
Форсаж дуги на инверторе что это?
Что такое форсаж дуги на сварочном инверторе?
Время чтения: 4 минуты
Современные сварочные инверторы уже мало чем похожи на классические трансформаторы, широко используемые для сварки в прошлом веке. Производители сделали все, чтобы уменьшить габариты и вес сварочного аппарата, и сделать его удобнее в применении. С развитием электроники даже бюджетные инверторы удалось снабдить рядом дополнительных функций, ранее недоступных.

Одна из таких функций — форсаж дуги. В этой статье мы подробно расскажем, что такое форсаж дуги на сварочном инверторе, каков принцип работы этой функции, и зачем она вообще нужна домашнему сварщику или новичку.
Общая информация
Все, кто проходил обучение сварочному делу, знают, что одна из главных проблем новичка — трудности в горении дуги. Мы даже скажем больше: периодически дуга может гореть нестабильно даже у опытного мастера. Связано это с множеством факторов: от физического самочувствия самого сварщика до неправильно подобранного режима сварки.
Но у новичков причина проблемы обычно всегда одна: использование минимальной силы тока. Начинающие сварщики устанавливают невысокое значение сварочного тока, чтобы избежать прожогов. Но из-за этого не удается нормально поджечь дугу и стабильно держать ее на протяжении всей сварки.
Чтобы решить эту проблему нужно правильно подбирать режим сварки, следить, чтобы электрод не прилипал к металлу. Как вы понимаете, новичку непросто сделать всё и сразу. Тем более правильно. Поэтому на помощь приходят дополнительные функции. Такие, как форсаж дуги.
Форсаж дуги призван ускорить и упростить сварочные работы. Эта функция стабилизирует горение дуги при любом значении силы тока. Суть форсажа дуги проста: эта функция в автоматическом режиме подгоняет параметры тока под те условия, в которых вы работаете.
Приведем простой пример. Вы установили минимальную силу тока в надежде на отсутствие прожогов и приступили к сварке. В процессе работ электрод начал прилипать к металлу. Если на вашем инверторе есть функция форсажа дуги и вы ее включите, то сработает короткое замыкание и сила тока автоматически повысится до оптимального значения. А затем вернется к исходным настройкам, и вы сможете варить при заданной вами силе тока.
Форсаж дуги может быть автоматическим и настраиваемым. В бюджетных моделях он обычно автоматический. Включается нажатием одной кнопки. Новичкам такой режим подходит больше всего, а вот опытным сварщикам нужны более глубокие настройки.

Особенности
Итак, функция форсажа стабилизирует горение дуги, упрощает и ускоряет работу. Раньше эта функция встречалась только в инверторах профессионального уровня. Но в последнее время технология стала доступнее и производители стали внедрять форсаж дуги даже в недорогие модели. Благодаря такому нововведению относительно бюджетный инвертор можно использовать для серьезных работ.
Но учтите, что форсаж дуги в профессиональном аппарате работает намного лучше и выдает более качественный результат. Поэтому, если вы планируете выполнять особо ответственные работы, то на инверторе лучше не экономить. Обычно в документах на инвертор эта функция называется «Arc Force». Также эту надпись можно встретить на корпусе самого аппарата.
Форсаж дуги способен настолько упростить работу, что даже начинающий сварщик сможет выполнить сварку на достойном уровне. Даже при недостатке опыта можно сварить детали из тонкого металла, без дефектов и залипаний электродов. А ведь эти проблемы часто встречаются и у профессионалов, полагающихся только на свои силы, и не использующих современные функции в аппарате.
Помните, что функция форсажа дуги — это не панацея от всех бед. Чтобы добиться хорошего качества швов вам необходимо обладать хотя бы базовыми навыками сварки. Никакие дополнительные функции вам не помогут, если вы не умеете поджигать дугу, вести шов и выполнять работу быстро.
Также учитывайте, что функция форсажа дуги раскрывает себя в полной мере только при работе с деталями из тонкого металла. У некоторых моделей есть возможно отрегулировать параметры функции. Тогда, конечно, можно варить металлы разной толщины. Но такая возможно представлена только в дорогих профессиональных аппаратах. В большинстве моделей есть просто кнопка вкл/выкл, с заданными параметрами. Поэтому не включайте форсаж дуги просто так. Неумелое использовании этой функции может навредить качеству швов.
Вместо заключения
Теперь вы знаете, для чего нужен форсаж дуги на современном инверторе. Благодаря этой функции удается стабилизировать горение дуги, а значит улучшить качество швов. На данный момент эта функция не является редкостью. Инверторы с форсажем дуги выпускают такие известные бренды как Ресанта, Аврора Про, Сварог и др. Поэтому недорогой аппарат с форсажем можно купить у отечественного производителя, если вы не готовы платить больше за европейские или американские бренды.
А какой инвертор используете вы? Если ли у него функция форсажа дуги? Насколько она полезна, на ваш взгляд? Поделитесь своим мнением в комментариях ниже. Мы уверены, что оно будет полезно для многих новичков. Желаем удачи в работе!
Что такое форсаж дуги на сварочном инверторе, статья для новичков

Современные инверторы оснащены множеством дополнительных функций, которые призваны облегчить работу сварщика и повысить качество сварных соединений. Так, «горячий старт» облегчает поджиг электрода, «антизалипание» – понижает рабочие параметры до 0 при его залипании, что позволяет легко и без повреждения обмазки отделить его от поверхности металла. Но есть еще такая опция как «форсаж дуги».
Для чего нужен форсаж дуги на сварочном инверторе
В отличие от «горячего старта» он поддерживает стабильный ток не только во время розжига электрода, но и весь сварочный процесс. Принцип работы Arc force заключается в увеличении выходного тока во время короткого замыкания. Когда между электродом и свариваемой поверхностью появляется капелька металла, велик риск залипания электрода, он притягивается к свариваемой поверхности. Аппарат мгновенно добавляет ампераж на 1/3 от рабочего напряжения, позволяя капле расплавиться, а затем возвращает его к прежним параметрам. Что такое форсаж дуги сварочного инвертора с точки зрения функциональности: высокоскоростной регулятор ампеража, стабилизирующий рабочие параметры аппарата. Функции форсажа:
- мгновенно увеличивать силу тока, когда она снижается до критического уровня, возрастает риск короткого замыкания, прикипания электрода;
- уменьшать, когда электродуга мощная, защищать от прожогов тонких деталей;
- обеспечивать стабильную работу.
Что такое «горячий старт»?
Горячий старт, хот-старт или Hotstart – это дополнительный наброс сварочного тока в момент касания заготовки электродом. К примеру, если у нас выставлен сварочный ток – 150 Ампер, то в момент касания и поджига электрода, если в сварочном инверторе реализована функция «горячего старта», сварочный ток должен кратковременно увеличиться на определенную величину.
У разных производителей эта величина может отличаться: 5, 10, 15, 30,….100% от выставленного сварочного тока.
У некоторых сварочных инверторов величина тока горячего старта имеет фиксированную величину и не поддается регулировке, иногда ее можно просто отключить (это имеет смысл при сварке тонких металлов во избежание прожигов), есть инверторы, в которых «горячий старт» можно плавно регулировать от 0 до 100%.
Для чего нужен «горячий старт»?
Если по-простому, Hotstart помогает в поджиге плохих электродов, при сварке ржавого металла, при плохом напряжении в сети и во многих других случаях. Лучше всего, когда в сварочном инверторе есть регулируемый горячий старт, и вы сами сможете настроить его в зависимости от потребностей.
Что такое «форсаж дуги». Для чего он нужен?
Форсаж дуги, арк-форс, Arcforce или Arcforsing – если в инструкции к сварочному аппарату заявлено, что есть эта функция, то это значит, что в процессе сварки, когда сварочная дуга по каким-либо причинам «рвется» и гаснет, происходит дополнительный наброс сварочного тока.
К примеру, если у нас выставлен сварочный ток – 150 Ампер, то при обрыве дуги сварочный инвертор накидывает к этим 150-ти амперам еще дополнительные, чтобы не дать погаснуть сварочной дуге.
Работа Arcforce (арк-форса) очень похожа на работу «горячего старта», только увеличение сварочного тока происходит не в момент касания электродом металла, а в процессе сварки, когда есть вероятность обрыва сварочной дуги.
В некоторых сварочных инверторах эта функция работает автоматически и не поддается регулировке. Лучше всего, когда «форсаж дуги» можно регулировать, устанавливая то значение, с которым нам комфортно производить сварочные работы.
Что такое «антиприлипание». Для чего нужна эта функция?
Вопреки распространенному мнению о том, что функция антиприлипание или анти-стик, Antistick, препятствует залипанию электрода во время сварки – это не так. Залипанию электрода препятствует как раз функция Arcforce (арк-форс), о ней мы говорили выше.
Когда происходит залипание (прикипание) электрода к металлу, то через электрод начинает проходить сварочный ток гораздо больше номинального (т. е. практически возникает режим «короткого замыкания»), в результате электрод раскаляется, и его потом невозможно оторвать от заготовки, а о дальнейшей сварке этим электродом не может идти и речь, т.к. вся обмазка с него осыпается.
Как настроить форсаж сварочной дуги
Инверторы с режимом форсаж двух видов: с регулятором Arc force и без него. Для постоянной работы лучше выбирать модели, где есть регулировка. Это профессиональное универсальное оборудование. Пользоваться таким удобнее. Обычно шкала градируется в процентах, реже – в единицах. Нужное значение выбирается опытным путем. Допустим, работая на минимальных токах около 50 ампер, можно поставить увеличите на 30%. Такой добавки хватит для разогрева прилипшей капли. Но если варить 4-мм электродом, нужно выставлять 160 ампер. Что такое увеличение на 30% при больших значения выходного тока? Оно не повлияет на процесс разогрева. Для толстых деталей форсаж дуги выставляют на максимальные значения. При необходимости режим Arcforce отключается, для этого достаточно поставить ручку регулятора на ноль.
Ручка настройки позволяет выбрать уровень стабилизации под тип электродов:
- работая присадкой с рутиловым покрытием, регулятор устанавливают в нижних пределах: от 10 до 30%.;
- для стандартного электрода оптимальное значение 50%;
- если покрытие целлюлозное, можно выкручивать ручку на максимум: допустимо увеличение на 100%.
Модели с автоматическим или фиксируемым режимом форсажа созданы для бытовых условий. Производители сразу выставляют какое-то небольшое значение добавочного тока, на который происходит увеличение при коротком замыкании. Обычно это 20 ампер. Для сварки тонких и средних заготовок 2-мм присадкой этого хватит. Бытовые сварочники запитываются от розеток, поэтому для высоких токов они не предназначены.
Сварочный аппарат работает стабильно, когда он с функцией режима «Форсаж». Снижается риск:
- залипания;
- прожогов;
- угасания дуги.
Постоянство параметров важно во время сварки тонкого металла на минимальных значениях тока. Форсаж создает условия для спокойной работы во время проварки корня швов, такая операция необходима при монтаже кожухов. Специалисты с опытом по достоинству оценили эту разработку.
Для постоянной работы лучше выбирать модели, где есть регулировка
Популярные сварочные аппараты нашего магазина:
Если в сварочном аппарате реализована опция «Антизалипание», то когда электрод «залипает», сварочный ток и напряжение сбрасывается до «0» и электрод легко можно оторвать от заготовки и с комфортом продолжать сварочные работы, используя этот же электрод. В некоторых сварочных аппаратах «антизалипанием» можно управлять, регулируя его по времени или вообще отключая.
Заключение
На инверторе при помощи форсажа дуги удается настроить ее горение, а следовательно усовершенствовать качество швов. В наше время такая функция не есть исключением.
Такие компании, как Ресанта, Сварог, Аврора Про выпускают аппараты с функцией форсажа дуги. Если хотите сэкономить, то можете приобрести прибор и у отечественной компании.
А каким инвертором пользуетесь вы? Присутствует в нем такая функция? Практична ли она, по вашему мнению? Поделитесь с нами своим опытом в комментариях. Такая информация будет очень полезна для новичков. Желаем вам успехов в работе!
Что такое форсаж дуги на сварочном инверторе
Работать с тонким металлом на низких токах сложно. Даже опытные сварщики не застрахованы от разрыва дуги, залипания электродов, неровных швов. Когда дело имеешь с аппаратом, оснащенным опцией «Arcforce», таких трудностей не возникает. Скачки напряжения, возникающие при залипании электрода, сглаживаются. По сути, форсаж дуги на инверторе – это стабилизатор силы тока, работающий в автоматическом режиме. Он помогает поддерживать разогрев присадки, облегчает сварку швов, поддерживает дугу в одном режиме. Для начинающих такая опция – находка.

Для чего нужен форсаж дуги на сварочном инверторе
В отличие от «горячего старта» он поддерживает стабильный ток не только во время розжига электрода, но и весь сварочный процесс. Принцип работы Arc force заключается в увеличении выходного тока во время короткого замыкания. Когда между электродом и свариваемой поверхностью появляется капелька металла, велик риск залипания электрода, он притягивается к свариваемой поверхности. Аппарат мгновенно добавляет ампераж на 1/3 от рабочего напряжения, позволяя капле расплавиться, а затем возвращает его к прежним параметрам. Что такое форсаж дуги сварочного инвертора с точки зрения функциональности: высокоскоростной регулятор ампеража, стабилизирующий рабочие параметры аппарата. Функции форсажа:
- мгновенно увеличивать силу тока, когда она снижается до критического уровня, возрастает риск короткого замыкания, прикипания электрода;
- уменьшать, когда электродуга мощная, защищать от прожогов тонких деталей;
- обеспечивать стабильную работу.
Как настроить форсаж сварочной дуги
Инверторы с режимом форсаж двух видов: с регулятором Arc force и без него. Для постоянной работы лучше выбирать модели, где есть регулировка. Это профессиональное универсальное оборудование. Пользоваться таким удобнее. Обычно шкала градируется в процентах, реже – в единицах. Нужное значение выбирается опытным путем. Допустим, работая на минимальных токах около 50 ампер, можно поставить увеличите на 30%. Такой добавки хватит для разогрева прилипшей капли. Но если варить 4-мм электродом, нужно выставлять 160 ампер. Что такое увеличение на 30% при больших значения выходного тока? Оно не повлияет на процесс разогрева. Для толстых деталей форсаж дуги выставляют на максимальные значения. При необходимости режим Arcforce отключается, для этого достаточно поставить ручку регулятора на ноль.
Ручка настройки позволяет выбрать уровень стабилизации под тип электродов:
- работая присадкой с рутиловым покрытием, регулятор устанавливают в нижних пределах: от 10 до 30%.;
- для стандартного электрода оптимальное значение 50%;
- если покрытие целлюлозное, можно выкручивать ручку на максимум: допустимо увеличение на 100%.
Модели с автоматическим или фиксируемым режимом форсажа созданы для бытовых условий. Производители сразу выставляют какое-то небольшое значение добавочного тока, на который происходит увеличение при коротком замыкании. Обычно это 20 ампер. Для сварки тонких и средних заготовок 2-мм присадкой этого хватит. Бытовые сварочники запитываются от розеток, поэтому для высоких токов они не предназначены.
Сварочный аппарат работает стабильно, когда он с функцией режима «Форсаж». Снижается риск:
- залипания;
- прожогов;
- угасания дуги.
Постоянство параметров важно во время сварки тонкого металла на минимальных значениях тока. Форсаж создает условия для спокойной работы во время проварки корня швов, такая операция необходима при монтаже кожухов. Специалисты с опытом по достоинству оценили эту разработку.
Заключение
Сварочный аппарат с режимом Arc force – отличный выбор для начинающих, с ним получаются ровные швы, не бывает проблем с залипанием, электродуга остается равномерной в любых условиях. При выборе оборудования для работы с разным металлом лучше выбирать регулируемый сварочник, чтобы была возможность подобрать нужный режим стабилизации рабочих параметров под размер заготовок и электрода.
Активация форсажа дуги на сварочном инверторе — зачем использовать и как правильно это делать

Нынешние инверторы для сварки имеют незначительное сходство с традиционными трансформаторами, широко применяемыми при сваривании в ушедшем столетии.
зготовители сделали все возможное для сокращения размеров и веса прибора для сварки, и сделали его комфортнее в использовании.
С появлением электроники даже малозатратные инверторы были оснащены вспомогательными параметрами, до этих пор недоступными.
Одной из них является форсаж дуги. В данной статье вы узнаете о наличии данной функции на сварочном инверторе и о методе его работы.
- Краткие сведения
- Особенности
- Заключение
Краткие сведения
Сварщики-профессионалы знакомы с базовым затруднением новичка — сложности в горении дуги. Временами она нестабильно функционирует даже у профессионала.
Сопряжено это со значительным количеством условий: от состояния здоровья мастера до неверно настроенного сварочного режима.
У новичков зачастую одна загвоздка: применение минимальной силы тока. Неопытные мастера выставляют небольшую величину сварочного тока, для избежания прожогов.
Но из-за этого не получается хорошо зажечь дугу и постоянно ее удерживать во время всей сварки.
Для разрешения этого вопроса, надо верно настроить сварочный режим, наблюдать, чтобы электрод не приклеивался к металлу. Дебютанту не под силу выполнить все правильно. В связи с этим прибегают к вспомогательным параметрам, например, к форсажу дуги.
Его призвание — сделать процесс быстрее и проще. Она при всякой силе тока нормализует горение дуги. Ее сущность очевидна: при автоматических настройках она подгоняет значение тока до тех параметров, при которых вы производите сварку.
Например, вы выставили наименьшую силу тока и выполняете сварочный процесс. В ходе сваривания электрод начинает клеиться к металлу. При включении этого параметра произойдет короткое замыкание на инверторе.
В это же время сила тока возрастет до идеальной величины. А потом возвратится к первоначальным показателям и можете продолжить сварку при установленной силе тока.
Форсаж дуги бывает автоматическим и настраиваемым. В дешевых аппаратах он зачастую автоматический. Активируется при нажатии на кнопку. Это отлично подходит начинающим мастерам, а профессионалам необходимо настраивать оборудование более тщательно.
Особенности

Функция форсажа выравнивает горящую дугу, делает процесс простым и быстрым. Ранее она была доступна лишь в профессиональных инверторах.
Однако в нынешние времена метод стал общедоступнее и заводы- изготовители начали устанавливать этот параметр даже в дешевые устройства. При помощи этого нововведения сравнительно малозатратный инвертор можно применять и для ответственных работ.
В высококлассном оборудовании такая функция отлично функционирует и предоставляет гораздо высококачественный результат. Не жалейте средств на приобретение инвертора, если вы хотите выполнить чрезвычайно важные работы.
Зачастую в инверторных документах такую функцию называют «Arc Force». Такую надпись можно увидеть и на обшивке прибора.
Форсаж дуги существенно облегчает выполнение сварки, и даже новичок выполнит работу блестяще. Даже если у вас нет должного опыта, вы сможете сварить элементы из тонкого металла, минуя изъяны и залипания электродов.
С такими затруднениями нередко сталкиваются мастера, рассчитывающие лишь на собственные знания, и не применяющие актуальные параметры прибора.
Однако не стоит рассчитывать лишь на эту функцию. Для достижения отличного качества швов, нужно иметь основные навыки сварки.
Если у вас нет способностей к поджиганию дуги, выполнению шва и оперативной работе, то вспомогательные параметры вас не спасут. Стоит учесть, что этот параметр демонстрирует себя полностью лишь во время сваривании тонких металлических элементов.
Во многих приборах возможно настроить функциональные параметры. В этом случае появится возможность сваривать металлы различной толщины.
Лишь в дорогих приборах предусмотрена эта функция. Во многих моделях есть только кнопка вкл/выкл, с установленными параметрами.
Ввиду этого не используйте форсаж дуги без особой надобности. Небрежное применение такой функции способно повредить качеству швов.
Заключение
На инверторе при помощи форсажа дуги удается настроить ее горение, а следовательно усовершенствовать качество швов. В наше время такая функция не есть исключением.
Такие компании, как Ресанта, Сварог, Аврора Про выпускают аппараты с функцией форсажа дуги. Если хотите сэкономить, то можете приобрести прибор и у отечественной компании.
А каким инвертором пользуетесь вы? Присутствует в нем такая функция? Практична ли она, по вашему мнению? Поделитесь с нами своим опытом в комментариях. Такая информация будет очень полезна для новичков. Желаем вам успехов в работе!


Профессиональный сварщик 6-го разряда с 15+ летним практическим опытом работы (не считая обучения)
Регулярно проверяю опубликованные статьи и отвечаю на ваши вопросы! Спрашивайте, не стесняйтесь! =)
Для чего нужен форсаж дуги на инверторе
Иногда при проведении сварочного процесса, особенно если его производит малоопытный сварщик, происходит «прилипание» электрода к изделию. Так как происходит случайное отделение от него капли металла. В результате чего резко сокращается длина рабочей дуги, провоцирующее прерывание процесса сварки. Чтобы по максиму исключить такую ситуацию, многие производители сварочного оборудования свои аппараты оснастили функцией «Arc force».
Что это такое – форсаж дуги
Когда капля металла случайно отделится от электрода, вызывая его «прилипание» к свариваемому изделию, сварочный агрегат на очень короткий отрезок времени автоматически увеличивает величину рабочего тока. Как бы производиться форсирование дуги, снижающее в процессе проведения сварочной работы вероятность «залипания» электрода.
Такая автоматическая регулировка «форсирования рабочей дуги» предоставляет возможность изменять один из ее параметров – «жесткость». В результате устанавливается более «мягкая» дуга, обеспечивающая минимальное разбрызгивание во время мелкокапельного переноса.
Другой вариант форсирование рабочего режима – обеспечивается проплавление шва свариваемого стыка на большую глубину.
Особенности процесса «форсажа»
Если во время сварочного процесса по какой-то причине рабочая дуга полностью гаснет либо «рвется», то сварочный аппарат автоматически увеличивает сварочный ток. Например, вы производите сварку при 150 Амперах. Вдруг дуга резко обрывается. В этот момент сварочный инвертор накидывает, к установленному рабочему току, еще дополнительно определенное количество ампер. Таким образом, он старается сохранить рабочее состояние сварочной дуги.
Эта функция чем-то напоминает «горячий старт». Только разница в том, что рабочий ток увеличивается не при касании электродом свариваемой металлической поверхности, а в случае вероятности обрыва рабочей дуги, вызванный его «залипанием».
В большинстве сварочных аппаратов, особенно отечественного производства, включение функции «форсаж» обеспечивается в автоматическом режиме.
Применение режима «Arc force»
Наибольшую пользу этой функции ощущают сварщики во время жесткого соединения труб с использованием электродов с основным технологическим покрытием. В основном такой процесс осуществляется с применением короткой дуги. В результате электрод практически «входит» в свариваемый металл.
А если наступает момент накладывания потолочного шва, то в этом положении часто начинается «залипание» электрода. И успешно продолжить сварочный процесс эффективно помогает режим «форсаж».
Практика для мастеров-любителей. Блог Михаила Щербакова.
Форсаж сварочной дуги. Что это такое и как его использовать
Форсаж сварочной дуги — помощник новичкам
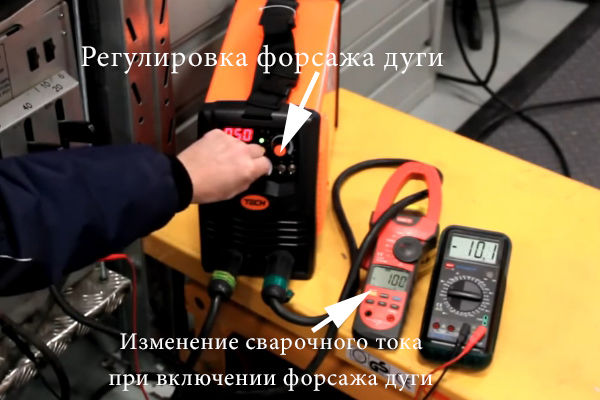
На некоторых сварочных аппаратах можно увидеть надпись на панели управления «Arcforce», что означает «форсаж сварочной дуги«, и находящийся рядом регулятор. На русском языке это означает форсирование. Эта функция в инверторах отвечает за предупреждение прилипания электрода к свариваемой поверхности. Для этого устройство, в нужные моменты, автоматически добавляет необходимую силу тока, которая компенсирует рабочее напряжение, независимо от установленного количества Ампер перед началом сварки. Где эта функция применима и насколько полезна?
Возможные проблемы без этого режима
Качество шва и скорость его наложения зависят от способности сварщика сохранять постоянное расстояние между концом электрода и линией соединения. Чем выше дуга, тем большее рассеивание получает напряжение, и раскаленный металл труднее формировать в сварочной ванне для создания шва. Чем зазор между электродом и изделием меньше, тем четче можно подавать «порции» присадки и руководить всем процессом.
Оптимальным расстоянием считается 3-5 мм. У опытных сварщиков рука автоматически «чувствует» этот зазор и поддерживает его по мере сгорания электрода. Но на тонком металле (0,8 — 1,2 мм) этого расстояния может оказаться недостаточно. При сварке пластин малой толщины приходится значительно снижать силу тока. Чтобы поддерживать горение дуги, конец электрода приходится вплотную подводить к изделию. Это вызывает следующие проблемы:
- прилипание электрода;
- нарушение обмазки при неудачном отрыве;
- замедление скорости из-за повторных розжигов;
- непровары.
Если увеличить силу сварочного тока, то электрод будет прилипать реже, но появятся прожоги и сильные наплывы металла с обратной стороны поверхности. Чтобы уменьшить дискомфорт при сварке на тонких изделиях предусмотрена функция форсирования сварочной дуги.
Польза режима «форсаж сварочной дуги»
Использование функции «Arcforce» в инверторе решает две проблемы. Во-первых, это облегчает розжиг нового электрода. Нет необходимости в чирканье вставленного электрода о черновую поверхность для распаливания и последующего переноса на изделие. Инвертор сразу подает увеличенную силу тока и электрод зажигается.
Во-вторых, при ведении шва на тонком металле, аппарат обеспечивает сварку на выставленных настройках, но в случае угрозы затухания дуги, автоматически подает компенсирующий ток, возобновляющий горение. Даже, если пытаться намеренно вызвать залипание — этого не получится.
В результате, функция позволяет:
- варить плавно;
- точно формировать шов;
- без чрезмерных наплывов и прожогов;
- на минимальном токе;
- без залипания электрода.
Этот режим очень полезен сварщикам-новичкам, которые только учатся видеть сварочную ванну и различать металл и шлак в расплавленном виде, и забывают при этом следить за расстоянием между изделием и укорачивающимся электродом.
Настройки сварочного аппарата
Настройка функции производится поворотным регулятором на передней панели инвертора. Начинающим сварщикам желательно устанавливать ее на максимум, чтобы мысли об электроде не мешали освоению навыков по формированию шва. Но это при условии достаточно толстого металла, на котором не возникает прожогов.
Когда появится некоторый опыт и уверенность, можно переходить к сварке тонких материалов, а настройку выставлять по ситуации: если липнет — добавить по шкале форсаж, если прожигает — убавить. Зависит показатель настройки и от выбора расходных материалов. Рутиловые электроды требуют всего 30% положения регулятора, а целлюлозные хорошо функционируют на максимальном.
Работать с тонким металлом на низких токах сложно. Даже опытные сварщики не застрахованы от разрыва дуги, залипания электродов, неровных швов. Когда дело имеешь с аппаратом, оснащенным опцией «Arcforce», таких трудностей не возникает. Скачки напряжения, возникающие при залипании электрода, сглаживаются. По сути, форсаж дуги на инверторе – это стабилизатор силы тока, работающий в автоматическом режиме. Он помогает поддерживать разогрев присадки, облегчает сварку швов, поддерживает дугу в одном режиме. Для начинающих такая опция – находка.
Для чего нужен форсаж дуги на сварочном инверторе
В отличие от «горячего старта» он поддерживает стабильный ток не только во время розжига электрода, но и весь сварочный процесс. Принцип работы Arc force заключается в увеличении выходного тока во время короткого замыкания. Когда между электродом и свариваемой поверхностью появляется капелька металла, велик риск залипания электрода, он притягивается к свариваемой поверхности. Аппарат мгновенно добавляет ампераж на 1/3 от рабочего напряжения, позволяя капле расплавиться, а затем возвращает его к прежним параметрам. Что такое форсаж дуги сварочного инвертора с точки зрения функциональности: высокоскоростной регулятор ампеража, стабилизирующий рабочие параметры аппарата. Функции форсажа:
- мгновенно увеличивать силу тока, когда она снижается до критического уровня, возрастает риск короткого замыкания, прикипания электрода;
- уменьшать, когда электродуга мощная, защищать от прожогов тонких деталей;
- обеспечивать стабильную работу.
Как настроить форсаж сварочной дуги
Инверторы с режимом форсаж двух видов: с регулятором Arc force и без него. Для постоянной работы лучше выбирать модели, где есть регулировка. Это профессиональное универсальное оборудование. Пользоваться таким удобнее. Обычно шкала градируется в процентах, реже – в единицах. Нужное значение выбирается опытным путем. Допустим, работая на минимальных токах около 50 ампер, можно поставить увеличите на 30%. Такой добавки хватит для разогрева прилипшей капли. Но если варить 4-мм электродом, нужно выставлять 160 ампер. Что такое увеличение на 30% при больших значения выходного тока? Оно не повлияет на процесс разогрева. Для толстых деталей форсаж дуги выставляют на максимальные значения. При необходимости режим Arcforce отключается, для этого достаточно поставить ручку регулятора на ноль.
Ручка настройки позволяет выбрать уровень стабилизации под тип электродов:
- работая присадкой с рутиловым покрытием, регулятор устанавливают в нижних пределах: от 10 до 30%.;
- для стандартного электрода оптимальное значение 50%;
- если покрытие целлюлозное, можно выкручивать ручку на максимум: допустимо увеличение на 100%.
Модели с автоматическим или фиксируемым режимом форсажа созданы для бытовых условий. Производители сразу выставляют какое-то небольшое значение добавочного тока, на который происходит увеличение при коротком замыкании. Обычно это 20 ампер. Для сварки тонких и средних заготовок 2-мм присадкой этого хватит. Бытовые сварочники запитываются от розеток, поэтому для высоких токов они не предназначены.
Сварочный аппарат работает стабильно, когда он с функцией режима «Форсаж». Снижается риск:
Постоянство параметров важно во время сварки тонкого металла на минимальных значениях тока. Форсаж создает условия для спокойной работы во время проварки корня швов, такая операция необходима при монтаже кожухов. Специалисты с опытом по достоинству оценили эту разработку.
Заключение
Сварочный аппарат с режимом Arc force – отличный выбор для начинающих, с ним получаются ровные швы, не бывает проблем с залипанием, электродуга остается равномерной в любых условиях. При выборе оборудования для работы с разным металлом лучше выбирать регулируемый сварочник, чтобы была возможность подобрать нужный режим стабилизации рабочих параметров под размер заготовок и электрода.

