы бруска. Для большей безопасности и удобства состругайте рубанком ребра бруска и придайте ему форму восьмигранника.
При переходе на более тонкую обработку на первое место выходит техника безопасности. Следите, чтобы правильно установить рекомендованными станковые скорости вращения. Нарушение установленных норм обработки может привести к несчастному случаю, если это работа на станке с большим диапазоном скоростей вращения. Помните, что правила безопасности написаны для блага людей, чтобы без проблем для жизни и здоровья выполнять токарные работы по дереву. Своими руками можно всё испортить, если не последуете проверенным временем рекомендациям.
Изготовив свой первый резец, мастер обычно хочет продолжить совершенствоваться в этом нелёгком деле. Помните, что правильно сделанный и заточенный инструмент залог эффективной работы на токарном станке. Следуйте полезным советам и постоянно осваивайте новые приёмы и приспособления.
Качественная пайка резцов в домашних условиях

- 20-01-2015
- 41
- 2207
Каждый, кто занимается токарным делом, встречается с такой проблемой, как пайка резцов в домашних условиях. Это достаточно-таки нужная процедура, которая осуществляет напайку твердосплавных пластин на держатели токарных резцов, помогает закалить инструмент. В этом деле участвует высокочастотный ток или газовая горелка. Но для последней аппаратуры все же необходимо иметь хороший опыт.
Элементы токарного резца.
Как решить проблему без специализированной техники?
Раньше использовался способ нагрева резцов при помощи контактной машины. Его отлично использовали дома. Пайка происходила посредством теплового воздействия электрического тока на проводник. Чтобы контролировать выделяемое тепло, необходимо просто регулировать величину электротока, сопротивление проводника и смотреть по времени, сколько он будет воздействовать на проводник.
Ориентируясь на эти три фактора, был разработан агрегат, представляющий собой трансформатор понижающего действия. Он имеет первичную и вторичную обмотки. Первая рассчитывается на 220 В, а вторая – на 2 В. Диаметр поперечного магнитного провода равен 50 кв.см. Сам трансформатор крепится на основание, в то время как на прокладке-изоляторе расположены шины контакта.
Конструкция сварочного инвертора.
Из листовой стали толщиной в 5 см выполнена основа трансформатора, которая имеет ножки. Также в данной конструкции присутствуют два окна, выполняющие роль вентиляции.
Для концов вторичной обмотки есть свои отверстия зажимов. Вся конструкция аппарата защищена специальным кожухом, который при помощи уголков крепится к основанию трансформатора. Одно из таких креплений имеет изоляционную колодку.
Различия и особенности видов пайки
Резцы могут соединяться посредством низко- или высокотемпературной пайки. Но если судить объективно, то их физическая природа особых отличий не имеет. Два металла соединяются между собой третьим, который называется припоем. Соединительный металл имеет температуру плавления ниже, нежели соединяемые элементы. Но в зависимости от того какую пайку выбрать, будут зависеть и характеристики полученного изделия.
Как понятно из названий, одним из отличий является температура плавления. Но это еще не все.
Таблица классов сварки.
- В первую очередь использование твердых припоев гарантирует более качественное и надежное соединение деталей, в отличие от мягких.
- Высокотемпературная пайка к тому же обладает более сильной термоустойчивостью соединений. Используемый для такой работы припой отличается высокой температурой плавления, поэтому и температурные нагрузки он может выдержать выше, причем не утеряв своих свойств. Но тут есть и свой нюанс, в такой пайке, который уступает низкотемпературной. В первом случае, под воздействием высоких показателей, могут возникать структурные изменения некоторых металлов. Например, чугунное соединение становится достаточно хрупким.
- Используя высокотемпературную пайку, приходится подбирать и соответствующие инструменты. Для такой процедуры необходимо достигать температуры в 1000 градусов. То есть паяльник уже не подойдет для такого процесса.
Если объединить все вышесказанное, то получается, что высокотемпературная пайка обеспечивает прочность и термоустойчивость соединения, но при этом требует более высококвалифицированного оборудования и умения производить достаточно сложную по технологии спайку. В то время как низкотемпературная пайка имеет более упрощенные требования, но и качество получаемых деталей несколько ниже.
Пайка твердыми припоями
Использование твердых припоев занимает промежуточную позицию между низкотемпературной пайкой и уже сваркой.
Схема пайки твердым припоем.
Они применяются в тех случаях, когда важным становится прочность получаемых соединений и целостность структуры металлов. В таком процессе часто используют твердосплавные пластины, которые при соединении не портят изначальную геометрию конструкции.
Такую технологию применяют для ремонта холодильных или теплообменных систем, стальных или медных трубопроводов и т.д. Ее применяют и в автомобильном ремонте для починки радиаторов, двигателя, трансмиссий, кузова и других аналогичных деталей.
Если возникает необходимость отремонтировать изделия, которые во время эксплуатации поддаются воздействиям высоких температур (например, самовар на дровах), то высокотемпературная пайка просто необходима.
Что касается оборудования, то в этом случае требуется техника, которая способна дать температуру выше необходимой для плавления соединяемых деталей. Средний диапазон может варьироваться от 450 до 1200 градусов, при условии, что вся процедура будет производиться дома. Такие показатели имеют газовые горелки, индукторы и печи.
Виды применяемых припоев
Для того чтобы спаять резец, можно использовать и медь, хотя как альтернативу можно использовать его и с другими металлами (цинк, серебро, кремний, олово и т.д.). Каждый из таких компонентов снижает температуру плавления.
Но следует отметить, что такие припои не рекомендуется использовать, если работа предстоит со сталью или чугуном, так как в этом случае образуются фосфиты, которые влияют на прочность соединения. Такой шов будет очень хрупким, и, при оказании вибрационного или изгибающего давления, соединение может деформироваться или просто лопнуть.
Как спаять резцы самостоятельно?
Для того чтоб выполнить пайку, необходимо придерживаться следующих шагов:
- В первую очередь необходимо зачистить все металлические элементы. Удаляется окисная пленка.
- Державку резца устанавливают на шинах трансформатора. Зона, которая будет поддаваться пайке, должна быть предварительно обработана флюсом. После этого начинает работать припой.
- При помощи пинцета припой вставляется промеж краев, которые требуют соединения. В конкретном случае лучше с этой целью использовать лист латуни.
- Во время работы агрегата зона контакта будет нагреваться. Это способствует расплавлению металла, а как только этот процесс завершится, контакт распадется, и, соответственно, процесс остановится. Поэтому, чтоб пайка была беспрерывной, всю работу производят в импульсном режиме, при этом нагрузка на обмотки должна подаваться постепенно.
Само прогревание производят по всей поверхности, плавно двигаясь из стороны в сторону. Припой должен приобрести цвет от темно-вишневого до светло-вишневого, который будет указывать на разогрев до необходимой температуры.
Визуально контролируя весь процесс, необходимо аккуратно наносить весь припой. Следует знать, что державка нагревается со скоростью 80-100 градусов в секунду. Используя данный метод для соединения резцов, можно быть уверенным в получении отличного качества.
Если флюс был нанесен в достаточном количестве, то припой легко растечется. После окончания выполнения работ швы зачищаются.
Считается, что высокопробное соединение – то, что не превышает 0,1 мм. Как понятно, ничего сложного в домашней пайке нет. Главное, чтоб под рукой имелись все необходимые инструменты и материалы. Но нужно помнить, что во время всего процесса следует соблюдать правила личной безопасности, так как высокие температуры могут навредить паяльщику.