Как определить сверло по металлу?
Как отличить сверло по металлу от сверла по дереву?
При изготовлении самых разных изделий часто возникает необходимость создать в них отверстия. В качестве исходного материала используют металлы, растительное сырье, камень. Поэтому возникает необходимость отличать сверла по металлу от сверл по дереву.
Особенности обработки материалов резанием
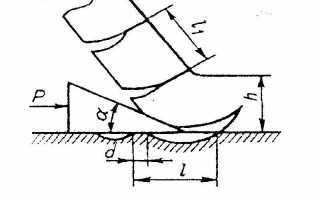
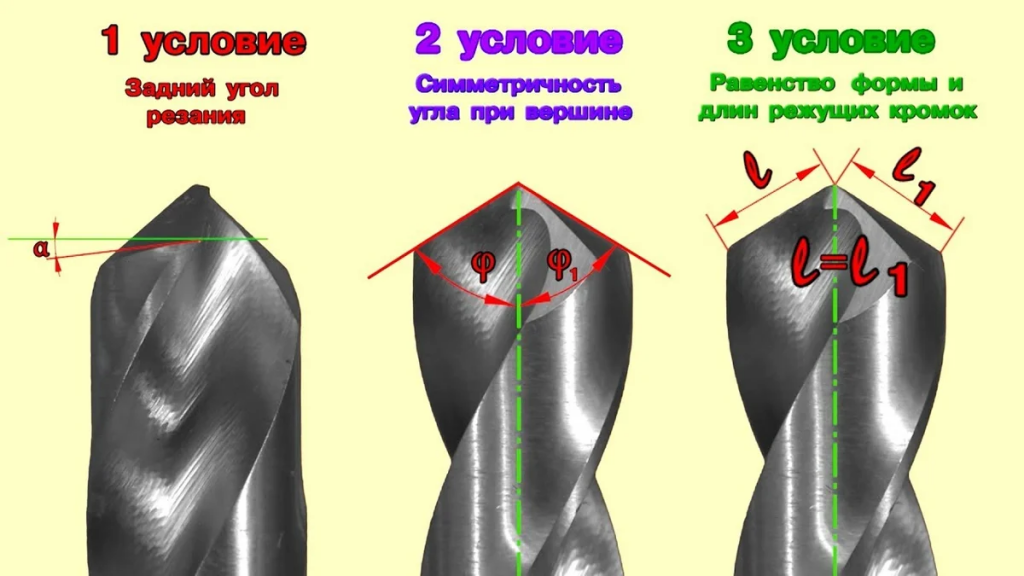
В технологии металлов принято рассматривать процесс резания материала при внедрении клина в него.
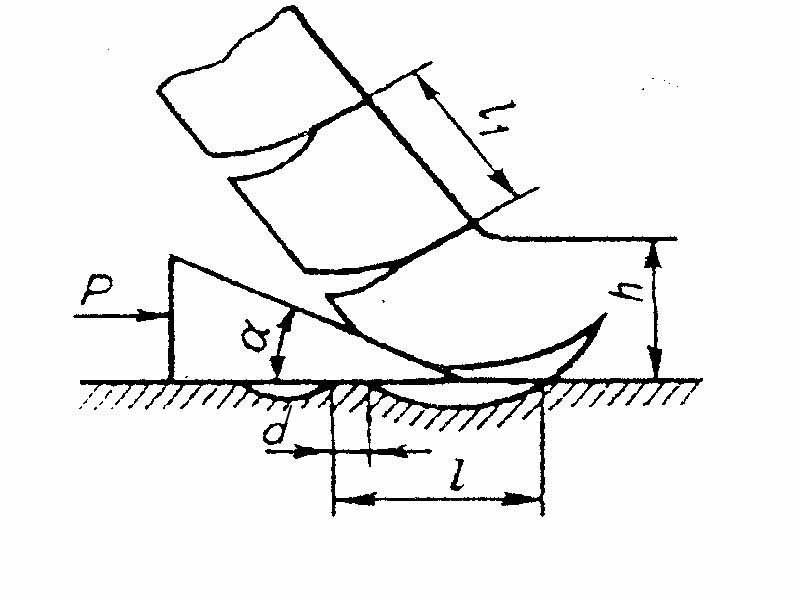
Резание внедрением клина в толщу материала: α – угол заострения клина (угол при вершине); h – глубина резания; l – длина отрыва стружки; l₁ – длина скручивания стружки; d – ширина поверхности подрыва
- Предполагается, что сам клин изготовлен из твердой субстанции, которая превосходит по прочности тело, в которое происходит проникновение. Поэтому разрушается только обрабатываемый предмет.
- Движение клина осуществляется за счет прилагаемой силы Р. Она достаточна, чтобы оказывать разрушающее действие в зоне контакта.
- Угол заострения α меньше 90 ⁰, поэтому возможно врезание в материал.
- У клина имеются две поверхности: одна обращена к срезаемому материалу, поэтому ее назвали передней; другая прилегает к обрабатываемой детали, ее называют задней.
- При разрушающем действии формируется стружка. В зависимости от пластических свойств обрабатываемой детали она может: ломаться на отдельные фрагменты; скалываться с сохранением единого тела; быть витой, скрученной.
Процесс резания характеризуют параметры:
- h – глубина резания, мм (у разных типов инструментов эта величина определяется различными способами);
- v – скорость резания, м/с (принято рассматривать линейное перемещение внутри срезаемой стружки за единицу времени);
- s – подача, мм/об (критерий, характеризующий производительность внедрения режущей кромки в обрабатываемую деталь).
При разработке технологического процесса обработки материалов резанием рассчитываются основные параметры. По ним в дальнейшем определяют:
tопер – длительность фактического времени, необходимого для удаления слоя резанием, мин;
tшт – штучное время рассчитывается с целью определения фактических затрат на технологическую операцию, мин.
Элементы сверла по металлу
Для металла применяют сверла из быстрорежущей стали, а также с наплавными пластинами из твердых сплавов. Они имеют маркировку:
- Р6М5, Р9, Р18 – разные варианты быстрорежущей стали. Ее основной особенностью является возможность самостоятельного закаливания при охлаждении после завершения работы;
- Т5К6, Т15К8 – твердосплавные наплавки для сверл по закаленной стали. Их используют для получения отверстий в металле, имеющем твердость HRC 45…50;
- ВК6, ВК8, ВК12 – сверла с твердосплавными напайками для чугуна. Ими можно высверливать отверстия при наличии ударной нагрузки.
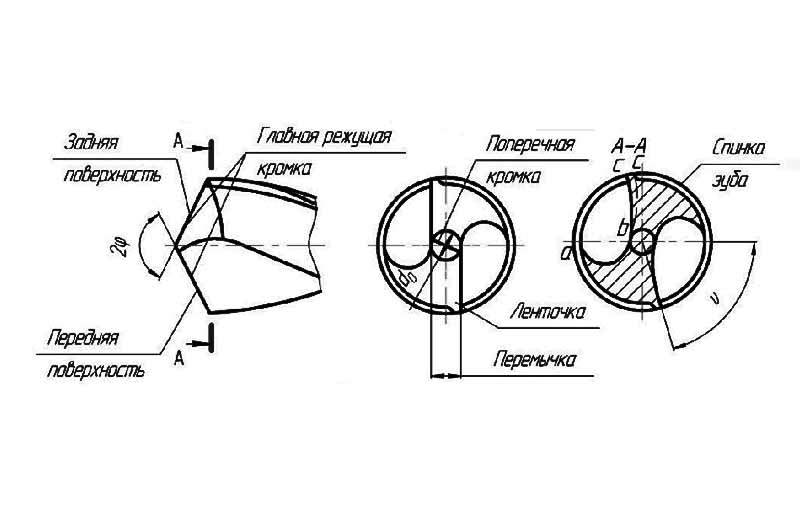
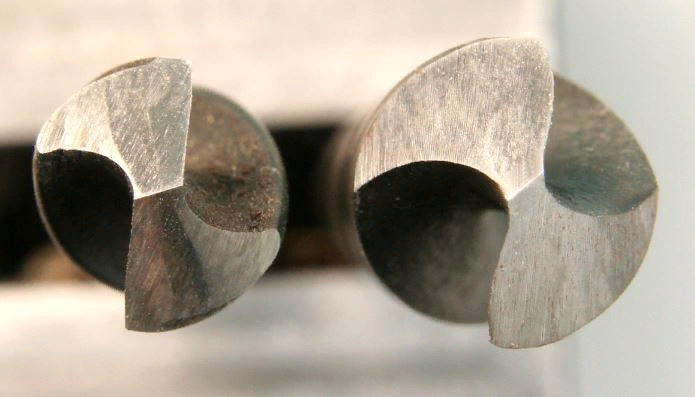
Режущие кромки спирального сверла по металлу
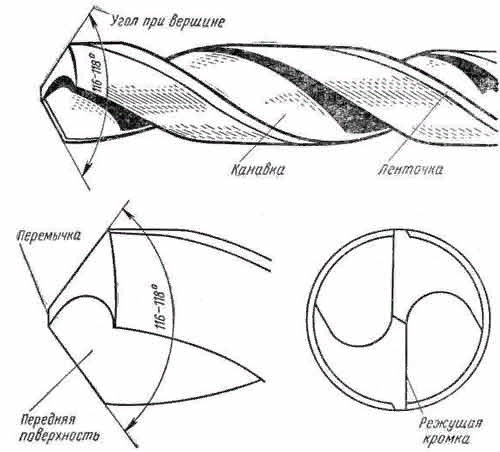
Отличительной чертой инструмента, предназначенного для получения отверстий в металлических деталях, является наличие нескольких режущих кромок. Определить их несложно:
- перемычка. Она расположена между главными лезвиями;
- два главных лезвия. Для разных типов металлов создают свой угол заточки;
- ленточки – это две спиральные кромки. Их задача формировать внутреннюю поверхность отверстия.
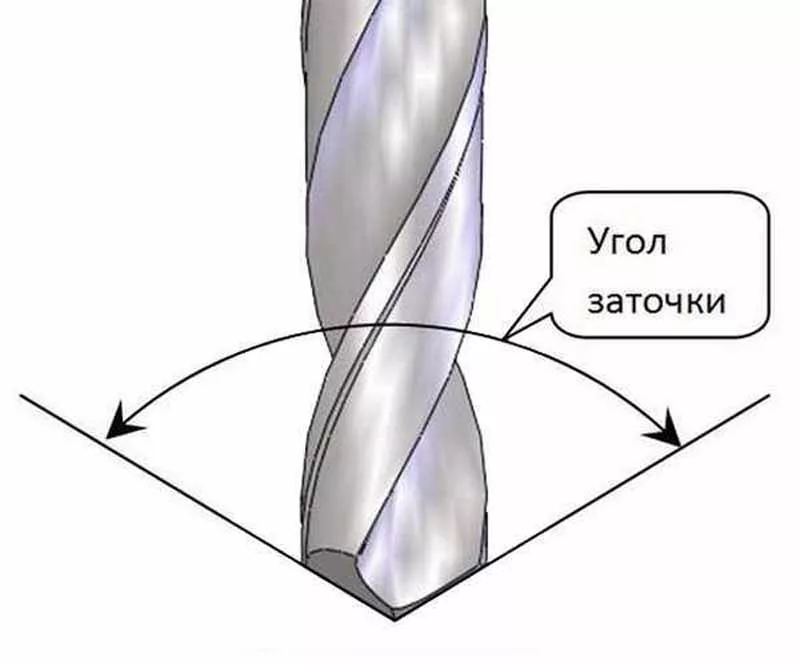
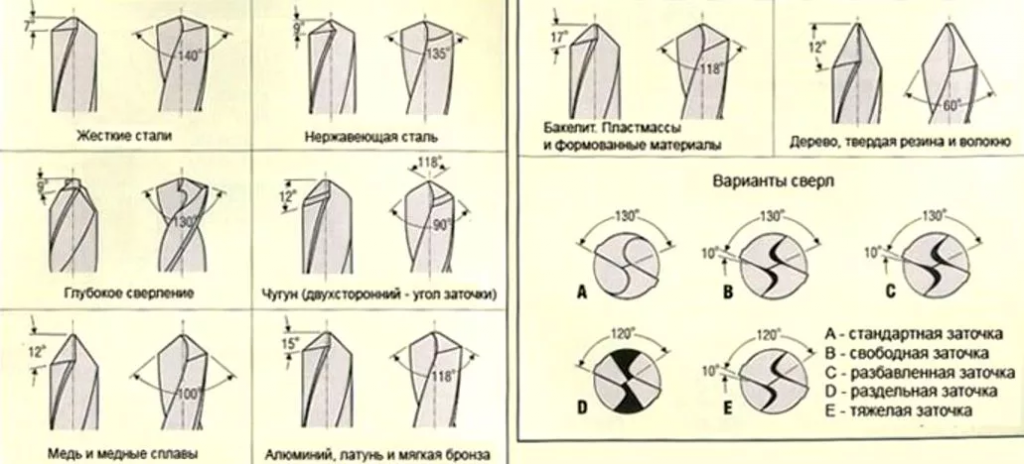
При затачивании специальным образом формируют угол между двумя главными лезвиями.
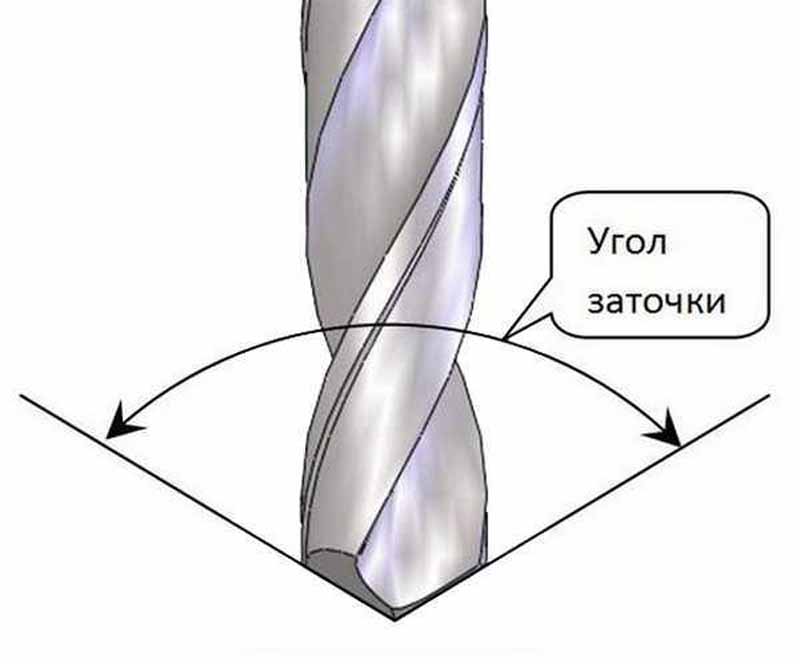
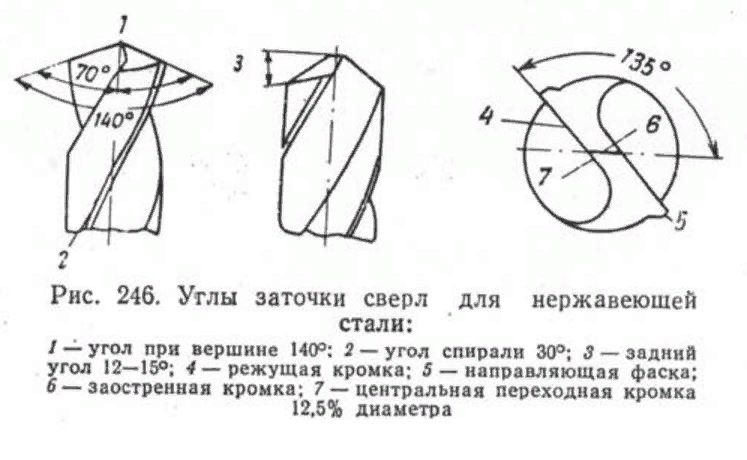
Угол заточки сверла
Режущие кромки сверла по дереву
Для древесины используют сверла иного вида. Наибольшее распространение получили перки (перовые сверла). Основное отличие заключается в следующем:
- имеется специальный конус, который определяет центр (в некоторых конструкциях тут создают коническую спираль);
- острые треугольники по периферии задают диаметр сверления;
- две основные режущие кромки перпендикулярны к оси вращения.

Перовое сверло по дереву
При небольшой глубине отверстия необходимость в поверхностях для вывода стружки из отверстий отпадает. За счет центробежной силы отходы вылетают наружу.
Сверление и рассверливание
Процесс сверления имеет определенные отличия от остальных операций. Здесь вращается сам инструмент. При этом он внедряется внутрь детали.
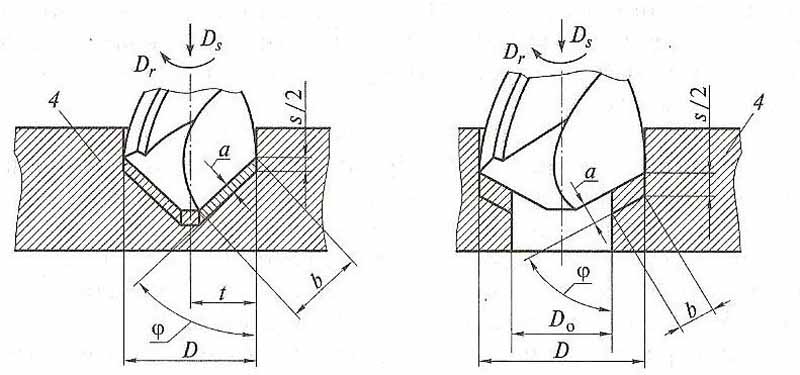
Сверление и рассверливание отверстий
- сверление, этот процесс характеризуется созданием нового отверстия;
- рассверливание – операция по увеличению диаметра отверстия.
Когда обрабатывается металл, то образующая теплота распределяется:
- на режущую кромку сверла;
- на нагревание стружки;
- на нагревание всей обрабатываемой детали.
Выделяется довольно большое количество теплоты. Оно обычно составляет до 50…60 % всей энергии, затрачиваемой на операцию. Поэтому при работе со сталью и иными сплавами стараются осуществить отведение тепла. Применяют смазывающие и охлаждающие жидкости (СОЖ).
Принято различать процессы по глубине. Если отверстие сверлится на 4…6 диаметров, то полагают, что выполняется обычное сверление. Если же нужно получить отверстие, в котором глубина составляет более 6 диаметров, то подобную операцию называют глубоким сверлением. Тут необходимо подавать СОЖ в зону резания.
Сверление дерева
Выполняя работу по дереву, отмечают:
- стружка практически не нагревается;
- само тело детали имеет локальный нагрев только в том месте, где режущая кромка контактирует с обрабатываемым материалом;
- сильно нагревается кромка, отвода теплоты практически нет.

Сверление дерева. Образующаяся стружка не нагревается
При работе с деревом СОЖ используется крайне редко. Только для пропитанных полимерными смолами древесных плит могут применять смазки и охлаждение. Дельта-древесина, которую раньше использовали при создании самолетов, сверлили с применением СОЖ. В тех процессах необходимость определялась высокой производительностью труда на самолетостроительных заводах.

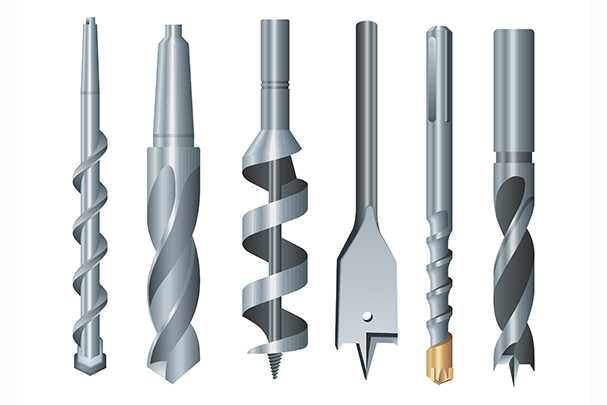
Основные типы свел для дерева
Рассматривая конструкцию инструмента можно отметить разницу:
- спиральное сверло не имеет выраженной ленточки, но обладает острым конусом для внедрения в заданном направлении;
- для глубоких отверстий использую спиральную конструкцию Левиса. У него только одна основная кромка. Она врезается в деталь. Сама спираль в процессе работы плотно прижимается к стенкам, поэтому увод в сторону невозможен;
- сверло Форстнера используют для получения неглубоких отверстий. Подобный инструмент применяется на присадочных станках, где производится изготовление углублений под фурнитуру.
Можно ли сверлить дерево сверлом по металлу
Иногда можно услышать мнение, что использовать сверла для металла на дереве не стоит. Но на самом деле они применяются довольно успешно. Особенно часто они нужны, когда требуется создавать отверстия небольшого диаметра от 2…3 до 8…10 мм.
В комбинированных сверлах, используемых для производства сложных отверстий, присутствуют элементы для работы с металлом. На мебельных предприятиях подобные инструменты распространены довольно широко.

Комбинированные сверла по дереву
За один проход получают отверстие на заданную глубину. Попутно обрабатывают коническое углубление и цилиндрическое заглубление. Для подготовки специальных параметров под конфирмат наблюдаются небольшие различия.

Сверло под конфирмат
При необходимости получать большие отверстия в деревянных конструкциях используют коронки.


Узнать диаметр сверления несложно. Он указан на самой коронке. У сложных типов инструмента перед использованием снимают лишние полотна. Оставляют только то, которое требуется по заданию.
Видно, что в обеих конструкциях за основу используется сверло по металлу. Оно устанавливается в центре. В дальнейшем режущие кромки коронок проникают по периферии отверстия.

Видео: сверла – их виды и типы.
Виды и диаметр сверл по металлу
При выборе оснастки для сверления отверстий нужно учитывать ее технические характеристики. Особое внимание нужно уделить диаметру сверла по металлу. От этого показателя зависит предназначение, стоимость буравчика, его стоимость. Характеристики сверл определяются государственными стандартами, которые должны соблюдать производители.
 Сверла для дрели
Сверла для дрели
Назначение
Сверла по металлу используются для выполнения разных работ:
- сверления отверстий разного диаметра, глубины;
- создание ровных глухих углублений в металлических заготовках;
- удаления обломков сломавшейся оснастки;
- для нарезания резьбы.
Существуют сверла для дрели, шуруповерта, промышленного оборудования.
Конструктивные особенности
Сверло — осевой режущий инструмент. Для дрелей, шуруповертов используются цилиндрические стержни со спиральной заточкой. Сверла состоят из нескольких частей:
- хвостовика;
- шейки;
- рабочей части.
На рабочей части закрепляются резцы. Режущая часть состоит из двух элементов — двух острых резцов и вспомогательных режущих окраек.
 Конструкция сверла (Фото: Instagram / 73instrument)
Конструкция сверла (Фото: Instagram / 73instrument)
Характеристики
Сферы применения, возможности оснастки зависят от технических характеристик:
- длины, наружного диаметра;
- материала;
- типа покрытия;
- вида хвостовика;
- формы.
Технические характеристики описываются в документах или указываются на упаковке с изделиями для сверления металлических поверхностей.
Классификация
В продаже можно найти разные виды сверл. Они классифицируются зависимо от цвета, материала, типа хвостовика, вида покрытия, класса точности.
По цвету
Блеклый желтый оттенок появляется после проведения отпуска на производстве. Благодаря дополнительной обработке увеличивается долговечность, прочность оснастки.
Оснастка ярко-желтого цвета отличается долговечностью, износоустойчивостью. У нее низкий показатель трения. Оснастка имеет титановое покрытие, которое обеспечивает ей повышенную прочность.
Черный цвет говорит о проведении дополнительной обработки паром. Это прочная оснастка с большим сроком службы. Стоимость не очень высокая.
Серый цвет имеют сверла самого низкого качества, которые не подвергались дополнительной обработке. У подобной оснастки низкая цена, но сэкономить не получится, поскольку сверла быстро ломаются.
По материалу
Сверла изготавливаются из разных видов стали:
- углеродистой инструментальной;
- легированной инструментальной;
- быстрорежущей.
Дополнительно на режущих частях закрепляют пластинки из твердых сплавов.
 Стальные сверла (Фото: Instagram / linkorspb)
Стальные сверла (Фото: Instagram / linkorspb)
По форме
- Ступенчатые, конические. Также их называют буравчиками. Рабочая часть имеет коническую форму. Предназначены для сверления разных по диаметру отверстий в металлических листах толщиной до 2 мм.
- Центровочные. Многофункциональные буравчики, которые нужны для создания специальных отверстий в металлических заготовках. Детали закрепляются в сверлильном оборудовании.
- Удлиненные. Используются для создания глухих, сквозных отверстий.
- Первые. Инструмент со сменными пластинами. С его помощью можно делать отверстия большого диаметра с ровными стенками.
- Корончатые. Полые коронки, которые по краям имеют множество острых зубьев. Подходят для сверления отверстий в тонких металлических листах диаметром до 30 мм.
- Резьбовые. Применяются для нарезки резьбы в подготовленных заранее отверстиях.
- Высокоточные. С их помощью можно выполнять точные технологические операции.
- Левосторонние. Оснастка узкоспециализированного назначения, которая нужна для высверливания испорченной оснастки из отверстий.
Наиболее распространенный вид сверл по металлу — спиральные. Предназначены для сверления отверстий разной глубины, диаметра.
 Конические сверла (Фото: Instagram / dismart_kh)
Конические сверла (Фото: Instagram / dismart_kh)
По типу хвостовиков
- Конический. Оснастка предназначена для высокомощных, профессиональных дрелей или промышленных сверлильных станков.
- Цилиндрический. Подходят для электроинструментов.
- Шестигранный. Используются для закрепления в кулачковых патронах, зажимах.
По типу покрытия
На сверла может наноситься:
- титано-алюминиевый нитрид;
- карбонитрид титана;
- алмазная крошка;
- нитрид-титановое керамическое покрытие;
- оксидная пленка.
Последний вид покрытия наиболее доступный и надежный.
 Кобальтовые сверла (Фото: Instagram / vmiha80)
Кобальтовые сверла (Фото: Instagram / vmiha80)
По классу точности
- Нормальная точность с маркировкой B. Предназначены для сверления отверстий по показателю точности до 15 квалитета.
- Нормальная точность с маркировкой B Предназначены для сверления отверстий до 14 класса точности.
- Оснастка повышенной точности с маркировкой А1. Подходят для создания отверстий по точности от 10 до 13 классов точности.
Размеры
Размеры сверл по металлу указаны в государственных документах, которым должны следовать производители сертифицированной продукции. Требования регламентированы ГОСТ 886–77, ГОСТ 4010-77, ГОСТ 10902–77. Зависимо от размеров оснастка для электроинструмента делится на 3 группы:
- Короткие — саморезы длиной от 20 до 131 мм. Наружный диаметр — до 20 мм.
- Удлиненные — оснастка длиной до 205 мм. Диаметр аналогичен коротким сверлам.
- Длинные — длина до 254 мм. Наружный диаметр — до 20 мм.
Иногда перед вкручиванием для самореза нужно делать отверстие. Подбирать оснастку такого же диаметра, как крепежный элемент нет смысла, поскольку крепление не будет держаться. Чтобы подобрать диаметр, рекомендуется использовать готовые таблицы для расчета.
Маркировка
Если уметь разбираться в маркировке оснастки, можно узнать технические характеристики, назначение сверл. Обозначения:
- Сплав материала, количество легирующих добавок обозначается латинскими буквами с цифрами. Например, К3 — сплав, из которого изготовлено сверло, содержит 3 частей кобальта.
- Быстрорежущая сталь обозначается буквой Р.
Иностранные производители используют маркировку HSS. Она наносится на высококачественную оснастку.
Принципы выбора
При выборе нужно учитывать:
- цвет изделия;
- назначение оснастки;
- качество заточки;
- симметрию резцов;
- материал оснастки, тип защитного покрытия.
 Сверла разного типа (Фото: Instagram / koleso_ast)
Сверла разного типа (Фото: Instagram / koleso_ast)
Преимущества и недостатки
- возможность выполнения разных технологических операций;
- прочность, надежность, долговечность;
- невысокая цена.
Недостатки есть только у дешевых буравчиков, которые изготавливаются из некачественных материалов, не имеют защитного покрытия.
Производители и цены
- Bosch;
- Haisser;
- Ruko.
Буравчики с обозначением СССР считаются самыми надежными, долговечными. Цена классического сверла с маркировкой HSS — 500 рублей.
 Сверло марки Bosch (Фото: Instagram / sergei.wood_man)
Сверло марки Bosch (Фото: Instagram / sergei.wood_man)
Правила заточки
Чтобы самостоятельно заточить сверло, можно использовать заточной станок, ручные инструменты, специальные механические точилки. При этом важно учитывать некоторые особенности:
- Во время заточки режущие кромки должны быть расположены параллельно абразивной поверхности точильного камня.
- При затачивании сверла на него нельзя сильно нажимать. Это особенно касается переточки оснастки на заточных станках.
- Важно контролировать длину режущих кромок. Они должны быть одинаковыми по длине.
Переточку можно считать оконченной, когда обрабатываемые металлические поверхности перестанут бликовать.
Отличие от сверл по дереву
Буравчики для металла отличаются от оснастки для сверления дерева:
- Прочностью сплава. Для изготовления металлических сверл применяется более износостойкий материал.
- Углом между резцами.
- Заточкой. Буравчики для металла не имеют центровочной пики.
Выбрать оснастку без практических навыков, знания теории сложно. Выбор осложняется большим ассортиментом сверл, разницей в технических характеристиках. Достаточно изучить особенности разных видов оснастки в теории, чтобы выбрать сверла для электроинструмента.
Диаметры сверл по металлу
Такой вид инструмента как сверло по металлу можно встретить у любого домашнего мастера, при этом обязательно иметь набор сверл различного размера чтобы иметь возможность делать отверстия нужного диаметра.
Какие есть виды сверл по металлу
Мастерские, обрабатывающие металл на профессиональном уровне имеют в своем инвентаре несколько видов этого инструмента, отличающегося по виду, длине и диаметру. Кроме этого они различаются по:
- виду хвостовиков – элемент, с помощью которого инструмент фиксируется в оборудовании,
- виду режущей части – рабочая поверхность, которая выполняет резку металла,
- виду рабочей поверхности – часть сверла, отвечающая за удаление стружки зоны обработки.
Цилиндрические спиральные сверла
Это самый распространенный вид этого инструмента, который можно встретить в инвентаре каждого мастера. Может применяться во всех видах оборудования и инструмента для сверления. Изготавливают их, согласно ГОСТ 885-77, из инструментальной стали таких марок как HSS, Р6М5 и Р18 что обеспечивает им надежность и долговечность.
Однако в последние годы все чаще на прилавках магазинов можно встретить сверли из других, более мягких марок стали, соответственно срок службы такого инструмента значительно ниже. О том как правильно выбрать сверло, на что смотреть при выборе, читайте здесь.
Данный вид сверл имеет диаметр 1-16 мм, но в некоторых случаях до 80 мм (как правило их изготавливают по спец заказу для мастерских и цехов) и предназначен для выполнения практически всех видов работ по сверлению металла.
Диаметры сверл по металлу этого типа
В таблице приведены стандартные размеры сверл этого типа для металлообработки. В ней указаны все варианты диаметра, длины и длины рабочей части.
| Диаметр | 1 мм | 1.6 мм | 2.2 мм | 3 мм | 5 мм | 7 мм | 8 мм | 9 мм | 11 мм | 12 мм | 13 мм | 16 мм |
| Длинна | 56 мм | 76 мм | 95 мм | 100 мм | 132 мм | 148 мм | 156 мм | 165 мм | 175 мм | 195 мм | 205 мм | |
| Длина рабочей части | 33 мм | 45 мм | 59 мм | 69 мм | 82 мм | 109 мм | 115 мм | 121 мм | 128 мм |
Другие варианты размеров встречаются редко, как правило их изготавливают в небольшом количестве или по заказу металлообрабатывающих предприятий.
Конические сверла по металлу, их размеры и характеристики
Этот тип инструмента имеет канонический хвостовик, которые применяется в станках и некоторых видах профессионального инструмента для сверления и предназначен для сверления отверстий большого диаметра. Поэтому он крайне редко может быть и арсенале домашнего мастера.
Какого диаметра бывают конические сверла. Диаметр этого типа сверл может быть 6–30 мм и иметь повышенную либо нормальную точность. Для промышленных станков этот инструмент может иметь диаметр до 75 мм. Ниже приведена полная таблица со всеми размерами.

Корончатые сверла по металлу, диаметры и характеристики
 Этот вид инструмента еще называют фрезами так как он внешне совершенно не похож на классическое сверло по металлу. Благодаря такому оборудованию можно получить отверстия большого размера – диаметр которого может быть 12–150 мм, но относительно небольшая глубина 5–50 мм. Это обусловлено строением самого инструмента
Этот вид инструмента еще называют фрезами так как он внешне совершенно не похож на классическое сверло по металлу. Благодаря такому оборудованию можно получить отверстия большого размера – диаметр которого может быть 12–150 мм, но относительно небольшая глубина 5–50 мм. Это обусловлено строением самого инструмента
Изготовлено оборудование из быстрорежущей стали. Некоторые сверла имеют напайки из стали повышенной прочности, что значительно ускоряет процесс обработки, в 4–12 раз меньше, чем при применении обычных сверл.
Маркировка сверл по металлу, расшифровка обозначений
 На всех сверлах по металлу, согласно требованиям ГОСТ, должна присутствовать маркировка, по которой можно понять марку стали из которой изготовлен данное оборудование.
На всех сверлах по металлу, согласно требованиям ГОСТ, должна присутствовать маркировка, по которой можно понять марку стали из которой изготовлен данное оборудование.
Если же такой маркировки нет, вероятнее всего данное сверло соответствует требованиям качества и применять его в профессиональной металлообработке не рекомендуется. Однако для домашнего мастера оно может быть отличным вариантом так как стоит дешевле.
Давайте разберемся в маркировке, которую можно увидеть на самом сверле, она состоит из букв и цифр, например Р 9, Р18, р6м5, Р9К15. Буква Р здесь означает что данный инструмент изготовлен из быстрорежущей стали. Далее идет цифра, обозначающая количество вольфрама в стали. Далее идет обозначение легирующего вещества в сплаве, пример:
- К6 – в сплаве присутствует шесть частей кобальта.
- М4 – присутствует четыре части молибдена.
- Ф3 – три части ванадия.
Эти элементы увеличивают прочность, теплостойкость и другие характеристики.
Маркировка, которая идет в сопровождающих документах (упаковке) к оборудованию. Обозначение точности оборудования:
А1 – повышенная точность.
В1 – нормальная точность.
Пример 2300-7055 А1 ГОСТ 885-77, где 2300 это эксплуатационно-конструктивные характеристики, 7055 – порядковый номер изготовления (серия), А1 – повышенная точность инструмента, ГОСТ 885-77 – инструмент соответствует требованиям стандартов 886-77.
Маркировка сверл hss и din
 HSS. Эта маркировка используется на инструмента зарубежного производства, применяемого в профессиональной металлообработке и способного обрабатывать материал с прочностью до 1100Н/мм2. После аббревиатуры идут дополнительные буквы, обозначающие какой металл еще добавлен в сплав, примеры:
HSS. Эта маркировка используется на инструмента зарубежного производства, применяемого в профессиональной металлообработке и способного обрабатывать материал с прочностью до 1100Н/мм2. После аббревиатуры идут дополнительные буквы, обозначающие какой металл еще добавлен в сплав, примеры:
- HSS-G TiN (добавление нитрида титана),
- HSS-G TiAlN (с напылением титан-алюминий-нитрида),
- HSS-Co (добавление кобальта),
- HSS-E (добавление кобальта),
- HSS-G (добавление металла P4M3 – молибден),
- HSS-R (добавление металла P2M1 – молибден),
- HSS-E VAP (оборудование для обработки нержавеющей стали).
DIN. Сверла с этой маркировкой предназначены для обработки металла с мягкой и средней стружкой. Являются многоцелевыми и чаще используются домашними мастерами нежели профессиональными мастерскими.

Центровочное сверло относится к разряду профиссионального многофункционального инструмента комбинированного типа. Другими словами оно имеет несколько различных рабочих частей, с помощью .

Такие сверла как конусное и ступенчатое очень часто путают между собой не только мастера (не берем во внимание профессионалов в .

Сверление металлов это технологический процесс, направленный на получение отверстий различного диаметра в металлических листах и заготовках с использованием специального вращающегося .

Кольцевыми сверлами называют режущие инструменты корончатого типа, применяемые для качественного сверления отверстий больших диаметров. Конструктивно они представляют собой полый цилиндр, .

Виды сверл по металлу и дереву, полный обзор
Выбираем лучшие сверла по металлу, что нужно знать
Угол заточки сверла по металлу: таблица правильных значений – под каким уклоном нужно точить инструмент
Во время металлообработки, вне зависимости от станка и квалификации токаря, любой инструмент начинает тупиться. Притупление режущих кромок может привести к нагреву заготовок, а также к неаккуратному исполнению. Но необязательно каждый раз покупать новую, острую оснастку, можно исправить ситуацию самостоятельно, в домашних условиях. В статье расскажем, какой правильный угол заточки сверла по металлу соответствует ГОСТу, приведем таблицу значений.

Признаки, что инструмент затупился
Сперва объясним, почему необходимо следить за состоянием оснастки. Если она плохо заточена, то со временем из-за постоянного механического и термического воздействия она может сломаться прямо в процессе металлообработки. К чему это приведет:
- к порче заготовки, ведь внутри отверстия остается обломок, который затем сложно вытащить;
- к повреждению рук или другого незащищенного участка тела токаря, если осколки разлетятся в стороны.
А вот к чему может привести продолжение обработки с резцом, который уже отработал свой срок эффективности:
- к резкому снижению производительности работы – одна и та же процедура будет занимать в несколько раз больше времени, в результате не будет достигнут окончательный эффект, снизится класс точности металлообработки;
- к повышенному перегреву – во время трения и заготовка, и резец начинают нагреваться, а любой металл имеет температуру, в которой он деформируется;
- к работе «вхолостую», то есть вращательные движения инструмента ни к чему не приведут – это может быть достигнуто только в случае окончательного затупления, наиболее часто происходит с короткими изделиями;
- к заклиниванию всего станка – убирать заготовку сложно, иногда просто невозможно вытащить осколок из отверстия, поскольку он начинает там расплавляться – такой исход наиболее часто ожидает длинные сверла;
- некоторый металл после горения сильно закаляется (реакция трения приводит к изменению физических свойств по причине преобразований во внутренней кристаллической решетке) – его очень трудно затем обрабатывать другими инструментами, по сути, проходит частичный, местный процесс закалки.

Чтобы не допустить таких неприятных последствий, перед каждым новым циклом сверления требуется осматривать всю оснастку на пригодность. Регулярные проверки и слежение за состоянием угла заточки при вершине сверла помогут избежать подобных последствий. Необязательно проводить инструментальный анализ, чтобы понять, что резец стал непригодным. Вот по каким признакам можно определить «на глаз», что он нуждается в затачивании:
- появился явно заметный блеск граней заточки – при закруглении материал блестит, что делает его головку заметнее, она отличается от остальных частей (от хвостовика и основного цилиндра);
- возникновение цвета побежалости режущего инструмента – он может стать, например, черно-синим, такой эффект получается из-за сильного изменения температуры, аналогичный процесс с оттенком металла вы можете заметить у отходящей металлической стружки при резке;
- нагрев в процессе работы – безусловно, он будет происходить и при самом остром сверле, но во время эксплуатации заступившегося это будет в несколько раз заметнее;
- увеличение усилий при использовании для аналогичной процедуры – особенно актуально при сверлении ручным инструментом (электродрелью), потому что подача осуществляется не механизмом, а непосредственно самим человеком, то есть мастер просто будет сильнее давить на прибор;
- скрипящий звук уже свидетельствует о том, что заточка не поможет – такой резец стоит просто выкинуть, он сточился до неисправного состояния;
- грубой оценкой можно считать пальпацию пальцем, под подушечкой будет чувствоваться круглый край – острота кромки очень легко определяется, но человек, который мало знаком с точением, не всегда с первого раза сделает правильный вывод;
- на режущей поверхности могут появиться различные дефекты – сколы, заусенцы и пр., притом что ранее при этих же составляющих (станок, металл, сверло, мастер) все было отлично;
- можно увидеть износ, если использовать увеличительное стекло.

Дадим совет, на что обратить внимание в особенности. В самую первую очередь в любом сверле становится непригодной к использованию центральная часть и крайние угловые кромки, потому что они испытывают наибольшее термическое воздействие. После нагрева сталь становится мягче, проще деформируется. К тому же, чем шире радиус, тем больше материал среза, то есть на них максимальная нагрузка. Центральная часть не участвует в функции резания, а скорее раздвигает материал. Чтобы центр не испытывал больших нагрузок и не изнашивался в ускоренном режиме, рекомендуется просверлить резцом меньшего диаметра подготовительное отверстие (черновое), а затем при втором проходе обязательно применять мыльные эмульсии для охлаждения или в самом примитивном варианте – воду.
Особенности работы сверл и от чего зависит угол заточки
Безусловно, при выборе режущего инструмента мастер должен учитывать множество факторов, ведь вариантов исполнения и типоразмеров большое количество. Исходя из особенностей, подбирается не только резец, то и тип металлообработки. Каждый процесс обладает своими особенными характеристиками.
- Материала, по которому вы работаете. Одни стали имеют повышенную твердость, другие могут быть хрупкими, третьи – податливыми и мягкими.
- Качеств самого сверла – здесь работают аналогичные правила.
- Задач токаря – какой размер, а также класс точности необходимо обеспечить.
Исходя из этого и некоторых других факторов, выбирается режим сверления – когда подбирается оптимальное давление и обороты, иными словами, подача и скорость вращения инструмента. Если мы говорим о сверлении электродрелью, то такие показатели рассчитать достаточно сложно. Но в случае с работой со станками (сверлильными, токарными) этот показатель очень важен. Удобнее всего заниматься с оборудованием с ЧПУ, поскольку пульт управления автоматизирует множество процессов, в том числе расчет и выставление вышеприведенных параметров. Купить приборы для фрезерной, токарной обработки металла с ЧПУ можно на сайте компании https://stanokcnc.ru/.

Под каким углом затачивать сверло – также зависит от того, какую цель преследует токарь, а также с каким материалом он работает. Приведем такой пример. Если обрабатываемая заготовка изготовлена из очень твердого сплава, а резец обладает чрезмерно острой кромкой, то велика вероятность, что она просто сломается при нажатии. Выйти из этого положения можно двумя способами:
- сменить угол заточки на более тупой;
- сделать предварительную черновую обработку – просверлить маленькое отверстие на этом месте.
Ниже расскажем более подробно о рекомендациях выбора.
Основные элементы оснастки
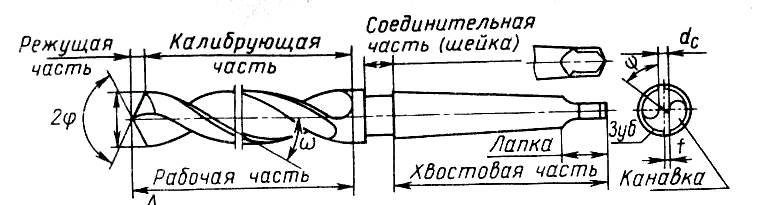
Инструмент состоит из следующих частей:
- Рабочая. Это винтовой цилиндр с несколькими витками (заходами). Они образуют канавки и зубья, их также называют перьями. Их задача – обеспечение самого процесса резания.
- Калибрующая. Она ответственная за то, чтобы удалять металлическую стружку из зоны металлообработки. Ее образует лента, которая направлена вдоль основного хода сверла.
- Соединительная. Ее также называют шейкой. Ее используют в двух назначениях – для выхода из шлифовальной зоны, а также для того, чтобы проставлять маркировку на фрагменте, который не стирается и не закрывается тисками.
- Хвостовая. Данную часть коротко именуют «хвостовик». Она может быть выполнена в виде гладкого цилиндра или типом «конус Морзе». Завершает ее поводок или лапка. Задача – фиксация оснастки в специальных зажимах.
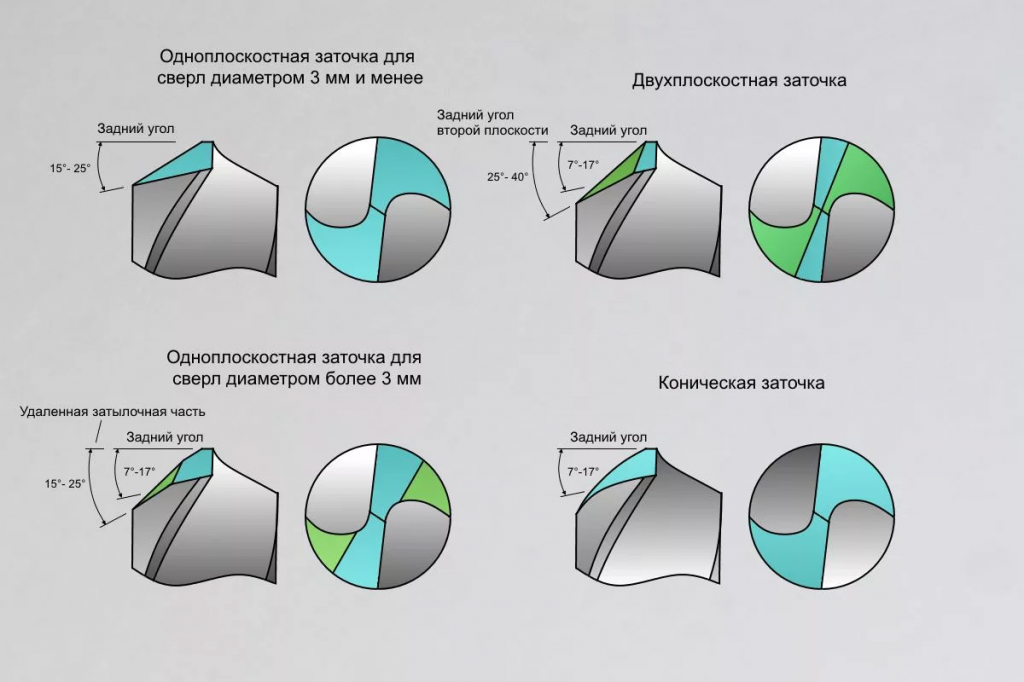
Особенности: под каким углом затачиваются сверла различного вида

Задача процедуры – восстановление прежних форм резца. Есть наиболее стандартная геометрия. Она называется нормальная или одинарная, маркируется как Н. В ходе нее формируется одна или две режущие кромки с уклоном под 118-120 градусов. Данный вид затачивания характерен для оснастки, которая в диаметре не превышает 1,2 см.
Такие варианты как НП, НПЛ, ДП и ДПЛ можно использовать на сверлах еще более узких – до 0,8 см в сечении. В ходе них затачивается поперечный край, чтобы уменьшить на него нагрузку. А также снижается ширина ленточки, это решает две проблемы:
- снижается сила трения, а значит, нагрев;
- дает большую эффективность сверлению.
Как правильно выбрать угол заточки сверла для стали или другого металла

Основной критерий уклона – материал заготовки. Он оценивается по следующим характеристикам:
- твердость – чтобы не сломать кончик;
- хрупкость – нельзя допустить образования сколов или трещин;
- вязкость или плотность.
Второй критерий – из чего создан сам резец. Приведем пример. Инструмент из прочного сплава желательно затачивать под 120 градусов. И в зависимости от того, с чем предстоит работать, его можно варьировать. Например, для дерева, пластмасса, а также алюминия и других мягких пород необходимо брать максимально острый угол, в то время как прочные, а также очень пористые структуры требуют более тупого уклона.
Если инструмент имеет особую конструкцию, например, спираль, то подход несколько отличается. У них есть широкие канавки, которые предназначены для отвода стружки. Углы заточки спиральных сверл – 45 градусов, но при вершине он должен быть не менее, чем 120-140.
Делаем вывод: ориентироваться необходимо на конструктивные особенности изначального резца, что к ним относится:
- Величина переднего наклона. Измеряется между касательной линией к наружной поверхности режущей кромки.
- Аналогичный параметр для задней плоскости.
- Ширина ленточки. Расстояние между двумя заточенными краями.
Если вы правильно выберете эти три параметра, то гарантируете:
- простоту работы – минимум усилий и времени;
- повышенную точность и чистоту – отсутствие сколов, заусенцев;
- длительный период износа.

Таблица углов заточки сверла для разных материалов: работаем по меди, алюминию, пластмассе
Если вы имеете дело со сталью, необходимо смотреть на ее состав. Обычные и низколегированные сплавы требуют диапазон от 116 до 118 градусов. Таким же образом стоит затачивать оснастку для чугуна. Если это более прочные стальные заготовки, то они требуют 130-140°.
Посмотрим сводную таблицу, но заранее отметим, что более точный параметр выбирается в зависимости от конкретной марки:
Чугун и стальные заготовки с низким легированием
Какие сверла по металлу лучше всего подходят для работы
От автора: здравствуйте, дорогие читатели! Потребность в обработке металла часто возникает и в промышленности, и дома. Для выполнения определенных работ без сверла не обойтись. В продаже есть готовые наборы, включающие разные виды элементов, различающихся по длине, диаметру, виду и другим характеристикам. Многие не знают, сверла по металлу какие лучше и для чего они подходят. Важно учитывать не только их особенности, но и качество, чтобы не менять элемент после каждой работы.
Виды и особенности
Разновидностей сверл большое количество, они отличаются конструктивно, функционально. Изделия для обработки металла могут использовать в других сферах, например, для сверления:
- дерева,
- полимерных изделий,
- керамики,
- кирпича,
- бетона.
Конструктивная особенность сверла для металла такова, что позволяет решить определенные технологичные процессы, учитывая особенности самого изделия. Поэтому перед тем как выбрать товар, необходимо разобраться в составляющих инструмента. Они включают такие элементы:
- режущая часть, которая нужна для выполнения основной работы — сверления отверстия в металле,
- рабочая поверхность — удаляет металлическую стружку с обрабатываемого участка,
- хвостовик — нужен для фиксации изделия в дрели или патроне другого оборудования.
В зависимости от использования, выделяют несколько типов сверл, которые помогают обработать металлические изделия по-разному.
Плоские
Их рабочая часть плоская, изделие часто называют перовым. Среди основных достоинств выделяют:
- низкую стоимость,
- простоту исполнения,
- исключение чувствительности к перекосам в ходе обработки поверхностей.
К недостаткам относится невозможность сделать отверстия большого диаметра, а также нет рабочей поверхности для удаления стружки.
Спиральные
Самые распространенные виды, при помощи которых делаются отверстия в металле. Конструктивно сверло сделано в виде спирали, в форме цилиндрового стержня. По бокам есть канавки, которые захватывают всю поверхность и удаляют стружку во время работы. В зависимости от своей конструкции, данный тип сверла может входить в определенную категорию:
- общего назначения — обладают формой цилиндра, используются для сверления отверстий разного диаметра, вплоть до 8 см. Часто используются дома и в промышленности,
- левосторонние — применяются в ограниченных сферах, часто пользуются для создания резьбовой дырки в предмете. К примеру, чтобы высверлить болт или крепеж, что не откручивается. Отличительной особенностью будет спираль, закрученная в обратную сторону,
- повышенной прочности — используются для идеальной обработки. Подходят для домашних и промышленных целей. Сверло этого вида имеет код А1, помогает создавать высокоточный диаметр отверстий.

Все описанные типы подходят для дрели, часто используются в домашних условиях и продаются в обычных строительных магазинах.
Корончатые
Такие товары сделаны в виде стакана из металла, на торце есть зубья для резки. Часто используются, чтобы делать отверстия больших диаметров. Режущая часть создается из твердых сплавов или алмазного напыления. Подобные изделия делятся на:
- конусные,
- кобальтовые,
- твердосплавные.
Первый вид может иметь гладкое или ступенчатое покрытие. Чаще используется, когда нужно создавать дырки в металлах с малой толщиной. При помощи сверла достигается высокая точность центрирования в самом начале работе, чего сложно добиться, применяя цилиндрический тип. Главным достоинством в использовании ступенчатой формы является возможность делать разные по диаметру отверстия одним инструментом.

Кобальтовые сверла делаются из быстрорежущих материалов, легированных кобальтом. При помощи подобного дополнения элемент получает дополнительную прочность, в ходе нагрева не деформируется и не подвергается механическому воздействию. Товары этого вида часто применяются для обработки вязкого металла или изделий повышенной прочности. Стоимость товара высокая, но он обладает отменными характеристиками.

Твердосплавные сверла имеют пластины на режущей части, а основная часть делается из прочной стали, которая применяется для строительных инструментов. При формировании пластин используют карбид, он очень твердый, не подвергается быстрому износу. Используются товары чаще для обработки толстого металла или твердых сплавов.
Цвет сверла и его характеристика
Выбрать хорошее сверло можно не только по сплаву и типу, во время покупки важно учитывать цвет. По нему можно определить качество продукта:
- серый — сверло низкого качества, с небольшой стоимостью. Товары такого вида не проходят дополнительных обработок, которые могут повышать твердость сплава, устойчивость к деформации от температуры или механического давления. При обработке твердых металлов продукта может не хватить для разового использования,
- черный — цвет указывает на дополнительную паровую обработку. При помощи нее повышается прочность, стойкость к износу. В результате этого срок эксплуатации увеличивается. Стоимость немного выше, нежели у серого товара. Черное сверло часто используется в быту и подходит для многих домашних задач,
- светло-золотистый — после изготовления проходит процесс отпуска. Данная термообработка дает возможность убрать напряжение внутри стали, улучшает прочность,
- золотистый — лучший товар для обработки металла. В составе есть титан, который помогает увеличить длительность эксплуатации, эффективность. Дополнительные обработки сокращают трение в ходе работы. Продукт такого вида довольно дорого стоит.
Выбирая сверло, нужно учитывать частоту его использования и вид металла для обработки, сплав, толщину. Дополнительно определяется точность и качество итогового отверстия. Дешевые изделия могут приводить к необходимости частой заточки и полной их замене. Черные и серые цвета подойдут для выполнения простых домашних задач или для разовых ремонтных работ.
Размеры и маркировка
Исходя из обрабатываемого металла и производителя, можно выделить разные их размеры. Для более простого выбора создан ГОСТ, который разделяет товары на несколько размерных типов:
- короткие, длиной 20–131 мм, толщиной 0,3–20 мм,
- удлиненные, длиной 19–205 мм и толщиной, как у коротких.
- длинные, размером 56–254 мм и диаметром 1–20 мм.
Для правильного подбора важно учитывать маркировку. Она довольно простая и поможет разобраться в любом товаре подобного типа:
- сверла до 2 мм в толщину не обладают маркировкой, они малые, и на них значение просто не наносится,
- товар диаметром до 3 мм обладает данными о виде стали и размерах поперечного сечения,
- при толщине от 3 мм маркировка показывает диаметр, вид стали, оттиск производителя.

Зная буквенные обозначения, можно разобраться в виде стали и дополнительных веществах. Символ «Р» указывает на быстрорежущие сплавы. В составе могут быть дополнительные соединения для улучшения характеристик эксплуатации. К примеру, буква «М» обозначает молибден, а «К» говорит о наличии кобальта.
У зарубежных компаний маркировка дает более обширную информацию. Покупатель сможет узнать:
- страну, где выпущен товар,
- логотип компании,
- вид сплава,
- рабочую толщину сверла,
- прочность,
- краткие данные о том, какие металлы можно сверлить.
Основные рекомендации по маркировке при выборе товаров от зарубежных производителей:
- HSS-R иHSS-G. Рекомендуются для стальных литых деталей, а также легированных и углеродистых сплавов с прочностью до 900 Н/мм. В составе могут быть добавки алюминия, графита, меди, цинка или никеля. Чаще сверла серого и черного цвета,
- HSS-G Co 5. Товары с подобной маркировкой подойдут для обработки деталей с прочностью до 1100 Н/мм. Основные металлы для работы: нержавейка, углеродистая или легированная сталь,
- HSS-GTiAN/TiN. Маркировка указывает на дополнительное нанесение напыления из титана, алюминия и нитрида. Сверла высокопрочные, не подвергаются коррозии, износоустойчивые. Рекомендуются для кованых изделий и чугуна, в котором есть графит, медных сплавов, литьевой стали.
Когда вся информация известна, можно определить основные рекомендации по выбору и известные бренды.
Советы по выбору
Выбирая для себя хорошее сверло, нужно определиться с его задачей и материалом для сверления. Во время приобретения учитывается:
- цвет готового изделия,
- качество заточки режущей части и его симметричность,
- диаметр,
- типовые параметры и их соответствие нормам,
- характеристики сплавов,
- прямое назначение и функциональные особенности,
- бренд и отзывы о нем.
Дополнительно учитывается сам инструмент. К примеру, для больших отверстий чаще используют дрели с низкими оборотами, но высокой мощностью — в таком случае, нужно соответствующее сверло. Рекомендуется ознакомиться с правилами выбора и инструкциями, описанием изделий по видео:
Лучшие бренды
Для правильного выбора и уверенности в товаре, его характеристиках и функциях, важно правильно выбрать компанию-производителя. От фирмы зависит качество, срок эксплуатации и другие важные нюансы. Лучше всего использовать бренды, которые уже длительное время предлагают свой продукт потребителям. Специалисты рекомендуют отдавать предпочтение следующим компаниям по выпуску сверл и другой строительно-ремонтной техники:
- Ruko — хорошее соотношение качества и стоимости. Компания предлагает потребителям товары с разным видом напыления, крестовой заточкой. Отличный вариант для домашнего использования,
- Bosch— немецкая компания, известна на весь мир своим качеством и надежностью, обладает только положительными отзывами. Стоимость товаров довольно высокая, но сверла обладают повышенной износоустойчивостью и долговечностью. В дополнение рекомендуется брать инструмент этого производителя, чтобы работа выполнялась качественно и быстро,
- Werko илиNachreiner — немецкие компании, которые делают сверла по всем стандартам. Стоимость довольно высока, но отвечает качеству,
- Haisser — сверла необычной конструкции. В ходе производства используются специальные сплавы, которые помогают использовать готовые изделия для любых металлов и условий. Они выдерживают очень сильные нагрузки и служат потребителям длительное время,
- Зубр — отечественная компания, производит хорошие товары по приемлемой стоимости, известна отличным соотношением качество/цена. Сверла продаются наборами и единично, подходят для частого домашнего использования и сверления разных металлов,
- советские сверла — найти в магазинах их уже невозможно, но купить с рук вполне реально. Они отличаются идеальным качеством и техническими характеристиками. Прочность и надежность на высоком уровне, износоустойчивые и долговечные.
Не рекомендуется использовать товары из Китая, поскольку они ломкие, обладают низким порогом прочности и минимальным периодом эксплуатации, но стоимость такого изделия очень низкая.
Для качественных работ важно следить за режущей частью и своевременно ее затачивать. Специалисты советуют во время этой процедуры придерживаться простых правил:
- проверить исправность точилки и приготовить тару с водой или другой жидкостью для охлаждения сверла,
- в ходе заточки обеспечивать плотное прилегание кромки к кругу, начинать работу нужно с тыла режущей части,
- для сверла из стали угол заточки составляет 140 градусов, для меди — 100, для сплавов из меди — 120,
- после заточки должна быть обработана вся режущая поверхность.
Правила выбора зависят от потребностей каждого человека и многих дополнительных факторов. При необходимости сверлить тонкие и мягкие металлические поверхности достаточно купить дешевый бур. Он будет выполнять нужную задачу. Частая работа по сверлению требует качественного товара, это сэкономит деньги на закупке сверл, их заточке, исключит возможность брака.